糖蜜酒精废水微氧厌氧生物脱硫
糖蜜酒精废水处理

糖蜜酒精废水治理技术糖蜜酒精废水是一种高化学需氧量(COD)、高色度的有机废水,属于处理难度较大的废水。
本文分析了糖蜜酒精废水的特点以及其对环境的危害,综述国内外糖蜜酒精废水治理的多种方法,分析了各种方法的特点、效果,并进行评价。
酒精是一种重要的工业原料,它广泛应用于化工、食品、军工、日用化工和医药卫生等领域;同时又是最有希望全部或部分替代石油的可再生能源,因此具有十分广泛的应用和发展前景。
但同时酒精工业又是一个污染十分严重的行业,每产一吨酒精排放的高浓度有机废水约为14 吨—15 吨,含总有机物0.17吨—1吨[1],是造成水环境污染最为严重的轻工业废液之一。
1.糖蜜酒精废水的来源、特性及危害糖蜜酒精废水是糖厂酒精车间用糖蜜发酵制取酒精之后排放出的高浓度高色度的有机废水[2],内含有丰富的蛋白质和其它有机物,也含有较多的N、P、K、Ca、Mg等无机盐和较高浓度的SO42- 等。
通常情况,酒精废水的pH 值为4. 0~4. 8、COD 为10~13万mg/ l、BOD为5. 7~6. 7万mg /l 、SS为10. 8~82. 4mg/ l [3]。
此外,此类废水大多呈酸性,并且色度很高,呈棕黑色,主要包括焦糖色素、酚类色素、美拉德色素等[4]。
由于废液含固体物约10% ,浓度低无法利用,如不经过处理直接排出江河、农田中,会严重污染水质、环境,或造成土壤酸化板结、农作物病长等。
如何处理和利用糖蜜酒精废液是当前制糖工业面临的一个严峻环保问题。
2. 糖蜜酒精废水治理及利用技术概况目前, 国内外对于甘蔗糖蜜酒精工业废水主要有以下几种治理方法: ( 1) 农灌法( 2)浓缩法( 3) 厌氧—好氧法( 4) 生产生物制品(5) EM菌技术( 6) 其它方法, 如吸附法、化学絮凝法、磁处理法等。
2.1 农灌法农灌法是最为简单的治理方法,由于糖蜜废水中含有丰富的有机成分以及氮、磷、镁等营养物质,特别是含大量钾盐。
微氧厌氧处理糖蜜酒精废水PPT教学课件

钾 (mg/L)
SO42(mg/L)
数值
81
450~1600
44~127
3100~650 0
6400
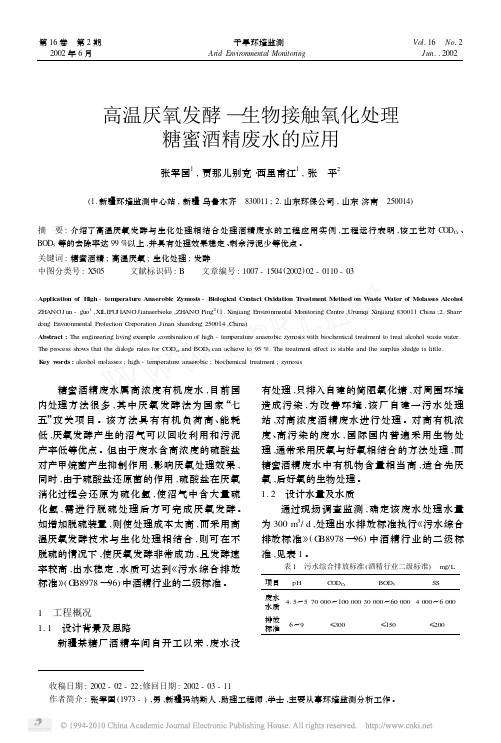
研究思路
进水 微氧厌氧
生物脱硫
UASB
出水
SBR
气体 气体
5 O2
气体
1
6
2
4
8
进水
3
1、集气装置 4、微氧厌氧反应器
2、气泵
5、气体流量计
3、水泵
6、氧气瓶
7
7、水泵 8、UASB反应器 9、集气装置
但是,由于厌氧微环境的存在(如颗粒污 泥或生物膜的形成)而使好氧菌和厌氧菌 可以在同一反应器里共存。
如颗粒污泥表面的兼性微生物可在氧分 子扩散进颗粒内层之前就消耗掉氧分子。
类似的还有多孔状填料,如藻酸钙颗粒 表面有好氧菌而颗粒孔隙内有厌氧菌。
另据Zitomer报道,即使在分散的悬浮 状态下,没有厌氧微环境的存在,好氧 菌与厌氧菌也能共存,而且污泥呈现出 高的产甲烷活性。
微氧产甲烷系统由于一方面能使VFA氧 化,另一方面能吹脱CO2,从而可有效 降低系统所需的VFA碱度和CO2碱度, 使系统的pH值迅速回升。
Zitimer将间歇反应器中的有机负荷由 0.25gCOD/(L·d)猛增至4 gCOD/(L·d)时, 反应器内的pH值由7降至5,
52d后厌氧反应器的pH值仍未恢复到原值;
而充氧率为1 gO2/(L·d)和0.1 gO2/(L·d)的 微氧产甲烷系统pH值分别经28d和34d后恢复 到原值。
2.5 有效去除难降解物质
一方面,微氧产甲烷系统中氧化与还原作用可 同时发生,使有机氯溶剂PCE、多氯联苯等可 得到有效降解;
糖蜜酒精废水厌氧可生化性实验研究

Z N i,LU F .i L ii‘ HA G Y I ux g , I -u n Y j
( . eat n o hmir ,T nj U i rt,S a g a 2 0 9 ,C ia 2 Istt o 1 Dp r metfC e s y ogi n e i t v sy h n h i 0 0 2 hn ; .ntue i f
E v o m n c ne S a g a A a e yo r utrl c ne, h n h i 0 6 hn ) ni n et i c, h n h i cdm A i l a S i cs S a g a ,C ia r Se f gc u e 2 10 1
d a d ta ti w s w t o l b e t i o— h s n eo i po e s yme n o j s n ec n i o s n aa ee i t t h a t a rcud et ae w t t ce h s e e r d h w p a ea a rb rcs b a s f du t gt o dt n d p rm t s c a i h i a r
d ga d t r u h a a r b c te t n :t e o e ta in o u ft e r a e rm 60 mg ・L e rde h o g n e o i r a me t h c nc nr to fs la e d c e s d fo 3 8 i iily o 4 mg ・ L nta l t 70 i 【e n h e nd. M e n a whi l e,t a t i m fo g i lutnt e he fsi u o ran cpol a sr mov lwa spo e o —4 d y o g a spo t n d f r2 a sc mpa e t u ft e o a ,wh c n- r d wih s la er m v l ih i
微氧厌氧生物脱硫技术简介

水质指标
数值
81
450~1600
44~127
6400
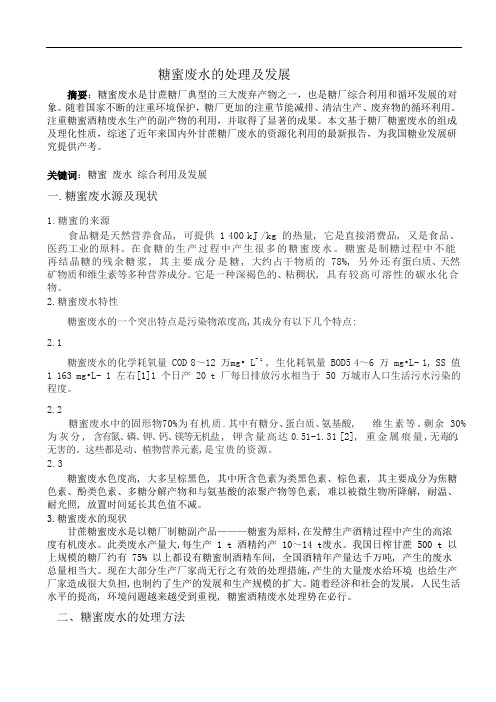
研究思路
进水 出水
UASB SBR
微氧厌氧 生物脱硫
气体
气体
5 O2
气体
1 2 进水 3 1、集气装置 2、气泵 3、水泵 4、微氧厌氧反应器 5、气体流量计 6、氧气瓶 7 7、水泵 8、UASB反应器 9、集气装置 6 4
9
8
11 出水 10 10、SBR反应器 11、微电脑时控开关
稻田中的厌氧微生物已被发现可在交替的厌氧 环境与好氧环境中生存。
生物气 出水
空气/氧气 进水 微氧厌氧反应器示意图
2
2.1 污泥产量少
技术特点
Zitomer以血清瓶为反应器,以乙醇、丙酸 为基质,在氧气添加量分别为0%、10%、 30%COD的情况下,对系统的污泥产率系数(Y) 进行了试验分析。
工艺流程示意图
实验结果
(1) 驯化培养阶段 (2 ) 启动阶段 (3) 运行阶段 (4) 实验小结
驯化培养的目的:
培养驯化出同时富含MPB、SRB和CSB三菌种并具有较 高活性的污泥 。
启动-- 将初期已驯化培养的污泥接种至微氧厌氧生 物脱硫反应器,并使微生物活性增加。
2.5 有效去除难降解物质 一方面,微氧产甲烷系统中氧化与还原作用 可同时发生,使有CH4与O2同时存在,使甲烷细 菌能以CH4为初级基质通过共代谢而降解一 些物质(如三氯乙烯、四氯乙烯等)。
3、微氧厌氧生物脱硫实验研究
应用微氧厌氧技术处理糖蜜酒精废水。
微氧厌氧生物脱硫技术简介
内容
1、微氧厌氧技术 2、技术特点 3、微氧厌氧生物脱硫实验研究 4、 结 论
糖蜜酒精废水处理
糖蜜酒精废水治理技术糖蜜酒精废水是一种高化学需氧量()、高色度的有机废水,属于处理难度较大的废水。
本文分析了糖蜜酒精废水的特点以及其对环境的危害,综述国内外糖蜜酒精废水治理的多种方法,分析了各种方法的特点、效果,并进行评价。
酒精是一种重要的工业原料,它广泛应用于化工、食品、军工、日用化工和医药卫生等领域;同时又是最有希望全部或部分替代石油的可再生能源,因此具有十分广泛的应用和发展前景。
但同时酒精工业又是一个污染十分严重的行业,每产一吨酒精排放的高浓度有机废水约为14 吨—15 吨,含总有机物0.17吨—1吨[1],是造成水环境污染最为严重的轻工业废液之一。
1.糖蜜酒精废水的来源、特性及危害糖蜜酒精废水是糖厂酒精车间用糖蜜发酵制取酒精之后排放出的高浓度高色度的有机废水[2],内含有丰富的蛋白质和其它有机物,也含有较多的N、P、K、、等无机盐和较高浓度的42- 等。
通常情况,酒精废水的值为4. 0~4. 8、为10~13万 l、为5. 7~6. 7万、为10. 8~82. 4 l [3]。
此外,此类废水大多呈酸性,并且色度很高,呈棕黑色,主要包括焦糖色素、酚类色素、美拉德色素等[4]。
由于废液含固体物约10% ,浓度低无法利用,如不经过处理直接排出江河、农田中,会严重污染水质、环境,或造成土壤酸化板结、农作物病长等。
如何处理和利用糖蜜酒精废液是当前制糖工业面临的一个严峻环保问题。
2. 糖蜜酒精废水治理及利用技术概况目前, 国内外对于甘蔗糖蜜酒精工业废水主要有以下几种治理方法: ( 1) 农灌法( 2)浓缩法( 3) 厌氧—好氧法 ( 4) 生产生物制品(5) 菌技术( 6) 其它方法, 如吸附法、化学絮凝法、磁处理法等。
2.1 农灌法农灌法是最为简单的治理方法,由于糖蜜废水中含有丰富的有机成分以及氮、磷、镁等营养物质,特别是含大量钾盐。
故经简单处理后可以用于灌溉农田,也可作为较好的肥料。
一般,先将废水中有机物含量降到0.61.0%[5],以免对农作物造成伤害。
微氧厌氧处理糖蜜酒精废水的限制因素

微氧厌氧处理糖蜜酒精废水的限制因素黄国玲;解庆林;纪宏达;杨永东【摘要】The effect of micro-aerobic anaerobic processes for molasses alcohol wastewater treatment with expanded granular sludge bed (ECSB) reactor was investigated. The best redox potential (ORP), reflux ratio and hydraulic retention time (HRT) were determined. The results show when ORP is -440 mv, reflux ratio is 3:1 and HRT is 15 h, the best treatment effect can be achieved. Under these conditions, the removal efficiency of COD and SOV are 73.4 % and 61.3 %, respectively. The effluent concentrations of COD and SO2-4 are 1 600 and 185 mg/L, respectively.%研究了膨胀颗粒污泥床(EGSB)在微氧厌氧条件下处理糖蜜酒精废液的效果,确定最佳的氧化还原电位(ORP)、回流比及水力停留时间(HRT).结果表明ORP为-440 mv、回流比为3∶1、HRT为15 h时,微氧条件下EGSB生物处理系统的处理效果为最佳.在此条件下,COD、SO42-的去除率分别为73.4%、61.3%,出水浓度分别为1600、185 mg/L.【期刊名称】《净水技术》【年(卷),期】2012(031)004【总页数】4页(P80-83)【关键词】微氧厌氧;膨胀颗粒污泥床(EGSB)反应器;糖蜜酒精废水【作者】黄国玲;解庆林;纪宏达;杨永东【作者单位】桂林理工大学环境科学与工程学院,广西桂林541004;贺州学院,广西贺州 542800;桂林理工大学环境科学与工程学院,广西桂林541004;桂林理工大学环境科学与工程学院,广西桂林541004【正文语种】中文【中图分类】TU992糖蜜酒精废液的主要特点是有机物、硫酸盐离子和悬浮物均较高,如果直接排入江河中会使水质恶化,鱼虾绝迹,污染饮用水源,影响人体健康[1]。
高温厌氧发酵_生物接触氧化处理糖蜜酒精废水的应用
新疆某糖厂酒精车间自开工以来 ,废水没
有处理 ,只排入自建的简陋氧化塘 ,对周围环境 造成污染 ,为改善环境 ,该厂自建一污水处理 站 ,对高浓度酒精废水进行处理 。对高有机浓 度 、高污染的废水 , 国际国内普遍采用生物处 理 ,通常采用厌氧与好氧相结合的方法处理 ,而 糖蜜酒精废水中有机物含量相当高 ,适合先厌 氧 ,后好氧的生物处理 。 1. 2 设计水量及水质
摘 要 : 介绍了高温厌氧发酵与生化处理相结合处理酒精废水的工程应用实例 ,工程运行表明 ,该工艺对 CODCr 、 BOD5 等的去除率达 99 %以上 ,并具有处理效果稳定 、剩余污泥少等优点 。 关键词 : 糖蜜酒精 ; 高温厌氧 ; 生化处理 ; 发酵 中图分类号 : X505 文献标识码 : B 文章编号 : 1007 - 1504 (2002) 02 - 0110 - 03
图 1 工艺处理流程
2 主要构筑物及工艺参数 废液贮存罐 :有效容积 30 m3 ×2 台 ,水力停
留时间为 5 h 。 配料罐 :20 m3 ×2 台 ,停留时间为 5 h 。 1 # ~3 # 种子罐 :1 # 罐 0. 5 m3 ,2 # 罐 5 m3 ,3 #
罐 50 m3 。
调节池 :30 m3 ,停留时间为 2 h 。 发酵罐 :400 m3 ×2 台 ,停留时间为 36 h ,工 作温度 56~58 ℃。 UASB :1 050 m3 ×1 组 ,工作温度 55~57 ℃。 沉淀罐 :100 m3 。 接触氧化池 :860 m3 ,内挂组合填料 ,用微孔 曝气头曝气 ,停留时间为 18 h 。
1. 3 工艺原理 该酒精废水采用高温厌氧发酵与生化处理
相结合的方法处理 。 1. 3. 1 厌氧过程
糖蜜废水的处理及发展
糖蜜废水的处理及发展摘要:糖蜜废水是甘蔗糖厂典型的三大废弃产物之一,也是糖厂综合利用和循环发展的对象。
随着国家不断的注重环境保护,糖厂更加的注重节能减排、清洁生产、废弃物的循环利用。
注重糖蜜酒精废水生产的副产物的利用,并取得了显著的成果。
本文基于糖厂糖蜜废水的组成及理化性质,综述了近年来国内外甘蔗糖厂废水的资源化利用的最新报告,为我国糖业发展研究提供产考。
关键词:糖蜜废水综合利用及发展一.糖蜜废水源及现状1.糖蜜的来源食品糖是天然营养食品, 可提供 1 400 kJ /kg 的热量, 它是直接消费品, 又是食品、医药工业的原料。
在食糖的生产过程中产生很多的糖蜜废水。
糖蜜是制糖过程中不能再结晶糖的残余糖浆, 其主要成分是糖, 大约占干物质的 78%, 另外还有蛋白质、天然矿物质和维生素等多种营养成分。
它是一种深褐色的、粘稠状, 具有较高可溶性的碳水化合物。
2.糖蜜废水特性糖蜜废水的一个突出特点是污染物浓度高,其成分有以下几个特点:2.1糖蜜废水的化学耗氧量 COD 8~12 万mg• L- 1, 生化耗氧量 BOD5 4~6 万 mg•L- 1, SS 值1 163 mg•L- 1 左右[1]1 个日产 20 t 厂每日排放污水相当于 50 万城市人口生活污水污染的程度。
2.2糖蜜废水中的固形物70%为有机质.其中有糖分、蛋白质、氨基酸, 维生素等。
剩余 30%为灰分, 含有氮、磷、钾、钙、镁等无机盐,钾含量高达0.51-1.31[2],重金属痕量,无毒的、无害的。
这些都是动、植物营养元素,是宝贵的资源。
2.3糖蜜废水色度高, 大多呈棕黑色, 其中所含色素为类黑色素、棕色素, 其主要成分为焦糖色素、酚类色素、多糖分解产物和与氨基酸的浓聚产物等色素, 难以被微生物所降解, 耐温、耐光照, 放置时间延长其色值不减。
3.糖蜜废水的现状甘蔗糖蜜废水是以糖厂制糖副产品———糖蜜为原料,在发酵生产酒精过程中产生的高浓度有机废水。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A 、B 两个相同的容器中各放置厌氧消化污泥 6 000 g 在室温下进行培养 ,以 NaHCO3 调节 pH 值至 710 ,培养时间为 2 周 。 21112 富含产甲烷菌 、硫酸盐还原菌和无色硫细菌
的污泥后期培养 CSB 的生活条件较广泛 ,在有氧存在的条件下 , CSB 能氧化硫化物并从中获取生长活动所需的能量 。 若控制反应条件 ,即维持一定的微氧状态 ,CSB 在环 境中可大量生长 ,并将硫酸盐的还原产物硫化物氧化 为单质硫 。本实验在室温下向 A 容器中通入适量氧 气进行污泥培养 ,培养时间为 1 个月 。培养过程中 , 每 2 d 取样分析 1 次 ,与 B 容器污泥培养实验结果进 行 CODCr 、硫酸盐去除率的对比 。 当逐渐增加废水中有机质和硫酸盐浓度时 ,A 容 器中 CODCr 去除率可保持在 30 %以上 ,B 容器 CODCr 去除率约为 15 % ; A 容器的 SO24 - 去除率为 50 %左 右 ,与 B 容器 SO24 - 去除率相当 ;A 容器的出水 S2 - 浓 度约为 20~40 mgΠL ,而 B 容器出水 S2 - 浓度高达40~ 100 mgΠL 。由实验结果可知 ,与 B 容器的去除结果相 比 ,A 容器的 CODCr 去除率较高 , 出水中 S2 - 浓度较 低 ,且有淡黄色硫颗粒产生 。取 A 容器中少量污泥 进行镜检得知 ,细菌类别主要为脱硫弧菌 、甲烷杆菌 和硫杆菌 。 可见 ,维持一定的微氧厌氧条件 ,不仅可使 CSB 大量繁殖 ,而且在废水中硫化物浓度得到有效控制的 基础上 ,MPB 和 SRB 同样可大量生长在此环境中 。 212 启动阶段 将 A 容器中初期培养的污泥接种至微氧厌氧生 物脱硫反应器 ,接种污泥量为 6 L , ( TSS = 20135 gΠL , VSS = 10156 gΠL) 。反应器启动为连续运行 。反应器 运行温度为 30 ℃, HRT 为 24 h ,进水 pH 值为 610 , CODCr启动负荷为 5195 kgΠ(m3 ·d) ,SO24 - 启动负荷为 014 kgΠ(m3 ·d) 。启动过程中定期向反应器中通入氧 气 ,测定仪监控反应器内 ORP 为 - 250~ - 220 mV 。
工艺流程见图 1 。硫酸盐还原 、硫化物氧化和产 甲烷三位一体 ,在微氧厌氧反应器中同时进行 ,大部 分硫酸盐和有机质被同时去除 ,并可生成单质硫 。
图 1 工艺流程示意图
2 实验结果和分析 微氧厌氧生物脱硫实验共包括 3 个阶段 :污泥培
养阶段 、反应器启动阶段和反应器运行阶段 。
环 境 工 程
图 3 负荷期反应器 CODCr去除结果
由图 3 可看出 ,维持 HRT 为 24 h ,通过逐步增加
Hale Waihona Puke 环 境 工 程2006 年 8 月第 24 卷第 4 期
19
进水 CODCr 浓 度 提 高 负 荷 , 当 进 水 CODCr 浓 度 由 8 000 mgΠL提高到13 000 mgΠL 时 ,出水 CODCr 浓度约 为8 000 mgΠL , CODCr 去除率可稳定在 40 %左右 。此 后 ,维持进水 CODCr 浓度为13 000 mgΠL ,通过降低 HRT 进一步提高负荷 。当 HRT 为 20 h ,进水 CODCr 负荷为 16 kgΠ(m3 ·d) 时 , CODCr 去 除 率 保 持 在 40 %左 右 ; 当 HRT 为 16 h , 进 水 CODCr 负 荷 为 20 kgΠ(m3 ·d) 时 , CODCr去除率低于 30 % ,并开始随 HRT 的降低而呈下 降趋势 。其原因是反应器内参与生化反应的微生物 种类较多 ,不同种类的微生物要求的 HRT 不同 ,当减 小 HRT 时 ,硫酸盐的还原产物硫化物浓度增长较快 , 相对转化为单质硫的比例减小 ,造成反应器内硫化物 浓度过高 ,从而抑制 MPB 的生长 ,降低 CODCr 去除率 。
环 境 工 程
2006 年 8 月第 24 卷第 4 期
17
糖蜜酒精废水微氧厌氧生物脱硫3
解庆林 李亚伟 李丽芳
(桂林工学院资源与环境工程系 ,广西 541004)
摘要 糖蜜酒精废水属于富含硫酸盐的高浓度有机废水 ,采用微氧厌氧生物脱硫技术进行处理 。在同一反应器中先 利用硫酸盐还原菌 (SRB) 将糖蜜酒精废水中的硫酸盐还原为硫化物 ,然后利用无色硫细菌 (CSB) 在微氧状态下将硫酸 盐还原产物 ———硫化物氧化成硫单质 ,消除了硫化物对产甲烷菌的毒害作用 。研究结果表明 ,此工艺脱硫效果显著 。 关键词 微氧厌氧 硫酸盐还原 生物脱硫 糖蜜酒精废水
从图 4 还可看出 ,通过改变 HRT 进一步提高负 荷 ,当进水 SO24 - 负荷为 115 kgΠ(m3 ·d) 时 ,SO24 - 去除 率可保持在 80 %以上 ; 气体中 H2 S 气体含量稍微增 加 ,约为 6 % ;出水 S2 - 浓度明显增加 ,达 80 mgΠL ; 单
质硫生成率有所降低 ,约为 20 % ,并随 HRT 的降低而 呈下降趋势 。这表明通过改变 HRT 提高运行负荷 , 对 SO24 - 去除效果的影响较小 ,而对单质硫生成率的 影响较大 ,因为降低 HRT 时 ,反应器内硫化物的浓度 增长较快 ,CSB 不能及时将其转化为单质硫 ,大部分 硫化物随出水排出 ,导致出水中硫化物浓度增加 ,单 质硫的生成率则相对下降 。 3 结论
在国内 ,董春娟等人[8] 分析了微氧产甲烷系统的 工艺特点 ,指出由于加入适量氧而使厌氧菌 、好氧菌 、 兼性菌等共存于同一反应器中 ,协同代谢污染物 ,使 系统出水 CODCr 低 、污泥产量少 、抗冲击负荷能力强 , 同时能使毒性和难降解物质彻底降解 。李亚新等[9] 以人工合成含硫化物废水为进水 ,以陶粒为填料 ,通 过无色硫细菌生物膜反应器开展了硫化氢氧化生成 单质硫的实验 ,硫化氢的去除率可达 87 %以上 。
0 引言 糖蜜酒精废水是富含硫酸盐的高浓度有机废水 ,在
进行厌氧生物工艺处理时 ,会生成大量对产甲烷菌有 毒性作用的硫化物 ,降低甲烷产率。为了控制硫化物 毒性 ,人们提出了多种方法[124] ,但这些方法都不理想 。
近来研究表明 :无论是在厌氧微环境中还是分散 的悬浮状态下 ,厌氧菌均可与好氧菌共存 ,而且污泥 可呈现出高的产甲烷活性[5] 。Zitomer[6] 对厌氧 FBR 反应器和微氧 FBR 反应器进行比较研究发现 ,处理 高浓度 SO24 - 废水的微氧 FBR 反应器比厌氧 FBR 反 应器 CODCr 去除率高出 60 %以上 。Khanal[7] 在以葡萄 糖为碳源 、K2 SO4 为硫酸盐源的人工配水条件下 ,利 用 ORP 控制系统 ,进行了调节供氧量的硫化物在线控 制的研究 。结果表明 ,在废水的 CODCr 为10 000 mgΠL 、 SO24 - 浓度为5 000 mgΠL ,通过微氧使氧化还原电位控 制在 - 230~ - 180 mV 时 ,溶解态和气态硫化物全被 去除 ,甲烷产率提高到了 5613 % ,这表明在微氧厌氧 处理含高浓度硫酸盐废水时通过 ORP 控制进氧量在 线控制硫化物是可靠的 。但多数研究均为人工配水 实验 ,直接利用实际废水开展的研究较少 。
参考文献
[1 ] Clancy PB. Biochemical inhibition of sulfate reduction in batch and continuous anaerobic digestion. Sixth AD2symposium. Sao Paulo ,Brazil , 1991 ,5 (12216) :43261.
1 —气体 H2S 含量 ;2 —出水 S2 - 浓度 ;3 —S0 生成率 ;4 —S0 浓度 ; 5 —出水 SO24 - 浓度 ;6 —SO24 - 去除率 ;7 —进水 SO24 - 负荷 ;8 —HRT。
图 4 负荷期反应器硫酸盐迁移转化结果
从图 4 可看出 ,通过增加进水 SO24 - 浓度提高负 荷 ,进水 SO24 - 浓度由 460 mgΠL 增加到 920 mgΠL 时 , SO24 - 去除率较稳定 ,达 80 %以上 ;出水 S2 - 浓度约为 40 mgΠL ;循环气体中 H2 S 气体含量约为 5 % ; 出水中 S0 浓度在 40~130 mgΠL 之间 ,并随进水 SO24 - 浓度的 增加 呈 明 显 上 升 趋 势 。运 行 稳 定 时 , S0 生 成 率 达 30 %。由此可见 ,控制反应器内的微氧状态 ,可以使 大部分硫酸盐还原为硫化物 ,而生成的硫化物大部分 被氧化为单质硫 。
在反应器运行较稳定时 ,出水中 S2 - 浓度为 20~ 30 mgΠL ;收集气体中 H2 S 含量较低 ,约为 2 % ;出水中 测出的单质硫浓度为 25~30 mgΠL ,单质硫生成率为 20 %~25 % ,约为理论生成率的 60 % ,这主要是由于 未考虑反应器内壁附着和存于污泥中的硫颗粒的缘 故 ,从而造成实测值与理论值之间的差别 。但该实测 值可基本反映单质硫的生成情况和反应器内的 CSB 的生长情况 。 213 运行阶段
每 2 d 取样分析 1 次 ,分析结果如图 2 所示 。
图 2 启动期 CODCr及 SO24 - 去除结果
由图 2 可看出 ,反应器自接种污泥后 ,开始阶段 CODCr 和 SO24 - 去除率均较低 , 大约 1 周 后 CODCr 和 SO24 - 去除率开始呈现增长趋势 ;2 周后 ,反应器运行 较稳定 ,CODCr 去除率达 50 % ,SO24 - 去除率达 80 % ,这 表明反应器内 SRB 和 MPB 生长及繁殖情况均良好 。