共 2页 第1页.doc
山东省计量科学研究院 第1页 共2页
Shandong Institute of Metrology Page 1 of 2测试证书Test Certificate证书编号:C14-20090215Certificate No:委托单位名称:青岛安基电力设备有限公司Name of customer地址:胶州市阜安工业园滨州路138号Address被测样品名称:看谱镜Name of tested item制造者:天津市光学仪器厂Manufacturer型号/ 规格:WKX-8A 编号:082Type/specification No.测试依据:参考JJG768-2005《发射光谱仪》检定规程Reference documents forthe test发证单位(专用章):Issued by(stamp)批准:测试:核验Authorized by Tested by Inspected by测试日期: 2009 年 04 月 29 日Test date Year Month Day本单位是依法设置的国家法定计量检定机构、国家认可实验室、科技成果检测鉴定国家级检测机构。
授权证书号为(国)法计(2007)01024号、实验室认可证书号为 L0854号。
本证书出具的数据通过国家计量检定系统可溯源至国家计量基准。
地址(Address):济南市千佛山东路28号邮编(Post Code):25001 传真(Fax)(0531)8260394828thQianfoshan East Road,Jinan,China 查询电话(Inquiry Tel)(0531)82665007 网址(Web):Test Certificate SDIM Page 2 of 2证书编号:C14-20090215Certificate No:测试所使用的主要设备名称:低合金钢光谱标准块Main equipments of measurement used in the test测量范围:各元素:(0~2)%Measuring range不确定度或准确度等级或最大允许误差:(1~5)% k=2Uncertainty or accuracy class or maximum permissible error证书号:GBW01211-01216Certificate No:有效期至:长期有效 / 年 / 月 / 日Valid date to Year Month Day测试的环境条件温度: 20.9℃湿度: 50.2%RHEnvironmental condition in the test Temperature Humidity*测试结果*Results of test1、外观检查:良好2、谱线质量:清晰。
实验室质量管理手册
×××动物疫病预防控制中心实验室质量管理手册××CADC-ZSC-(年)(第版)年月日发布年月日实施质量管理手册××CADC-ZSC-年(第版)编制人:审核人:批准人:发布日期:年月日实施日期:年月日0.1 批准页0.2 质量管理手册目录0.3 发布令0.4 质量管理手册修订页第1章前言第2章质量方针、质量目标第3章质量管理手册的管理第4章管理要求4.1 组织4.2 管理体系4.3 文件控制4.4 相关用品的采购4.5 记录的控制第5章技术要求5.1 总则5.2 人员5.3 设施和环境条件5.4 设备5.5 采样5.6检测样品的处置5.7检测结果质量的保证5.8结果通知第6章质量管理手册附录附录1 组织机构框架图附录2 质量体系控制图附录3 实验室相关工作人员基本信息一览表附录4 检测工作流程图附录5 布局平面图附录6 仪器设备一览表附录7 检测项目一览表附录8 程序文件目录为切实履行《中华人民共和国动物防疫法》规定的法定职责,完成上级部门下达的各项动物疫病监测工作任务,更好地满足养殖场户的需求,保障各项检测科学、准确、及时,依据国家相关规定和有关要求,结合本中心实验室实际情况,制定本质量管理手册。
本手册是我中心实验室质量方针和目标的具体阐述,是开展质量管理工作的基本准则,现予以批准颁布。
本中心实验室工作人员必须认真学习,严格贯彻执行。
本手册自年月日发布,年月日起实施。
中心主任:年月日质量管理手册修订表1.1×××动物疫病预防控制中心实验室简介编写说明:写本实验室基本情况。
只写XX疫控中心兽医实验室隶属单位、工作职能、实验室设施、面积、功能室及分区情况、内部环境、人员及仪器设备配备情况等情况,不要写成本疫病预防控制中心的简介;组织机构只写与实验室相关的组织机构,不写本疫病预防控制中心的组织机构;1.2 通讯方式名称:地址:邮政编码:电话:传真:电子邮箱:1.3适用范围本手册适用于本实验室内部质量体系管理和对外检测。
工艺定额制度及标准

生产部、PMC、采购
监督部门 工程、品质
第一章 目的
版次 A 文件编号 考证部门
共2页 第1页 HJQI-ED-003 财务部
为科学合理的计算工厂的材料用量,提高材料的利用率,加强对材料定额的规范化管理,优化生产工艺,降低
成本,特制定本制度 。
第二章 总 则
一、材料损耗定额是正确确定材料需要量,编制材料供应计划的重要依据。是产品成本核算和经济核算的基础。
共2页 第2页 HJQI-ED-003 财务部
1、生产部门对物料损耗负责,超定额部分由责任部门全额承担,节约部分按 50%奖励部门。
2、物料损耗超定额处罚,个人与部门按比例承担,但必须落实责任人。
3、物料节省奖励,按个人贡献分配。
4、处罚/奖励必须公布。
5、按月度考核。
二、 材料工艺定额的确定
1、材料工艺定额的确定:PMC 提出申请-----工程制定额标准-----五金车间/总装车间会签-----总经理批准
工艺损耗定额:
1.主要原材料损耗定额——指构成产品实体的材料损耗。
2.工艺性辅助材料损耗——工艺需要耗用而又未构成产品实体的材料。
非工艺损耗定额:指废品损耗、材料代用损耗,设备调整中的损耗等。但不包括途耗、磅差、库耗等(此部分作仓库
盘盈盘亏处理)。
第四章 材料损耗定额的制定、修改和具体执行标准
四、材料工艺损耗定额由工程部负责制订,经采购部、生产部、PMC 会签,总经理批准,由有关部门贯彻执行。
1.产品用料,包括本厂自制件和外协加工件;
2.大宗的原材料
十一、限额供料的依据:
1.工程部提供的产品单件材料工艺损耗定额;
2.PMC 和各个车间提供的月度生产作业计划;
发动机装配工艺卡

2
3
依次用活塞环装卸钱安装第二 活塞环装卸 道气环,第一道气环,切勿颠倒安 钳 装。如有标记安装时,应将有标记 (HYR、HY、CSR、TLK、ALS、H、R 等)的一面朝上(活塞头部方向) 。
4
安装后,用手轻轻旋转各环, 应平滑无卡滞现象。 பைடு நூலகம்写《发动机质量跟踪卡》 。
5
项目 1 2 3 4 5
数量 4 8 4 4 4
发动机总装工艺卡
1 总装工艺卡 工序号 1 操作内容 将衬簧装入活塞油环槽内。 注:衬簧开口不能重叠。 注 注:所有活塞环在安装时,必 须从活塞头部向下安装到对应的活 塞环槽内。 将下刮环一端卡入环槽,且用 大拇指按住刮环端口位置,另一只 手大拇指顺其侧面滑入环槽内,然 后用同样方法装入上刮环。 共2页 第1页 工具和设备
3 3 、 4
7 8
项目 1 2 3 4
数量 2 4 2 4
零件编号 50001 50002 50003 50004
零件名称 活塞连杆总成 连杆轴瓦 连杆瓦盖 螺母
分组号 15450 15450 15450 15450
装配 名称
活塞连杆组安装在曲轴上
关键项
工艺编号
316-05
8
发动机总装工艺卡
6 总装工艺卡 工序号 1 操作内容 清理缸盖和缸体表面并将导向 销放入螺栓孔。 将气缸垫对应导向销放在缸体 上。 将缸盖对应导向销放在气缸垫 上。 取出导向销, 安装螺栓平垫圈, 在平垫圈表面加机油。 装配缸盖螺栓,手工拧入 3~4 扣。 注:如左图为螺栓手工拧紧顺 序 6 用气扳机预紧螺栓,启动拧紧 机拧紧螺栓至规定力矩。 填写《发动机质量跟踪卡》 ,进 入下一道工序。 气扳机 拧紧机 机油壶 共1页 第1页 工具和设备 导向销
模具制作流程
作业文件模具制作作业流程生效日期2018年6 月25 日文件页码共2页第 1 页1、目的:1.1通过对新模具的品质控制,确保新模具及时、优质以便顺利投产。
2、适用范围:2.1适用于本公司的所有压铸模及塑料模。
3、职责:3.1设计:负责产品结构评审、模具设计和各种工程图纸的制作及模具品质监控。
3.2师傅:负责模具制作进度、配件采购、并跟踪模具进度及模具试制;人员调度安排及工作现场6S管理。
3.3技师:负责模具配模、组装及模具尺寸精度控制。
3.4补师:负责模具试模及日常模具维修及协助配模工作。
3.4技工:负责模具钳工及设备保养。
3.5线切割:负责模具线割及电火花加工及设备保养。
4、工作内容:4.1 新模具制作流程:4.1.1 工模师傅需对图纸进行评估及理解,如有异议可与设计沟通,同时安排定料。
4.1.2 模具材料回来后,工模师傅须及时对材料进行检测,对不符合规格的材料须上报主管裁决,对合格材料须及时安排技师完成钳工工作,其工作主要包括车、磨、铣、螺丝孔、运水孔、顶针孔、CNC开粗等,须着重注意各直角边的精度、顶针孔的避空和各制作基准、开粗余量等。
对完成开粗的模具散件需及时外发热处理。
4.1.3 对热处理后的散件,工模师傅须检测其硬度和金相分析等,一般模仁硬度为46-50HRC,对分布均匀的九个点,要求其硬度相差不大于1HRC,模仁加工前应作金相分析,确认无偏析、无伤痕、夹砂等。
4.1.4 电极加工,一般来说对料位电极须做精粗两种,精公火花位0.08单边,粗公0.2单边(以实际情况为准),加工时,务必注意各加工基准,加减火花位后,一般直接加工到尺寸,加工后的电极须做检测,须填写《尺寸控制表》。
4.1.5 在精加工前,须对模仁打直角,垂直度不得超过0.02毫米,光洁度1.6,对有余量的模仁,须分中磨到尺寸,以分中后拿基准,对线割和CNC精加工的配件,须以分中后的基准为基准加工。
4.1.6线割时,请注意各配件的基准,对镶件孔和顶针孔一般以放大0.02毫米为配合间隙,对不标准的顶针,以实际顶针大小大0.04毫米为配合间隙。
模具安装、试模与硫化工段作业指导书
20型号:工序名称:模具安装与试模文件编号:QR/XH01-B-220-(10)-A/1版本B 页码共3页 第1页序号 物料名称 用量 一、模具安装:1. 机修人员,根据生产计划及产品图纸型号、规格、工艺要求,选择其模具或组配装模具。
2. 模具安装之前,先将脱模硅油均匀涂在模具表面及模腔内。
3. 将涂有脱模硅油的模具用铲车或吊车装入注射机加热板上进行固定安装,同时根据产品尺寸在模具上安装好芯棒定位装置及接头装置。
4. 模具在使用之前,先用汽油清洗,再涂上脱模剂。
将清理干净的模具用铲车或吊车装入平板硫化机加热板上进行固定安装。
二、设备调试:1、 检查所有电源、安全保护装置是否正常,油压系统是否正常。
确认正常后才能开机2、 根据产品规格型号和工艺要求,设定所使用的平板硫化机的相关工艺参数:上下模温度:150℃~195℃(依据实际胶料而定),模具压力:15~22MPa, 保压延时:棒形悬式10~18min 、棒形柱式15~22min 。
1 模具2 橡胶3 芯棒4 汽油仪器、工具、测试架 1 托棒子 2条 2 梅花扳手 1套 3 压接件编制: 审核: 批准:21型号:工序名称:模具安装与试模文件编号:QR/XH01-B-220-(10)-A/1版本B 页码共3页 第2页序号 物料名称 用量 3、 合模对模具进行预热。
当模具达到仪表的设定温度后,用测温计测量模板、模腔的实际温度,并根据测量结果调整仪表的温度设定值。
待温度符合工艺要求后,手动开模,喷洒脱模剂。
4、 将称量好的胶料填入模具膜腔内,进行试模。
5、 模具安装人员、质检人员、生产工段长,依据相关检验规范图纸对产品进行首检,并由质检人员做好首检记录,合格后交生产部使用。
6、 制品首检:对取出的制品会同模具安装人员、质检人员依据相关检验规范对产品进行检验,通过后方可进行生产,否则对模具和参数校订后才能进行生产,质检部做好首检记录。
做好产品检验标识,对不合格品进行隔离控制。
(完整word版)工作周报模板.doc
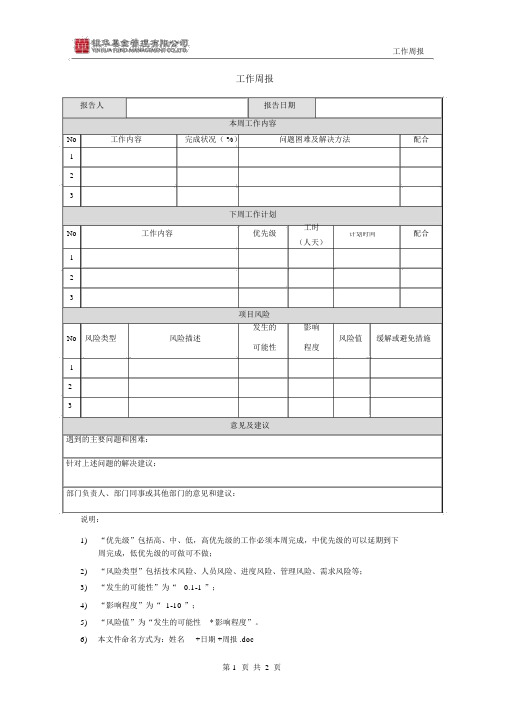
工作周报
工作周报
报告人报告日期
本周工作内容
No 工作内容完成状况( %)问题困难及解决方法配合1
2
3
下周工作计划
No 工作内容优先级
工时
配合
计划时间
(人天)
1
2
3
项目风险
发生的影响
No 风险类型风险描述风险值缓解或避免措施
可能性程度
1
2
3
意见及建议
遇到的主要问题和困难:
针对上述问题的解决建议:
部门负责人、部门同事或其他部门的意见和建议:
说明:
1)“优先级”包括高、中、低,高优先级的工作必须本周完成,中优先级的可以延期到下
周完成,低优先级的可做可不做;
2)“风险类型”包括技术风险、人员风险、进度风险、管理风险、需求风险等;
3)“发生的可能性”为“ 0.1-1 ”;
4)“影响程度”为“ 1-10 ”;
5)“风险值”为“发生的可能性 * 影响程度”。
6) 本文件命名方式为:姓名+日期 +周报 .doc
工作周报
文档修改记录
修改日期版本号变化状态修改内容修改人
*变化状态: C――创建, A ——增加, M ——修改, D ——删除
文档审批信息
版本号提交人批准人批准日期发布日期备注。
特种设备使用登记表填写样本正式版
特种设备使用登记表填写样本正式版特种设备使用登记表共2页第1页共2页第2页特种设备使用登记表登记类别:登记类别:特种设备使用登记表(二)特种设备使用登记表(三)车用气瓶使用登记表特种设备使用登记表填写说明b1登记类别填写本次办理使用登记的事由,如新设备首次启用、停用后启用、改造、使用单位更名、使用地址变更、过户、移装、达到设计使用年限等。
b2设备基本情况b2.1设备种类按照《特种设备目录》填写,也可直接印制为“锅炉”、“压力容器”、“压力管道”、“电梯”、“起重机械”等。
b2.2 设备类别、品种按照《特种设备目录》填写。
没有品种的划“—”。
b2.3产品名称按照产品铭牌或者产品合格证、产品数据表的内容填写,也称设备名称。
b2.4设备代码按照产品数据表上的内容填写,该代码具有唯一性。
如果该产品还没有编制设备代码,则使用单位可以不填写,由登记机关按照设备代码的编制要求填写【见《固定式压力容器安全技术监察规程》(TSG 21-2021)】填写,其中制造单位代号改为登记机关的行政区划代码(比制造单位代号多出一位)。
b2.5型号(规格)按照产品数据表或者相应的设计文件填写,有型号的填写型号,没有型号有规格的填写规格,没有型号、规格的,划“—”。
b2.6设备数量压力管道填写本次登记时的压力管道长度(单位为“米”),气瓶填写本次登记时的数量(单位为“只”)。
b2.7设计使用年限按照产品数据表提供的数据填写。
技术资料中未提供的,划“—”。
b2.8设计单位名称填写产品的设计单位名称,其名称与产品合格证和产品铭牌(或者设计图纸)表述应当一致。
b2.9制造单位名称填写产品的制造单位名称,其名称与产品合格证和产品铭牌表述应当一致。
b2.10施工单位名称填写登记时最近一次从事安装或者改造、修理的施工单位的名称。
b2.11监督检验机构名称填写负责该设备制造、安装、改造、重大修理监督检验(以下简称监检)的特种设备检验机构名称,没有实施监检的设备,注明“不实施监检”,如该设备登记前进行了不同阶段的监检(如制造监检,安装、改造监检等),则填写最近一次监检的特种设备检验机构名称,并且与本附录b4相协调(除制造监检外,优先满足b4填写要求)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明:1。
拟题请用碳塑墨水钢笔书写。
不要出框。
除填空体、图解及特要求外一般不留答题空间。
- ---------------------------上------------------------------装-----------------------------------------订----------------------------线---------------------------------
专业班级 姓名 班内序号 西安邮电学院试题卷专用纸
- ------------------------密--------------------------------封-----------------------------装----------------------------------订------------------------------线------------------------------------
2.装订试卷,考生答卷时不得拆开或在框外留写标记,否则安零分计
共 2 页 第2 页
说明: 1。
拟题请用碳塑墨水钢笔书写。
不要出框。
除填空体、图解及特要求外一般不留答题空间。
----------------------------上------------------------------装-----------------------------------------订----------------------------线----------------------------------------
专业班级 姓名 班内序号 西安邮电学院试题卷专用纸
-------------------------密--------------------------------封-----------------------------装----------------------------------订------------------------------线-----------------------------------------
2.装订试卷,考生答卷时不得拆开或在框外留写标记,否则安零分计。