Q110-手工焊用焊接螺柱
焊工证件识别基本常识总结

焊工证件识别基本常识总结一、有效期为4年,每四年复审一次。
二、焊接方法GTAW—钨极气体保护焊SMAW—焊条电弧焊SAW—埋弧焊GMAW—熔化极气体保护焊FCAW-药芯焊丝电弧焊ESW-电渣焊三、金属材料类别1、共分4类,分别为FeI 低碳钢 20G及以下;FeII 低合金钢常见有Q345、20MnG、12CrMo、15CrMo及低温钢等;FeIII 高合金钢(铬钼钢、马氏体钢)常见有1Cr5Mo、1Cr9Mo、12Cr13等;FeIV 奥氏体钢(及奥氏体与铁素体双相不锈钢)常见有06Cr19Ni10、022Cr19Ni10等。
2、FeIV考试合格后仅能焊接FeIV类别钢,其他的可以以高带低。
3、异种钢焊接考试合格后,可以焊接高级别钢号和低级别钢号。
四、填充金属类别1、焊丝用FefS表示,考试合格后适用于所有实芯或药芯焊丝;2、同类别中碱性焊条考试合格,同时适用于酸性和碱性焊条焊接;3、焊条用“Fef+数字+J”组成,J表示碱性焊条,不带J表示酸性;4、FeIV对应的焊条为Fef4和Fef4J;5、其他类别还有Fef1、Fef2、Fef3、Fef3J,其中Fef2表示纤维素型焊条,Fef3J考试合格后可以使用除Fef2和FeIV类钢的所有焊条。
五、试件位置1、试件类别分为板材对接焊缝试件、板材角焊缝试件、管材对接焊缝试件、管材角焊缝试件(包括管板角焊缝试件、管管角焊缝试件两种)、管板角接头试件(及管板全熔透角焊缝)。
试件位置分为平、横、立、仰、水平固定、45°固定试件。
2、角焊缝用“数字+F”表示,对接焊缝用“数字+G”表示,管板角接头比较特殊,用“数字+FG”表示(因为其既是角焊缝F,又是熔透焊缝G)。
3、数字中,1表示平焊,2表示横焊,3表示立焊,4表示仰焊,5表示水平固定焊,6表示45°固定焊。
4、管材由于是圆的,没有立焊,即没有“3”,而板材则没有水平固定和45°固定,即“5”和“6”。
航天电子电气产品手工焊接工艺技术要求

*本文源于2008年国防科技工业技术基础课题(计划编号B03××××0905)。
次超期复验,必然带来生产管理成本的大幅度提高,但从保证航天产品的装机质量与可靠性来说无疑是非常重要的。
d )QJ 2227实施的时间已经有多年,按原标准进行贮存和超期复验合格后使用的元器件也未出现大的质量问题,该标准的规定是有一定实际应用基础的,好的经验可以继续吸收和引用。
所以,笔者认为可以在QJ 2227A 中结合QJ 2227的相关规定补充批生产阶段元器件的贮存及超期复验要求,使标准的完整性和适宜性更强。
文摘:介绍航天行业标准《航天电子电气产品手工焊接工艺技术要求》的修订内容及修订原因与依据,并对标准的实施提出建议。
关键词:电子装联;手工焊接;焊接工艺;航天行业标准。
张伟(航天标准化研究所,北京,100071)《航天电子电气产品手工焊接工艺技术要求》标准修订与实施手工焊接工艺是航天产品电子装联过程中的一个重要环节,在航天产品中应用非常广泛。
手工焊接质量的优劣,直接影响到航天产品的质量。
如果手工焊接工艺出现问题,很容易发生一些低层次的质量问题(如虚焊、冷焊、桥连、断线等现象),会给要求高可靠性的航天产品带来很大的隐患。
第一项关于手工焊接工艺的航天行业标准是1985年10月发布的QJ/Z 160—1985《手工锡焊工艺细则》。
此标准于1999年4月修订为QJ3117—1999《航天电子电气产品手工焊接工艺技术要求》。
随着电子装联技术的不断发展,新工艺、新技术、新设备不断出现,为适应电子装联技术的要求,2009年根据国防科技工业标准化工作计划的安排,对QJ 3117—1999又进行了修订(以下简称新标准)。
本次修订的主要原则是:根据航天系统目前手工焊接的实际需要,结合国外该领域标准化的最新发展进行修订,使修订后的标准技术先进、可操作性强、与其它标准协调一致。
在修订QJ 3117—1999过程中主要参照了欧空局标准《高可靠性电连接的手工焊接》(ECSS-Q-70-08A 、ECSS-Q-70-08C )、美国电子工业连接协会标准《电子组装件的验收条件》(IPC-A-610C 、IPC-A-610D )以及《电气和电子组件焊接要求》(IPC J-STD-001D )。
汽车标准件手册

1111Q124GB/T898-1988现行Double end studs 双头螺柱-bm=1.25d (5.8、8.8、10.9)√1212Q125GB/T898-1988现行双头螺柱-bm=1.25d (5.8、8.8、10.9)Double end studs√1313GB/T899-1988现行双头螺柱-bm=1.5d (8.8、10.9)Double end studs√1414GB/T899-1988现行双头螺柱(细牙)-bm=1.5d (8.8、10.9)Double end studs√1515Q128GB/T953-1988现行等长双头螺柱(4.8)Double endstuds (clamping type)√1616Q129GB/T900-1988现行双头螺柱-bm=2d (5.8、8.8)Double end studs√1717Q129B GB/T900-1988现行双头螺柱-bm=2d (5.8、8.8)Double end studs√1818Q140(Q150B+Q407)GB/T9074.14-1988GB/T9074.1-2002六角头螺栓和平垫圈组合件(5.6、8.8)Hexagon head bolt and washer assemblies with plain washers √1919Q141QC/T600-1999现行六角头螺栓和锥形弹性垫圈组合件(8.8)√2020Q142(Q150B+Q406)GB/T9074.15-1988现行六角头螺栓和弹簧垫圈组合件(5.6、8.8)Hexagon head bolt andsingle coil spring lock washerassemblies √2121Q144(Q150B+Q412)GB/T9074.16-1988现行六角头螺栓和外锯齿锁紧垫圈组合件(5.6、8.8)Hexagon head bolt and serrated lock washer external teeth assemblies √2222Q146(Q150B+Q407+Q406)GB/T9074.17-1988现行六角头螺栓、弹簧垫圈和平垫圈组合件(5.6、8.8)Hexagon head bolt ,single coil spring lock washer and plain washer assemblies √GB/T5782-1986GB/T5782-2000√(GB/T5783-1986(fullthread)(GB/T5783-2000(full thread)√2424Q151B GB/T5785-1986(fine pitch thread)GB/T5785-2000(fine pitch thread)六角头螺栓(5.6、8.8、10.9)Hexagon head bolts √GB/T5785-1986(fine pitch thread)GB/T5785-2000(fine pitch thread)√GB/T5786-1986GB/T5786-2000(fine pitchthread full √GB/T32.1-1988现行√GB/T5783-1986(fullthread)GB/T5783-2000(full thread)√2727Q171B GB/T32.3-1988GB/T5786-1986现行六角头头部带孔螺栓-细牙(5.6、8.8、10.9)√GB/T32.3-1988现行√GB/T5786-1986GB/T5786-2000(finepitchthread ,fullthread)√23252328252626Q170B 28Q171C 六角头头部带孔螺栓(5.6、8.8、10.9)Hexagon bolts with wire holes on head六角头头部带孔螺栓-细牙(5.6、8.8、10.9)Q150B 六角头螺栓(5.6、8.8、10.9)Hexagon head bolts Q151C 六角头螺栓(5.6、8.8、10.9)Hexagon head bolts3939GB/T16674.2-2004现行六角法兰面螺栓-细牙(8.8、10.9)Hexagon bolts with flange 4040Q186GB/T5789-1986现行六角法兰面螺栓-加大系列(8.8、10.9)Hexagon flange bolts--Heavyseries√4141Q188GB/T5790-1986现行六角法兰面螺栓-加大系列-细杆(8.8、10.9)Hexagon flange bolts--Heavy series√4242Q190GB/T798-1988现行活节螺栓(5.6、8.8)Eye bolts√4343Q191GB/T798-1988现行活节螺栓-细牙(5.6、8.8)Eye bolts√4444Q191B GB/T798-1988现行活节螺栓-细牙(5.6、8.8)Eye bolts√4545Q192GB/T14-1988GB/T 14-1998大半圆头方颈螺栓(5.6)Cuphead square neck bolts with largehead √4646Q194B GB/T35-1988现行小方头螺栓(5.6)Square headbolts with small head√4747Q198QC/T 598-1999现行承面凸焊螺栓(5.8、8.8)√4848Q198B QC/T 598-1999现行承面凸焊螺栓(5.8、8.8)√4949Q198C QC/T 598-1999现行承面凸焊螺栓(5.8、8.8)√5050Q199QC/T 599-1999现行端面凸焊螺栓(5.8、8.8)√5151Q199B QC/T 599-1999现行端面凸焊螺栓(5.8、8.8)√5252无无焊接螺钉(塑料(尼龙)用)√531Q210GB/T6191-1985GB/T 2671.2-2004内六角花形圆柱头螺钉(8.8、10.9)Hexalobular socket head cap screws √542GB/T2671.1-2004现行内六角花形低圆柱头螺钉 (8.8)553Q214GB/T818-1985GB/T 818-2000十字槽盘头螺钉(4.8)Pan head screws with cross recess √564Q215GB/T 2672-1986GB/T 2672-2004内六角花形盘头螺钉Hexalobular socket pan head screws √575Q218B GB/T70-1985GB/T 70.1-2000内六角圆柱头螺钉Hexagon sockethead cap screws√586Q220(Q271+Q421,Q272+Q421)GB/T9074.18-1988GB/T 9074.18-2002自攻螺钉和平垫圈组合件(十字槽,ST 螺纹)Tapping screw and washer assemblies with plain washers √597无无自攻螺钉和平垫圈组合件(十字槽,NST 螺纹)Tapping screw and washer assemblies with plain washers √608Q221(Q271+Q421,Q272+Q422)GB/T9074.19-1988作废十字槽盘头自攻螺钉和大垫圈组合件√619GB/T70.3-2000现行内六角沉头螺钉6210Q230(Q214+Q407)GB/T9074.1-1988GB/T 9074.1-2002螺栓或螺钉和平垫圈组合件Bolt or screw and washer assemblies with plain washers √6311Q232(Q214+Q406)GB/T9074.3-1988现行十字槽盘头螺钉和弹簧垫圈组合件(4.8)Cross recessed pan headscrew and single coil spring lockwasher assemblies √6412Q234(Q214+Q413)GB/T9074.2-1988现行十字槽盘头螺钉和外锯齿锁紧垫圈组合件(4.8)Cross recessed pan head screw andserrated lock washer external teeth assemblies √6513Q236(Q214+Q406+Q407)GB/T9074.4-1988现行十字槽盘头螺钉、弹簧垫圈和平垫圈组合件(4.8)Cross recessed pan head screw ,single coil spring lock washer and plain washer assemblies √6614Q240(Q254+Q415)GB/T9074.9-1988现行十字槽沉头螺钉和锥形锁紧垫圈组合件(4.8)Cross recessed countersunk head screw and countersunk serrated external toothed lock washer assemblies √6715Q242(Q256+Q415)GB/T9074.10-1988现行十字槽半沉头螺钉和锥形锁紧垫圈组合件(4.8)Cross recessed raised countersunkhead screw and countersunk external toothedlock washer assemblies √GB/T819.1-2000十字槽沉头螺钉(4.8)Countersunk flat headscrews(common head style)with cross recess √GB/T819.2-1997十字槽沉头螺钉(8.8)Countersunk flat head screws(common head style)with cross recess √6917Q256GB/T820-1985GB/T 820-2000十字槽半沉头螺钉Countersunk raised head screws (common head style) with cross recess √7018Q257GB/T2674-1986GB/T 2674-2004内六角花形半沉头螺钉Hexalobular socket raised countersunk head screws√7119Q258GB/T2673-1986GB/T 2673-2007内六角花形沉头螺钉hexalobular socket countersunk head screws √6816Q254GB/T819-19857220Q260GB/T6564-1986现行thread forming screws √7321Q261GB/T6563-1986现行六角头自攻锁紧螺钉(A 、B )Hexagon head thread forming screws √7422Q262GB/T6560-1986现行十字槽盘头自攻锁紧螺钉(A 、B )Cross recessed pan head thread forming screws √7523Q263GB/T6561-1986现行十字槽沉头自攻锁紧螺钉(A 、B )Cross recessed countersunk headthread forming screws√7624Q264GB/T6562-1986现行十字槽半沉头自攻锁紧螺钉(A 、B )Cross recessed raised countersunk head threadforming screws √7725GB/T15856.4-2002六角法兰面自钻自攻螺钉7826Q270GB/T16824.2-1997现行六角法兰面自攻螺钉(C 型、ST 螺纹)Hexagon flange head tappingscrews√7927无无六角法兰面自攻螺钉(C 型、NST 螺纹)√8028Q271GB/T845-1985现行十字槽盘头自攻螺钉(C 型、ST 螺纹)√8129无无十字槽盘头自攻螺钉(C 型、NST螺纹)√8230无无内六角花形盘头自钻自攻螺钉√8331GB/T 2670.1-2004现行内六角花形盘头自攻螺钉(C 型、ST 螺纹)Hexalobular socket panhead tapping screws√8432无无pan head tapping screws √8533Q272GB/T845-1985现行十字槽盘头自攻螺钉(F 型、ST 螺纹)√8634GB/T 2670.1-2004现行内六角花形盘头自攻螺钉(F 型、ST 螺纹)Hexalobular socket pan head tapping screws √8735Q273QC/T602-1999现行十字槽大半圆头自攻螺钉(ST 螺纹)√8836无无十字槽大半圆头自攻螺钉(NST 螺纹)√8937Q274GB/T846-1985现行十字槽沉头自攻螺钉(C 型、ST 螺纹)Cross recessed countersunkhead tapping screws√9038GB/T 2670.2-2004现行内六角花形沉头自攻螺钉(C 型、ST 螺纹)√9139Q278GB/T846-1985现行十字槽沉头自攻螺钉(F 型、ST 螺纹)Cross recessed countersunkhead tapping screws√9240无无内六角花形沉头自钻自攻螺钉√9341GB/T 2670.2-2004现行内六角花形沉头自攻螺钉(F 型、ST 螺纹)Hexalobular socket countersunk head tapping screws√9442Q275GB/T9456-1988现行十字槽凹穴六角头自攻螺钉(C 型、ST 螺纹)Cross recessedhexagon head tapping screwswithindentation √9543无无六角凸缘自钻自攻螺钉√9644Q276GB/T847-1985现行螺纹)Cross recessed raisedcountersunk head tapping screws √9745GB/T 2670.3-2004现行内六角花形半沉头自攻螺钉(C 型、ST 螺纹)Hexalobular socketraised countersunk(oval)headtapping screws√9846Q277GB/T847-1985现行十字槽半沉头自攻螺钉(F 型、ST螺纹)√9947GB/T 2670.3-2004现行内六角花形半沉头自攻螺钉(F 型、ST 螺纹)Hexalobular socketraised countersunk(oval)headtapping screws√10048Q280GB/T71-1985现行开槽锥端紧定螺钉(22H 、33H )Slotted set screws with cone point √10149Q282GB/T73-1985现行开槽平端紧定螺钉(22H 、33H )Slotted set screws with flat point√10250Q284GB/T77-1985GB/T 77-2007内六角平端紧定螺钉(33H )Hexagon socket set screws with flat point √10351Q286GB/T85-1988现行方头长圆柱端紧定螺钉(33H )Square set screws with long dog point √10452Q288GB/T78-1985GB/T 78-2007内六角锥端紧定螺钉(33H )Hexagon socket set screws with cone point √10553GB/T79-2000现行内六角圆柱端紧定螺钉10654GB/T80-2000现行内六角凹端紧定螺钉10755Q292GB/T950-1986现行十字槽圆头木螺钉Cross recessedround head wood screws√10856Q294GB/T952-1986现行十字槽半沉头木螺钉Crossrecessed raised countersunk headwood screws√10957Q296GB/T951-1986现行十字槽沉头木螺钉Cross recessed countersunk head wood screws√1101Q300QC/T612-1999现行汽车车轮螺母 带垫平连接螺母(10)√1112Q302QC/T356-1999现行汽车车轮螺母 球面螺母(8)√1123Q303QC/T356-1999现行汽车车轮螺母 球面螺母(8,左旋)√1134Q304QC/T357-1999现行汽车车轮螺母 内螺母(8)√1145Q305QC/T357-1999现行汽车车轮螺母 内螺母(8,左旋)√1156Q306QC/T355-1999现行汽车车轮螺母 锥面螺母(8,10)√1167Q307QC/T355-1999现行汽车车轮螺母 锥面螺母(8,10,左旋)√1178Q308QC/T354-1999现行汽车车轮螺母 法兰球面螺母(8,10)√1189Q309QC/T354-1999现行汽车车轮螺母 法兰球面螺母(8,10,左旋)√11910Q310BGB/T39-1988现行方螺母(5)Square nuts√12011Q312QC/T608-1999现行B 型板簧螺母√12112无无板簧螺母(有效力矩型)√12213Q320GB/T6177-1986GB/T6177.1-2000六角法兰面螺母(8、9、10、12)Hexagon nuts with flange√12314Q321QC/T613-1999现行六角法兰面自排屑螺母(8)√12415Q322QC/T607-1999现行六角螺母和锥形弹性垫圈组合件(8)√12516无无六角法兰面承面带齿螺母√12617GB/T 6177.2-2000现行六角法兰面螺母-细牙12718Q326GB/T6182-1986GB/T 6182-20002型非金属嵌件六角锁紧螺母(9,12)Prevailing torque type hexagon nuts(with non-metallicinsert)√12819Q328GB/T889-1986GB/T889.1-20001型非金属嵌件六角锁紧螺母(5,8,10)Prevailing torque type hexagon nuts(with non-metallic insert)√12920GB/T 889.2-2000现行1型非金属嵌件六角锁紧螺母-细牙13021Q330GB/T6187-1986GB/T6187.1-2000全金属六角法兰面锁紧螺母(8,9,10,12)Prevailing torque type all-metal hexagon nuts with flange√13122GB/T 6187.2-2000现行全金属六角法兰面锁紧螺母13223Q332GB/T6185-1986GB/T6185.1-20002型全金属六角锁紧螺母(5,8,10,12)Prevailing torque type all-metal hexagon nuts√13324GB/T 6185.2-2000现行2型全金属六角锁紧螺母13425Q334GB/T6184-1986GB/T 6184-20001型全金属六角锁紧螺母(5,8,10)Prevailing torque type all-metal hexagon nuts√13526Q338GB/T6183-1986GB/T6183.1-2000非金属嵌件六角法兰面锁紧螺母(8,9,10)Prevailing torque type hexagon nuts with flange(with non-metallic insert)√13627GB/T 6183.2-2000现行非金属嵌件六角法兰面锁紧螺母-细牙13728Q340BGB/T6170-1986GB/T6170-20001型六角螺母(6,8,10)Hexagon nuts√13829Q341B GB/T6171-1986GB/T6171-20001型六角螺母 细牙(6,8,10)Hexagon nuts ,style 1,with fine pitch thread√13930Q341CGB/T6171-1986GB/T6171-20001型六角螺母 细牙(6,8,10)Hexagon nuts ,style 1,with fine pitchthread√14031Q350BGB/T6172-1986作废六角薄螺母(04,05)√14132Q351BGB/T6173-1986作废六角薄螺母(04,05)√14233Q351CGB/T6173-1986作废六角薄螺母(04,05)√14334Q352BQC/T363-1999现行六角较薄螺母(04,05)√14435Q353BQC/T363-1999现行六角较薄螺母(04,05)√14536Q353CQC/T363-1999现行六角较薄螺母(04,05)√14637待发布待发布钢丝螺套√14738Q360BGB/T6175-1986GB/T 6175-20002型六角螺母(8、9、10、12)Hexagon nuts√14839Q361B GB/T6176-1986GB/T 6176-20002型六角螺母(8、9、10、12)Hexagon nuts√14940Q361C GB/T6176-1986GB/T 6176-20002型六角螺母(8、9、10、12)Hexagon nuts√15041Q363BGB/T56-1988现行六角厚螺母(8,10)√15142Q363CGB/T56-1988现行六角厚螺母(8,10)√15243Q370CGB/T13681-1992现行焊接六角螺母Hexagon weld nuts√15344Q371GB/T13680-1992现行焊接方螺母Square weld nuts√15445无无非金属嵌件六角法兰面焊接螺母√15546Q372GB/T17880.1-1999作废平头铆螺母√15647无无平头铆螺母√15748Q373QC/T611-1999现行冲压螺母(板体上不需预制孔)√15849无无冲压螺母(板体上需预制孔)√15950Q374GB/T17880.2-1999作废沉头铆螺母√16051Q375QC/T609-1999现行板式焊接螺母√16152Q376QC/T615-1999现行B 型通孔式嵌装塑料螺母√16253Q377QC/T616-1999现行C 型通孔式嵌装塑料螺母√16354Q378QC/T712-2004现行汽车安全带装置固定连接用焊接螺母√16455Q381BGB/T9457-1988现行1型六角开槽螺母(6,8,10)Hexagon slotted and castle nuts√16556Q381CGB/T9457-1988现行1型六角开槽螺母(6,8,10)Hexagon slotted and castle nuts√16657Q383GB/T9458-1988现行2型六角开槽螺母 细牙A 和B 级(8,10)Hexagon slotted and castle nuts ,style 2--Fine pitch thread--Product grades A and B√16758Q383BGB/T9458-1988现行2型六角开槽螺母 细牙A 和B 级(8,10)Hexagon slotted and castle nuts ,style 2--Fine pitch thread--Product grades A and B√16859Q387B GB/T9459-1988现行六角开槽薄螺母(04,05)Hexagon thin slotted nuts--Fine pitchthread--Product grades A and B√16960Q387C GB/T9459-1988现行六角开槽薄螺母(04,05)Hexagon thin slotted nuts--Fine pitchthread--Product grades A and B√17061Q390GB/T62-1988GB/T 62.1-2004蝶形螺母—圆翼Wing nuts-Round wing√17162Q391GB/T812-1988现行圆螺母Round nuts√17263Q394BGB/T802-1988现行组合式盖形螺母Acorn nuts√17364Q395BGB/T802-1988现行组合式盖形螺母Acorn nuts√17465Q395C GB/T802-1988现行组合式盖形螺母Acorn nuts√17566无无Blind hexagon cap nuts√17667Q393QC/T610-1999现行C 型板簧螺母√17768Q397QC/T330-1999现行A 型簧片螺母√17869Q398BQC/T614-1999现行A 型通孔式嵌装塑料螺母√17970无无C 型通孔式嵌装塑料螺母√18071无无嵌装塑料螺母√18172Q399BQC/T617-1999现行端封式嵌装塑料螺母√1821Q400GB/T848-1985GB/T 848-2002小垫圈(140HV 、200HV )Small series√1832Q401GB/T97.1-1985GB/T97.1-2002平垫圈(140HV 、200HV ,H62)Plain washers√1843Q402GB/T96-1985GB/T 96.2-2002大垫圈(140HV 、100HV )Largeseries √1854Q403GB/T93-1987现行标准型弹簧垫圈Single coil spring lock washers--Normal type√1865Q404GB/T859-1987现行轻型弹簧垫圈Single coil spring lock washers ,Light type√1876Q405GB/T7244-1987现行重型弹簧垫圈Single coil spring lock washers ,Heavy type√1887Q406GB/T9074.26-1988现行组合件用弹簧垫圈Single coil spring lock washer for assembly√1898Q407GB/T9074.24-1988GB/T 97.4-2002平垫圈 用于螺钉和垫圈组合件Plain washers for screw andwasher assemblies√1909Q408GB/T858-1988现行圆螺母用止动垫圈Tab washers for round nu√19110Q410GB/T861.2-1987现行Serrated lock washers internal teeth 内锯齿锁紧垫圈√19211Q411QC/T333-1999现行内外锯齿锁紧垫圈√19312Q412GB/T862.2-1987现行外锯齿锁紧垫圈Serrated lock washers external teeth√19413Q413GB/T9074.27-1988现行组合件用外锯齿锁紧垫圈Serrated lock washer external teeth for assembly√19514Q414GB/T956.2-1987现行锥形锯齿锁紧垫圈Countersunk serrated external toothed lock washers√19615Q415GB/T9074.28-1988现行组合件用锥形锯齿锁紧垫圈Countersunk external toothed lock washer for assembly√19716Q416QC/T363-1999现行盆形圆锥垫圈√19817Q417GB/T860-1987现行鞍形弹性垫圈Curved spring washers√19918Q418GB/T955-1987现行波形弹性垫圈Wave spring washers√20019Q419QC/T601-1999现行锥形弹性垫圈√20120Q421GB/T9074.29-1988GB/T 97.5-2002平垫圈 用于自攻螺钉和垫圈组合件Plain washers for tapping sew and washer assemblies√20221Q422GB/T9074.30-1988GB/T 97.5-2002Plain washers for tapping sew and washer assemblies 平垫圈 用于自攻螺钉和垫圈组合件√20322Q430GB/T893.1-1986现行孔用弹性挡圈Circlips for hole√20423Q431GB/T894.1-1986现行轴用弹性挡圈Circlips for shaft√20524Q433QC/T345-1999现行轴用压扁钢丝挡圈√20625Q434QC/T344-1999现行孔用压扁钢丝挡圈√20726Q436GB/T896-1986现行开口挡圈“E” rings√20827Q437GB/T895.2-1986现行轴用钢丝挡圈Roundwire snap rings for shaft√20928Q438GB/T895.1-1986现行孔用钢丝挡圈Roundwire snap rings for hole√21029无无轴用挡圈√GB/T 12618.1-2006开口型平圆头抽芯铆钉 10、11级Open end blind rivets with break pull mandrel and protruding head√GB/T 12618.2-2006开口型平圆头抽芯铆钉 30级Open end blind rivets with break pull mandrel and protruding head√GB/T 12617.1-2006开口型沉头抽芯铆钉10、11级Open end blind rivets with break pull mandrel and countersunk head√21130212Q440GB/T12618-199031Q441GB/T12617-QCGB新增更新保留取消修订标准件名称序号标准件产品号(汽车专业代号)对应的标准号对应标准的有效性方案GB/T 12617.2-2006开口型沉头抽芯铆钉 30级Open end blind rivets with break pull mandrel and countersunk head√GB/T 12615.1-2004封闭型平圆头抽芯铆钉 11级Closed end blind rivets with break pull mandrel and protruding head√GB/T 12615.2-2004封闭型平圆头抽芯铆钉 30级Closed end blind rivets with break pull mandrel and protruding head√GB/T 12615.3-2004封闭型平圆头抽芯铆钉 06级Closed end blind rivets with break pull mandrel and protruding head√21433Q443GB/T12616-1990GB/T 12616.1-2004封闭型沉头抽芯铆钉 11级Closed end blind rivets with break pull mandrel and countersunk head√21534Q450GB/T867-1986现行半圆头铆钉Round head rivets√21635Q453GB/T871-1986现行扁圆头铆钉Flat round head rivets√21736Q454GB/T873-1986现行扁圆头半空心铆钉Oval head semi-tubular rivets√21837Q460GB/T869-1986现行沉头铆钉Countersunk head rivets√21938Q464GB/T874-1986现行120°沉头半空心铆钉120 degree countersunk head semi-tubular rivets√22039Q465GB/T876-1986现行空心铆钉Tubular rivets√22140Q470GB/T109-1986现行平头铆钉Flat head rivets√22241Q472GB/T868-1986现行平锥头铆钉Cone head rivets√22342Q476GB/T875-1986现行扁平头半空心铆钉Thin head semi-tubular rivets√212213GB/T12615-199032Q44231Q4411990QCGB新增更新保留取消修订标准件名称序号标准件产品号(汽车专业代号)对应的标准号对应标准的有效性方案22443无无开口型平圆头抽芯铆钉 (塑料件用)√22544Q500GB/T91-1986GB/T 91-2000开口销Split pins√22645Q501QC/T623-1999现行锁销√22746Q510GB/T882-1986现行销轴Clevis pins with head√22847Q521GB/T119-1986GB/T119.2-2000圆柱销 淬硬钢(A 型-d 公差h8)Parallel pins ,of hardened steel (Dowel pins)√22948Q522GB/T119-1986GB/T119.2-2000圆柱销 淬硬钢(B 型-d 公差h8)Parallel pins ,of hardened steel (Dowel pins)√23049Q523GB/T119-1986GB/T119.2-2000圆柱销 淬硬钢(C 型-d 公差h11)Parallel pins ,of hardened steel (Dowel pins)√23150Q524QC/T364-1999现行滚花圆柱销√23251GB/T117-2000现行Taper pins 圆锥销√23352Q527QC/T622-1999GB/T879.4-2000弹性圆柱销 卷制 标准型√23453Q527CQC/T622-1999GB/T879.3-2000弹性圆柱销 卷制 重型√23554Q527BQC/T622-1999GB/T879.5-2000弹性圆柱销 卷制 轻型√23655Q528GB/T879-1986GB/T879.1-2000弹性圆柱销 直槽 重型Spring-type straight pins--Slotted ,heavy duty√23756Q528B GB/T879.2-2000弹性圆柱销 直槽 轻型√23857Q540GB/T349-1982现行圆钢钉√23958Q541GB/T827-1986现行标牌铆钉Rivets for name plate √24059无无圆头铆钉√24160Q550GB/T1099-1979GB/T 1099.1-2003普通型 半圆键Woodruff keys--Normal form √24261Q551GB/T1096-1979GB/T 1096-2003普通型 平键Square and rectangular keys √2431Q611QC/T382-1999现行开槽锥形螺塞(NPT 螺纹)√2442无无开槽锥形螺塞(NPTF 螺纹)√2453Q614B QC/T379-1999现行方头锥形螺塞(NPT 螺纹)√2464无无方头锥形螺塞(NPTF 螺纹)√2475Q615QC/T377-1999现行开槽柱形螺塞-细牙√2486Q616QC/T377-1999现行开槽柱形螺塞√2497Q617B QC/T376-1999现行六角头螺塞√2508Q618B QC/T381-1999现行六角头锥形螺塞(NPT 螺纹)√2519无无六角头锥形螺塞(NPTF 螺纹)√25210Q619QC/T378-1999现行内六角头锥形螺塞(NPT 螺纹)√方槽锥形磁性螺塞(NPTF 扩口式锥螺纹直通管接头体26624Q654QC/T404-1999现行扩口式锥螺纹直角管接头体(NPT螺纹)√26725无无扩口式锥螺纹直角管接头体(NPTF 螺纹)√26826Q655B GB/T5628.2-1985现行扩口式直通管接头体Flared typetube fittings--Union--Body√26927Q656QC/T405-1999现行扩口式锥螺纹三通管接头体(NPT螺纹)√27028无无扩口式锥螺纹三通管接头体(NPTF 螺纹)√27129Q657GB/T5639.2-1985现行扩口式三通管接头体Flared typetube fittings--Union tee--Body√27230Q658GB/T5641.2-1985现行扩口式四通管接头体Flared typetube fittings--Union cross--Body√27331Q660GB/T5650-1985现行扩口式管接头 空心螺栓Flared typetube fittings--Inverted flare bolts√27432Q661GB/T5645.2-1985现行扩口式压力表管接体Flared type tube fittings--Connector for pressuregauge--Body √27533Q671B QC/T621-1999现行钢丝弹性环箍√27634Q673B QC/T621-1999现行钢带弹性环箍√27735Q674QC/T349-1999现行塑料紧固带√一端固定式单管线夹29048无无√29149无无中间固定式双管线夹—d=6.5√29250无无中间固定式多管线夹—d=6.5√29351无无波纹管用夹箍√29452Q681QC/T375-1999现行一端固定式单管夹片—d=6.5√29553Q682QC/T375-1999现行一端固定式单管夹片—d=8.5√29654Q683QC/T374-1999现行中间固定式双管夹片—d=6.5√29755Q684QC/T374-1999现行中间固定式双管夹片—d=8.5√29856Q685QC/T373-1999现行一端固定式双管夹片—d=6.5√29957Q688QC/T373-1999现行一端固定式双管夹片—d=8.5√30058Q686QC/T370-1999现行单管夹片√30159Q687QC/T369-1999现行多管夹片√30260Q689QC/T368-1999现行弹性夹片√30361无无√30462无无一端固定式单管线夹—d=8.0√30563无无中间固定式双管线夹—d=8.0√30664无无一端固定式双管线夹—d=8.0√30765无无中间固定式多管线夹—d=8.0√30866Q691QC/T603-1999现行A 型卡扣√30967Q692QC/T350-1999现行塑料开尾销钉√31068Q693QC/T604-1999现行B 型卡扣√31169Q694QC/T605-1999现行C 型卡扣√31270Q695QC/T606-1999现行H 型卡扣√3131Q700B QC/T 407—1999现行直通式滑脂嘴(NPT 螺纹)√3142无无直通式滑脂嘴(NPTF 螺纹)√3153Q701B QC/T 408—1999现行弯颈式滑脂嘴(NPT 螺纹)√3164无无弯颈式滑脂嘴(NPTF 螺纹)√3175Q721QC/T 387—1999现行塞片√3186Q722QC/T 388—1999现行碗形塞片√3197Q723QC/T 638—2000现行密封垫圈√3208无无O 型密封圈(动密封用)√3219无无O 型密封圈(静密封用)√32210Q725QC/T 346—1999现行塑料堵塞√32311Q725B QC/T 346—1999现行塑料堵塞√32412Q726QC/T 343—1999现行螺母保护帽√32513Q727QC/T 624—1999现行橡胶堵塞√32614无无橡胶堵塞√32715无无橡胶堵塞√32816Q740QC/T 336—1999现行螺纹叉√32917Q741QC/T 336—1999现行螺纹叉√33018Q742QC/T 337—1999现行焊接叉√33119Q743QC/T 329—1999现行汽车用球销球座√33220Q744QC/T 329—1999现行汽车用球销球座√33321Q745QC/T 328—1999现行汽车用螺杆式球销√33422Q746QC/T 327—1999现行汽车用球头接头√33523Q747QC/T 327—1999现行汽车用球头接头√3361Q800GB/T3764-1983现行卡套Ferrule√3372Q801GB/T3759-1983现行卡套式管接头用螺母Bite type tubefittings--Nuts√3383Q802GB/T3763-1983现行卡套式管接头用六角薄螺母Bite type tube fittings--Hexagon thin nuts √3394Q803GB/T3737.2-1983现行卡套式直通接头体Union--Body√3405Q804GB/T3733.2-1983现行卡套式端直通接头体Straightthread connector--Body√3416Q805QC/T 399—1999现行卡套式锥螺纹直通接头体(NPT 螺纹)√3427无无纹)√3438Q806GB/T3740.2-1983现行卡套式直角接头体Union elbow--Body√3449Q807GB/T3738.2-1983现行卡套式端直角接头体Straightthread elbow--Body√34510Q808QC/T 401—1999现行卡套式锥螺纹直角接头体(NPT 螺纹)√34611无无卡套式锥螺纹直角接头体(NPTF 螺纹)√34712Q809GB/T3745.2-1983现行卡套式三通接头体Union tee--Body√34813Q810QC/T 402—1999现行卡套式锥螺纹三通接头体(NPT 螺纹)√34914无无卡套式锥螺纹三通接头体(NPTF 螺纹)√35015Q811QC/T 400—1999现行卡套式锥螺纹直角三通接头体(NPT螺纹)√35116无无卡套式锥螺纹直角三通接头体(NPTF 螺纹)√35217Q812GB/T3746.2-1983现行卡套式四通接头体Union cross--Body√35318Q813GB/T3748.2-1983现行union--Body √35419Q814GB/T3749.2-1983现行卡套式隔壁直角接头体Bulkheadunion elbow--Body√35520Q815GB/T3752.2-1983现行卡套式组合直角接头体Adjustableelbow--Body√35621Q816GB/T3753.2-1983现行卡套式组合三通接头体Adjustable T-unions--Body√35722Q817GB/T3750.2-1983现行卡套式铰接接头体Angle swivelscrew--Body√35823Q818GB/T3750.3-1983现行卡套式铰接六角螺栓Hollow screws√35924Q819GB/T3762-1983现行卡套式管接头用尖角密封垫圈Bitetype tube fittings--Tipping washer√36025Q820GB/T3751.2-1983现行卡套式压力表接头体Connector forpressure gauge--Body√36126Q900B QC/T 410—1999现行常闭式通气塞(NPT 螺纹)√36227无无常闭式通气塞(NPTF 螺纹)√36328Q901QC/T 410—1999现行常开式通气塞(NPT 螺纹)√36429无无常开式通气塞(NPTF 螺纹)√保险阀(NPTF螺纹)常闭式通气塞——加长型(。
SEW-110-铸件焊接工艺评定-中文

SEW 110铸钢件焊接工艺试验德国钢铁冶金协会钢铁材料标准(简称“SEW”) 1986年7月铸钢件焊接工艺试验SEW 110第1版1、范围本标准为下列类别的铸钢件焊接工艺试验配备指导文件。
铸钢件符合DIN 1690-1的界定。
-非合金与合金的铁素体,包括马氏体-奥氏体-奥氏-铁素体经协商后,本标准也可用于结构件焊接工艺试验。
2、工艺试验目的利用工艺试验,验证用于铸钢件焊接的焊接条件及焊接参数,包括焊后热处理、适应母材的冶金特性、熔敷金属和气体,使得用此焊接规程符合要求。
特殊焊接规程试验,采用模拟铸件实际焊接规程的方法,这能预示着用相同方式焊接铸件将同样符合规范。
通常情况下,规定的要求与母材要求是相同的。
3、焊工资质锅炉与压力容器类铸件焊接试验,由有资质的人进行质量控制检测,只能由具有符合DIN 8560要求的焊接资质人员施焊。
4、工艺说明进行工艺试验前,制造者应提供详细的焊接试验任务书(焊接计划)。
焊接试验应包括以下内容:-铸件说明(图纸、材料等)-试件尺寸与热处理状况-焊接工艺-焊接辅料说明(焊材、焊剂等)-焊条或焊丝种类及尺寸-焊接保护气体种类-所要求的焊接技术参数,如电流种类、极性、电压、电流强度、送丝速度。
-焊接接头的准备-焊接位置-接头型式与焊接顺序(多层多道的焊层、焊道)-最低预热温度与最高层间温度-焊后热处理及热处理温度的具体范围-特殊措施,如加衬垫。
5、焊接与试件类型焊接应为多层多道全熔透焊,且在焊口单边缘开约10°坡口。
所要求的焊缝角度坡口,是在两块足够大的试块上,用机械加工或热切割后打磨边缘制成。
在焊接试验开始前,将两试块牢固地焊在一起,焊缝距试块两端至少50mm长、为全填充焊缝,见图1示。
一般情况下,焊接焊缝不带衬垫。
如果在铸件上焊的是单层单道焊缝(如表面缺陷修复),建议在同样试件上额外焊一条单层单道焊缝进行评定。
额外的单层单道焊缝焊在试块的合适位置,长约50mm、宽达3mm,见图1示。
焊接工艺标准

焊接工艺标准1一般规定1.焊工必须经考试合格并取得合格证书,分配焊工必须在其考试合格项目及其认可范围内施焊。
2. 施焊完成后,焊工必须在规定的位置大下钢印。
3. 设计要求的全熔透的一、二级焊缝应采用超声波进行内部缺陷的检验。
4. 引弧应在旱道处,不得擦伤母材。
5. T形接头、十字接头、交接接头等要求熔透的对接和角对接组合焊缝,其焊角尺寸不应小于t/4;设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘板的焊脚尺寸为t/2,且不应大于10mm。
焊脚尺寸的允许偏差为0~4mm。
6. 焊接时起落弧点距焊缝端部宜大于10mm,弧坑应填满。
7. 焊缝观感应达到:外形均匀,成形好,焊道与焊道,焊道与基本金属间过渡交平滑,焊渣和飞溅物清除干净。
焊缝表面不得有纹裂、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩分等缺陷。
焊缝金属与母材间应过渡平缓。
2材料的规定1. 钢材应符合下列要求:1)清除待焊处表面的水、氧化皮、锈、油漆2)焊接坡口边缘上钢材的夹层缺陷长度超过25mm时,应采用无损探伤检测其深度,如深度不大于6mm,应用机械方法清除;如深度大于6mm,应用机械方法清除后填满。
2. 焊接材料应符合下列要求:1)焊条、焊丝、焊剂和熔嘴应存放在干燥、通风良好的地2)焊条、熔嘴、焊剂和药芯焊丝在使用前必须按产品说明书或按下面规定使用:酸性和碱性焊条烘焙条件注:焊条在使用过程中反复烘焙次数不得超过3次焊剂的烘焙3)低氢焊条烘干温度为350~380摄氏度保存时间为1.5~2小时,烘干后应缓冷放置与110~120摄氏度的保温箱中存放,待使用;使用时应置于保温筒中,烘干后的低氢型焊条在常温下放置时间超过3小时应重新烘干;焊条重复烘干次数不宜超过两次,受潮的焊条不应使用。
4)实芯焊丝及熔嘴导管应无油污、锈蚀、镀铜层应完好无损。
5)栓钉成品的质量要求,应无有害的邹皮、毛刺、裂纹、扭弯、锈蚀等;保护瓷环的尺寸公差,应能保证与同规格焊钉的互换性。
片式元器件高可靠性手工焊接
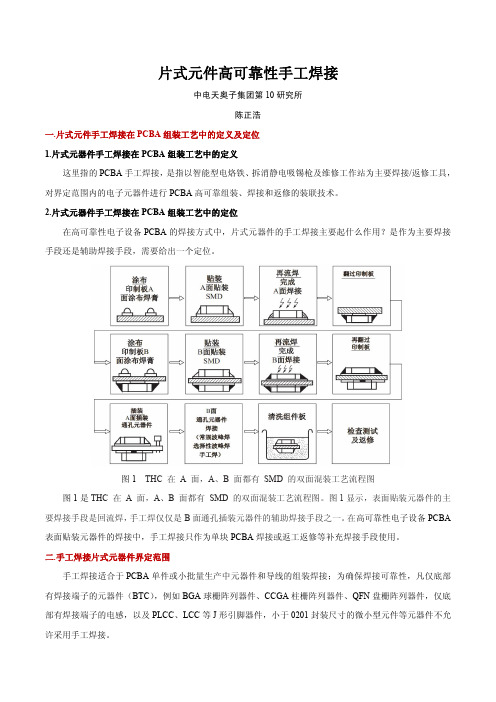
片式元件高可靠性手工焊接中电天奥子集团第10研究所陈正浩一.片式元件手工焊接在PCBA组装工艺中的定义及定位1.片式元器件手工焊接在PCBA组装工艺中的定义这里指的PCBA手工焊接,是指以智能型电烙铁、拆消静电吸锡枪及维修工作站为主要焊接/返修工具,对界定范围内的电子元器件进行PCBA高可靠组装、焊接和返修的装联技术。
2.片式元器件手工焊接在PCBA组装工艺中的定位在高可靠性电子设备PCBA的焊接方式中,片式元器件的手工焊接主要起什么作用?是作为主要焊接手段还是辅助焊接手段,需要给出一个定位。
图1THC在A面,A、B面都有SMD的双面混装工艺流程图图1是THC在A面,A、B面都有SMD的双面混装工艺流程图。
图1显示,表面贴装元器件的主要焊接手段是回流焊,手工焊仅仅是B面通孔插装元器件的辅助焊接手段之一。
在高可靠性电子设备PCBA 表面贴装元器件的焊接中,手工焊接只作为单块PCBA焊接或返工返修等补充焊接手段使用。
二.手工焊接片式元器件界定范围手工焊接适合于PCBA单件或小批量生产中元器件和导线的组装焊接;为确保焊接可靠性,凡仅底部有焊接端子的元器件(BTC),例如BGA球栅阵列器件、CCGA柱栅阵列器件、QFN盘栅阵列器件,仅底部有焊接端子的电感,以及PLCC、LCC等J形引脚器件,小于0201封装尺寸的微小型元件等元器件不允许采用手工焊接。
图2PLCC、LCC等J形引脚器件不推荐手工焊接的原因三.片式元器件手工焊接基本要求1.Q/RJ557把“表贴片状瓷介电容手工焊接时未预热直接焊接”作为禁用工艺以及QJ3086A把“采用手工焊接时,在焊接前对片式瓷介电容器、玻璃封装器件等易受热冲击损坏的元器件进行预烘处理”作为高可靠焊接的元器件预处理,其根本原因是由于国产片状瓷介电容器的耐焊接热性能太差的一种工艺质量控制手段,在焊接前对片式瓷介电容器进行预烘处理可以起到手工焊接高温冲击的缓冲作用,其机理与波峰焊的预热阶段和回流焊的温度曲线的温升阶段是相同的。
手工电弧焊焊接工艺规范
SWS上海外高桥造船有限公司企业标准Q/SWS 42-022-2003手工电弧焊焊接工艺规范2003-04-25发布 2003-05-10实施上海外高桥造船有限公司发布前言本规范为公司新编制企业标准。
是根据公司的生产实际经验并参照有关船厂企业标准编制而成。
本规范代替G16-SWS005《船体手工电弧焊通用工艺》。
本规范发布时,G16-SWS005《船体手工电弧焊通用工艺》同时作废。
本规范由上海外高桥造船有限公司提出;本规范由设计部归口。
本规范起草部门:设计部。
本规范主要起草(编制):陈国权标检:徐玉珍审核:孙嘉钧本规范由总工程师南大庆批准。
手工电弧焊焊接工艺规范1 范围本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。
本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。
对特殊钢材,结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。
2 规范性引用文件G16-SWS004 焊接材料保管要求Q/SWS 42-010-2003 焊缝返修通用工艺规范3 焊接前准备3.1 焊接材料选配原则3.1.1 选用的焊接材料应具有相应船检证书。
3.1.2 焊接材料级别应与船体结构用钢材级别相匹配,见表1。
表1 焊接材料与船体结构钢材级别的匹配3.1.3 选用的焊条要有良好的工艺性和操作性能,对于船体结构规定选用碱性低氢型焊条的部位,尽可能采用交直流两用碱性低氢型焊条。
3.2 手工焊接材料的匹配使用,见表2表2 手工焊接材料3.3 焊接下列构件和结构时应采用低氢焊条:a)高强度船体结构钢的焊接接缝;b)船体大合拢时环形对接缝和纵桁对接缝以及舷顶列板与甲板边板的接缝;c)c)具有冰区加强级的船舶、船体外板端接缝和边接缝;d)d)桅杆、吊货杆、吊艇架、拖钩架、拖桩、系揽桩等承受强大载荷的舾装件及其所有承受高应力的零部件;e)e)具有较大刚度的构件,如尾轴架等及其与外板和船体骨架的接缝;f)f)主机基座及其相连接的构件。
结构件焊接通用工艺规范
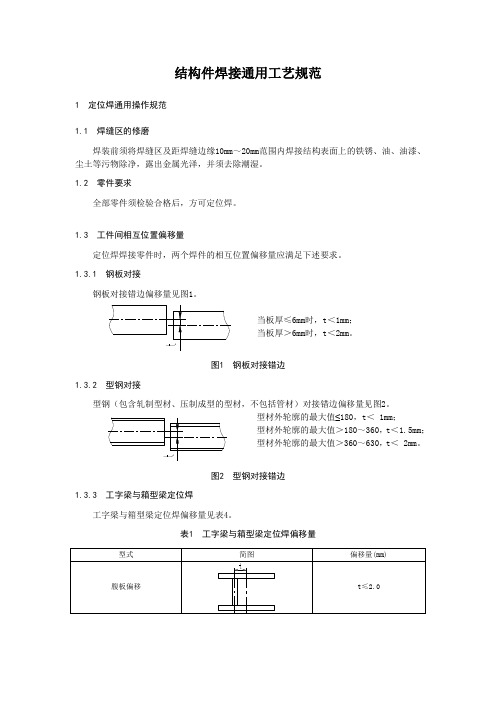
结构件焊接通用工艺规范1 定位焊通用操作规范 1.1 焊缝区的修磨焊装前须将焊缝区及距焊缝边缘10mm ~20mm 范围内焊接结构表面上的铁锈、油、油漆、尘土等污物除净,露出金属光泽,并须去除潮湿。
1.2 零件要求全部零件须检验合格后,方可定位焊。
1.3 工件间相互位置偏移量定位焊焊接零件时,两个焊件的相互位置偏移量应满足下述要求。
1.3.1 钢板对接当板厚≤6mm 时,t <1mm ; 当板厚>6mm 时,t <2mm 。
1.3.2 型钢对接2。
型材外轮廓的最大值≤180,t < 1mm ;型材外轮廓的最大值>180~360,t <1.5mm ; 型材外轮廓的最大值>360~630,t < 2mm 。
型钢对接错边1.3.3 工字梁与箱型梁定位焊工字梁与箱型梁定位焊偏移量见表4。
表1 工字梁与箱型梁定位焊偏移量表2 其他接头的定位焊偏移量要求1.3.6 角焊缝装配不良对于接触承压的焊缝应按照表7中要求执行。
表3 接触承压的角焊缝装配间隙要求1.4 定位焊焊缝要求1.4.1 定位焊时不得在焊缝区以外引弧,定位焊填充材料选用ER50-6焊丝或与构件正式焊接要求一致的填充材料。
1.4.2 定位焊的预热要求:定位焊预热温度与正式焊接时一致。
要求预热的结构件,未预热的定位焊缝应用角磨机等工具彻底清理干净,不得熔入焊缝。
当选用ER50-6焊丝,并且与构件正式焊接要求不一致时,同样应将定位焊缝用角磨机等工具彻底清理干净,不得熔入焊缝。
1.4.3 定位焊缝长度及间距要求:当板厚≤4mm ,定位焊缝的长度为12mm ~20mm ,间距为图1.4.7 桁架臂坡口角度及根部间隙的特殊要求 1.4.7.1 钢管对接焊缝,钢管对接焊缝单侧坡口角度为30度,钝边高0~1毫米,根部间隙为2mm ~3mm 。
1.4.7.2 钢管相贯线焊缝钢管相贯线焊缝,作为臂架腹杆、直杆、斜杆的钢管一端的坡口尺寸为:a)管子壁厚< 6mm,不开坡口;b)管子壁厚≥ 6mm,均开45°坡口,不留钝边。