石化领域流化床模拟工具barracuda案例
石油工程油藏模拟与优化技术的应用案例
石油工程油藏模拟与优化技术的应用案例在石油工程领域中,油藏模拟与优化技术是一项非常重要的技术手段。
通过对油藏地质、物理和流体特性的描述,以及对各种油藏开发方案的评估和优化,油藏模拟与优化技术可以帮助石油公司提高油井的开采效率,降低生产成本,最大程度地获取石油资源。
一、油藏模拟技术的应用案例1. 储层描述与预测油藏模拟技术可以通过地质和地球物理数据,对油藏的储层进行描述和预测。
例如,通过测量沉积岩层的孔隙度、渗透率、岩石力学参数等数据,可以建立油藏的地质模型。
利用地震反射数据,可以对油藏的构造进行解释和分析。
这些模型和数据可以用于评估储层的含油饱和度、有效厚度等参数,从而为油藏开采方案的制定提供基础。
2. 油藏开发方案的优化油藏模拟技术还可以模拟和优化不同的油藏开发方案。
通过建立含油饱和度、渗透率、井网布局等参数的数值模型,可以评估不同开采方法对油田开发的影响。
例如,可以通过模拟常规油藏的水驱、气驱和聚驱等开采方法的效果,选择最优的开采方案。
此外,还可以利用模拟技术评估油藏的次生开采潜力,比如注水、压裂等增产技术。
二、油藏优化技术的应用案例1. 井网优化油藏优化技术可以根据油藏模拟的结果,对油井的井网布局进行优化。
通过模拟分析不同井网布局的开采效果,可以确定最佳的井距、井网密度和井网形状等参数。
这样可以避免井之间的干扰,提高油井的开采效率。
2. 油藏压裂油藏优化技术还可以用于压裂操作的优化。
通过模拟分析压裂的参数,包括压裂液的流体性质、压裂压力、裂缝的尺寸和长度等,可以评估压裂操作的效果。
这样可以确定最佳的压裂参数,从而提高油井的产能。
3. 油藏注水油藏优化技术可以用于注水的优化。
通过模拟分析注水的参数,包括注入压力、注入速度、注入井与产油井的距离等,可以评估注水的效果。
这样可以确定最佳的注水参数,从而提高油藏的驱替效率。
结论石油工程油藏模拟与优化技术是一项关键的技术,可以帮助石油公司提高油田的开采效率。
炼油厂全流程模拟与优化案例分析0327
炼油厂全流程模拟与优化案例分析0327炼油厂全流程模拟与优化案例分析0327炼油厂是一种将原油转化为可用产品的工业设施。
它通常由多个工艺单元组成,包括原油分馏、蜡油催化裂化、重油加氢、脱硫等。
这些工艺单元之间存在着相互作用和依赖关系,因此在整个流程中进行模拟和优化,可以提高生产效率和产品质量,降低能耗和成本。
在进行炼油厂全流程模拟与优化案例分析时,我们需要收集相关数据并进行分析。
通常,我们可以获取原油性质、工艺单元的操作条件和产品质量等信息。
接下来,我们可以使用模拟软件,如Aspen Plus或Hysys,来建立炼油厂的数学模型,并对其进行仿真。
通过调整操作变量和参数,我们可以对各个工艺单元进行优化,以实现最佳的生产效果。
在此案例中,我们将以对重油加氢工艺单元的模拟和优化为例进行分析。
重油加氢是一种将重质油分子中的硫、氮和金属杂质减少的过程。
在进行模拟前,我们需要收集原料和产品的性质数据,如重质油中的硫含量、氮含量和金属杂质含量,以及加氢后产品中这些含量的目标值。
此外,我们还需要确定操作变量,如反应温度、反应压力和加氢剂的用量。
建立了加氢工艺单元的模型后,我们可以通过对催化剂床的物理和化学特性进行建模,来模拟催化剂床内的反应过程。
我们可以对不同的操作变量进行仿真,并分析其对反应转化率和产品质量的影响。
通过对模拟结果进行分析,我们可以确定最佳的操作条件,以最大程度地提高反应转化率和降低产品中的硫、氮和金属杂质含量。
除了模拟外,还可以进行优化算法的应用,以确定最佳的操作变量和参数。
常用的优化算法包括遗传算法、粒子群算法和模拟退火算法等。
这些算法可以通过迭代计算,寻找全局最优解或近似最优解,并提供最佳的操作策略。
通过应用优化算法,可以进一步提高生产效率和产品质量,实现最佳的经济效益。
在进行炼油厂全流程模拟与优化时,我们还需要考虑工艺单元之间的相互作用和依赖关系。
例如,在进行重油加氢优化时,我们还需要考虑原油分馏和蜡油催化裂化等前置工艺单元的操作条件对加氢工艺单元的影响。
Barracuda

Barracuda——工业级颗粒-流体系统模拟专家Barracuda是专门用于模拟“颗粒 - 流体”系统流动及化学反应的商用软件包,它致力于工业尺度的流化装置模拟。
众多政府研究机构和世界财富500强企业选用它来做工厂设计和工艺过程优化。
使用Barracuda,我们客户就有了一个可靠的工程设计,我们的自信源自Barracuda的科学依据。
就像自然界中的梭鱼那样,Barracuda软件计算快速且功能强大。
它是如此的独特,以至于无法找到第二个类似的工程软件。
Barracuda在模拟复杂流体/颗粒/热/化学反应现象方面功能强大;它的计算速度快,能够在设计期限内得到一个有意义的准定常特性,允许你迅速地在不同设计之间做出权衡。
“Promise what we can deliver,and deliver what we promise”——CPFD Software, LLCBarracuda在流化模拟方面的三大优势Barracuda完全符合化工、石化、能源、冶金等工业领域对流化过程模拟的需求。
Barracuda具有以下三大优势,确立了它在流化过程模拟中的领导地位。
1.准确模拟颗粒流动的基本机理在最基本的层面,Barracuda可以正确地获得颗粒流动的机理。
使用固定网格的欧拉方法模拟气/液相,这与传统CFD方法相同;而将颗粒状固体用拉格朗日方法模拟为大量离散体。
用户可以设定任意的颗粒尺度分布,并定义不限数量的组分。
Barracuda可以捕获由颗粒尺度分布(PSD)引起的重要物理/化学现象,包括:完全耦合的流体-颗粒曳力、真实的壁面冲击和反射、涉及颗粒固体的化学反应、由于气化而导致颗粒尺度的缩小。
2.经历流化实验数据的验证Barracuda是颗粒固体研究公司(PSRI)的会员,可以分享PSRI的实验数据。
这为验证Barracuda的精确性和准确性、捕获大型实验系统里复杂的流化特性,提供了便利的条件。
PSRI也是Barracuda的用户,它使用Barracuda设计实验。
石化技术创新案例剖析2

新的设想:
验证:
催化剂研究
——催化剂的系统研究
载体可以是硅、铝、钍、锆的氧化物,铝、锆、钛、镁、钙的磷酸盐 ,或这些金属的复合氧化物; 活性组分是钼和钨的六羰基化物、氧化物、硫化物,铼、钽的氧化物;
活性最高的催化剂是负载在SiO2、Al2O3或AlPO4上的钨或钼的氧化物。
将碱金属和碱土金属的化合物加入催化剂,可以使酸性中心催化的副 反应(二聚、骨架异构、双键转移等)减少到最低程度,
Cr(CO)6/Al2O3不具有歧化活性,但具有聚合活性
催化剂研究
——催化剂研究中的意外发现
催化剂研究中的意外发现:
他们原计划通过对 Mo(CO)6/Al2O3 催化剂上 CO 压力的监测去阐明 活性中心的性质 但实验结果发现,在活化和反应条件下,催化剂上都有部分CO 损失 金属氧化物也可能具有歧化活性 MoO3/Al2O3催化剂和WO3/Al2O3催化剂不但具有歧化活性,而且其 活性比相应的羰基化物还高 活性最高的则是一种很普通的临氢重整催化剂CoO-MoO3/Al2O3
——工业方面的应用
丙烯歧化工艺(Triolefin Process)
Philips公司首先把歧化反应用于丙烯歧化生产乙烯和1-丁烯 1966年首次在加拿大蒙特利尔的Shawinigan化学公司工业化
——采用WO3/SiO2为催化剂,用丙烯生产聚合级乙烯和高纯度丁烯
丙烯歧化工艺当时的价值在于:
C4~C12环烯烃的歧化反应
除C6环烯烃外,所得产物都是多聚烯烃
这些产物的性状可以从无定形的弹性体到结晶体,
流化床丙烷脱氢反应段的模拟及优化

丙烯作为石油化工中仅次于乙烯的重要原料, 需求量随着聚丙烯、环氧丙烷和丙烯酸产品需求量 的增长而逐年增长。传统丙烯的生产是将丙烯作为 副产品,如蒸汽裂解和催化裂解副产丙烯,但产量 受主产品的限制 [1]。丙烷脱氢是以丙烯作为主产品 的工艺,已成为增加丙烯产量的重要途径之一。丙 烷脱氢技术主要有直接脱氢和氧化脱氢 [2],直接脱 氢技术已实现工业化,目前应用最多的直接脱氢技 术有 LUMMUS 的 Catofin 工艺和 UOP 的 Oleflex 工 艺,其中 Oleflex 工艺采用了流化床反应器,具有反 应均匀稳定、催化剂活性高、选择性高的优点 [3]。
某厂采用了 Oleflex 丙烷脱氢工艺,在实际情况 分析及文献中动力学数据的基础上,使用 MATLAB 建立了丙烷脱氢流化床反应器的数学模型,对影响 丙烷转化率及丙烯收率的主要因素进行了分析,同 时建立了丙烷脱氢反应段模型,并对整体流程进行 了分析和优化,得到了较优的操作参数。
1 工艺介绍 Oleflex 丙烷脱氢反应段采用了 4 台流化床反应
2019 年 12 月·第 4 卷·第 6 期
石油石化绿色低碳 Green Petroleum & Petrochemicals
>> 过程优化 <<
流化床丙烷脱氢反应段的模拟及优化
董忠哲,苏佳林,郭鑫
(昱创(天津)化工科技有限公司,天津武清 301705)
摘 要:以某厂丙烷脱氢反应段为基础,利用文献中报道的反应动力学数据,在 MATLAB 环境下建立了流化床丙烷脱氢反应器的模型。结果表明,模拟值与原设计值符合 性较好,证明了模型的准确性。利用建立的反应器模型,分析了反应器进料温度 及进料 H2/HC 摩尔比对丙烷转化率及丙烯收率的影响。在所建立的反应器模型基 础上,建立了丙烷脱氢反应段模型,对各台反应器的进料温度和反应段的进料 H2/HC 摩尔比进行了整体优化,确定了较优的工艺条件。在反应器进料温度分别 为 605、630、645、645℃,反应段进料 H2/HC 摩尔比为 0.51 时,丙烯收率提高了 1.88%,可增产丙烯 4 870 t/a,每年可增收 487 万元,经济效益显著。
实验十三 流化床演示实验

实验十三 流化床演示实验一、实验目的流化床反应器,由于其结构上的特点,具有床内温度分布均匀,传热、传质效率较好,因此广泛地应用在石油、化工、煤炭、医药等部门,流态化技术日益受到重视。
通过本演示实验,要求了解气固相的运动特征,固定床、流化床的压降,如何表示临界流化速度及最大流化速度。
二、实验原理气体通过固定床时,压力降随着流速不断增大。
当压力降达到最高值时,床层开始松动,即开始流化。
此时的流速称为临界流化速度u mf ,当流速继续增大,以致使床层的固体颗粒带出,不再停留床内,此地的流速称为最大流化速度,u mf 因此测量压力降可直接反映流化速度。
流速与压力降的关系可用图13-1表示。
当流体通过床层固体颗粒时,由于流体与床层固体颗粒间的摩擦及流体的紊流作用产生压降。
压力降随空塔流速增大而增大。
如AB 线所示,AB 为未流化的固定床。
达到接近临界流化速度B 点时,固体颗粒层开始膨胀而不流化,由于空隙率增大,压力降较前降低。
在B 点后,颗粒可以在小范围内重新排列,空隙率略有增大。
在C 点后,全部床层流态化,若再增大流速,当流体的向上流速大于颗粒的沉降速度时,则固体颗粒被流体带出,此时的压力降将减少。
通过压力降的测量可以清楚表示它们的关系。
关于临界流休速度及最大流化速度,文献介绍的计算公式很多,但误差也很大,一般都采用实验方法实测求得。
流量用孔板流量计测量:ρρρ)(2-=R gR oAo C Vs式中:Vs ——流体的体积流量,m 3/s ;R ——U 型管压差计读数,m ;ρR ——压差计中指示液密度,kg/m 3; C o ——孔流系数。
图13-1 流速与压强的关系示意图Vs Aw V sw =∝∝压降:22f p l u h h f fg d gR p g λρρ∆==∙∝∆∆=△p=ΔR(ρ指-ρ)g其中:ρ指——压差计中指示液密度,kg/m 3。
ΔR ——U 型管中位差,m 。
g ——重力加速度,g=9.81m/s 2。
Barracuda与Fluent_EDEM的区别
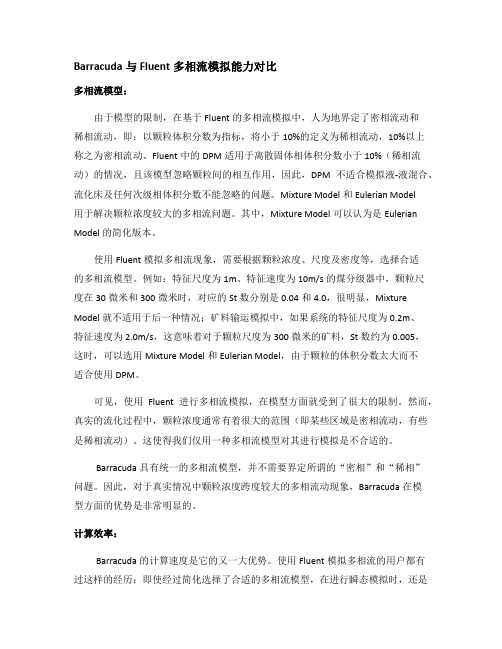
Barracuda与Fluent多相流模拟能力对比多相流模型:由于模型的限制,在基于Fluent的多相流模拟中,人为地界定了密相流动和稀相流动,即:以颗粒体积分数为指标,将小于10%的定义为稀相流动,10%以上称之为密相流动。
Fluent中的DPM适用于离散固体相体积分数小于10%(稀相流动)的情况,且该模型忽略颗粒间的相互作用,因此,DPM不适合模拟液-液混合、流化床及任何次级相体积分数不能忽略的问题。
Mixture Model和Eulerian Model用于解决颗粒浓度较大的多相流问题。
其中,Mixture Model可以认为是Eulerian Model的简化版本。
使用Fluent模拟多相流现象,需要根据颗粒浓度、尺度及密度等,选择合适的多相流模型。
例如:特征尺度为1m、特征速度为10m/s的煤分级器中,颗粒尺度在30微米和300微米时,对应的St数分别是0.04和4.0,很明显,Mixture Model就不适用于后一种情况;矿料输运模拟中,如果系统的特征尺度为0.2m、特征速度为2.0m/s,这意味着对于颗粒尺度为300微米的矿料,St数约为0.005,这时,可以选用Mixture Model和Eulerian Model,由于颗粒的体积分数太大而不适合使用DPM。
可见,使用Fluent进行多相流模拟,在模型方面就受到了很大的限制。
然而,真实的流化过程中,颗粒浓度通常有着很大的范围(即某些区域是密相流动,有些是稀相流动)。
这使得我们仅用一种多相流模型对其进行模拟是不合适的。
Barracuda具有统一的多相流模型,并不需要界定所谓的“密相”和“稀相”问题。
因此,对于真实情况中颗粒浓度跨度较大的多相流动现象,Barracuda在模型方面的优势是非常明显的。
计算效率:Barracuda的计算速度是它的又一大优势。
使用Fluent模拟多相流的用户都有过这样的经历:即使经过简化选择了合适的多相流模型,在进行瞬态模拟时,还是会遇到计算结果稳定性和收敛性等方面的问题。
模拟移动床技术及其在石化领域中的研究进展
综述专论刘剑*佟华芳詹海荣汲永钢张永军孙淑坤摘要:本文介绍了模拟移动床技术的工作原理及其在石化领域中分离二甲苯、乙苯、芳烃及正构烷烃分离等方面的应用。
关键词:模拟移动床技术分离石化中图分类号:TQ 0282.8 文献标志码:A文章编号:T1672-8114(2013)05-0013-04(中国石油天然气股份有限公司石油化工研究院,黑龙江大庆163714)模拟移动床[1](S i m u l a t e d Mov i n g Be d chromatograph ,简称SMB )分离技术是20世纪60年代人们开发的一种新型分离技术。
它由类似色谱柱的固定床层串联起来的分离系统,以逆流连续方式操作,通过变换固定床吸附设备的物料进出口位置,产生相当于吸附剂连续向下移动,而物料连续向上移动的效果。
SM B 技术的生产能力和分离效率比固定床高,又可避免移动床吸附剂磨损、碎片或粉尘堵塞设备或管道及固体颗粒缝间的沟流等问题。
它具有分离能力强,设备体积小,投资成本低,便于实现自动控制等优点。
SM B 技术是化工技术中的一次革新,应用遍及石油化工、生物发酵、医药食品等领域。
1SMB 技术1.1S MB 技术原理SMB 原理如图1所示,进料时A 、B 二元混合物,脱附剂D 。
吸附强度次序是D>A >B 。
按进料进出位置和所起的作用不同,吸附床分四个区域。
Ⅰ区(吸附区):向上移动的D 优先吸附进料中模拟移动床技术及其在石化领域中的研究进展的A ,同时置换出已吸附的部分D 。
该区底部将抽余液B+D 部分排出,部分循环。
Ⅱ区(精馏区):该区底部上升的含A+B+D 的吸附剂,与顶部下降的含A+D 的物料逆流接触,吸附强度A >B ,B 脱附,上升的吸附剂只含A+D ,靠调节流量,B 可完全脱附;Ⅲ区(解吸区):该区底部上升的吸附剂D 与塔顶循环返回塔底的B+D 逆流接触,D 置换出A ,一部分作为抽出液抽出,其余进入Ⅱ区回流。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14
磨损—模拟与现场实测结果比较
• 磨损计算结果与历史检修报告结 果吻合。
15
磨损—不同设计方案的磨损比较
基准设计
方案 1
方案 2
16
颗粒速度分布
• 旋风分离器入口处,颗 粒速度最大 • 出口提升管内也有部分
r1
GasOil Gas
r2
2.541 107 s 1?RT Cat 10748.1 K 2 r2 exp [GasOil] P f T 6.791 104 s 1?RT Cat 7779.65 K 2 r3 exp [GasOil] P f T 6350.7 K r4 885.72 s 1 Cat f 1 exp [Gasoline] T 13910.3 K r5 5.3198 107 s 1 Cat f 1 exp [Gasoline] T
28
催化剂失活函数
催化剂失活函数表达式如下:
其中 wC 表示催化剂表面焦炭的质量分数 , Barracuda VR 16 中使用该函数时,对函数进行
五阶泰勒展开;并对展开式的各阶系数进行修正
,使得修正后的表达式满足如下条件:
dw
0
1
C
modified dwC
基准设计
方案1
方案 2
21
修改方案对气体及颗粒速度的影响
•
修改方案降低了 气体的最大速度 ,从而减轻了磨 蚀,同时降低了 旋风分离器的流
动分层现象。
22
结论
• CPFD模型可用来计算出口提升管及旋风分离内的3D、瞬态多相流动。
• MTC –油气通过4个混合温度控制(MTC)喷嘴喷入; 质量流率:21.78 kg/s, 流速: 1 m/s, 温度:364.9 K. MTC 喷嘴位于距离提升管底部11.25m的位置,与提升管呈60度的倾角。 • 进料油–油气通过12个喷嘴喷入; 质量流率: 232.8 kg/s, 流速: 73.2 m/s, 温度:491.9 K. 油气给料由93.5%(wt)油气和 6.5%(wt)的蒸汽组成; 进料喷嘴位于距离 提升管底部7.221m的位置,与提升管成45度的倾角。
• 颗粒流动在流进旋风分离器的部分存在剧烈的波动。
• 颗粒流动倾向与流向旋风分离器的中心,从而导致旋风分离器的分离 效率降低,并导致大量细小颗粒的损失。 • 与基准设计方案相比,所提出的两个修改方案均能降低磨蚀。 • 两种修改方案均有相似的抗磨蚀性能,但方案2效果略佳。
• 用户还可以采用Barracuda软件来评价修改方案对操作单元性能的影
01修正后的催化剂活函数表式如下:modified
11.4 11.4 429 wC 92020.5wC 1.31589 107 wC3 1.41129 109 wC 4 3.405 1011 wC5
边界条件
• 气相物性
– – – 分子质量= 70.59 g/mol 粘度= 0.019 cp 温度= 990°F (805K)
旋风分离器出口
其他9个旋风分离器的入口
•
气相边界条件:
– 料斗臂: 气体从料斗臂进入反应器,流量为 1920 ACFS (125.156 kg/s) – 旋风分离器出口: 压力出口,压力值为211,386 Pa (绝压) (即入口和出口间有1.1PSI的压力降(入口呀为 24.56PSIG))。
模拟启动阶段, 催化剂入口
27
化学反应
采用集总模型作为裂化反应动力学模型,动力学方程根据Nayak 等(2005)的动力学进 行简化. 四集总模型假定系统中存在4种碳氢化合物的集总组分,分别为:油气组分、汽
油组分、气体组分和焦炭组分。
3.589 106 s 1?RT Cat 8222.3 K 2 GasOil Gasoline r1 exp [GasOil] P f T
25
边界条件
• • 提升管出口– 出口压力保持恒定:166.7 kPa. 回流浆液:回流浆液通过提升管顶部附近的2个喷嘴进入; 质量流量:0.84 kg/s ; 流 速:0.06 m/s,;温 度:364.9 K.
回流浆液假设为全为油气成分,进液喷嘴位于距离提升管底部19.3m的位置,且 与提升管呈斜向上60度的倾角。
到准稳态所需时间的数倍,且比关心区域内颗 粒的停留时间大数倍以上,因此该时间长度对
计算时间平均结果来说足够长。
13
磨损
• 下面一页ppt将会标出不同模型磨蚀指标超过给定值的
区域
• 需要注意的是,尽管Barracuda可以给出量化的磨蚀结 果,实际装置上的磨蚀受多种因素的影响,包括: – 颗粒材料 – 颗粒形状 – 耐火材料 – 耐火材料的安装质量 – 工作年限等 • 因此,磨蚀指标的最佳用途是用来评价不同设计的耐磨 效果,而非用来严格的量化改进效果 。
•
Barracuda在FCC提升装置中汽 油生产中的应用
•
•
FCC再生器后燃室的研究
FCC再生器减排及减缓磨蚀问题 的研究
2
案例 1: FCC反应器分离装置减缓磨蚀问题的研究
目标
• 位于Catleesburg的一条UOP液体催化裂 化工艺生产线计划一场检修,检修内容 包括更换反应器上被磨损的旋风分离器 • 目标: – 新更换的旋风分离器是否会减缓磨损 ? – 新的旋风分离器有几种设计方案,哪 种方案效果最佳? – 新更换的旋风器是否会带来其他未预
响。(未在本ppt里展示)
23
案例2: Barracuda在FCC提升装置中汽油生产 中的应用
主要内容
• Barracuda用于FCC提升装置中三维流动、传热及反应 过程模拟
• 重质碳氢化合在催化剂表面进行催化裂化生产汽油 • 催化剂表面因焦炭沉积而失活过程的模拟 • 催化剂的停留时间对产率的影响
19
进入旋风分离器的颗粒直径分布
• 注意,进入旋风分离器的颗
粒主要为细颗粒
20
修改方案对总体流动的影响
• • 修改后的设计方案与基准方案相比,总体流场变化不明显 可观察到的一些变化如下: – 旋风分离器入口处流速降低 – 提升器内,颗粒流线发生变化(稳流器的作用)
•
•
再生催化剂 – 质量流率:1740 kg/s ,温度: 973 K.
催化剂由流率为 0.5 kg/s 的蒸汽输送。 底部蒸汽– 蒸汽从提升管底部进入; 质量流率: 0.82 kg/s ; 温度: 633 K.
26
催化剂性质
• • • • 催化剂密度– 1620 kg/m3 催化剂粒径– 40 微米 催化剂表面初始沉积焦炭量– 0.1 wt% 热容– 1150 J/kg/K
Barracuda在炼化行业中的应用案例
Peter Blaser and Paul Zhao CPFD Software Barracuda Virtual Reactor Symposium Beijing, China
May 16, 2014
内容
• FCC反应器分离装置中减缓磨蚀 问题的研究
模型底部
6
颗粒物性及边界条件
• 颗粒尺度分布如右图所示,注意这 里的尺寸分布时针对通过料斗进入 反应器的颗粒
•
CPFD方法采用Larange方法将颗粒
处理成独立的实体,每个颗粒的尺 寸随机的从颗粒尺寸曲线上获得。
•
固体物料为催化剂颗粒,密度为90 pcf (1,450 kg/m3)
8
修改方案2
•
Alternative 1
修改方案2的几何形状与
方案1类似,但在图示的
进口处做了斜角处理
Alternative 2
9
基准方案流动效果
• •
从左到右,动画依次展示了颗粒停留时间分布(RTD,s) 观察可知,颗粒流场随时间波动剧烈
• •
计算采用约160W计算颗粒 颗粒进口流量超过100W lb/h
7
修改方案1
• 与基准设计相比,方案1的 不同之处:
– 扩大旋风分离器入口截面 – 新的旋风分离器(尺寸略 大) – 出口提升管直径变大 – 出口提升管内安装除涡板
Baseline
Alternative 1
•
颗粒曵力模型– 基于Yang等(2003)的EMMS模型
Yang, N., Wang, W., Ge, W., and Li, J. (2003). CFD simulation of concurrentup gas-solid flow in circulating fluidized beds with structure-dependent drag coefficient. Chemical Engineering Journal. 96: 71-80.
–
模型底部: 压力边界,允许颗粒流出,同时允许气体进入,调
整边界压力值,使得气体流量为2060ACFS。
料腿
–
其他旋风分离器入口: 其他9个旋风分离器的入口均采用压力 边界条件,调整压力值,使得每个压力入口的流量相同。
Proprietary Details Not Shown
–
旋风分离器料腿: 非常少的一部分气体从料腿流出
10
基准设计颗粒流场
• 俯视图
• 本页ppt所示前三个 动画与上页相同, 第四个动画的 legend为颗粒的直
径(微米)
11
准稳态结果
• 此图显示的为通过不同部件的颗 粒质量流量随时间的变化曲线
•
约10%的颗粒向上流动,进入旋 风分离器,其余的从出口空腔的
下部流出 。
• •
流动需越5s的时间达到准稳态