折弯扣除系数表 SW中K因子
sw中k因子与折弯扣除

sw中k因子与折弯扣除摘要:一、前言1.介绍SW中的K因子2.K因子与折弯扣除的关系二、K因子的概念与计算1.K因子的定义2.K因子的计算方法3.K因子对折弯扣除的影响三、折弯扣除的原理与方法1.折弯扣除的定义2.折弯扣除的计算方法3.K因子与折弯扣除的关系四、K因子与折弯扣除在实际应用中的案例分析1.实际案例一2.实际案例二3.实际案例三五、总结1.K因子与折弯扣除在SW中的重要性2.如何有效地运用K因子与折弯扣除正文:一、前言在结构设计中,K因子是一个非常重要的参数,它直接影响到结构的稳定性和安全性。
同时,K因子也与折弯扣除有着密切的关系,对折弯扣除的计算结果产生直接影响。
本文将详细介绍SW中的K因子与折弯扣除的相关知识。
二、K因子的概念与计算1.K因子的定义K因子,也被称为折弯系数,是描述材料在折弯过程中变形程度的一个重要参数。
K因子的计算公式为:K = (V型槽宽- 材料厚度) / 材料厚度。
其中,V型槽宽是指在折弯过程中,材料形成的V型槽的宽度。
2.K因子的计算方法在SW软件中,可以通过以下步骤计算K因子:(1) 在SW软件中绘制需要计算K因子的零件。
(2) 选择“插入”菜单下的“折弯扣除”。
(3) 在弹出的对话框中,选择“计算K因子”。
(4) 根据软件提示,输入相关参数,即可得到K因子的计算结果。
3.K因子对折弯扣除的影响K因子的大小直接影响到折弯扣除的大小。
K因子越大,表示材料在折弯过程中的变形越大,因此需要扣除的折弯部分就越多。
相反,K因子越小,表示材料在折弯过程中的变形越小,因此需要扣除的折弯部分就越少。
三、折弯扣除的原理与方法1.折弯扣除的定义折弯扣除是指在结构设计中,为了保证折弯部分的质量,需要从材料厚度中扣除一部分,以补偿材料在折弯过程中的变形。
折弯扣除的大小与K因子的大小成正比。
2.折弯扣除的计算方法在SW软件中,可以通过以下步骤计算折弯扣除:(1) 在SW软件中绘制需要计算折弯扣除的零件。
SolidWorks由系数折弯扣除K因子值的计算方法和原理[1]
![SolidWorks由系数折弯扣除K因子值的计算方法和原理[1]](https://img.taocdn.com/s3/m/694ba97f31b765ce05081465.png)
折弯系数折弯扣除K因子值的计算方法一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。
虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。
大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。
SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。
为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍SolidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
参考图折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
solidworks折弯补偿的算法补偿值BA、K因子 (二)
solidworks折弯补偿的算法补偿值BA、K因
子 (二)
1. 什么是折弯补偿算法?
折弯补偿算法是一种用于计算金属板材在折弯过程中所需要的补偿值
的算法。
在制造过程中,金属板材经过折弯后会发生弯曲变形,此时
需要通过折弯补偿算法来计算出补偿值,以保证最终产品的尺寸精度。
2. 折弯补偿算法中的BA值是什么?
BA值是折弯补偿算法中的一个重要参数,它代表了金属板材在折弯过
程中所发生的弯曲变形程度。
BA值越大,表示板材在折弯过程中所发
生的弯曲变形越大,需要进行的补偿值也就越大。
3. 折弯补偿算法中的K因子是什么?
K因子是另一个重要的参数,它代表了金属板材在折弯过程中所发生的弹性变形程度。
K因子越小,表示板材在折弯过程中所发生的弹性变形越小,需要进行的补偿值也就越小。
4. 如何计算折弯补偿值?
折弯补偿值的计算需要使用到BA值和K因子。
具体的计算公式为:
折弯补偿值 = BA * t * (K + 1) / 2
其中,t代表金属板材的厚度,BA和K分别为折弯补偿算法中的两个
参数。
5. 折弯补偿算法的应用场景有哪些?
折弯补偿算法主要应用于金属板材的折弯加工中。
在制造过程中,金属板材经过折弯后会发生弯曲变形,此时需要通过折弯补偿算法来计算出补偿值,以保证最终产品的尺寸精度。
折弯补偿算法的应用范围涵盖了许多行业,如航空航天、汽车制造、机械制造等。
SolidWorks钣金展开的折弯系数计算与K因子

SolidWorks钣金展开的折弯系数计算与K因子钣金展开的折弯系数计算与K因子是在进行钣金弯曲加工时用来确定材料的弯曲性能和确定弯曲过程中一些重要参数的重要方法。
以下将详细介绍展开的折弯系数计算与K因子的概念、计算方法以及应用。
1.展开的折弯系数计算展开的折弯系数计算是根据材料的物理特性和弯曲角度,通过数学公式计算得出。
折弯系数是实际弯曲形状与平面展开形状之间的比例关系,表示了材料在弯曲过程中的收缩程度。
计算展开的折弯系数的一种常用方法是根据材料的类型和厚度,使用经验公式计算。
例如,对于普通碳钢材料,可以使用下面的公式来计算展开的折弯系数:K=α×(T/R)^n其中,K是展开的折弯系数,α是一个与材料类型和状态相关的常数,T是材料的厚度,R是弯曲半径,n是一个与材料特性相关的常数。
2.K因子的概念K因子是一种校正因子,用来修正通过展开的折弯系数计算得到的形状偏差。
在实际钣金加工中,由于材料的弯曲性能和加工过程中的一些因素,例如材料回弹和弯曲机床的机床因素等,会导致实际弯曲的形状与通过展开的折弯系数计算得到的形状存在偏差。
K因子通过对展开的折弯系数进行校正,来提高弯曲的精度。
在SolidWorks中,K因子是通过对材料的选择和输入刀具半径等参数来进行定义和应用的。
3. SolidWorks中的展开的折弯系数计算与K因子应用在SolidWorks中,展开的折弯系数计算与K因子的应用是通过设置钣金设计参数来实现的。
在设计钣金零件时,用户可以先选择钣金材料的属性,并设置适当的厚度。
然后,在对零件进行弯曲操作时,用户可以选择适当的坐标系和参考平面,并使用工具栏上的弯曲工具进行弯曲操作。
在弯曲设置中,用户需要输入弯曲的角度、弯曲半径、K因子等参数。
SolidWorks会根据输入的参数进行展开的折弯系数计算,并生成与实际形状相匹配的展开图形。
在使用SolidWorks进行钣金展开的折弯系数计算与K因子应用时,需要注意以下几点:-对于不同材料,应选择适当的展开的折弯系数公式和K因子值。
折弯扣除系数表-SW中K因子
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1
1.7
铝
1.2 1.9
板
1.5 2.2
2
2.7
2.5 3.8
3
4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18
φ1.6 φ2.1 φ2.5 φ3.3 φ4.2 φ5 φ6.8 φ8.5 φ10.2 φ12 φ14 φ15.4
比重
M3
φ1.5
M4
φ2.0
பைடு நூலகம்M5
φ2.5
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
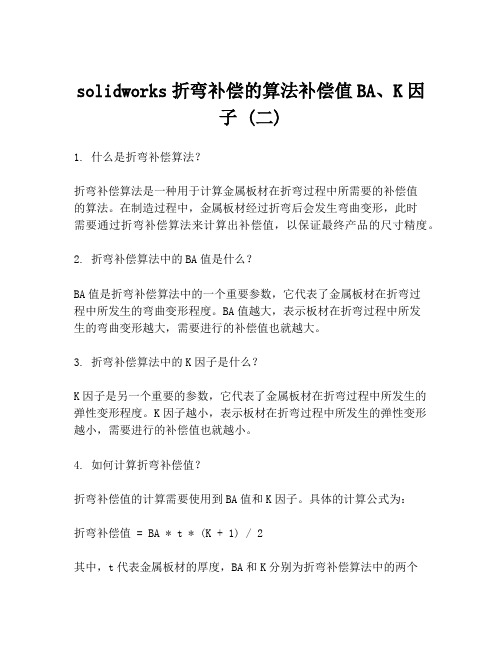
外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61; 中心层展开,SW中K是0.5;
锐角展开计算情况说明如下
1.A,B
尺寸内R设置0.1,单刀标到外R的圆弧中心,
多道相邻之间距离标到R外端,见下图;
2.0.9是经验值,不*0.9或许会小;
3.
系数是对应不同板后的系数;
4.计
算和SW中K因子或许有点差别,总体展开在0.7
以内,问题不大,不影响加工!
5.在
实际当中如果把握不准,可以通过内径相加
加系数两种方法进行比较,总展开尺寸控制
SolidWorks由系数折弯扣除K因子值的计算方法和原理
SolidWorks由系数折弯扣除K因子值的计算方法和原理SolidWorks是一款流行的三维计算机辅助设计(CAD)软件,广泛应用于各个领域的机械设计、工程设计和产品开发中。
在设计产品时,常常需要进行材料的折弯加工,SolidWorks提供了系数折弯功能以帮助用户计算折弯后的零件尺寸。
系数折弯是一种常用的弯曲加工方法,它基于材料的弯曲弹性模量和弯曲Y方向的收缩率来计算折弯后的尺寸。
这个收缩率通常由一个被称为K因子的值来表示。
K因子值是一个无量纲的常数,它用于衡量材料在折弯过程中在弯曲区域的压缩或拉伸程度。
在SolidWorks中,计算系数折弯的K因子值有两种方法:手动测量和使用SolidWorks的内置计算工具。
手动测量方法需要对材料进行实验测量,具体方法如下:1.首先,取一段材料进行弯曲加工,并测量弯曲后的零件尺寸。
2.接下来,计算实际的Y方向压缩率,即测量弯曲后的尺寸与未弯曲尺寸的差值除以未弯曲尺寸。
3.最后,根据经验或实验结果确定K因子的值,将Y方向压缩率除以K因子即可得到折弯后的尺寸。
使用SolidWorks的内置计算工具方法如下:1. 首先,在SolidWorks中打开设计好的零件模型。
2. 在FeatureManager设计树中,展开“Sheet-Metal1”特征,并右击选择“Edit Feature”。
3. 在“Sheet-Metal Feature”属性管理器中,选择“Bend Allowance Calculation Method”为“K-facto r”。
4. 在“Bend Allowance Table”中选择适当的K因子值,也可以手动输入自定义的数值。
5. SolidWorks会自动根据选择的K因子值对模型进行折弯计算,生成预览尺寸。
原理上,K因子值是通过实验或经验确定的,不同材料和折弯工艺可能会有不同的K因子值。
通常情况下,金属材料的K因子值介于0.1至0.5之间。
折弯扣除系数表,SW中K因子

本表系数是外径相加 减去系数值
SW折弯系数表内R0.1
粗牙螺纹底孔孔径
压铆螺母底孔
材料
厚度 系数 (sw)K因子 备注 螺纹大小 底孔孔径
螺纹大小
底孔孔径
0.5 0.9
0.6 1.1
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1 1.7
铝
1.2 1.9
板
1.5 2.2
2 2.7
2.5 3.8
3 4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18
φ1.6 φ2.1 φ2.5 φ3.3 φ4.2
本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!
的
问 回答
回答 回答
回答
回答 回答
数控翻边模具底孔
M2.5 M3 M4 M5
比重表 材料
φ4.2 φ5.4 φ6 φ7
比重
M3
φ1.5
M4
ቤተ መጻሕፍቲ ባይዱφ2.0
M5
φ2.5
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
solidworks钣金参数—k因子[精彩]
![solidworks钣金参数—k因子[精彩]](https://img.taocdn.com/s3/m/ba5af839b5daa58da0116c175f0e7cd1842518de.png)
SolidWorks 的钣金系数,为什么要用系数,不用扣除,什么情况下用K因子,很多朋友在展开的时候还在用R1 R2等于几来展开,这样做不是不可以,但是由于各家折弯机刀口不同,还有不同的R值对于展开系数控制不同,也会造成展开数值误差大。
我们很多单位所说的系数都是折弯扣除(BD),下面做了个我自己参照实际折弯总结的系数表,以下表中的R实际上都是自然的R,在SolidWorks里设定为R0.1或者R0,这个表格几乎适用于任何角度。
板厚折弯系数(BA)折弯扣除(BD)其他单位扣除
0.5 0.2 1 1.09
0.8 0.2 1.6 1.5
1 0.3 1.9 1.8
1.2 0.4
2.2 2
1.5 0.7
2.5 2.6
2 0.7 3.5 3.5
2.5 1 4.2 4
3 1 5 5
那么有的人可能会问K因子在什么的情况下用?我是在R很大的情况下情况下用或者是客户指定的R情况下用,比如客户非要用R5或者R10,所以我也做了下面这个表格。
适用方法:R除板厚找出相对应的K值,例如需要R是10板厚是2就是10除2等于5,那么他的K值就是0.43.在SW里R就可以填实际R。
展开很准。
1 2 3 4 5 6 7 8 9 10 11-12以上
K因子 0.35 0.375 0.4 0.415 0.43 0.44 0.45 0.46 0.465 0.47 0.5。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.151
0.7 1.3
0.151
不
0.8 1.5
0.113
锈
1
1.8
0.092
钢
1.2 2.2
0.181
1.5 2.6
0.23
2
3.4
0.141
2.5 4.5
0.138
3
5.2
0.179
0.4 0.8
0.6 1.1
0.151
0.8 1.5
0.113
1 1.8
0.15
冷
1.2 2.1
0.181
板
1.5 2.5
SW三维设计,内R必须要0.1,K因子才准确,锐角情况下采用K因子,其他直 角采用折弯扣除,直角和锐角都有情况用K因子!
本表系数是外径相加 减去系数值
SW折弯系数表内R0.1
粗牙螺纹底孔孔径
压铆螺母底孔
材料
厚度 系数 (sw)K因子 备注 螺纹大小 底孔孔径
螺纹大小
底孔孔径
0.5 0.9
0.6 1.1
本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!
的
问 回答
回答 回答
回答
回答 回答
φ5 φ6.8 φ8.5 φ10.2 φ12 φ14 φ15.4
拉铆螺母底孔
M2.5 M3 M4 M5 M6 M8
φ4.2 φ4.2 φ5.4 φ6.4 φ8.8 φ10.5
压铆螺母柱底孔
M4
φ6
M5
φ7
M6
φ9
材料 铝 铁 铁
A3钢 不锈钢
铜
比重 2.8 7.8 7.8 7.85 7.93 8.9
数控翻边模具底孔
M2.5 M3 M4 M5
比重表 材料
φ4.2 φ5.4 φ6 φ7
比重
M3
φ1.5
M4
φ2.0
M5
φ2.5
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61; 中心层展开,SW中K是0.5;
锐角展开计算情况说明如下 1.A,B尺寸内R设置0.1,单刀标到外R的圆弧 中心,多道相邻之间距离标到R外端,见下 图; 2.0.9是经验值,不*0.9或许会小; 3.系数是对应不同板后的系数; 4.计算和SW中K因子或许有点差别,总体展开 在0.7以内,问题不大,不影响加工! 5.在实际当中如果把握不准,可以通过内径 相加加系数两种方法进行比较,总展开尺寸 控制在0.5以内展开基本不影响生产了;
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1 1.7
铝
1.2 1.9
板
1.5 2.2
2 2.7
2.5 3.8
3 4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M3.3 φ4.2