高线生产工艺流程共25页
关于轧钢高线工艺操作规程

轧钢高线车间工艺操作规程目录1.上料工工艺规程22.一号台操作工工艺规程33.二号台操作工工艺规程54.加热工工艺规程65.三号台操作工工艺规程206.粗轧调整工工艺规程347.高线中轧调整工工艺规程378. 高线预精轧350轧机调整工工艺规程409. 高线预精轧2架轧机及精轧调整工工艺规程4210 A线双模块轧钢调整工工艺规程5911导卫工工艺规程6312装配工工艺规程6713风冷线管理工工艺规程7114集卷双芯棒操作工工艺规程7215头尾在线剪切工工艺规程7316打捆工工艺规程7417.盘卷称重工工艺规程7518标牌打印工工艺规程7519挂牌工工艺规程7620卸卷操作工工艺规程7721成品管理与码垛工工艺规程7722轧辊车工工艺规程7823铣工工艺规程8124样板工工艺规程8325辊环磨工工艺规程84工艺操作规程1.上料工工艺规程1.1岗位名称:上料工1.2岗位职责:负责配合质量站检查验收入厂钢坯,并据质保书将钢坯堆放在批定垛位。
对库存进行管理,对钢坯进行组坯入炉跑号,对不合格钢坯进行剔除。
1.3岗位工艺流程:1.框图2.工艺概述:炼钢厂连铸车间运送过来的钢坯,有冷坯和热坯经检查合格后,需要轧制的直接放在步进式上料台架上,经上料机构逐根向前移动移至挡钢钩,挡钢钩落下时单支落到钢槽。
再由拨钢机逐根转入进炉辊道向前运行,辊道间有测长辊,用于钢坯测量。
入炉辊道两侧有剔废装置如有弯曲、超差、超长、超短、脱方等不合格钢坯,经剔废装置剔出到剔废平台上,多根再一起吊走。
合格钢坯逐步在入炉辊道上运行至步进炉内的悬臂辊上,经液压推钢机推入步进炉的静梁上。
1.4工艺要求1.根据生产指令和YB/T2011-2004标准,根据质保书认真核对到达钢坯的车号、支数,对外观质量进行检查,遇有疑问不清之处,立即找有关人员联系解决并作好记录。
2.依据交接班记录和质保书,认真核对坯料的规格钢种、钢号、垛位层数、数量和顺序,并收好质量站制作,按炉送钢卡要逐项填写,字迹清楚,不得漏项,并于使用前10分钟发送到1#台输入生产管理系统终端、轧钢厂后部岗位,遇换号时,必须明确将所换新号第一支及时通知冷床工,不得混号。
轧钢高线车间工艺操作规程
轧钢高线车间工艺操作规程目录1.上料工工艺规程22.一号台操作工工艺规程43.二号台操作工工艺规程54.加热工工艺规程65.三号台操作工工艺规程196.粗轧调整工工艺规程337.高线中轧调整工工艺规程368. 高线预精轧350轧机调整工工艺规程389. 高线预精轧2架轧机与精轧调整工工艺规程4010 A线双模块轧钢调整工工艺规程5511导卫工工艺规程6012装配工工艺规程6313风冷线管理工工艺规程6714集卷双芯棒操作工工艺规程6815头尾在线剪切工工艺规程6916打捆工工艺规程7017.盘卷称重工工艺规程7118标牌打印工工艺规程7119挂牌工工艺规程7220卸卷操作工工艺规程7321成品管理与码垛工工艺规程7322轧辊车工工艺规程7423铣工工艺规程7724样板工工艺规程7925辊环磨工工艺规程80工艺操作规程1.上料工工艺规程1.1岗位名称:上料工1.2岗位职责:负责配合质量站检查验收入厂钢坯,并据质保书将钢坯堆放在批定垛位。
对库存进行管理,对钢坯进行组坯入炉跑号,对不合格钢坯进行剔除。
1.3岗位工艺流程:1.框图2.工艺概述:炼钢厂连铸车间运送过来的钢坯,有冷坯和热坯经检查合格后,需要轧制的直接放在步进式上料台架上,经上料机构逐根向前移动移至挡钢钩,挡钢钩落下时单支落到钢槽。
再由拨钢机逐根转入进炉辊道向前运行,辊道间有测长辊,用于钢坯测量。
入炉辊道两侧有剔废装置如有弯曲、超差、超长、超短、脱方等不合格钢坯,经剔废装置剔出到剔废平台上,多根再一起吊走。
合格钢坯逐步在入炉辊道上运行至步进炉内的悬臂辊上,经液压推钢机推入步进炉的静梁上。
1.根据生产指令和YB/T2011-2004标准,根据质保书认真核对到达钢坯的车号、支数,对外观质量进行检查,遇有疑问不清之处,立即找有关人员联系解决并作好记录。
2.依据交接班记录和质保书,认真核对坯料的规格钢种、钢号、垛位层数、数量和顺序,并收好质量站制作,按炉送钢卡要逐项填写,字迹清楚,不得漏项,并于使用前10分钟发送到1#台输入生产管理系统终端、轧钢厂后部岗位,遇换号时,必须明确将所换新号第一支与时通知冷床工,不得混号。
高线生产简介

高速线材生产设备
二、轧机
高线厂15#~28#均为旋臂式轧机,15#~18#轧机布置 形式为平立交替式,传动方式为单独传动。19#~28#布置形 式为顶角45度,传动方式为集体传动。各架次轧机规格如下:
架次 规格 15#~18# φ285 19#~23# φ228 24#~28# φ170
(3)加热质量好。完全消除了粘钢、翻炉的限制,很大程度上消除了 钢坯黑印,坯料下表面也不会造成划伤
(4)能耗低。由于采用蓄热式,废气排放时经过蓄热式,蓄热体将高 温废气的热量留下给换向后的空气和煤气预热,大大降低了能耗损失。
高速线材生产设备
一、加热炉
高速线材生产设备
二、轧机
高线厂1#~14#均为短应线轧机,轧机布置形式为平立 交替式。短应力线轧机和闭口式轧机相比具有投资少,刚度 大、更换方便的特点。各架次轧机规格如下:
(1)尽量实现钢坯热送。
(2)避免强制加热,加热能力不足时可适当待温。
(3)轧制节奏允许时加大步距,减少钢坯在炉内停 留时间。
高速线材生产工艺
二、加热
4、钢坯除鳞 国内线材生产线钢坯高 压水除鳞是近几年才投入使 用的,因为以前国内线材产 品大多为建筑用材,对表面 质量要求不严格,而且线材 粗轧都有几架箱型孔,有较 好的去除氧化铁皮的效果。 随着线材产品的不断升级, 对线材产品表面质量的要求 不断提高,国内新投产的生 产线都配备了高压水除鳞设 备。
高速线材生产工艺
二、加热
1、原料
线材的原料为小方坯,一般为150*150或 160*160的连铸小方坯,单支重量一般在2~2.5吨。 由于一部分冷墩钢和硬线拉丝用线材需要有较高的 致密度,所以有些钢厂也开始采用初轧坯来做高线 的原料。
高线工艺及设备选用
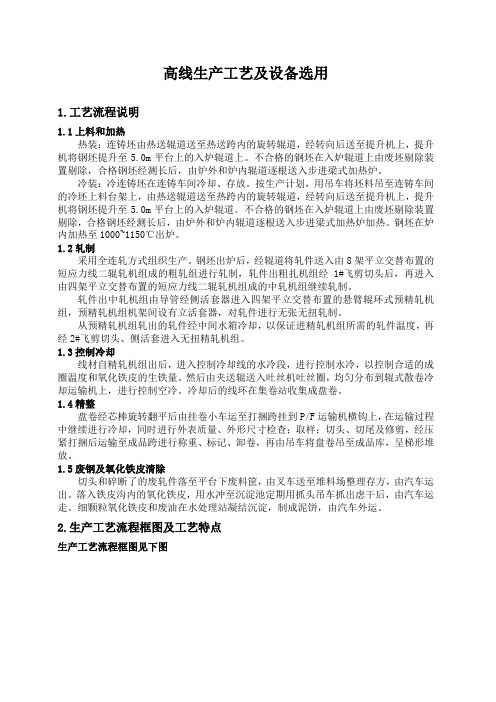
高线生产工艺及设备选用1.工艺流程说明1.1上料和加热热装:连铸坯由热送辊道送至热送跨内的旋转辊道,经转向后送至提升机上,提升机将钢坯提升至5.0m平台上的入炉辊道上。
不合格的钢坯在入炉辊道上由废坯剔除装置剔除,合格钢坯经测长后,由炉外和炉内辊道逐根送入步进梁式加热炉。
冷装:冷连铸坯在连铸车间冷却、存放。
按生产计划,用吊车将坯料吊至连铸车间的冷坯上料台架上,由热送辊道送至热跨内的旋转辊道,经转向后送至提升机上,提升机将钢坯提升至5.0m平台上的入炉辊道。
不合格的钢坯在入炉辊道上由废坯剔除装置剔除,合格钢坯经测长后,由炉外和炉内辊道逐根送入步进梁式加热炉加热。
钢坯在炉内加热至1000~1150℃出炉。
1.2轧制采用全连轧方式组织生产。
钢坯出炉后,经辊道将轧件送入由8架平立交替布置的短应力线二辊轧机组成的粗轧组进行轧制,轧件出粗扎机组经1#飞剪切头后,再进入由四架平立交替布置的短应力线二辊轧机组成的中轧机组继续轧制。
轧件出中轧机组由导管经侧活套器进入四架平立交替布置的悬臂辊环式预精轧机组,预精轧机组机架间设有立活套器,对轧件进行无张无扭轧制。
从预精轧机组轧出的轧件经中间水箱冷却,以保证进精轧机组所需的轧件温度,再经2#飞剪切头、侧活套进入无扭精轧机组。
1.3控制冷却线材自精轧机组出后,进入控制冷却线的水冷段,进行控制水冷,以控制合适的成圈温度和氧化铁皮的生铁量。
然后由夹送辊送入吐丝机吐丝圈,均匀分布到辊式散卷冷却运输机上,进行控制空冷。
冷却后的线环在集卷站收集成盘卷。
1.4精整盘卷经芯棒旋转翻平后由挂卷小车运至打捆跨挂到P/F运输机横钩上,在运输过程中继续进行冷却,同时进行外表质量、外形尺寸检查;取样;切头、切尾及修剪,经压紧打捆后运输至成品跨进行称重、标记、卸卷,再由吊车将盘卷吊至成品库,呈梯形堆放。
1.5废钢及氧化铁皮清除切头和碎断了的废轧件落至平台下废料筐,由叉车送至堆料场整理存方,由汽车运出。
高速线材生产工艺技术教材课件

详细描述
04
高速线材生产质量控制
Chapter
03
生产环境控制
保持生产环境的清洁、卫生,防止灰尘、杂物等对产品质量的影响。
01
工艺参数控制
严格控制各项工艺参数,如温度、压力、时间等,确保生产过程的稳定性和产品质量的一致性。
02
设备维护与保养
定期对生产设备进行维护和保养,确保设备正常运行,延长设备使用寿命。
详细描述
连铸连轧设备将连续铸造和轧制工艺相结合,实现了从熔炼到成品的连续生产。这种设备具有高生产效率、低能耗、高成品质量等优点,是现代高速线材生产的重要发展方向。
总结词
热处理设备用于对高速线材进行加热、冷却等处理,以改善其机械性能和表面质量。
热处理设备通常包括加热炉、冷却装置、热处理介质等。通过合理的热处理工艺,可以改变高速线材的内部组织结构,提高其强度、韧性、耐腐蚀性等性能,以满足不同领域的需求。
循环经济
节能减排技术
感谢观看
THANKS
热处理技术是高速线材生产中的重要环节,通过合理的热处理工艺,可以调整线材的显微组织和机械性能,提高线材的综合性能。
总结词
热处理技术包括淬火、回火、退火等工艺,通过控制加热、保温和冷却等参数,实现对线材显微组织和机械性能的精确调控。合理的热处理工艺可以提高线材的强度、韧性、耐腐蚀性等性能,满足不同领域的需求。
高速线材生产发展趋势与展望
Chapter
采用先进的连铸工艺,提高钢水收得率和连铸坯质量,降低能耗和生产成本。
高效连铸技术
轧制新工艺
合金化技术
研究开发新的轧制工艺,如高速轧制、低温轧制等,提高线材产品的尺寸精度和表面质量。
通过添加合金元素,改善线材产品的机械性能和耐腐蚀性能,满足不同领域的需求。
高线工艺技术操作规程
目录1、产品名称及执行标准 (2)2、高线车间生产工艺流程 (2)3、原料工序 (3)4、加热工序 (6)5、轧制工序 (14)6、精整工序 (36)1.产品名称及执行标准1.1产品规格Φ6.5、Φ8、Φ9、Φ10和Φ12㎜热轧盘圆,盘卷标准重量1800~2050Kg1.2钢种生产钢种为低碳素钢、低合金钢1.3执行标准《低碳钢热轧圆盘条》GB/T701-19971.4产量车间年产40万吨2.高线车间生产工艺流程:钢坯--夹坯钳上料--送料辊道运送(废坯挑出)--推钢机推钢--推钢炉加热—出钢机出钢—拉料辊夹送—粗轧机组轧制—粗轧机后辊道运送—中轧机组轧制—切头剪切头—立活套—飞剪切头、碎断—预精轧机组轧制—立活套—精轧机组轧制—水冷段控制冷却—分钢器分钢—夹送辊夹送—吐丝机布线圈—散卷运输控制风冷—集卷—链条输送—15T立式压紧机压紧—链条输送—四杆集卷—行车C形钩吊运—卧式打包机打包—标签—卸卷—入库3.原料工序3.1连铸坯验收标准3.1.1连铸坯横截面为方形,边长及允许偏差为150±5㎜,对角线之差不得大于7㎜。
3.1.2连铸坯规格为150mm³150mm,长度为5500~6000㎜。
3.1.3连铸坯表面不得有肉眼可见的裂纹、重接、翻皮、结疤、夹杂、深度或高度大于3㎜的划痕,压痕,擦伤、气孔、皱纹、冷溅、夹子、凸块、凹坑,连铸坯端面不得有缩孔,皮下气泡。
3.1.4连铸坯的弯曲度不影响入炉,连铸坯端部的切割变形应不影响咬入。
3.1.5连铸坯的化学成分应符合现行国家标准或内控标准规定。
3.1.6连铸坯的其它技术要求执行YB2011-83《连铸方坯和矩形坯》现行标准。
3.2连铸坯长度5500~6000㎜3.2.1操作人员提前15分钟到岗,了解上班的投料,卸车情况,检查吊具是否完好,为确认安全后方可使用。
3.2.2钢坯到原料场后,应先检查《按炉送钢卡片》与钢坯的炉号,钢号(涂色标识),支数是否相符,钢坯的表面质量,弯曲度,定尺长度等质量要求,按连铸坯验收技术标准检查验收,验收合格后,方可卸车。
高速线材生产工艺

第八章线材质量检验第一节生产工艺及设备简介一、概述线材一般是指直径为5~13mm热轧圆钢或相当该断面的异型钢,因以盘卷状态交货,统称为线材或盘条,由于制造标准件的需要,许多冷拉坯料直接使用盘条,盘条比直条拉拔头少,连续性强,拉拔效率高,国外线材规格已扩大到Φ50mm。
常见线材多为圆断面,异型断面线材有椭圆形、方形及螺纹形等,但生产数量很少。
线材的钢种非常广泛,因为钢种繁多在线材生产中通常将线材分成以下四大类:1、软线,系指普通低碳钢热轧圆盘条,现用的牌号主要是碳素结构钢标准中所规定的Q235系列和优质碳素结构钢中所规定的10、15、20 号钢等。
2、硬线,系指优质碳素结构钢类的盘条,如制绳钢丝用盘条,针织布钢丝用盘条,轮胎钢丝、琴钢丝等专用盘条,硬线一般碳含量偏高,泛指45号以上的优质碳素结构钢40Mn~70Mn、T10 等。
3、焊线,系指焊条用盘条,包括碳素焊条钢和合金焊条钢的盘条;4、合金钢线材,系指各种合金钢和合金含量高的专用钢盘条。
如轴承钢盘条、合金结构钢、不锈钢、合金工具钢盘条等。
低合金钢线材一般划归为硬线,如有特殊性能也可划入合金钢类。
线材按用途分为两类,一类是直接使用的,多用作建筑钢筋;一类是深加工后使用的,用来拉丝成为金属制品或冷镦制成螺钉、螺母等。
二、高速线材生产工艺北京首钢股份有限公司高速线材厂,于2001年7月,由原首钢第二线材厂和第三线材厂合并成立。
高速线材厂现有6条生产线,生产工装设备,是1986年由比利时引进的,具有八十年代工艺技术水平的摩根三代高速线材生产线。
一区域(原第二线材厂)、二区域(原第三线材厂)分别于1987年2月和1993年2月建成投产。
多年来,生产水平不断提高,生产能力已由原设计的年产135万吨,发展到2007年的239万吨。
1、高速线材轧机的高速轧制高速线材轧机的工艺特点可以概括为:连续、高速、无扭和控冷,其中线材高速轧制是主要工艺特点。
大盘重、高精度、性能优良则是高速线材轧机的产品特点。
高线厂工艺流程图

3#飞剪
一线预精轧前卡断剪
4#飞剪
二线预精轧前卡断剪
5#飞剪
6#飞剪 一线夹送辊 二线夹送辊 一线双臂芯轴 二线双臂芯轴
热检 热检
行车吊运入库
一线预精轧机组
二线预精轧机组 测温仪
一线吐丝机 测温仪
二线吐丝机
一线集卷筒
二线集卷筒
二线卸卷小车 循泵房
行车吊运入库 电器室
空压房
测温仪 出炉辊道 K28轧机 K20轧机 K19轧机
稀油站 主要设备 非主要设备 检测元件
高线厂工艺流程图
推钢机
加热炉
K25轧机 K22轧机 K16轧机
K26轧机 K21轧机 K17轧机
热检
顶钢机 K27轧机 1#、2#飞剪 K18轧机
一线1#侧活套
二线1#侧活套
一线精轧前水平 热检二线精轧 Nhomakorabea水平 一线恢复段 二线恢复段
一线运卷小车 二线运卷小车 一线卸卷小车
一线散冷线 二线散冷线
机加工
合格钢坯行车吊运 粗轧卡断剪 K24轧机
主
产
一线精轧机组
线
二线精轧机组
一线打捆机 二线打捆机
称重入炉辊道 脱头辊道 K23轧机 K15轧机
高线厂工
一线转弯导槽 二线转弯导槽
热检 热检
一线精轧前卡断剪
二线精轧前卡断剪 一线水冷线 二线水冷线
一线PF线运输 二线PF线运输 一线称重装置
辅
产
线
液压站
二线称重装置