60Si2Mn汽车板簧热处理工艺设计
60Si2MnA钢汽车板簧热处理工艺设计

60Si2MnA汽车板簧钢热处理工艺设计江晨辉(中国矿业大学材料科学与工程学院,材料科学12-2班14125079)摘要:在传统60Si2Mn钢成分的基础上,通过添加适量元素进行优化;采用木炭包埋的方法在1035℃保温30min板簧组织无明显恶化的情况下进行860℃余热淬火;随后进行400℃×1.5h回火,再强力喷丸并采取低温时效处理。
通过以上热处理工艺,达到减少60Si2MnA钢在加热和保温过程中的脱碳倾向,提高板簧的表面硬度、屈服强度和疲劳强度等性能的作用,同时降低成本和能耗。
关键词:60Si2MnA汽车板簧钢;脱碳;余热淬火;回火;强力喷丸;低温时效0前言随着汽车工业的快速发展,对汽车钢板弹簧钢的需求量不断增加,对其性能与质量的要求也越来越高。
中型或重型汽车的钢板弹簧,承受很大的交变应力和冲击载荷的作用。
因此板簧除了具有高的弹性极限,为了防止疲劳和断裂,还应具有高的屈服强度和疲劳强度。
碳素弹簧钢因淬透性较低,只能用于截面12~15mm以下的小弹簧,而合金钢淬透性较高[1]。
60Si2MnA作为合金弹簧钢中代表性钢号,价格低廉,是我国应用最为普遍的硅锰系合金弹簧材料,广泛用于制造汽车、拖拉机和铁路车辆上的螺旋弹簧、板弹簧及其他高应力下工作的重要弹簧[2]。
弹簧钢的力学性能主要取决于热处理工艺[3]。
本文在对传统材料60Si2Mn 成分优化的基础上,再开展60Si2MnA的表面固碳、喷丸、淬火和回火等热处理工艺的有关探究和优化,探索制造高性能板簧的高效、节能新工艺。
1材料与实验方案1.1材料60Si2MnA是常用的汽车等截面钢板弹簧材料之一,屈服强度及疲劳强度高,淬透性较好,价格低廉,且与其相关的研究较为成熟。
为了进一步提高其作为板簧的性能,通过向材料内添加V、Cr、B元素对其成分进行调整,其中V、Cr 在钢中可形成稳定的碳化物,细小弥散的碳化物可有效阻碍晶界移动,对晶粒长大起到限制作用。
60Si2Mn弹簧热处理新工艺探讨
《热加工工艺》2008年第37卷第18期
81
万方数据
60Si2Mn弹簧热处理新工艺探讨
作者: 作者单位: 刊名:
英文刊名: 年,卷(期):
缪华, MIAO Hua 湖南工程学院机械工程系,湖南,湘潭,411101
热加工工艺 HOT WORKING TECHNOLOGY 2008,37(18)
参考文献(9条) 1.李春信;刘成华 高温奥氏体化对60Si2MnA钢马氏体形态和性能的影响 1985(04) 2.雷廷权;傅家琪 金属热处理工艺方法500种 1987 3.HaradaY;MoriK Effectofprocessing temperatureonwarm shot peering of spring steel 2005(06) 4.崔忠圻;刘北兴 金属学与热处理原理 2002 5.徐祖耀 马氏体相变与马氏体 1981 6.马伯龙 60Si2Mn弹簧钢的强韧化 1984(07) 7.《金属机械性能》编写组 金属机械性能 1982 8.陈国民 残留碳化物与钢的强韧性 1979(05) 9.吉林工业大学金相热处理专业 从马氏体形态学的观点探讨发挥钢件潜力的途径 1987(04)
控制,对现在发展较好的微机技术来说,这是比较 于降低。
(下转第81页)
《热加工工艺》2008年第37卷第18期
73
万方数据
下半月出版
Material&Heat Treatment','“材料热处理技术
度增大则在珠光体转变温度区域停留时间减短。 也出现了部分残余奥氏体没能完全转变为珠光 体.而是保留到马氏体转变温度区域部分发生了 马氏体转变.冷却速度增大到10℃/s,由于冷却 速度太快,冷却过程中快速通过了珠光体转变区 域,在接下来的马氏体转变区域发生了马氏体相 变,组织为大量马氏体和托氏体网。这种淬火马氏 体的存在将会严重影响轴承钢的性能,在实际生 产中应该严格避免这种组织的出现。
60si2mn弹簧钢热处理工艺

弹簧钢热处理工艺
一、预备热处理
预备热处理是弹簧钢热处理工艺的重要环节,主要包括退火和正火处理。
退火处理的目的是消除钢锭中的内应力,提高钢的塑性和韧性,为后续的成型处理提供良好的材料基础。
正火处理则可以提高钢的硬度和强度,细化钢的组织结构,进一步优化弹簧的性能。
二、弹簧成型处理
弹簧成型处理是将预处理后的钢坯通过各种成型工艺加工成弹簧的形状。
在此过程中,需要控制弹簧的尺寸、形状和精度,确保弹簧的稳定性和可靠性。
常用的成型工艺包括卷制、弯曲、扭转等,成型后需要进行去应力退火处理,以消除成型过程中产生的内应力。
三、表面处理
表面处理是对成型的弹簧进行表面处理,以提高弹簧的耐磨性、耐腐蚀性和抗疲劳性能。
常用的表面处理方法包括喷丸强化、渗碳淬火、渗氮等。
喷丸强化是通过高速弹丸打击弹簧表面,使表面产生硬化的表面层,提高弹簧的抗疲劳性能。
渗碳淬火是将弹簧表面渗入碳元素,并进行淬火处理,以提高表面的硬度和耐磨性。
渗氮是将氮元素渗入弹簧表面,形成一层硬化的表面层,提高弹簧的耐腐蚀性和耐磨性。
四、稳定化处理
稳定化处理是指在弹簧的热处理过程中,采取一定的措施消除弹簧在使用过程中由于应力松弛而引起的形状变化。
常用的稳定化处理方法包括加热处理和老化处理。
加热处理是通过将弹簧加热到一定的温度并保持一定时间,使弹簧内部的结构更加稳定,减少应力松弛的可能性。
老化处理是在弹簧使用一段时间后,对其进行重新加热并进行短时间的保温,使弹簧内部的应力得到进一步松弛和稳定。
60Si2Mn汽车板簧热处理工艺设计

60Si2Mn汽车板簧热处理工艺设计1序论1.1 热处理工艺课程设计的意义热处理工艺课程设计是高等工业学校金属材料工程专业一次专业课设计练习,是热处理原理与工艺课程的最后一个教学环节。
其目的是:1. 培养学生综合运用所学的热处理课程的知识去解决工程问题的能力,并使其所学知识得到巩固和发展。
2. 学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。
3. 进行热处理设计的基本技能训练,如计算、工艺图绘制和学习使用设计资料、手册、标准和规范。
1.2 热处理课程设计的任务进行零件的加工路线中有关热处理工序和热处理辅助工序的设计。
根据零件的技术要求,选定能实现技术要求的热处理方法,制定工艺参数,画出热处理工艺曲线图,选择热处理设备,设计或选定装夹具,作出热处理工艺卡。
写出设计说明书。
①汽车热处理工艺设计。
②制定热处理工序的工艺参数③分析各热处理工序中材料的组织和性能。
④选择热处理设备。
⑤选择与设计热处理工艺所需的挂具、装具或夹具。
⑥填写热处理工艺卡片。
2 汽车板簧的工作要求、技术要求及选材2.1工作要求和技术要求汽车钢板弹簧式一种弹性元件,其作用式承受车厢以及载物(静载物)的作用,可传递垂直载荷,缓和及抑制不平路面所引起的冲击,限制车身和车轮的振动。
作为弹性元件它既有缓冲、减振、贮能的功能,又负担传递力和导向的作用,在工作过程中,钢板弹簧承受高因道路不平所引起的冲击载荷,并由此或单向循环弯曲应力和振动的作用,同时也要受到泥水和泥沙等侵蚀。
由此其结构简单、使用可靠、维修方便、因而被一般载重汽车广泛使用。
汽车钢板弹簧采用合金钢制造,硬度在380~460HBW,板簧达到最大的强度特性,即高的弹性极限,经过抛丸后处于表面压应力状态,然后进入初步机加工阶段。
有资料介绍重型汽车的“概率-应力曲线”表明,钢板弹簧的所受应力在882~980Pa。
汽车钢板弹簧的主要失效形式有腐蚀疲劳断裂、应力腐蚀断裂、脆性断裂、磨损和应力松弛以及永久性塑性变形等,其危害有停车待修、钢板弹簧损耗量大、降低行车舒适性等,因此应认真对待,减少出现失效的概率,在弹簧制造和热处理等各个环节确保产品质量合格。
弹簧钢60si2mn的最终热处理工艺

弹簧钢60si2mn的最终热处理工艺
弹簧钢60Si2MN是一种蒙乃尔体系的钢,由于其具有良好的弹性和耐疲劳性,可用于制造各种弹簧、波纹管等零件。
对60Si2MN弹簧钢的最终热处理工艺应以提高其弹性和耐疲劳性和减少残余温度应力为目标,采用可能比较正确的热处理工艺,可降低因残留应力而引起的脆损失。
60Si2MN弹簧钢的最终热处理工艺一般采用回火加淬火处理,即先将材料淬火至450 - 460 ℃,然后回火至220 ℃或210 ℃,持温时间依具体情况具体考虑,通常可在1H的回火时间内完成回火处理。
然后冷却到大气温度,经撤火、回火及冷却后,该钢可达到优异的精度、强度及耐疲劳性能。
此外,为了提高60Si2MN弹簧钢的弹性和耐疲劳性能,也可以在最终热处理工艺中加入正火、空化或正火后深冷等处理工艺,以使温度均匀分布,确保具有较好的可靠性。
总的来说,60Si2MN弹簧钢的最终热处理工艺一般采用淬火、回火、回火后冷却,和可能加入的正火、空化来进行,通过此热处理工艺,可以提高其耐疲劳性能、强度和降低残余温度应力,为应用特定环境所需的高可靠性提供保证。
金属材料与热处理技术课程设计 60Si2Mn弹簧钢的热处理工艺
材料专业课程设计论文题目:60Si2Mn弹簧钢的热处理工艺学院:陕西航空职业技术学院专业:金属材料与热处理技术班级:0975130姓名:张常波日期:2012.06。
16指导老师:薛书微目录1 选材任务书 (1)1.1 给定条件 (1)1.2 技术要求: (1)2 选材论证 (1)2.1 弹簧钢定义: (1)2.2 弹簧钢分类 (2)2.3 截面硬度分布曲线 (8)3 热处理理工艺卡片 (8)4 设计说明书 (9)4.1 工艺流程 (9)4.2 原材料检验 (10)4.3 预备热处理 (14)4.4 淬火加中温回火 (16)4.5 去应力退火 (19)4.6 交验 (21)4.7 工装图 (22)5 技术文件 (23)5.1 真空炉设备的简介及操作规程 (23)5.2 工艺守则 (25)5.3 金相组织检验规程 (28)5.4 常用炉型的选择 (31)1选材任务书1.1给定条件零件名称:弹簧材料:60Si2Mn净重:1.85Kg批量:大批量零件简图:1.2技术要求:热处理态及硬度: HRC42-45变形要求:≤1%组织:马氏体+回火托氏体其它:能承受极限载荷10000N,单圈刚度》=1500N/mm,工作极限载荷下的单圈变形量《=6mm,许用应力740MPa。
2选材论证2.1弹簧钢定义:弹簧钢是指由于在淬火和回火状态下的弹性,而专门用于制造弹簧和弹性元件的钢。
钢的弹性取决于其弹性变形的能力,即在规定的范围之内,弹性变形的能力使其承受一定的载荷,在载荷去除之后不出现永久变形。
弹簧钢应具有优良的综合性能,如力学性能(特别是弹性极限、弹性极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。
为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、精确的外形和尺寸。
根据GB/T 13304《钢分类》标准,按照基本性能及使用特性一,弹簧钢属于机械结构用钢;按照质量等级,属于特殊质量钢,即在生产过程中需要特别严格控制质量和性能的钢。
60Si2Mn钢汽车板簧热处理工艺优化研究_王桂棠
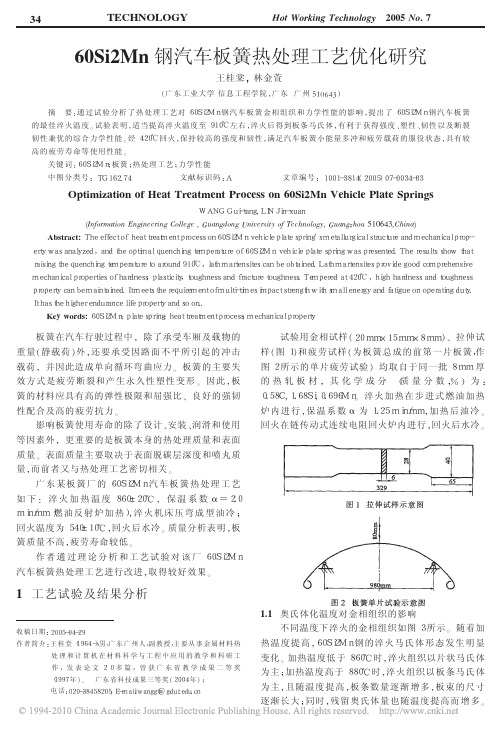
从板簧的受力状态来看! 其奥氏体化温度取
910)左右为宜 % %&,
奥氏体化温度对疲劳寿命的影响 疲劳试样经淬火成型 ’ 回火和喷丸处理后 !进行图
2 所示的单片疲劳试验 !结果 &3 个试样的平均值 $列于
表 2 % 试样断裂位置都处于应力集中很大的冲包 &为使 夹箍连接时每片板簧相叠后中心处不会产生相对运动 而在每片板簧中心冲压出一个包 $ 上 % 断口分析表明 ! 所有断口都是疲劳断口 % 其中 910* 淬火的试样其疲 劳扩展区最大 !870+ 淬火的最小 % 断口分析还表明 !
(1997 年 (%
广东省科技成果三等奖 "2004 年 ( ;
电话 :020-38458205; E-mail:wanggt@gdut.edu.cn
!热加工工艺 "
!""# 年第 $ 期
工艺技术
,#
图 3 60Si2Zn 钢经不同温度淬火后的金相组织 (4%硝酸酒精腐蚀 ) !500
低于 900! 时 ! 残留奥氏体呈现块状 ! 分布在板条马氏 体之间 ! 待温度达到 920" 时 ! 已明显地形成条状残留 奥氏体并沿着板条马氏体分布 "
!# /!" 0.89 0.90
表,
500 460 420
回火温度对拉伸性能的影响
!" /MPa 1299 1500 1635 !s /MPa 1167 1339 1480 !# /!" 0.891 0.891 0.905 #(%) 20.8 30.6 13.9
910 870
460 520
1500 1310
/ 工艺试验及结果分析
收稿日期 "2005-04-29 作者简介 " 王 桂 堂 (1964 -), 男 , 广 东 广 州 人 , 副 教 授 , 主 要 从 事 金 属 材 料 热 处理和计算机在材料科学与工程中应用的教学和科研工 作, 发表论文 2 0 多篇, 曾获广东省教学成果二等奖
60si2mn 热处理工艺

60si2mn 热处理工艺热处理工艺是一种通过对金属材料进行高温处理和冷却处理,以改变其结构和性能的方法。
60Si2Mn是一种常用的高碳弹簧钢材料,下面将介绍一种适合60Si2Mn的热处理工艺流程。
1. 材料准备首先,准备好60Si2Mn钢材料,并确保其质量符合要求。
需要检查材料表面是否有油污、氧化等问题,以确保热处理的效果。
2. 预热处理将60Si2Mn钢材料放入预热炉中进行预热处理。
预热温度一般为700℃-800℃,保持一段时间以使材料内部温度均匀。
预热处理有助于提高工件的变形能力和热处理效果。
3. 固溶处理将预热处理后的60Si2Mn钢材料放入固溶炉中进行固溶处理。
固溶温度一般为950℃-1050℃,保持一定时间以使材料中的合金元素溶解均匀。
4. 水淬冷却将固溶处理后的60Si2Mn钢材料迅速放入水中进行淬火冷却。
水淬冷却能够快速冷却材料并增强其硬度和强度。
5. 回火处理对淬火后的60Si2Mn钢材料进行回火处理,以降低材料的脆性和应力,并提高其韧性和耐热性。
回火温度一般为250℃-400℃,保持一定时间。
6. 调质处理根据需要,可以对回火处理后的60Si2Mn钢材料进行调质处理。
调质处理可以进一步提高材料的硬度和强度,适用于一些需要高强度的应用。
7. 成品整理热处理完成后,对60Si2Mn钢材料进行成品整理。
包括去除表面的氧化物、油污等,以及对尺寸、外观进行检查,确保质量符合要求。
总结:60Si2Mn热处理工艺流程包括材料准备、预热处理、固溶处理、水淬冷却、回火处理、调质处理和成品整理。
这个工艺流程可以提高60Si2Mn钢材料的硬度、强度、韧性和耐热性,使其在使用过程中具有较好的性能和可靠性。
在实际应用中,还需要根据具体要求进行工艺参数的调整和优化,以满足不同场合的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1序论1.1 热处理工艺课程设计的意义热处理工艺课程设计是高等工业学校金属材料工程专业一次专业课设计练习,是热处理原理与工艺课程的最后一个教学环节。
其目的是:1. 培养学生综合运用所学的热处理课程的知识去解决工程问题的能力,并使其所学知识得到巩固和发展。
2. 学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。
3. 进行热处理设计的基本技能训练,如计算、工艺图绘制和学习使用设计资料、手册、标准和规范。
1.2 热处理课程设计的任务进行零件的加工路线中有关热处理工序和热处理辅助工序的设计。
根据零件的技术要求,选定能实现技术要求的热处理方法,制定工艺参数,画出热处理工艺曲线图,选择热处理设备,设计或选定装夹具,作出热处理工艺卡。
写出设计说明书。
①汽车热处理工艺设计。
②制定热处理工序的工艺参数③分析各热处理工序中材料的组织和性能。
④选择热处理设备。
⑤选择与设计热处理工艺所需的挂具、装具或夹具。
⑥填写热处理工艺卡片。
2 汽车板簧的工作要求、技术要求及选材2.1工作要求和技术要求汽车钢板弹簧式一种弹性元件,其作用式承受车厢以及载物(静载物)的作用,可传递垂直载荷,缓和及抑制不平路面所引起的冲击,限制车身和车轮的振动。
作为弹性元件它既有缓冲、减振、贮能的功能,又负担传递力和导向的作用,在工作过程中,钢板弹簧承受高因道路不平所引起的冲击载荷,并由此或单向循环弯曲应力和振动的作用,同时也要受到泥水和泥沙等侵蚀。
由此其结构简单、使用可靠、维修方便、因而被一般载重汽车广泛使用。
汽车钢板弹簧采用合金钢制造,硬度在380~460HBW,板簧达到最大的强度特性,即高的弹性极限,经过抛丸后处于表面压应力状态,然后进入初步机加工阶段。
有资料介绍重型汽车的“概率-应力曲线”表明,钢板弹簧的所受应力在882~980Pa。
汽车钢板弹簧的主要失效形式有腐蚀疲劳断裂、应力腐蚀断裂、脆性断裂、磨损和应力松弛以及永久性塑性变形等,其危害有停车待修、钢板弹簧损耗量大、降低行车舒适性等,因此应认真对待,减少出现失效的概率,在弹簧制造和热处理等各个环节确保产品质量合格。
因此钢板弹簧应具有高的弹性极限、良好的淬透性、低的脱碳敏感性、较高的硬度和强度、一定的冲击韧性、良好的疲劳强度以及最大比弹性功,破断部位一般在卷耳与中间固定处。
钢板弹簧在载荷作用下变形时,各片之间有相对滑动而产生摩擦以及两端支承处的摩擦,可以促进车架振动的衰减。
但各片间的干摩擦将使车轮所受的冲击在很大程度上传给车架,降低了悬架缓和冲击的能力,并使钢板弹簧各片加速磨损。
因此各片之间涂上较稠的石墨润滑脂,也有的在钢板弹簧片之间夹入塑料垫片。
2.2选材2.2.1材料的选择汽车钢板弹簧在工作状态下药吸收大量的弹性功,又要求本身不发生永久变形,因此其具有曲强比和尽可能大的弹性比功,为了得到强度高、疲劳极限大的钢板弹簧,钢板弹簧用弹簧钢应选用含碳量0.45%~0.65%的合金钢制作,所以可选择60Si2Mn钢做汽车板簧。
2.2.2 60Si2Mn的性能60Si2Mn弹簧钢是应用广泛的硅锰弹簧钢,强度、弹性和淬透性较55Si2Mn稍高。
60Si2Mn弹簧钢适于铁道车辆、汽车拖拉机工业上制作承受较大负荷的扁形弹簧或线径在30mm以下的螺旋弹簧、也适于制作工作温度在250℃以下非腐蚀介质中的耐热弹簧以及承受交变负荷及在高应力下工作的大型重要卷制弹簧以及汽车减震系统等。
2.2.3 60Si2Mn的化学成分✍碳含量较高,以保证高的弹性极限与疲劳极限✍Si、Mn含量较高,目的是提高淬透性,强化铁素体,大大提高钢的弹性极限,屈强比可达到0.8~0.9,而且疲劳强度也得到显着提高,使其在相同的回火温度下具有较高的硬度和强度。
Si还能有效地提高钢的回火稳定性。
✍Cr可提高淬透性,可防止过热和脱碳,从而保证钢具有高的弹性极限和屈服极限。
✍ Ni可以提高淬透性与韧性。
2.2.5 60Si2Mn的临界转变温度3 60Si2Mn 汽车板簧热处理工艺设计3.1 60Si2Mn 汽车板簧加工制造流程流程: 剪切下料→机械加工→校直→卷耳→完全退火→淬火→中温回火→质量检测3.2 60Si2Mn 汽车板簧热处理工艺3.2.1 预先热处理—完全退火1.完全退火目的:细化晶粒,降低钢的硬度,改善钢的切削性能,消除内应力。
正火工艺曲线如图1所示750℃ 3~4 h 图1 时间/h2.加热温度:750℃3.冷却方式:炉冷4.退火设备:中温井式电阻炉,表3给出了中温井式电阻炉的参数表3 中温井式电阻炉的参数退火后测得钢的表面硬度(HBS )不超过222.3.2.2 最终热处理—淬火1. 淬火目的:提高板簧的强度与硬度,获得良好的力学性能。
淬火后基体组织为马氏体,基体硬度大于63HRC。
2. 淬火温度:在淬火过程中加热温度非常重要,若温度过高,奥氏体晶粒粗大,氧化脱碳严重,将会降低其强度和疲劳极限;而温度过低,则会造成组织转变的不均匀,出现未溶解的铁素体,同样会降低其强度和使用寿命。
最佳的淬火温度为865~875℃,获得的抗拉强度、冲击韧性及断裂韧性等最佳。
3.加热方式:采用到温加热的方法,是指当炉温加热到指定的温度时,再将工件装进热处理炉进行加热。
原因是加热速度快,节约时间,便于批量生产。
4. 淬火介质:60Si2Mn 合金弹簧钢的临界冷却速度较低,所以可以采用油淬,油为5#机械油,油温在20~80℃之间。
5.保温时间:60Si2Mn 汽车板簧加热保温时间与弹簧厚度有关,如表3所示。
表4 汽车板簧厚度与加热时间的关系 温度\℃炉冷6.淬火后组织:淬火后金相组织为5级马氏体7.60SiMn钢的热处理设备选择中温箱式电阻炉,表4给出了箱式电阻炉的参数。
表5 中温箱式电阻炉的参数3.2.3回火工艺—中温回火1.回火目的:提高板簧的弹性机限,并有一定的塑性和韧性。
2.回火温度:为了获得较高的弹性极限、塑性和韧性,应采用中温回火,450~540℃之间。
3.保温时间:60Si2Mn汽车板簧回火保温时间与弹簧厚度有关。
如表5所示。
表6 汽车板簧厚度与加热时间的关系4.冷却介质:回火后可采用水冷,可以防止第二类回火脆性的出现,使钢表面产生残余压应力,提高疲劳强度。
5. 回火后组织:回火后组织为回火屈氏体,此时碳化物未明显长大,具有应力分布特征,基体相仅发生回6.加热设备:选用低温井式电阻炉表7 低温井式电阻炉的参数复过程,保持马氏体针状态和一定的强化效果,使回火屈氏体有较高的弹性极限。
回火后钢的硬度为45~50HRC。
4 喷丸处理喷丸处理也称喷丸强化,是减少零件疲劳,提高寿命的有效方法之一,喷丸处理就是将高速弹丸流喷射到弹簧表面,使弹簧表层发生塑性变形,而形成一定厚度的强化层,强化层内形成较高的残余应力,由于弹簧表面压应力的存在,当弹簧承受载荷时可以抵消一部分抗应力,从而提高弹簧的疲劳强度。
汽车板簧在淬火及回火后可采用喷丸处理,进一步提高钢的疲劳强度及疲劳寿命。
5 热处理设备及温度控制方式5.1 加热设备完全退火采用中温井式电阻炉,淬火选用中温箱式电阻炉,中温回火采用低温井式电阻炉。
5.2 冷却设备油槽,基本结构可制成长方形、正方形、圆形等形状。
具有循环功能,以保证冷却介质温度不超出规定并节约资源。
为了使冷却介质不溢出槽外,在槽上部还设置溢流槽和溢流管。
5.3 辅助设备(主要有清洗、清理和校正设备等)①清洗设备的主要目的是去除工件表面的油污、残盐和其他污物。
常用的清洗设备有清洗槽和清洗机。
清洗槽用蒸汽直接加热或用蛇形管加热的水槽,将处理后的工件放入槽中煮洗。
清洗机适用于规模较大的生产。
②清理设备主要作消除工件表面的氧化皮和锈迹等污物,是工件表面清洁光亮。
常用的清理设备有酸洗槽、喷沙机和抛丸机等。
吸力式喷沙机应用最广泛。
5.4 测温仪表和温度控制方式一次仪表(热电耦,辐射高温计)自动控制装置6 设计夹具根据工艺要求,使用性能及批量和所选用的加热炉型号,在热处理过程中需要使用到一些吊具和工夹具以保证零件的热处理能够顺利进行。
装具多层吊具,规格Φ260X200mm7 热处理工艺课程设计的见解和体会通过这次对所学专业金属材料有关热处理的课程设计,使我更加的了解自己所学专业的实际应用,了解到了在生活中即使一个小零件在它投入使用之前都经历了复杂的过程。
每一个过程都要精益求精,任何小的失误都会导致材料的缺陷。
通过这次课程设计也使我将在实习中的知识更加具体的与实际相联系,使在书本学到的知识更加立体,使理论运用于实践,正如马克思所说的只有实践才是检验真理的唯一标准,只有将所学应用于实际才能学有所用,才能更好的服务于社会。
在课程设计中,我还深刻的体会到了做事要严谨认真,一丝不苟。
并发现自己在本门学科的学习中还有很多不足,有些知识掌握的并不是那么的扎实,通过课设是我更加的巩固了之前所学的有关热处理的知识。
做为一名大学生,不管是选择考研继续在高校中学习还是步入社会参加工作,这种独立思考,解决问题的能力都十分重要,并且热处理的设计在往后的工作中都占很大比例,这次算是步入工作的提前演练。
感谢老师不辞辛苦的为我们选课题,并指导我们更顺利的进行课程设计,我们会在以每一次的课程设计的经验来更好的指导以后的工作和生活。
8参考文献《热处理设备选用守则》主编冯益柏化学工业出版社《典型零件热处理技术》主编王忠诚齐宝森李杨化学工业出版社《金属材料及热处理》主编赵忠北京机械工业出版社。