tc11钛合金宝钛执行标准
室温下钛合金准静态拉伸力学性能分析

室温下钛合金准静态拉伸力学性能分析发布时间:2023-03-17T00:54:02.775Z 来源:《中国科技信息》2022年10月第20期作者:彭耿琦陆金香聂思远[导读] TC11钛合金是一种极具代表性的航空专用材料,综合性能出色。
现阶段随着航空高新技术的持续进步,彭耿琦陆金香聂思远中国航发南方工业有限公司湖南省株洲市 412002【摘要】TC11钛合金是一种极具代表性的航空专用材料,综合性能出色。
现阶段随着航空高新技术的持续进步,TC11钛合金实际应用领域不断扩充,这对TC11钛合金的性能提出了更严苛的要求。
TC11钛合金为一类极难加工的金属材料,但因TC11成型温度范围窄,极易因锻造工艺成熟度不高而达不到生产标准。
而TC11钛合金失效与其拉伸力学性能息息相关。
因此本文探讨室温下钛合金准静态拉伸力学性能,旨在为相关研究提供有效参照及借鉴。
【关键词】TC11钛合金;准静态;拉伸力学性能TC11钛合金属于典型的型热强钛合金,其综合性能良好,在温度低于500摄氏度时具备出色的热强性能(如高温强度、蠕变抗力等)和优秀的室温强度。
TC11的热加工工艺性能同样良好,此类功能最常见的就是常规工艺性及超塑性,使TC11能够用于焊接及多种强度的机加工。
1 TC11钛合金的拉伸力学功能概述现阶段TC11钛合金不断扩充其应用领域,其热处理及等温锻均已获得不俗的成绩。
TC11合金用于航空发动机主要构件如压气机盘、叶片等的锻造。
借助区热变形以及区热处理后的TC11的长期工作温度上限达至500摄氏度。
TC11钛合金在航空领域用量极大,且多用于发动机关键性构件的制造,即其失效极易灾难性的破坏事故。
而TC11钛合金失效与其力学性能分析息息相关。
就日常生产而言,力学性能分析为各类金属材料复验或构件加工的核心参数,要提升材料力学性能,则一定要准确掌握其力学性能方面的各项指标。
传统的力学性能评优指标为强度、屈服强度、延伸率、断面收缩率等,测试这些力学指标要依照相应的试验标准规范。
(完整版)钛标准大全-国标-美标-日标-德标-俄标

(完整版)钛标准大全-国标-美标-日标-德标-俄标部分国家钛工业标准钛及钛合金标准一、中国标准1、中国国家标准GB/T2524-2007 海绵钛GB/T3620-2007 钛及钛合金牌号和化学成分GB/T15073-1994 铸造钛及钛合金牌号和化学成分GB/T3621-2007 钛及钛合金板材GB/T14845-1993 板式换热器用钛板GB/T3622-1999 钛及钛合金带、箔材GB/T3623-2007 钛及钛合金丝材GB/T3624-2007 钛及钛合金管材GB/T3625-2007 换热器及冷凝器用钛及钛合金管GB/T2965-2007 钛及钛合金棒材GB/T16598-1996 钛及钛合金饼和环GB/T8546-1987 钛-不锈钢复合板GB/T8547-1987 钛-钢复合板GB/T6614-1994 钛及钛合金铸件GB/T5168-1985 两相钛合金高低倍组织检验方法GB/T6611-2008 钛及钛合金术语GB/T8755-2008 钛及钛合金术语金相图谱GB/T12769-2003 钛-铜复合棒GB/T13810-2007 外科植入物用钛及钛合金加工材GB/T12417-1990 外科金属植入物通用技术条件GB/T4698.1-4698.25-1996 海绵钛、钛及钛合金化学分析方法GB/T5193-2007 钛及钛合金加工产品超声波探伤方法GB/T12969.1-1991钛及钛合金管材超声波检验方法GB/T12969.2-1991 钛及钛合金管材涡流检验方法GB/T13149-1991 钛及钛合金符合钢板焊接技术条件GB/T6887-1986 烧结钛金属过滤元件和材料GB/T8180-2007 钛及钛合金加工产品的包装、标志、运输和贮存GB/T6612-1986 重要用途的TA7钛合金板材GB/T6613-1986 重要用途的TC4钛合金板材GB/T1216-1992 TA5钛合金焊接技术条件2、中国国家军用标准GJB2218-1994 航空用钛及钛合金棒材和锻坯规范GJB2219-1994 紧固件用钛及钛合金棒(线)规范GJB2220-1994 航空发动机用钛合金饼、环坯规范GJB2505-1995 航空用钛及钛合金板、带材规范GJB2744-1996 航空用钛及钛合金棒材和自由锻件和模锻件规范GJB2896-1996 钛及钛合金熔模精密铸件规范GJB2921-1997 超塑成形用TC4钛合金板材规范GJB3763A-2004 钛及钛合金热处理GJB391-1987 航天工业用TC4钛合金锻制饼材GJB493-1988 航空发动机叶片用TC4钛合金棒材GJB494-1988 航空发动机叶片用TC11钛合金棒材GJB495-1988 超低温用TA7-D钛合金棒材GJB943-1900 潜艇用TA5-A钛合金锻件GJB944-1900 TA5-A钛合金板材GJB1169-1991 航天用钛合金环材规范GJB1205-1991 TB2-1钛合金铆钉技术条件GJB1538-1992 飞机结构件用TC4钛合金棒材规范二、美国标准1、美国试验与材料协会标准ASTM B229-2001 海绵钛ASTM B265-2005 钛及钛合金带、薄板及板ASTM B337-1995 钛及钛合金无缝管和焊接管(已被B861-2002 钛及钛合金无缝管、B862-2002钛及钛合金焊接管代替)ASTM B338-2005a 钛及钛合金冷凝器和热交换器用无缝管和焊接管ASTM B348-2005 钛及钛合金棒和坯料ASTM B363-2004 非合金钛及钛合金无缝和焊接管件ASTM B367-2004 钛及钛合金铸件ASTM B861-2002 钛及钛合金无缝管ASTM B862-2002 钛及钛合金焊接管ASTM B381-2005 钛及钛合金锻件ASTM F67-2000 外科植入物用纯钛材ASTM F136-2002a 外科植入物用Ti-6Al-4V ELI加工材ASTM F620-2002 外科植入物用α+β相钛合金锻件ASTM F1108-2002 外科植入物用Ti-6Al-4V铸件ASTM F1295-2001 外科植入物用Ti-6Al-7Nb加工材ASTM F1341-1999 纯钛丝材ASTM F1472-2002a 外科植入物用Ti-6Al-4V加工材ASTM F1713-1996 外科植入物用Ti-13Nb-13Zr加工材ASTM F1813-2001 外科植入物用Ti-12Mo-6Zr-2Fe加工材ASTM F2063-2000 医疗器械和外科植入物用形状记忆合金加工材2、美国机械工程师协会标准ASME 第八部分:第一章压力容器(基本规则)美国宇航材料技术标准AMS 4900-2001 钛薄板、带和板材(退火状态)(380Mpa)AMS4901-2002 钛薄板、带和板材(退火状态)(485Mpa)AMS4902-2001 钛薄板、带和板材(退火状态)(275Mpa)AMS4907-2001 超低间隙元素级Ti-6Al-4V合金薄板、带和板材(退火状态)AMS4910-2003 Ti-5Al-2.5Sn合金薄板、带和中厚板(退火状态)AMS4911-2003 Ti-6Al-4V薄板、带和中厚板(退火状态)AMS4921-2004 钛的棒材、锻件和环件(退火状态)(485Mpa)AMS4924-2002 超低间隙元素级Ti-5Al-2.5Sn合金棒、锻件和环件(退火状态)AMS4926-2001 Ti-5Al-2.5Sn棒和环形件(退火状态)(760Mpa)AMS4928-2001 Ti-6Al-4V合金棒、锻件和环件(退火状态)(825Mpa)AMS4941-2003 钛焊管AMS4942-2001 无缝钛管(退火状态)(275Mpa)AMS4930-2001 超低间隙元素级Ti-6Al-4V合金棒材、锻件和环件(退火状态)AMS4951-2003 工业纯钛焊丝AMS4954-2003 Ti-6Al-4V合金焊丝AMS4965-2002 Ti-6Al-4V合金棒、锻件和环件(固溶和稳定化处理)AMS4966-2003 Ti-5Al-2.5Sn锻件AMS4967-2001 可热处理的Ti-6Al-4V合金棒、锻件和环件(退火状态)ASM4972-2003 Ti-8Al-1Mo-1V合金棒和环件(固溶和稳定化处理)ASM4973-2002 Ti-8Al-1Mo-1V钛合金锻件(固溶和稳定化处理)ASM4975-2003 Ti-6Al-2Sn-4Zr-2Mo合金棒和环件(固溶和稳定化处理)ASM4983-2002 Ti-10V-2F-3Al锻件(固溶处理和时效)ASM4985-2003 石蜡或石墨捣实法铸造的Ti-6Al-4V合金锻件ASM4991-2002 Ti-6Al-4V合金精锻件(退火状态)ASM2380-2003 优质钛合金认可和控制3、美国军用标准MIL-T-9046-1999 钛及钛合金薄板、带材和板材MIL-T-9047-2005 钛及钛合金棒材和锻坯MIL-R-81588-1986 钛及钛合金圆棒和丝MIL-F-83142-2000 钛及钛合金锻件(优质级)MIL-T-46077 钛合金可焊的装甲厚板MIL-T-13405 钛粉末MIL-T-46035-1989 高强度钛合金、变形材料MIL-T-81556-1996 钛及钛合金的圆棒、棒材、特殊形状面的挤压件MIL-T-81200 钛及钛合金的热处理三、英国标准BS2TA1:1974 工业纯钛的薄板和带(抗拉强度290-420Mpa)BS2TA2:1973 工业纯钛的薄板和带(抗拉强度390-540Mpa)BS2TA3:1973 机加工用的工业纯钛棒材和型材(抗拉强度390-540Mpa)BS2TA4:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA5:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA6:1973 工业纯钛的薄板和带(抗拉强度570-730Mpa)BS2TA7:1973 机加工用的工业纯钛棒材和型材(抗拉强度540-740Mpa)BS2TA8:1973 工业纯钛的锻坯(抗拉强度540-740Mpa)BS2TA9:1973 工业纯钛的锻件(抗拉强度540-740Mpa)BS2TA10:1974 钛-铝-钒合金的薄板和带材(抗拉强度960-1270Mpa)BS2TA11:1974 机加工用钛-铝-钒合金棒材和型材(抗拉强度900-1160Mpa)BS2TA12:1974 钛-铝-钒合金锻坯(抗拉强度900-1160Mpa)BS2TA13:1974 钛-铝-钒合金锻件(抗拉强度900-1160Mpa)BS2TA21:1973 钛-铜合金的薄板和带材(抗拉强度540-770Mpa)BS2TA22:1973 机加工用的钛-铜合金棒材和型材(抗拉强度540-770Mpa)BS2TA23:1973 钛-铜合金的锻坯(抗拉强度540-770Mpa)BS2TA24:1973 钛-铜合金的锻件(抗拉强度540-770Mpa)BS2TA28:1974 钛-铝-钒合金锻坯和丝材(抗拉强度1100-1300Mpa)BSTA38:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1420Mpa)BSTA39:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1420Mpa)BSTA40:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1375Mpa)BSTA41:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1375Mpa)BSTA42:1993 钛-铝-钼-锡-硅-碳合金的锻件(抗拉强度1250-1375Mpa)BSTA45:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1100-1280Mpa)BSTA46:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1050-1220Mpa)BSTA47:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA48:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA49:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1000-1200Mpa)BSTA50:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1000-1200Mpa)BSTA51:1993 钛-铝-钼-锡-硅合金的锻件(抗拉强度1000-1200Mpa)BSTA52:1993 钛-铜合金的薄板和带材(抗拉强度690-920Mpa)BSTA56:1993 钛-铝-钒合金的厚板(抗拉强度895-1150Mpa)BSTA57:1993 钛-铝-钼-锡-硅的厚板(抗拉强度1030-1220Mpa)BSTA58:1993 钛-铜合金的厚板(抗拉强度520-640Mpa)BSTA100:1973 变形钛及钛合金的检验和实验方法BS5500:1997 无焰熔化焊压力容器CP3003 压力容器的衬里和化工用设备四、俄罗斯标准ΓOCT17746-79 海绵钛ΓOCT19807-91 变形钛及钛合金牌号ΓOCT22178-90 钛及钛合金薄板ΓOCT23755-87 钛及钛合金厚板ΓOCT21945-82 热轧无缝钛管ΓOCT22897-86 冷轧无缝钛管ΓOCT24890-81 焊接钛管ΓOCT26492-85 钛及钛合金轧棒ΓOCT27265-87 钛及钛合金填充丝说明书五、日本标准JISH2151-1983 海绵钛JISH4600-1993 钛及钛合金板和带JISH4630-1994 钛及钛合金无缝管JISH4631-1994 钛及钛合金热交换器用管JISH4635-1994 钛及钛合金焊接管JISH4650-2000 钛及钛合金棒JISH4657-1998 钛及钛合金锻件JISH4670-1993 钛及钛合金丝JIS7505 钛铸件六、德国标准DIN17850-1990 工业纯钛压力加工材的化学成分DIN17851-1990 钛合金压力加工材的化学成分DIN17860-1990 钛及钛合金板和带DIN17861-1990 钛及钛合金无缝管DIN17862-1990 钛及钛合金棒DIN17863-1973 钛及钛合金丝材DIN17864-1993 钛及钛合金锻件DIN17865-1990 铸钛DIN17866-1990 钛及钛合金焊接管DIN1737T1-1984 钛及钛钯合金填充材料的化学成分、技术条件DIN1737T2-1988 钛及钛钯合金填充材料全焊金属的试块、试样、力学与工艺性能DIN931 外六角螺栓半螺纹DIN933 外六角螺栓全螺纹DIN931 外六角螺母DIN125 普通垫片DIN127 弹簧垫片七、法国标准NFL21-110 1975 纯钛T40锻造用棒坯NFL21-270 1981 TA6V铆钉丝用杆材NFL14-601 1984 TA6V锻造用棒材NFL14-602 1984 TA6V锻件NFL14-603 1984 TA6V锻造用棒坯NFL14-604 1984 TA6V锻件NFL14-611 1984 TA6VZr5D棒坯NFL14-612 1984 TA6VZr5D锻件八、ISO国际标准(外科植入物用钛的标准)ISO5832-2-1999 纯钛ISO5832-3-1996 Ti-6Al-4V加工材ISO5832-11-1994 Ti-6Al-7Nb加工材。
钛合金标准样本

钛合金标准样本
简介
本文档旨在介绍钛合金标准样本的定义、应用以及测试方法,以便于在相关领域进行研究和开发。
钛合金是一种优质、轻质、高强度的金属材料,在航空航天、汽车制造、医疗器械等领域具有广泛的应用。
定义
钛合金标准样本是为了确保钛合金产品质量的一种参考标准。
标准样本具有特定的化学成分和物理性质,并符合国际和行业标准的要求。
通过与标准样本进行比较测试,可以评估钛合金产品的质量和性能。
应用
钛合金标准样本在以下方面具有重要的应用价值:
1. 质量控制:钛合金制造商可以通过与标准样本进行比较,确保产品在化学成分、力学性能和耐蚀性等方面符合预期要求。
2. 产品开发:研究人员和工程师可以使用标准样本来评估新材料的性能,并根据测试结果进行优化和改进。
3. 质量认证:在贸易和交易中,通过与标准样本进行比较,可以验证钛合金产品的质量,并增加买家的信心。
测试方法
钛合金标准样本的测试方法包括以下几个方面:
1. 化学成分测试:通过仪器分析技术,测定标准样本的化学成分,如元素含量和杂质含量等。
2. 物理性能测试:使用标准的力学测试方法,测定标准样本的力学性能,如拉伸强度、硬度和冲击韧性等。
3. 耐腐蚀性测试:将标准样本置于不同的腐蚀介质中,观察其耐蚀性能和腐蚀程度。
4. 微观结构测试:使用金相显微镜等显微镜技术,观察标准样本的微观结构及晶粒大小等特征。
结论
钛合金标准样本是确保钛合金产品质量的重要工具,它可以用于质量控制、产品开发和质量认证等方面。
通过准确的测试方法和比较分析,可以评估钛合金产品的质量和性能,从而促进钛合金相关领域的发展和应用。
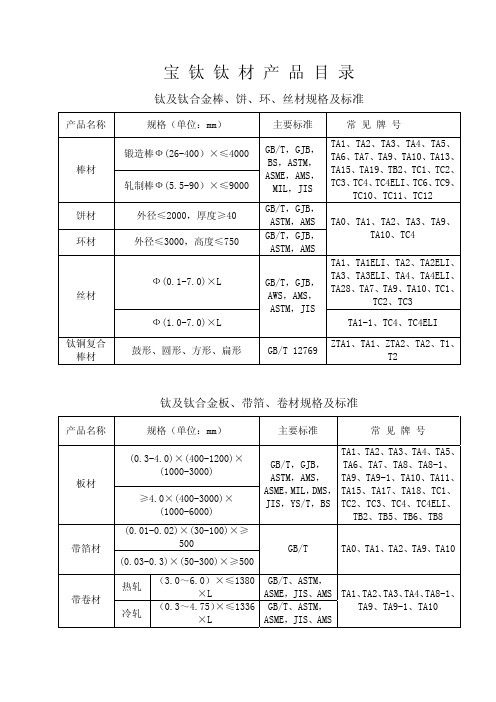
《宝钛钛材产品目录》
Zr01、Zr-1、 ZrSn1.4-0.1、 ZrSn1.4-0.2、
ZrNb2.5
Ф(6-110)×(0.5-5.0)×(500-6000)
GB/T,ASTM YS/T,Q/BS
Zr-0、Zr-1、 Zr-2、Zr-3、 Zr-4、Zr-5
冷加工态(Y) 退火态(M)
热加工态(R) 冷加工态(Y) 退火态(M)
锆及锆合金材规格及标准
产品名称
规格(单位:mm)
主要标准 常 见 牌 号
箔材 带材 板材 管材
丝材
棒材
(0.01-0.13)×(50-300)×≥500 (>0.13-2.50)×(50-300)×≥500 (>0.30~10.0)×(300~1000)×≥500
GB/T,ASTM YS/T,Q/BS
GB/T
TA0、TA1、TA2、TA9、TA10
热轧 冷轧
(3.0~6.0)×≤1380 ×L
(0.3~4.75)×≤1336 ×L
GB/T、ASTM, ASME,JIS、AMS GB/T、ASTM, ASME,JIS、AMS
TA1、TA2、TA3、TA4、TA8-1、 TA9、TA9-1、TA10
GB/T、Q/BS
TA1、TA2、TA8、TA8-1、 TA9、TA9-1、TA10
TA1、TA2、TA3、TA4、 TA8-1、TA9、TA9-1、
TA10、TA18
钛及钛合金铸锭、铸件规格及标准
产品名称
规格
主要标准
常见牌号
铸锭 铸件
名 义 直 径 ( mm) : Ф 290~Ф1500; 锭 重 ( kg ) : 260 ~ 15000±5%
板材
棒材 管材
国家标准《钛及钛合金铸锭》编制说明

《钛及钛合金铸锭》编制说明(征求意见稿)(2008年03月29日)《钛及钛合金铸锭》编制说明一、任务来源及计划要求;根据中国有色金属工业协会通知,由宝钛集团有限公司和宝钛股份有限公司起草《钛及钛合金铸锭》国家标准,本标准是针对钛及钛合金生产加工用铸锭制定的新标准。
二、编制过程,包括编制原则、工作分工、征求意见单位、各阶段工作过程等;标准编制原则:本标准严格按照GB/T 1.1--2000《标准化工作导则第一部分:标准的结构与编写规则》以及《有色金属冶炼产品国家标准、行业标准编写示列》的规定格式进行。
本标准主要针对钛及钛合金生产加工用铸锭制定。
并根据市场对钛及钛合金铸锭的生产加工需求规定了铸锭的技术内容,主要包括铸锭的生产设备与方式、化学成分、相转变点温度、表面质量、规格及尺寸偏差等。
本标准由宝钛集团有限公司和宝鸡钛业股份有限公司负责起草。
本标准初稿于2008年1月完成。
三、调研和分析工作的情况我国钛及钛合金铸锭的生产起步于20世纪50年代,1964年实现了钛加工材的工业化生产。
目前国内外各行业对钛及钛合金产品的需求量不断增加,国内现年产钛材过万吨,而作为钛材生产的母体,钛及钛合金铸锭的生产、交易量也急剧增加。
然而,在钛及钛合金铸锭的生产、交易中没有相应的标准规范,订货均采用企业标准或协议标准进行,致使该行业生产、交易呈现出无政府状态,因此制定钛及钛合金铸锭专用标准是非常必要,该标准的制定可有效的规范铸锭的技术要求、检验规则、质量证明书及订货等要求,同时也可有力的促进该行业的健康发展。
宝钛集团有限公司年生产各种牌号的铸锭1万多吨,在行业内占有半数以上的份额,该公司在铸锭的生产、加工、销售、采购等方面积累了大量的数据和经验。
四、主要技术内容的说明,包括技术参数与指标的确定依据、修订标准的各修订点及其理由等;1、针对目前该行业内的生产设备现状,本标准中规定了使用最广的真空自耗电弧炉和电子束冷床炉(EBCHM炉)两种设备。
钛合金牌号标准-概述说明以及解释
钛合金牌号标准1.引言1.1 概述钛合金是一种非常重要的金属材料,具有优异的力学性能、耐腐蚀性和高温稳定性。
钛合金在航空航天、医疗器械、汽车工业、化工等领域都有广泛的应用。
钛合金的牌号标准是指对钛合金进行分类和命名的一种标准体系,它包括了钛合金的化学成分、力学性能、加工工艺等各项要求。
钛合金牌号标准的制定对于确保钛合金材料的质量和性能的稳定性具有重要意义。
钛合金牌号标准的制定是经过长期的研究和实践总结而成的。
钛合金作为一种特殊的金属材料,其合金元素种类繁多、含量复杂,因此需要通过牌号标准来统一命名和管理各种不同的钛合金材料。
钛合金牌号标准的制定包括了对不同牌号的钛合金进行合金元素含量的规定、热处理工艺的要求、材料力学性能的测试方法等方面的内容,以确保钛合金材料在不同应用领域的使用性能符合要求。
钛合金牌号标准的应用范围非常广泛。
在航空航天领域,钛合金被广泛应用于飞机、火箭等航空器的结构部件,具有重量轻、强度高、抗腐蚀性好等优点。
在医疗器械领域,钛合金被应用于骨科、牙科等领域的人工关节、植入物等产品中,可以提供良好的生物相容性和良好的力学性能。
此外,钛合金还被应用于汽车工业、化工等领域,为这些领域的产品提供了重要的材料支撑。
综上所述,钛合金牌号标准的制定对于推动钛合金材料的应用和发展具有重要意义。
钛合金作为一种优质材料,通过统一的牌号标准,可以更好地满足各个应用领域对材料性能的要求,保障产品质量和可靠性。
同时,钛合金牌号标准的发展前景也非常广阔,随着科技的不断进步和应用领域的不断拓展,相信钛合金牌号标准将会不断完善和发展,为各个领域的工程师和科研人员提供更多更好的钛合金材料选择。
1.2 文章结构文章结构部分的内容应该包括对整篇文章的组织和章节安排的介绍。
可以参考以下内容:在本文中,将按照以下章节来探讨钛合金牌号标准的相关内容。
首先,在引言部分,将概述钛合金牌号标准的重要性、文章的结构以及撰写此文的目的。
国内外医用钛及钛合金标准及性能
国内外医用钛及钛合金标准及性能发布时间:2010-4-17 10:20:42 中国废旧物资网一、钛在医学中的应用1、钛作为一种新兴的材料在我国及世界制药工业、手术器械、人体植入物等领域使用已有几十年的历史,并已取得了极大地成功。
2、人体内应外伤、肿瘤造成的骨、关节损伤,采用钛及钛合金可制造人工关节、接骨板和螺钉现已广泛用于临床。
还用于髋关节(包括股骨头)、膝关节、肘关节、掌指关节、指间关节、下頜骨、人造椎体(脊柱矫形器)、心脏起搏器外壳、人工心脏(心脏瓣膜)、人工种植牙、以及钛网在头盖骨整形等方面。
3、对于植入物材料的要求可以归为三个方面:材料与人体的生物相容性、材料在人体环境中的耐腐蚀性和材料的力学性能,作为长期植入材料有下列七项具体要求:①、耐蚀性;②、生物相容性;③、优越的力学性能和疲劳性能;④、韧性;⑤、低的弹性模量;⑥、在组合体中有好的耐磨性;⑦、令人满意的价格;4、外科植入物材料主要有:金属、聚合物、陶瓷等,金属材料又包括不锈钢、鈷基合金和钛基合金。
材料性能与骨性能的比较和植入物材料的特性比较见表一和表二。
从表二可以看出,不锈钢价格低廉,易于加工,但耐蚀性和生物相容性不如钛合金;鈷鉻合金的耐磨性比钛合金好,但密度较大,太重;钛及钛合金由于比强度高,生物相容性好及耐体液腐蚀性好等特点正日益受到重视。
钛合金的不足之处识是耐磨性差、难于铸造,加工性能也差。
二、国内外外科植入物用钛及钛合金加工材标准情况1、国外外科植入物用加工材标准纯钛:国际标准化组织 ISO 5832/2 1999E《外科植入物-纯钛加工材》美国标准:ASTM F67 2006a 《外科植入物用纯钛》TC4: 国际标准化组织 ISO 5832/3 1996Z 《外科植入物-金属材料-Ti-6Al-4V加工材》ASTM F1472 2002 《外科植入物用Ti-6Al-4V合金加工材》TC4ELI: ASTM F136 2002a 《外科植入物用Ti-6Al-4VELI(超低间隙)加工材规范》TC20: ISO 5832/11 I994(E) 《外科植入物-金属材料-Ti-6Al-7Nb合金加工材》ASTM F1295:2005《外科植入物用Ti-6Al-7Nb合金加工材》2、中国国家标准①、《外科植入物用钛及钛合金加工材》中国国家标准为GB/T13810-2007,牌号有:TA 1ELI、TA1、TA2、TA3、TA4、TC4、TC4ELI、TC20.品种有:板材0.8~25mm;棒材7.0~90mm;丝材1.0~7.0mm;GB\T13810-2007标准中规定的各项性能指标:②、GB/T13810-2007标准中,为了保证外科植入物用钛及钛合金加工材的综合性能(强度、塑性、韧性、硬度、抗疲劳等性能的合理匹配),对两相钛合金的高倍金相组织和氢含量及其它间隙元素含量都有非常严格的要求和控制。
tc11焊接标准

tc11焊接标准
一、焊接材料要求
1.母材:TC11合金应符合相应的技术规格要求,具有优良的力学性能、良好
的加工性能和抗腐蚀性能。
2.填充材料:采用与母材相容的焊接材料,具有与母材相当的力学性能和耐
腐蚀性能。
二、焊接工艺要求
1.焊接方法:采用氩弧焊、埋弧焊、电弧焊等焊接方法,根据具体情况选择
合适的焊接方法。
2.焊接参数:根据焊接工艺试验结果确定合适的焊接电流、电压、焊接速度
等参数,确保焊接质量。
3.焊前预热:对于厚度较大的母材,焊前应进行预热处理,以减少焊后变形
和裂纹。
4.焊后热处理:根据具体情况进行焊后热处理,以消除焊接应力,提高接头
强度。
三、焊接检验要求
1.外观检验:对焊接接头进行外观检查,应无气孔、夹渣、裂纹等缺陷。
2.无损检测:采用超声波、X射线等方法对焊接接头进行无损检测,确保无内
部缺陷。
3.力学性能试验:对焊接接头进行拉伸、弯曲、冲击等力学性能试验,确保
满足技术规格要求。
4.耐腐蚀性能试验:对焊接接头进行耐腐蚀性能试验,确保满足使用要求。
四、焊接安全要求
1.焊接设备应符合安全标准,定期进行维护和检查。
2.焊接操作人员应经过专业培训,掌握正确的操作方法和安全知识。
3.焊接过程中应采取相应的安全防护措施,如佩戴防护眼镜、手套等。
4.在易燃易爆等危险环境中进行焊接作业时,应采取相应的安全措施,如通
风、防火等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Tc11钛合金宝钛执行标准
TC11钛合金是一种高强度、高韧性的钛合金,具有良好的耐腐蚀性和高温性能。
它广泛应用于航空航天、船舶、化工、医疗等领域。
TC11钛合金的主要化学成分为Ti-6Al-4V,其中Ti(钛)的含量约为55%,Al(铝)的含量约为4.5%,V(钒)的含量约为3.5%。
此外,还含有少量的Zr(锆)、Mo(钼)、Mn(锰)、Si(硅)等元素。
这些元素共同作用,使得TC11钛合金具有优异的力学性能和物理化学性能。
TC11钛合金的执行标准主要包括以下几个方面:
1. 化学成分:根据GB/T 3620.1-2007《钛及钛合金化学成分》的要求,对TC11钛合金的化学成分进行检测和控制。
主要检测元素包括Ti、Al、V、Zr、Mo、Mn、Si等。
2. 力学性能:根据GB/T 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》的要求,对TC11钛合金进行拉伸试验,测定其抗拉强度、屈服强度、延伸率等力学性能指标。
3. 金相组织:根据GB/T 34484-2017《钛及钛合金金相组织评定》的要求,对TC11钛合金的金相组织进行检测和评定。
主要观察其晶粒大小、形状、分布等特征。
4. 无损检测:根据GB/T 5677-2008《钛及钛合金焊缝超声波检测方法》的要求,对TC11钛合金焊接接头进行超声波检测,评估其内部缺陷情况。
5. 耐腐蚀性能:根据GB/T 13906-2008《金属和合金的腐蚀敏感性快速测定方法》的要求,对TC11钛合金进行腐蚀敏感性测试,评价其在特定介质中的耐腐蚀性能。
TC11钛合金产品严格遵循国家标准和行业要求,确保产品质量稳定可靠。
在航空航天、船舶、化工、医疗等领域得到了广泛应用,为客户提供了优质的产品和服务。