压铸-取件机
压铸术语翻译
精心整理压铸及机械英语词汇(2009-09-0120:11:44)压铸及机械词汇A 安装尺寸installdimension凹模固定板retainerplate凹模femaledie,femalemold,negativemoldB 备件变质变质剂扒渣保温炉保压压力表面缺陷C 抽芯侧面抽芯sidecore抽芯油缸coreoilcylinder插拔式结构plug抽芯机构corepuller抽芯油缸支架bracketofcylinder粗糙度roughness/degree铸件表面粗糙度surfaceroughness擦伤galling尺寸公差dimensiontoleranceofcasting 除气degassing吹气净化blowpurifying除气剂degassingflux出渣出渣口沉渣出炉口菜花头重熔D端盖动模垫块锻钢氮化处理nitridingtreatment断裂fracture塑性断裂plasticfracture导柱guidepillar导套guidesleeve导向板guideplate导向件guidepart动型movingdie/ejectordie/movablemould动模座板movingclampplate/bottomclampingplate 定模座板fixedclampplate/topplate定型fixeddie/coverdie定模套版bolster/fixeddie顶杆顶出结构顶出吊装孔吊环镀钛处理多肉缺陷电火花打磨F分流锥分型面附页attachment/appendix复位杆resetbar(rod)附件故障accessory覆盖剂coveringflux废金属料scrap浮渣cinder反射炉reverberatoryfurnace废品reject飞边jointflash仿真simulationG规格specification/standard数值孔径固定段坩埚坩埚炉感应电炉沟槽硅H滑块滑块部件滑块退让焊补welding-on横浇道runner合模dielocking横流道runner回炉料foundryreturns合型moldassembling/closing/dielocking合型力dielockingforce化学成分不合格chemicalconsistenceanalysisJ浇口套spruebush浇排道系统pouringsystem浇不足misrun浇注浇注断裂浇道比浇包精整精度接口击伤金相组织金属残液金相检验金属型涂料diecoating/coatingformetalmold 加压速度rateofpressureincreasing间隙clearance精炼refining精炼剂refiningflux精密铸造precisioncasting静置holding/stewing渗透impregnation集渣装置dirttraps夹杂类缺陷inclusiondefects夹渣entrappedslag/slaginclusion 夹具toolfixturesK壳体开炉孔洞缺陷库存L冷却冷却水管冷却系统冷却水接口coolingwaterconnector 冷裂coldcrack冷隔coldlap铝Aluminum裂纹crack拉伤caughtcasting拉杆孔drawbar螺纹screw/thread螺纹结构screwstructure螺纹公称直径(直径diameter)公称尺寸(名义尺寸)specifiedsize/nominaldimension 漏油leakageofoil棱边倒角炉料炉衬炉气分析炉前分析流痕M毛坯毛坯铸件毛刺模芯core模框frame模槽moldchannel模套chase/bolster/frame模具钢diesteel模具图纸molddrawing内浇口in-gate冒口riser/feederhead冒口浇注系统feederheadgatingsystem 镁Magnesium锰Manganese密闭耐压系统tightnesstestN内浇道镍P配油盘排气块排气槽排气孔排气塞跑铝喷射冶金injectingmetallurgy喷丸清理shotblastingcleaning抛丸清理wheelblastingcleaning偏析segregation破坏性实验destructivetestQ取件机extractor去除浇冒口de-gating清铲chipping缺陷铸件defectingcasting气孔blowhole/gascavity/pinhole/porosity 气孔缩blowholeshrinkage去毛刺de-burring氢清理R热处理热电偶热裂熔炼熔化率熔池bath熔剂flux熔渣slagS水管waterpipe三维造型3D三坐标测量仪coordinate3上模座板upperclampingplate缩孔shrinkage缩松dispersedshrinkage疏松porosity(dispersedshrinkage)渗漏leakage缩陷试块试模T推板推杆铜钛W网状裂纹crazecrack/crazing/checking 未浇满pouredshortX型芯core型腔moldcavity镶拼处splicingplace斜导柱孔holeofinclinedguidepillar 楔紧块wedge型芯弯曲corebending下模座板loweringclampingplate型芯固定板core-retainerplateX光射线检验X-rayinspectionY压铸机压室压实压射压铸型易损件预应力永久型permanentmold硬点hardspot溢流槽overflowwell印痕indentation氧Oxygen荧光检验fluorescenttestZ真空接口vacuumconnector真空排气管vacuumexhaustblock 总接头mainconnector中接头middleconnector直浇道sprue转接处(转口)transit装配图铸钢支架造渣增压针孔沾铝转运包转向器steeringrack柴油式传动叉车Dieselforklift 复印机copyingmachine服务器Server绘图仪Graphicplotter兼容机compatiblemachine材料库warehouse投影仪projector半自动车床semi-automaticlathe半自动立式钻床drillmachine表面粗度测量仪surfaceroughnessgauge 布洛维硬度计Brinellhardnessgauge测氢仪齿轮油泵储气罐电动葫芦电子秤吊斗高压离心风机combustionblower管道泵processwaterpump烘箱oven监控系统monitoringsystem简易数控车床digitallathe交流弧焊机Arewelder抛光机polisher锯床saw空压机aircompressor冷冻式干燥机dryer红外线测温仪冷却塔coolingtower滤油机焊接机模温机平面磨床气动量仪切割机清洗机台式砂轮机abrasivemachine卧式液压拉床broachingmachine 铣床millingmachine钻床drillingmachine液压机hydraulicmachine真空机vacuumpump时效炉agingfurnace电阻炉stressrelieffurnace探伤机diagnosticmachine加工中心machiningcenter车床lathe钻削中心drilling&cuttingcenter别克切边机取件机FL装卸车在建工程捡漏机电磁阀solenoid??valve溢流阀spillovervalve调速阀speedcontrolvalve压力传感器pressuretransducer 三角带wedgeshapedbelt节流阀throttlegovernor同步齿型带timingbelt喷涂机spraycoater轴承(main)bearing浮球阀floatvalve/ballcock行车bridgecrane平衡重式叉车counterbalancedforklift轮毂螺栓制动蹄片制动液叶片侧护板急停按钮三相开关行程开关断路器接触器contactor中间继电器intermediaterelay时间继电器timerelay控制变压器controltransformer开关电源switchingsupply节能灯energy-savinglamp日光灯管fluorescenttube自整流高压汞灯泡self-rectifyinghighpressuremercurylamp 电工胶布garrers/electricaltape焊条weldingrod石笔slatepencil外圆磨床externalgrinderCouplingTie-barHose软管,水龙带Warrantyperiod保修期Nozzle管口,喷嘴Naturetan日晒后的颜色,茶色Electricfitting电装、Rubberpad橡胶垫Shockabsorbingrubberstopper减震橡皮塞Dieheight模子闭合高度Diestroke动模行程Intensificationratiostandard增强比标准Plungerstroke柱塞行程Plungertippenetration冲头穿透力InletMortarManifold总管,集合管Clampforcesensor夹紧力传感器Attenuate削弱Emulsification乳化作用中子线??wireforsliding出模斜度draftangle隔皮bur掉肉misrun研配grindTurbidity浑浊度Refractmeter折光仪Sediment沉淀物GlycolDroolingLithiumSlantCoreslidingface型芯滑面Fluxtreatment熔剂处理Dieclampingcylinder模具夹紧气缸Clogging堵塞,闭合Electrodebar电极棒Fumigationcertificate熏蒸消毒证书Crate条板箱,柳条箱Resinparts树脂零件Oilring油环Gearbox齿轮箱,传动箱,变速箱Draftangle出模斜度Tapanddrillgauge丝锥及钻头规TapborerRackTubes油缸CupSealsFeedPipes输油管Spools卷轴RecuperatingSeal(恢复性密封) InflatorTubes充气. CutSealsSteeringHoses转向胶管Biscuitthickness料柄厚度注油孔oilfilterpoint牛皮纸kraft/brownpaper瓦楞纸flutingpaper崩料chargedownslide/collapse 卡涉现象interferencephenomenon复制模偏心距抽大缸料头抽芯WrenchStopperCheckvalve止回阀Orifice孔,口Pilotvalve领示阀,导阀Coldshut冷疤,冷结Flowmark波纹,流线谱Surgepressure冲击压力,脉动压力Jackbolt定位螺栓Anchorhole锚栓孔Dustseal档尘圈Valvecover气门盖,阀盖Cylindertube汽缸筒AirhoseAtomizerStrainerShaftPulley滑车,滑轮Springwasher弹簧垫圈Inverter电源交换器Cuttingfluid切削液refractioncoefficient折光系数pluggauge塞规colorshade色泽redleadpower红丹粉stressrelief去应力castingfilm铸型薄膜castform铸造成形,铸型castingsealer铸件渗补剂castingstrain铸造应变castingstress铸造应力sparkplug火花塞internal-combustionenginecylinder内燃机汽缸pinion小齿轮pinionbearing小齿轮轴承pinioncage主动[行星]齿轮架,差速器壳,差速盘pinioncuttingmachine齿轴切削机床pinionhead齿轴齿顶pinionshapedcutter插齿刀valvecock阀栓valvecottar气阀制销valvedisc阀盘valvedischargecentrifuge活门卸料式离心机valvefollower阀推杆分层Delaminationfilling-engine梳丝机器fillingagent填充剂;填料fillingauger装载螺旋fillingcompoun填料fillingfunnel注液漏斗车架钣金测板内侧板焊钳焊条焊点前轴后翼子板切削性能cuttingcharacteristic散热性能heatdispersion耐磨性能wearresistantproperty摩擦系数frictioncoefficient灰铸铁grayiron;graphiticcastiron缸套cylinder,sleeve,barreltubepipe 导轨面guideway(face)铣刀盘facemillingcutter/facingcutter 刀盘toolpan/cutterhead磨削余量grindingallowance耐用性endurance钝化刀尖圆弧(刀具)燃烧室磨屑滤器芯差速器废气涡轮增压盲区turboloch喷油器oilsprayer/atomizer汽化器carburetor硬质合金刀具carbidetippedtool精镗刀具fineboringtoolspanner扳子(美作:wrench)double-endedspanner双头扳子adjustablespanner,monkeywrench活扳子,活络扳手boxspanner管钳子(美作:socketwrenchcalipers卡规pincers,tongs夹钳punchscraperreamerhacksawoilcan边刨床插床slottingmachine车刀lathetool车轮车床carwheellathe车削turningBayonet卡口Bearingprocessingequipment轴承加工机Beltdrive带传动Bendingmachines弯曲机Boringheads搪孔头Boringmachines镗床Cablemakingtools造线机CNCtoolingsCNC刀杆CNCwire-cuttingmachines电脑数控线切削机Conveyingchains输送链Crimpingtools卷边工具Disposabletoolholderbits舍弃式刀头Etchingmachines蚀刻机Honingmachines搪磨机Lappingmachines精研机Millingheads铣头Moldpolishing/texturing模具打磨/磨纹Planingmachines刨床bankmarkbiteblisterbloomingblowholeblushingbreaking-in冒口带肉bubble膜泡burnmark糊斑burr毛边camber翘曲centrebuckle表面中部波皱check细裂痕checking龟裂chipping修整表面缺陷clamp-off铸件凹痕collapse塌陷crackcrazingcrazingedgefadingfissureflangewrinkle凸缘起皱flaw刮伤flowmark流痕galling毛边glazing光滑greasepits污斑grindingdefect磨痕haircrack发裂haze雾度incrustation水锈indentation压痕mismatchmottleneckingnickoverflowpeelingpit坑pock麻点pockmark痘斑resinstreak树脂流纹resinwear树脂脱落riding凹陷sagging松垂saponification皂化scar疤痕scrapjam废料阻塞scratch刮伤/划痕scuffing深冲表面划伤seam裂痕sinkmarkstreaksurgingsweatouttorsion扭曲warpage翘曲waviness波痕webbing熔塌weldmark焊痕whitening白化wrinkle皱纹表面处理关联用语时效硬化agehardening气体硬化airhardening空气韧化airpatterning退火阳极效应滚镀滚筒打光染黑法青熟脆性箱位退火封箱渗碳辉面电镀光辉热处理brightheattreatment 旁路热处理bypassheattreatment 化学电镀chemicalplating化学蒸镀chemicalvapordeposition 大气热处理controlledatmosphere 锐角效应cornereffect儒缓放电creepingdischarge 压花embossing部分淬火selectivequenching。
压铸机操作规程(冷室)
压铸机操作规程第一节卧式冷室压铸机的操作规程随着汽车工业、电子通讯、家用电器和儿童玩具的高速发展,冷室压铸机自动化程度也不断得到提高,目前的卧式冷室压铸机已可以实现压铸循环整个工艺过程的全自动化,如安全门用气动或电动控制实现自动开门、关门;合金液自动浇注;压铸机黄油/机油自动给油润滑;取件机械手自动取出铸件;压铸模具的冷却、加热、保温及喷涂的自动控制。
这一系列柔性生产单元通过主机的电脑联网在一起来达到统一控制和管理的目的。
力劲集团公司生产的卧式冷室压铸机已实现了这统一控制管理系统,它采用独立的电脑控制箱来控制机器各动作,配以单色或彩色显示屏,对各种动作的工作压力、工作流量及时间采用人机对话模式来设定参数进行调整,机器各操作工序间设置有联锁安全机构和自我诊断功能,在工作中发生故障或违反操作规定时能及时报警并在显示屏上显示故障原因,以利操作人员及时予以纠正恢复正常生产秩序。
卧式冷室压铸机操作方式分为自动、手动两种。
在正常生产中采用自动循环操作方式,在调试或维修过程中采用手动操作。
下面以力劲集团公司生产的DCC400冷室压铸机为例,介绍冷室压铸机的操作方法和步骤。
一、一般卧式冷室压铸机的操作规程一般卧式冷室压铸机的工艺参数的设定和调整采用拨码方式(高档机采用触摸屏方式),下面以力劲集团公司生产的DCC400卧式冷室压铸机为例,分电箱控制面板、操作面板、手动操作、自动操作、运动动作条件五个方面介绍其操作方法和步骤。
1.电箱控制面板的功能1)电箱控制面板的位置和功能设置如图1和图2所示。
图1 DCC400电箱控制面板的位置和机前操作面板的位置图2 DCC400电箱控制面板功能设置2.机前操作面板的功能1)机前操作面板的位置及功能设置如图1和图3所示。
图3 机前操作面板功能设置2)机前操作面板按钮/旋钮功能说明如下表所示:28 吹气按下备用,喷雾机械手手动吹气。
复位备用,无作用。
29 喷雾按下备用,喷雾机械手手动喷雾。
压铸机操作指导及注意事项
压铸机操作指导及注意事项
1.新员工上岗前必须进行正规的培训,确保每位员工能够认识并了
解各个功能开关,有安全意识和熟练操作技能后方可上岗操作。
2.开机前应检查压铸机所有功能开关是否正常,如有异常应及时向
车间负责人以及维修人员报告,进行维修处理,不能私自盲目处理。
3. 员工在开机前应穿带好劳保防护用品,如:手套、袖套等。
4. 每日开机前应先检查机器和模具,仔细检查模具是否有卸下和漏
装的零部件,以免出现锌合金溶液从模具内飞出烫伤人体。
5. 每日生产前和更换模具必须给模具刷油和预热,以防产品粘膜。
6. 操作员在生产时应自觉做首件自检,自检完毕后送交至车间负责
人或QC核准,才能进行批量生产。
7. 生产过程中如出现品质异常时,应及时停机报告给车间负责人以
及QC确认,不能私自生产,以免造成大批量的不良品。
8. 员工不能私自调动压铸机和取件机上的任何参数。
9 生产过程中机器或模具出现问题时,应马上停机并报告相关人员
进行维修处理。
10. 往坩埚中加锌合金条料时,必须先将条料放在坩埚上预热,待
水分干燥后,慢慢推送至坩埚中,以免锌合金溶液溅起烫伤人体。
以上条款必须小心谨慎操作,避免不必要的事情发生!
制表:审核:核准:。
压铸机讲义PPT课件
7. 交接班时应清理机器,特别是机件活动部件及导轨等处 ,不准有杂物和尘垢等。
8.开机前检查润滑油箱中油量是否足够,压力是否正常。( 润滑泵调整压力为14bar)。
9.定期检查各润滑点的润滑到位情况,特别是曲肘机构部分 。应按说明书要求选用润滑油。(推荐使用德润宝68号导轨 油)(分配器的铜针动作是否正常,油泵停时,表压力应很 快下降到0。)(如下图)
客户派员来厂培训
培训前考核
根据考核结果
制定个性化培训内容
分阶段考核
合格 颁发结业证书
2、通过培训使客户人员能更熟悉我们的机器, 了解保养细则,提高机器的稳定性,降低停机 时间。
3、通过培训增强和客户的沟通,了解客户对我 们的要求。
4、在培训过程中客户学员对我们整个生产过程 的认识以及对生产过程每一个控制环节的认可 ,使客户对我们产品更有信心。
一服务系统组织架构图二服务流程图应客户要求给予服务出机预约调试保养操作安全培训设备定期预约点检保养操作安全培训维修服务客户来厂培训作改善跟进搜集相关信息調試机器合格收集相關信息按期完成簽單反饋信息根據回函安排點檢携帶相關工具量具及資料安全操作维修保养培训簽單收集相關信息信息評估品质改善报告零配件五级保障办事处仓库客户部仓库公司仓库香港总部仓库服务中心仓库三零配件供应服务收集客户培训信息制定培训计划培训前考核客户派员来厂培训制定个性化培训内容分阶段考核颁发结业证书根据考核结果合格1培训流程四培训中心长期为客户提供免费培训服务
G.连续生产两小时后检查油温是否≤55℃
H .连续生产两小时后检查油路、水路、气路是 否有泄漏。
I.连续生产四小时后需检查一次氮气压力。
J.对现场按“5S”要求整理。
压铸机的安全操作与维护
压铸的特点就是将压射容杯中的液态合 金以高速(流速可达70M/S),高压充填入压 铸模型腔,高速、高压和高温的合金状态,意 味着意外突发事故的可能性,因此,操作者必 须严格遵守安全操作规程;正确地进行维护, 这样不但可保护人身与设备的安全,而且有益 于提高经济效益和设备使用寿命。
压铸取件机介绍
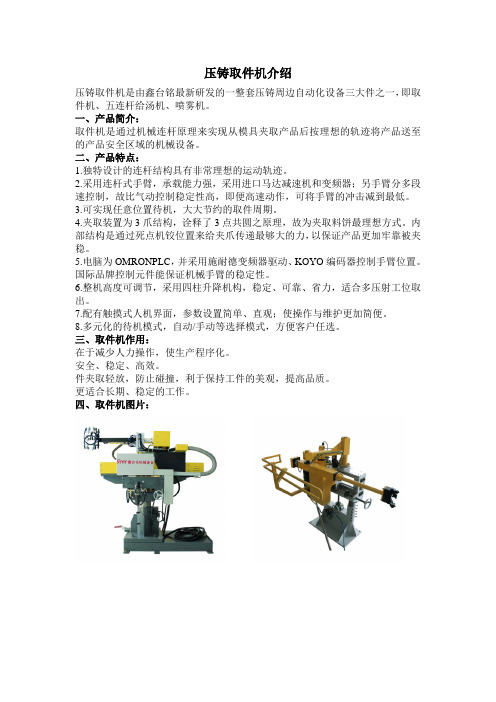
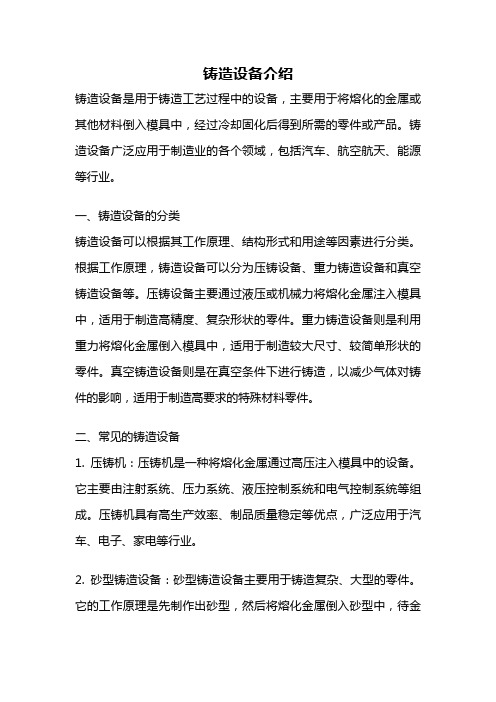
压铸取件机介绍压铸取件机是由鑫台铭最新研发的一整套压铸周边自动化设备三大件之一,即取件机、五连杆给汤机、喷雾机。
一、产品简介:取件机是通过机械连杆原理来实现从模具夹取产品后按理想的轨迹将产品送至的产品安全区域的机械设备。
二、产品特点:1.独特设计的连杆结构具有非常理想的运动轨迹。
2.采用连杆式手臂,承载能力强,采用进口马达减速机和变频器;另手臂分多段速控制,故比气动控制稳定性高,即便高速动作,可将手臂的冲击减到最低。
3.可实现任意位置待机,大大节约的取件周期。
4.夹取装置为3爪结构,诠释了3点共圆之原理,故为夹取料饼最理想方式。
内部结构是通过死点机铰位置来给夹爪传递最够大的力,以保证产品更加牢靠被夹稳。
5.电脑为OMRONPLC,并采用施耐德变频器驱动、KOYO编码器控制手臂位置。
国际品牌控制元件能保证机械手臂的稳定性。
6.整机高度可调节,采用四柱升降机构,稳定、可靠、省力,适合多压射工位取出。
7.配有触摸式人机界面,参数设置简单、直观;使操作与维护更加简便。
8.多元化的待机模式,自动/手动等选择模式,方便客户任选。
三、取件机作用:在于减少人力操作,使生产程序化。
安全、稳定、高效。
件夹取轻放,防止碰撞,利于保持工件的美观,提高品质。
更适合长期、稳定的工作。
四、取件机图片:五、取件机特点:1)本装置可以单动,亦可与压铸机、喷雾器连线成全自动生产。
2)本装置可选择手臂前进中断功能,使夹取速度加快,增加成品生产速度。
3)本装置可选择手臂前进中断功能与横前待机功能同时使用夹取成品速度及时间简短,提高单日成品产量约20~30%。
因空油压装置可使手臂前进及后退速度稳定,机器构造坚固持久耐用,延长机器寿命。
4)本前置可分前夹、后夹、使夹取更方便使用。
5)本装置可加上下装置,可与冲床连线,减少人力浪费。
6)本装置可采用PLC控制回路,具有故障码显示功能。
六、取件机流程图:ON合模限取出机横前待机ON前待机手臂前待机自动OFF横前待机OFF重复。
铸造设备介绍
铸造设备介绍铸造设备是用于铸造工艺过程中的设备,主要用于将熔化的金属或其他材料倒入模具中,经过冷却固化后得到所需的零件或产品。
铸造设备广泛应用于制造业的各个领域,包括汽车、航空航天、能源等行业。
一、铸造设备的分类铸造设备可以根据其工作原理、结构形式和用途等因素进行分类。
根据工作原理,铸造设备可以分为压铸设备、重力铸造设备和真空铸造设备等。
压铸设备主要通过液压或机械力将熔化金属注入模具中,适用于制造高精度、复杂形状的零件。
重力铸造设备则是利用重力将熔化金属倒入模具中,适用于制造较大尺寸、较简单形状的零件。
真空铸造设备则是在真空条件下进行铸造,以减少气体对铸件的影响,适用于制造高要求的特殊材料零件。
二、常见的铸造设备1. 压铸机:压铸机是一种将熔化金属通过高压注入模具中的设备。
它主要由注射系统、压力系统、液压控制系统和电气控制系统等组成。
压铸机具有高生产效率、制品质量稳定等优点,广泛应用于汽车、电子、家电等行业。
2. 砂型铸造设备:砂型铸造设备主要用于铸造复杂、大型的零件。
它的工作原理是先制作出砂型,然后将熔化金属倒入砂型中,待金属冷却后取出即可得到所需的铸件。
砂型铸造设备包括砂型制备设备、砂型处理设备和铸造设备等。
3. 低压铸造设备:低压铸造设备主要用于铸造高质量、高精度的零件。
它通过施加一个较低的压力将熔化金属注入模具中,以减少杂质和气泡的产生,从而得到更好的铸件质量。
低压铸造设备适用于制造汽车发动机零件、航空零件等。
4. 连续铸造设备:连续铸造设备主要用于大规模生产连续铸坯的工艺。
它通过将熔化金属连续注入模具中,然后冷却固化得到连续铸坯。
连续铸造设备具有高效、省时、省力等优点,广泛应用于钢铁、有色金属等行业。
三、铸造设备的发展趋势随着科技的不断进步,铸造设备也在不断发展和创新。
目前,一些先进的铸造设备已经采用了自动化、智能化的控制系统,能够实现自动化生产线的操作。
此外,一些新型材料和新工艺也在不断应用于铸造设备中,以提高生产效率和产品质量。
压铸机培训内容

压铸工上岗培训内容一、压铸机开机步骤1、打开配电柜总电源开关,依次打开各控制柜电源开关2、待电脑屏幕全部显示完毕后,查看屏幕提示内容;3、检查各个控制柜开关、仪表、指示灯、空调等正常;操作面板指示灯、按钮正常并保持中立位置;4、启动油泵,倾听油泵声音是否正常;5、按下急停按钮,检查急停按钮是否正常;重新启动油泵;6、根据屏幕提示操作:1)压射冲头运动回基点(原点);2)校正安全门;(东洋机无此操作)3)确认后安全门关闭;(东洋机无此操作)7、打开动模、定模、冲头冷却水按钮开关,并保持在常开位置;检查有无漏水的部位,冷却水流量是否正常?二、在设定(或模厚)操作模式下检查项目:1、按开合模按钮,打开模具,观察开模动作是否平稳;2、检查模具型腔是否维护保养,满足使用;3、操作顶杆前进开关,观察运动状态,向项杆加润滑剂后来回活动几次;4、给导柱、导套、机械式滑块等配合部位上润滑剂后,做开合模动作几次;5、做抽插芯动作,检查液压抽插芯动作顺序及滑块运动情况,检查油缸固定螺钉有无松动,油缸有无漏油,连轴器有无松动,滑块和导轨的配合面有无夹铝;三、手动操作模式下检查项目:1、按下冲头手动润滑按钮,直到有冲头油滴出,观察冲头油滴出量是否合适,冲头表面是否润滑均匀;2、检查上料手全套动作顺序上料手(给汤机)1)零点 2)下行探液面 3)倾斜舀料(数值大,角度大,舀料量少)4)提升离开液面 5)勺子恢复水平位置 6)输送至压射室 7)倒料第一阶段 8)倒料第二阶段 9)倒料第三阶段 10)回零点11)反转到掉剩余冷料检查上料手下列项目:1)检查液位传感器接线无祼露和短路现象;2)传动链条、汤勺转轴的润滑情况;3)上料手舀料量和倒料量是否合适;与汤勺规格是否匹配;4)全套动作正确无误;3、检查取件手全套动作顺序:取件手(取出机)(一)1)零点 2)纵向进入主机 3)橫向移动工件(动模) 4)卡夹合抓工件 5)橫向移向定模 6)纵向退出主机 7)由垂直位翻向水平位 8)卡夹臂向下移动 9)卡抓开放下工件 10)卡抓臂向上移动 11)翻转回水平位置取件手(取出机)(二)1)摇臂前进入主机 2)橫向前进向定模 3)卡夹关闭抓工件 4)橫向向动模后退(拉拔) 5) 摇臂后退出主机 6)机械手旋转(右转) 7)橫向前进 8) 摇臂下降 9)卡夹打开放工件 10) 摇臂上升 11)机械手旋转返回 12)橫向返回取件手检查项目:1)确认各个限位开关,指示灯正常;2)各部位动动平稳,无卡滞3)卡夹规格大小与工件匹配4)卡夹工件不松动,夹持部位对中5)全套动作正常、准确、可靠;4、检查喷涂手全套动作顺序:喷涂手(喷雾机)(一):1)喷淋头伸出 2)喷淋头下降 3)吹气清扫 4)喷雾1、2、3动作5)喷雾空气1、2、3和吹气动作 6)喷淋头上升 7)喷淋头回位喷涂手(喷雾机)(二)1)喷雾机旋转 2)喷淋头下降 3)吹气清扫 4)喷雾1、2动作 5)喷雾空气1和2及吹气动作 6)喷淋头上升 7)喷雾机旋转回位。
压铸的工作原理

压铸的工作原理一.压铸机的分类及其工作方式压铸机的分类方法不少,按使用范围分为通用压铸机和专用压铸机;按锁模力大小分为小型机(≤4 000 kN)、中型机(4 000 kN~10 000 kN)和大型机(≥10 000 kN);通常,主要按机器结构和压射室(以下简称压室)的位置及其工作条件加以分类,各种类型的压铸机的名称压铸机热室压铸机冷室压铸机常规热室压铸机卧式热室压铸机立式冷室压铸机卧式冷室压铸机全立式冷室压铸机压铸机由下列各部份组成。
(1)合模机构驱动压铸模进行合拢和开启的动作。
当模具合拢后,具有足够的能力将模具锁紧,确保在压射填充的过程中模具分型面不会胀开。
锁紧模具的力即称为锁模力 (又称合型力),单位为千牛(kN),是表征压铸机大小的首要参数。
(2)压射机构按规定的速度推送压室内的金属液,并有足够的能量使之流经模具内的浇道和内浇口,进而填充入模具型腔,随后保持一定的压力传递给正在凝固的金属液,直至形成压铸件为止。
在压射动作全部完成后,压射冲头返回复位。
(3)液压系统为压铸机的运行提供足够的动力和能量。
(4) 电气控制系统控制压铸机各机构的执行动作按预定程序运行。
(5) 零部件及机座所有零部件经过组合和装配,构成压铸机整体,并固定在机座上。
6)其他装置先进的压铸机还带有参数检测、故障报警、压铸过程监控、计算机辅助的生产信息的存储、调用、打印及其管理系统等。
(7) 辅助装置根据自动化程度配备浇料、喷涂、取件等装置。
立式冷室压铸机的工作方式立式冷室压铸机的工作方式如图5。
压室7 呈垂直放置,而上冲头8 处于压室上方(图上方的位置),下冲头10 则位于堵住喷嘴 5 孔口处,以免金属液浇入压室内自行流入喷嘴孔。
模具的开、合动作呈水平挪移,开模后,压铸件留在动模。
工作步骤如下:(1)合拢模具;(2)以人工或者其他方式将金属液浇入压室;(3)上冲头以较低的压射速度下移,进入压室内及至刚接触金属液液面;(4)上冲头转为较高的压射速度压下,而下冲头则与上冲头保持着中间一段存有金属液的相对距离同步地快速下移;(5)当下冲头下移至让出喷嘴孔口时,正好下到最底部而被撑住;于是,上、下冲头一同挤压金属液高速向喷嘴孔(直浇道 6 的一部份)喷射;(6)金属液通过由喷嘴、浇口套4、定模的锥孔和分流器 2 组成的直浇道6,从内浇口3 填充进入模具型腔;(7) 填充完毕,但上冲头仍保持一定的压力,直至型腔内的金属液彻底凝固成压铸件1 为止;浇道和压室内的金属液分别凝固为直浇口和余料饼9;(8)上冲头提升复位;同时,下冲头向上动作,将尚与直浇口相连的余料饼切离;(9)下冲头继续上升,把余料饼举出压室顶面,再以人工或者其他方式取走;(10)下冲头下移复位至堵住喷嘴孔口;(11) 打开模具,压铸件和直浇口一同留在动模上,随即顶出并取出压铸件;一旦切离余料饼之后,开模动作可以即将执行,也可以稍缓至适当的时候执行,与下冲头完成上举和复位的动作无关;至此,完成一次压铸循环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伺服自动取件机
产品类型:自动取件机 伺服自动取件机 性能特点 1. 伺服直进直出结构,节省空间,降低客户购买成本。 2. 取件速度快,可调整、更适合锌、镁合金产品。 3. 手臂旋转90度,位于压铸机模板侧面,不影响换模。 4.夹取位置准确,夹径大小可调整。 5. 采用中文人机界面触摸屏,可方便的对各种参数进行设定,对机器状 态进行实时监控并带故障自诊断提示功能,使得操作和维护都非常方 便。 6. 可单机自动,也可与压铸机给汤机,喷雾机连线,成为全自动设施。 7. 采用了伺服电机控制,使手臂位置调整实现了数字化。
产品特点: 1.可以单动,也可与压铸机、喷雾机、给汤机、及 冲床连线成全自动生产。 2.可以选择手臂前进等待功能,使夹取速度加快, 增加成品生产速度。 3.可以选择手臂前进等待功高单 日成品产量约20-30%。 4.本装置可分前夹与后夹,使夹取更方便使用。 5.可外加手臂自动升装置,可与冲床连线自动去除 毛边,减少人力浪费。 6.采用PLC控制回路,具有故障码显示功能,使维 修更加方便。
进口伺服电机,动力输出更平稳。 线性导轨设计,动力传递更平稳。
自动润滑装置,润滑磨合更稳定。 专业技工装配,整机性能更稳定。
产品特点:
1、主臂直进式设计,采用伺服控制,进口滚珠丝杆传动,快速平稳。 2、代替人工将压铸成品从模腔中取出,与喷雾机压铸机完成自动生产。 3、可将成品放至传送带或与水口机、扳料机联线形成全自动生产。 4、降低劳动强度,提高生产效率,可提高单日成品产量约20-30%。 5、提高产品质量,降低生产成本。
欢迎欣赏
谢谢
压铸取件机介绍
鑫台铭制 2015年9月29日
压铸取件机
压铸取件机是由深圳市鑫台铭机械设备有 限公司最新研发的一整套压铸周边自动化 液压切边设备,是压铸周边自动化机械设 备生产制造企业。压铸周边自动化设备主 要产品包括:伺服取件机、五连杆给汤机、 伺服喷雾机、输送带、机器人取件,输送, 油压后处理一体线、油压切边机设备等。
压铸取件机性能特点:
1、手臂旋回90度,位于机械体侧面,不影响换模 空间,不被溶汤溅伤。 2、夹取位置点准确。防水,防尘,防喷溅设计,使 用寿命长;夹径尺寸可随铸件实际大小调整。 3、选择手臂横前待机功能,使夹取成品时间缩短, 提高效率。 4、可分押前夹、押后夹,使夹取更方便。 5、可外加底座升降装置, 可与冲床联机,减少人力 浪费。 6、主要组件采用进口产品,在恶劣环境下使用,安 全有保障。
◆主要配件及电器元件均采用进口件,故障率低、使用寿命 长。 ◆可以单动,亦可与压铸机、喷雾机连成全自动生产。 ◆可以选择手臂前进等功能,使夹取速度加快,增加成品生 产速度。 ◆可以选择手臂前进等待功能与横前待机功能同时使用,使 夹取成品速度提高及时间缩短,提高单日成品量约2030%。 ◆因增加空油压装置可使手臂前进及后退速度稳定,机械构 造简单耐用,延长机械寿命。 ◆本装置可分前夹、后夹、使夹取更方便使用。 ◆可外加手臂自动升降装置,可与冲床连线自动去除毛边, 减少人力浪费。 ◆采用PLC控制回路,具有故障码显示功能,使维修更加方 便。
压铸取件机
取件机是通过机械连杆原理来实现从模具 夹取产品后按理想的轨迹将产品送至的产 品安全区域的机械设备。
压铸取件机 取件机械手作用: 在于减少人力操作,使生产程序化。 安全、稳定、高效。 工件夹取轻放,防止碰撞,利于保持工件的 美观,提高品质。 更适合长期、稳定的工作。
压铸取件机特点:
1.独特设计的连杆结构具有非常理想的运动轨迹。 2.采用连杆式手臂,承载能力强,采用进口马达减速机和变频器;另手 臂分多段速控制,故比气动控制稳定性高,即便高速动作,可将手臂 的冲击减到最低。 3.可实现任意位置待机,大大节约的取件周期。 4.夹取装置为3爪结构,诠释了3点共圆之原理,故为夹取料饼最理想方 式。内部结构是通过死点机铰位置来给夹爪传递最够大的力,以保证 产品更加牢靠被夹稳。 5.电脑为OMRONPLC,并采用施耐德变频器驱动、KOYO编码器控制手 臂位置。国际品牌控制元件能保证机械手臂的稳定性。 6.整机高度可调节,采用四柱升降机构,稳定、可靠、省力,适合多压 射工位取出。 7.配有触摸式人机界面,参数设置简单、直观;使操作与维护更加简便。 8.多元化的待机模式,自动/手动等选择模式,方便客户任选。