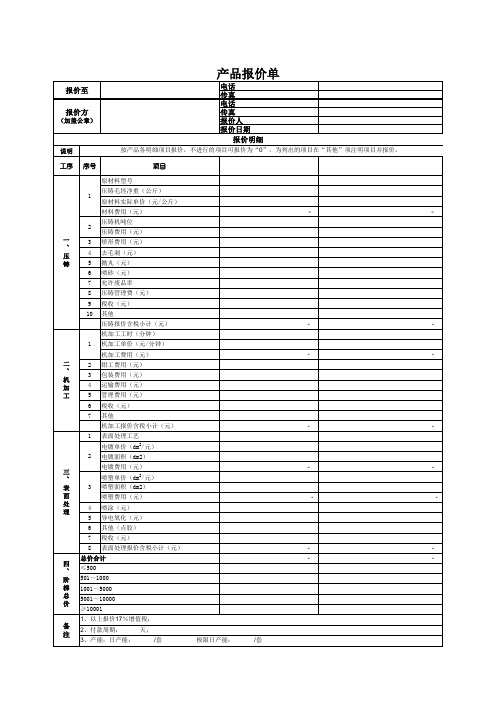
压铸机设备报价表
产品报价表(压铸)(3)
报价至 报价方
(加盖公章)
电话 传真 电话 传真 报价人 报价日期 报价明细
按产品各明细项目报价,不进行的项目可报价为“0”,为列出的项目在“其他”项注明项目并报价。
说明 工序 序号
项目 原材料型号
1
压铸毛坯净重(公斤) 原材料实际单价(元/公斤) 材料费用(元)
-
-
2 一 、 压 铸 3 4 5 6 7 8 9 10
-
-
备 注
电话传真电话传真报价人报价日期报价明细说明工序序号项目原材料型号压铸毛坯净重公斤原材料实际单价元公斤材料费用元压铸机吨位压铸费用元3矫形费用元4去毛刺元5抛丸元6喷砂元7允许废品率8压铸管理费元9税收元10其他压铸报价含税小计元机加工工时分钟机加工单价元分钟机加工费用元2钳工费用元3包装费用元4运输费用元5管理费用元6税收元7其他机加工报价含税小计元1表面处理工艺电镀单价dm2元电镀面积dm2电镀费用元喷塑单价dm2元喷塑面积dm2喷塑费用元4喷涂元5导电氧化元6其他点胶7税收元8表面处理报价含税小计元10001总价合计3产能
压铸机吨位 压铸费用(元) 矫形费用(元) 去毛刺(元) 抛丸(元) 喷砂(元) 允许废品率 压铸管理费(元) 税收(元) 其他 压铸报价含税小计(元) 机加工工时(分钟)
-
-
1 二 、 机 加 工 2 3 4 5 6 7 1 2 三 、 表 面 处 理
机加工单价(元/分钟) 机加工费用(元) 钳工费用(元) 包装费用(元) 运输费用(元) 管理费用(元) 税收(元) 其他 机加工报价含税小计(元) 表面处理工艺 电镀单价(dm2/元) 电镀面积(dm2) 电镀费用(元) 喷塑单价(dm /元)
2
-
-
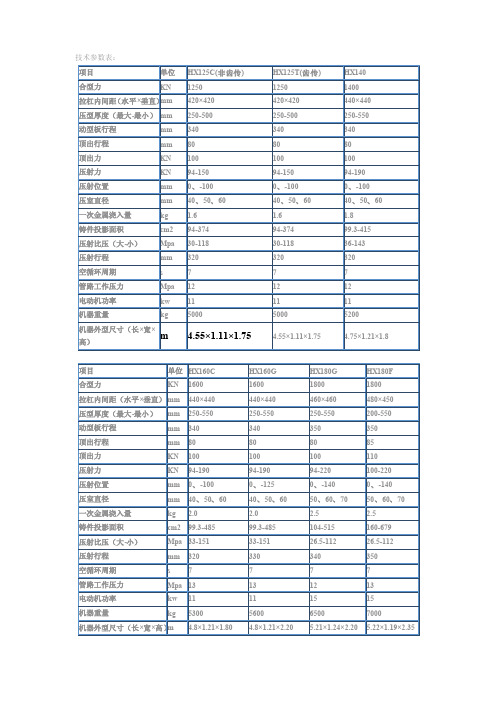
压铸机技术参数表
空循环周期
s7
管路工作压力 电动机功率
Mpa 13 kw 11
机器重量
kg 5300
机器外型尺寸(长×宽×高)m 4.8×1.21×1.80
HX160G 1600 440×440 250-550 340 80 100 94-190 0、 -125 40、 50、 60 2.0 99.3-485 33-151 330 7 13 11 5600 4.8×1.21×2.20
6
10
285-1475`
518-2333
33.9-130
30-135.4
570
710
12
13
14
14
30
37
20000
30000
7.35×1.85×3.15 8.48×1.96×3.3
项目
单位
合型力
KN
拉杠内间距(水平×垂直) mm
压型厚度(最大-最小) mm
动型板行程
mm
顶出行程
mm
顶出力
KN
压射力
KN
压射位置
mm
压室直径
mm
一次金属浇入量
kg
铸件投影面积
cm2
压射比压(大 -小)
Mpa
压射行程
mm
空循环周期
s
管路工作压力
Mpa
电动机功率
kw
机器重量
kg
机器外型尺寸(长 ×宽 ×高) m
HX800
HX900
HX1300
HX1600
8000
9000
13000
16000
810×810
910×910
Mpa
压射行程
一体化压铸机工艺参数表
一体化压铸机工艺参数表
摘要:
1.一体化压铸机概述
2.一体化压铸机的特点
3.一体化压铸机的工艺参数
4.一体化压铸机的应用范围
5.一体化压铸机的发展趋势
正文:
一、一体化压铸机概述
一体化压铸机是一种将金属熔融后高压注入模具,并在一定的压力和温度下成型的设备。
其特点是生产效率高、成本低、产品质量稳定等,因此在汽车、摩托车、电子等领域得到广泛应用。
二、一体化压铸机的特点
1.高生产效率:一体化压铸机采用高压注入金属,使得生产效率得到很大提高。
2.低生产成本:一体化压铸机可以实现自动化生产,减少人力成本。
3.产品质量稳定:一体化压铸机可以实现批量生产,产品质量更加稳定。
三、一体化压铸机的工艺参数
一体化压铸机的工艺参数主要包括:
1.锁模力:决定了压铸机的生产能力,一般锁模力越大,生产能力越强。
2.射出速度:决定了压铸机的生产效率,射出速度越快,生产效率越高。
3.模具温度:影响了压铸件的质量,模具温度过高或过低都会影响压铸件的质量。
4.金属液温度:决定了压铸件的结晶组织,金属液温度过高或过低都会影响压铸件的质量。
四、一体化压铸机的应用范围
一体化压铸机广泛应用于汽车、摩托车、电子等领域,主要用于生产发动机壳体、变速器壳体、汽车车身等部件。
五、一体化压铸机的发展趋势
随着汽车、摩托车、电子等领域的发展,一体化压铸机的需求越来越大,未来一体化压铸机的发展趋势主要有以下几点:
1.生产效率更高:随着技术的发展,一体化压铸机的生产效率将得到进一步提高。
2.应用范围更广:随着一体化压铸技术的发展,一体化压铸机将在更多的领域得到应用。
如何对压铸件进行报价

如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
如何选购压铸机
如何选购压铸机选购二手压铸机-压铸模温机压铸机的选择,通常依锁模力、射料量、铸造面积为依据。
一、确定压铸机的锁模力锁模力是选用压铸机时首先要确定的参数。
锁模力的作用主要是为了克服模腔内的涨型力,以锁紧模具的分型面,防止金属液飞溅,保证铸件的尺寸精度。
压铸机的锁模力计算如下:F=k×p×sF---计算锁模力k---安全系数p---压射比压s---投影面积安全系数K与铸件的复杂程度以及压铸工艺等因素有关,一般取1-1.3对于薄壁复杂铸件,由于采用较高的压射速度,压射比压和模具温度,使模具分型面受到较大的冲击,因此K应取较大值,反之取较小值。
二确定机器的射料量射料量是压铸机装置的一个重要参数。
它是选择压铸机时最常驻用的参数,以千克表示。
选择一台足够射料量的压铸机—不应选择射料量刚好等于压铸件毛坯重量的压铸机。
通常的选择是压铸毛坯的重量应占射料量的25%---85%为宜。
三确定零件投影面积投影面积是压铸件选机型的重要参数,这里所说的投影面积不仅仅是零件的面积,还包括垃圾位和水口的面积。
面积的估算一般用锁模力除以压铸时的压射比压求得。
对于已有的啤件、铸造面积的计算应分割成小的规则形状计算。
⑴、直径为d的圆面积的s计算:s=Лd2/4⑵、边长为a的正方形面积s的计算:s=a2⑶、长为a,宽为b的长方形面积s的计算:s=ab⑷、上底为a,下底为b,高h为的梯形面积s的计算:s=(a+b)h/2选购二手压铸机?怎样选购一台二手压铸机呢?我认为首先看牌子,就像名牌衣服一样只要不是冒牌货肯定用料也不会太差的,现在压铸机牌子多如牛毛令人花多眼乱,但真正称得名牌压铸机实际也只是几个,为什么名牌一定是好呢?因为名牌不是自已吹成的,是经过市场认可的,一个真正名牌形成要经过很长的市场考验。
另外名牌压铸机生产厂家资源和技术力量都很丰厚,加上名牌压铸机厂家加工硬件设备先进,这几点很重要,技术力量不够肯定是东抄西袭,这样产品组装出来的压铸机又会好得到哪里呢?实力雄厚厂家压铸机的零件大都采用数控设备生产,先进生产设备生产出来零件肯定精密度高的,精密度高的零件装配使用起来间隙配合会达到设计要求,这样磨损就不会严重使用寿命就会越长。
铝合金压铸机选型计算公式表

铝合金压铸机的选型计算公式表可能因不同的压铸机型号和厂家而有所不同,但以下是一些常见的选型计算公式:
压铸机锁模力计算公式:F = (π × d × p × L) / 1000
其中,F为锁模力(kN),d为铸件直径(mm),p为铸件收缩率(一般取1.006),L为铸件高度(mm)。
压铸机功率计算公式:P = (π × d × p × Q × L) / 3600
其中,P为功率(kW),Q为铸件重量(kg)。
压铸机合模机构总压力计算公式:F_total = F_s + F_a
其中,F_total为合模机构总压力(kN),F_s为锁模力(kN),F_a为合模机构所需压力(kN)。
压铸机顶出力计算公式:F_top = π × d × p × Q
其中,F_top为顶出力(kN),Q为铸件重量(kg)。
需要注意的是,以上公式仅供参考,实际选型计算时需要结合具体的产品要求、生产工艺、设备参数等因素进行综合考虑。
同时,不同厂家和型号的压铸机可能具有不同的特点和适用范围,因此需要根据具体情况进行选择。
压铸模具分解报价表
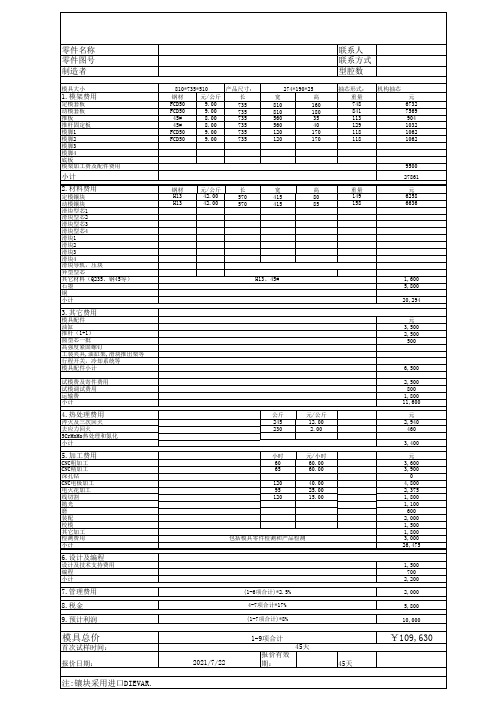
模具大小
1.模架费用
定模套板 动模套板 推板 推杆固定板 模脚1 模脚2 模脚3 模脚4 底板 模架加工费及配件费用
小计
2.材料费用
定模镶块 动模镶块 滑块型芯1 滑块型芯2 滑块型芯3 滑块型芯4 滑块1 滑块2 滑块3 滑块4 滑块导轨,压块 异型型芯 其它材料(Q235、钢45等) 石墨 铜 小计
600 2,000 1,500 1,800 3,000 26,475
1,500 700
2,200
2,000
5,800
10,000
¥109,630
415
80
149
H13
42.00
570
415
85
158
9500
27861
元 6258 6636
H13、45#
公斤 245 230
元/公斤 12.00 2.00
小时 60 65
120 95 120
元/小时 60.00 60.00
40.00 25.00 15.00
包括模具零件检测和产品检测
2021/7/22
3.其它费用
模具配件 油缸 推杆(1+1) 圆型芯一批 高强度紧固螺钉 工装夹具,油缸架,滑块推出架等 行程开关,冷却系统等 模具配件小计
试模费及寄件费用 试模调试费用 运输费 小计
4.热处理费用
淬火及三次回火 去应力回火 5CrMnMo热处理和氮化 小计
5.加工费用
CNC粗加工 CNC精加工 深孔钻 CNC电极加工 电火花加工 线切割 抛光 磨 装配 校模 其它加工 检测费用 小计
9.00
735
274*190*25
宽
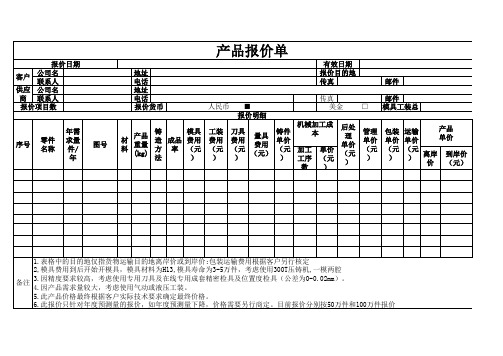
报价单格式
出样 周期 /天
人民币 工装 费用 (元 )
■ 报价明细
□ 管理 单价 (元 )
序号
零件 名称
图号
机械加工成 后处 刀具 铸件 本 量具 理 费用 单价 费用 单价 (元 (元 加工 单价 (元) (元 ) ) 工序 (元 ) 数 )
1.表格中的目的地仅指货物运输目的地离岸价或到岸价;包装运输费用根据客户另行核定 2,模具费用到后开始开模具,模具材料为H13,模具寿命为3-5万件,考虑使用300T压铸机,一模两腔 备注 3.因精度要求较高,考虑使用专用刀具及在线专用成套精密检具及位置度检具(公差为0-0.02mm)。 4.因产品需求量较大,考虑使用气动或液压工装。 5.此产品价格最终根据客户实际技术要求确定最终价格。 6.此报价只针对年度预测量的报价,如年度预测量下降,价格需要另行商定。目前报价分别按50万件和100万件报价
产品报价单
报价日期 公司名称 客户 联系人 供应 公司名称 商 联系人 报价项目数 年需 求量 件/ 年 地址 电话 地址 电话 报价货币种类 铸 模具 产品 造 成品 费用 材料 重量 方 率 (元 (kg) 法 ) 有效日期 报价目的地 传真 传真 美金 邮件 邮件 模具工装总价 产品 包装 运输 单价 单价 单价 (元 (元 离岸 到岸价 ) ) 价 (元)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸机设备报价表
地址:邮编(PC):
电话(Tel):传真(Fax):
注:以上报价含17%增值税,不含运输费。
二、性能及特点:
1、设计标准:
产品设计主要依据是参照GB/T 21269-2007, GB 20906-2007冷室压铸机行业标准和国家有关的安全标准要求,以及结合XXX压铸机产品系列化要求和产品的配置定位进行设计。
2、主要结构:
主要由机座、合型、压射、液压、电气和防护门等六个部分组成:
2.1 机座由大机座、小机座连接而成。
大、小机座均为箱式结构设计,钢性、强度好,机
器运转所需油液分布在大、小机座内;
2.2合型机构采用液压驱动的内卷式斜排五铰链双曲肘扩力机构,同时配备液压马达驱动齿
轮调节模具装置及液压顶出装置;
2.3压射部分采用拉杆式结构,设有三个压射位置;采用四级压射系统设计,压射和增压储
能器各自独立,双回路液压控制系统,调节灵敏、反应快速。
2.4液压系统元件采用进口名牌低噪声高、低压双联叶片泵驱动,系统工作压力为14Mpa,
比例溢流阀采用‘德国力士乐’。
2.5各油缸采用国际上先进的斯特封、格来圈密封结构,并选用进口密封件,摩擦阻力小、密
封效果好;各油缸的动作速度、压力可通过触摸屏独立设置,互不干扰;
2.6单油缸中心液压顶出,带原复位装置;
2.7采用‘PLC’控制系统,人机操作界面控制电器,压射部分手轮调节;集部分生产管理、
工艺参数设置、故障诊断(附有报警装置),发生故障压铸机能自动停机等功能。
2.8采用中日合资‘流遍’公司产容积式中央自动控制曲肘润滑系统,可检知分配器,电器设
有润滑故障报警装置;确保机器润滑效果良好;
2.9配有‘神威’牌冷却器,液压油冷却系统换热能力强劲,连续工作温度:≤50℃
2.10配有一组液压抽芯装置,程序设计上可选为动模或定模抽芯器。
2.11开合模行程、顶出行程控制选用行程开关。
2.12整机采用前、后防护门,以防止压铸工作时金属液喷出伤人;压铸机在运转时,只有
在关闭防护门时才可以进行合模、压射;
2.13本机电气具有手动、自动二种操作功能,正常使用中应选用自动循环工作程序,在调
试过程中可以采用手动操作,通过两种程序‘手动’和‘自动’转换开关来操作。
2.14电气部分主电源为三相交流380伏,频率50赫兹,控制电路采用PLC进行控制;电
磁阀及按钮电源为直流24V。
3、主要特点:
3.1三大模板、龙门架、曲肘等铸件采用高强度优质球墨铸铁材料及蜂窝状结构设计,经加
工中心二道精加工,加工精度高、变形小,从而保证了机床的运行重复精度高,动作平稳,启动、停止冲击小,并具备低压保护功能。
3.2可与自动给汤机、自动喷雾机、自动取出机等周边设备联机,实现全自动压铸生产。
三、XXX压铸机设备技术参数及配置
注:液压泵(三包壹年)、电磁阀电液阀如果改用“TOKIMEC”品牌,另在报价的基础上再增加陆仟元。
XXX
2018年6月10日。