螺栓拧紧知识概要
螺栓螺母拧紧基础知识

螺栓螺母拧紧基础知识
Diagram 11 屈服点控制,以Rp0.2 为限
Diagram 12 : 屈服点拧紧控制方法
螺栓螺母拧紧基础知识
屈服点拧紧控制方法的优点: 装配后紧固件夹紧力的散差仅来自于: - 螺栓强度等级的变化 - 螺纹摩擦系数的变化(支撑面的摩擦系数对于该夹紧力无影响)
螺栓螺母拧紧基础知识
摩擦系数计算公式
µ-total --
= --T--/--F--–--0-,-1-5--9--•-p------------------0,578 • d2 + Db / 2
µ-thread = --T-t-h-/0--,F5--7–-8-0-•,-1-d5-29--•--p--------------------
角度控制拧紧方法的缺点: - 不是对所有螺栓适用:尤其对于短螺栓以及短自由 螺纹的螺栓不适用; - 会造成被连接件表面的高压力,大的螺栓拧入长度 以及大的旋转角度,在选择螺栓材料、螺栓头尺寸和 镀层及润滑时, 必须要考虑到这些情况;
螺栓螺母拧紧基础知识
Hiபைடு நூலகம்
Lo
Hi
Diagram 8 : Bolt assembling – Torque Control
螺栓螺母拧紧基础知识
Table 1 : Material characteristics
螺栓螺母拧紧基础知识
Table 2 : Material characteristics
螺栓螺母拧紧基础知识
Hi
Lo
Hi
Diagram 6 : Bolt assembling – Angle Control
螺栓螺母拧紧基础知识
螺栓拧紧知识-概要

现 用 检 具
OK
4.3.3、常用检测方法 1)事后法(静态检测): 拧紧法
拧松法
复位法 2)过程法(在线动态检 测): 传感器法
检具必须定期标定
三种静态检测方法,如何使用?
检测方法 主要内容 力矩变化系数 备注
4.4、力矩检测的主要影响因素
1)连接件表面质量及装配扭矩形成过程的影响 (表面的粗糙度及硬度等) 2)检测工具的影响(精度) 3)检测方法的影响(力矩变化系数)
抗 拉 强 度
极限抗拉强度
屈服强度 屈服点 失效
60% 50%
弹性区 塑性区
力矩取 值?
应变
第三部分 螺纹联接装配工艺及过程控制
螺纹联接拧紧的几个阶段 螺纹联接装配工艺方法
3.1、螺纹联接拧紧的几个阶段
Fb Fy Fp
Stage 1 Prevailing Torque
Stage 2 Draw Down
螺栓连接受力示意图和紧固扭矩分配示意图
理论公式
拧紧力矩的组成
拧紧力矩和紧固轴力的关系 影响预紧力(夹紧力)的因素 紧固件拧紧的实质 轴向预紧力的确定 螺栓连接件的特性
2.1、螺栓连接受力示意图
请:标出螺栓拧紧过程中所受力
螺纹联接紧固扭矩分配示意图
螺母&摩擦力 55%
紧 固 轴 力 Ff
Fmax Kmin Kmax
塑性区
弹性区
Fmin
紧固力矩T
3.2.1 扭矩直接控制法
拧紧曲线:
扭矩 Tmax Tmin
例:飞轮螺栓 拧紧要求为 130-140Nm
扭矩 = OK
时间
3.2.2 扭矩控制 — 转角监控法
拧螺丝原来是个技术活—螺栓的拧紧与控制技术详解
拧螺丝原来是个技术活—螺栓的拧紧与控制技术详解伺服电动系统内置了转矩、位置、速度三环控制,因其高转速、高扭矩、高精度而广泛应用于工控设备的传动、控制领域。
一、拧紧的基本概念1. 拧紧的基本要求有三点:1)连接件紧密贴合;2)能承受一定的动载荷;3)有足够的夹(压)紧力。
2. 拧紧过程的主要变量2.1扭矩(T):所施加的拧紧动力矩,单位牛米(Nm);2.2夹紧力(F):连接体间的实际轴向夹(压)紧大小,单位牛(N);2.3摩擦系数(U):螺栓头、螺纹副中等所消耗的扭矩系数;2.4转角(A):基于一定的扭矩作用下,使螺栓再产生一定的轴向伸长量或连接件被压缩而需要转过的螺纹角度。
3. 螺栓的主要参数3.1标准扭矩:对应于不同型号、不同规格、不同材质的标准螺栓,其标定条件下拧紧需要的扭矩大小,单位牛米(Nm);3.2预紧力:螺栓拧紧时所需要的轴向拉应力,单位牛(N);3.3屈服强度:或屈服应力,使螺栓开始产生塑性变形的拉应力大小,单位N/mm²;3.4抗拉强度:或抗拉应力,使螺栓拧紧失效甚至断裂的最小拉应力,单位N/mm²。
二、拧紧过程分析1、541规则参见图A:通常情况下,在螺栓的拧紧过程中,实际转化为螺栓夹紧力的扭矩仅占10%,其余50%用于克服螺栓头下的摩擦力,40%用于克服螺纹副中的摩擦力,这就是“541”规则,主要反映夹紧力与摩擦力之间的关系。
但若施加一定的改善措施(如涂抹润滑油)或螺纹副中存有缺陷(如杂质、磕碰等),该比例关系会受到不同影响而改变。
图A、541规则2、螺栓连接件的特性图B:螺栓连接件特性3、螺栓拧紧的影响因素根据541规则,螺栓是否真的被拧紧(或是否达到螺栓的预紧力),主要取决于螺栓与连接件之间的摩擦系数的变化,那么,能引起摩擦系数变化的可能性因素有哪些呢?1)螺栓头表面:含镀层、涂层等,是否光洁、平整?有无凸凹缺陷?有无锈蚀破损?等;2)螺纹副中:有无杂质、磕碰?螺纹工艺等级?等;3)连接方式:分为硬连接和软连接两种方式,比如垫圈、垫片的应用等;4)材料特性:主要与材料的硬度或刚性相关,也可广义地区分为硬连接和软连接方式;5)改善措施:比如涂抹润滑油、或对螺栓表面进行特殊处理等。
螺纹拧紧技术

【超过15年刀具应用经验,不仅仅是专业】 /
实际目标扭矩通常是屈服扭矩的50% to 85% 用在拴紧弹性区域 90%的加载扭矩用于克服摩擦力 Also known as: 扭矩,垂直扭矩
预紧力正确度± 25%
【超过15年刀具应用经验,不仅仅是专业】 /
内部分析
平均加载 (80%屈服)
如我们恰巧看到螺纹与支承面连接表面,我们注意此处压痕 非常高,因为螺栓伸长远端出现屈服以及这些区域出现崩溃 而使夹紧力减少。
二、螺栓拧紧的方法
【超过15年刀具应用经验,不仅仅是专业】 /
拧紧,实际上就是要使两被连接体间具备足够的压紧力,反映到被拧紧的螺 栓上就是它的轴向预紧力(即轴向拉应力)。而不论是两被连接体间的压紧 力还是螺栓上的轴向预紧力,在工作现场均很难检测,也就很难予以直接控 制,因而,人们采取了下述几种方法予以间接控制。 1.扭矩控制法(T): 扭矩控制法是最开始同时也是最简单的控制方法,它是当拧紧扭矩达到某一 设定的控制值Tc时,立即停止拧紧的控制方法。它是基于当螺纹连接时,螺 栓轴向预紧力F与拧紧时所施加的拧紧扭矩T成正比的关系。它们之间的关系 可用: T = K F (2) 来表示。其中K为扭矩系数,其值大小主要由接触面之间、螺纹牙之间的摩擦 阻力Fμ来决定。在实际应用中,K值的大小常用下列公式计算: K=0.161p+0.585μd2+0.25μ(De+Di) (3) 其中: p为螺纹的螺距;μ为综合摩擦系数 ;d2为螺纹的中径; De为支承面的有效外径;Di为支承面的内径 螺栓和工件设计完成后,p、d2、De、Di均为确定值,而μ值随加工情况的不 同而不同。所以,在拧紧时主要影响K值波动的因素是综合摩擦系数μ。 有试验证明,一般情况下,K值大约在0.2-0.4之间,然而,有的甚至可能在 0.1-0.5之间。故摩擦阻力的变化对所获得的螺栓轴向预紧力影响较大,相 同的扭矩拧紧两个不同摩擦阻力的连接时,所获得的螺栓轴向预紧力相差很 大(摩擦系数μ对螺栓轴向预紧力的影响参见图4 )。
螺栓拧紧技术
螺栓拧紧技术一、本文的目的螺栓连接的目的是使连接件之间产生适当的压紧力。
压紧力使连接件实现设计的连接。
但压紧力不容易直接检测到,在实际使用中,通常通过扭矩的控制与测量来实现。
螺栓连接要正确使用,首先需要设计者计算压紧力、计算强度、选择尺寸以及使用多大的力矩来拧紧。
这些只是工作的初步完成。
还需要在车间里使用适当的工具将螺栓拧紧到一定的程度,来产生所需的压紧力。
而如何选择适当的工具和拧紧方法,这就是本文的目的。
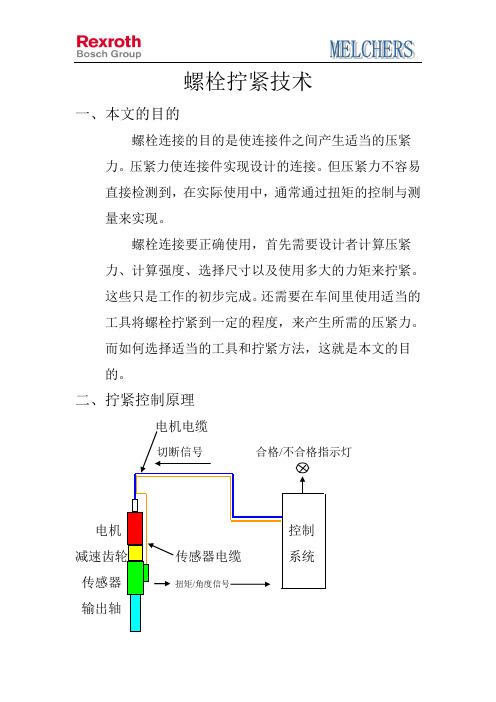
二、拧紧控制原理电机电缆切断信号合格/不合格指示灯电机控制减速齿轮传感器电缆系统传感器扭矩/角度信号输出轴三、拧紧过程的一些基本概念3.1拧紧过程当螺纹连接被拧紧时,由于螺纹的几何形变,使螺栓受拉,被连接件受压。
如下图所示(压紧力与螺栓角位移之间的关系)。
螺栓(或螺母)到达配合面后,拧紧过程真正开始。
初始阶段,由于螺牙的误差及微观表面不平,曲线不呈线性。
这段非曲线之后,压紧力的上升与转角一般呈线性状态,一直到达到材料的屈服极限为止。
然后螺栓开始塑性变形,压紧力增加很少。
如继续拧紧,螺栓被拉长变细,最终断裂。
3.2 硬性连接与软性连接螺纹连接可以为硬性连接与软性连接,或者介于二者之间。
硬性连接一般指材料刚性大、螺栓短的连接。
如发动机上飞轮与曲轴的连接。
软性连接通常在连接刚性小、连接件之间有橡胶、弹垫等。
软性连接有一定的柔性。
对硬性连接,螺母到达配合面后,只需很小的转动角度就可达到预定的力矩,并获得压紧力;而软性连接则相反,需要转动大的角度。
3.3 力矩的分配拧紧力矩需要产生压紧力,同时克服螺栓头与连接件接触面上的摩擦力以及螺纹牙间的摩擦力。
10%转化为压紧力50% 40%螺栓头与连接件螺纹牙间的摩擦力接触面上的摩擦力它们之间的关系如下:T=F(0.161p+0.583d2*U1+0.5D k* U2)T --- 力矩F --- 压紧力P --- 螺距d2 --- 螺钉或螺母的中经U1--- 螺牙间接触面的摩擦系数U2 --- 螺栓头或螺母与被连接件接触面的摩擦系数D k --- 螺栓头或螺母与被连接件接触面的直径3.4 螺栓中的应力如果可以提高螺栓中的应力,那么螺栓的数量就可以减少或尺寸可以减少。
螺纹拧紧技术

螺纹拧紧技术
螺纹拧紧技术是一种用于增强联接刚性、增加紧密性和提高防松
能力的技术。
其目的是为了提高整个产品的质量、安全性能和有效性。
对于受轴向拉力的螺栓联接,还可以提高螺栓的疲劳强度;对于受横
向载荷的普通螺栓联接,有利于增大联接中接合面间的摩擦力。
拧紧螺母时,加在扳手上的力矩T用来克服螺纹牙间的阻力矩T1
和螺母支承面上的摩擦阻力矩T2,即T=T1+T2。
对于M10〜M68的
粗牙螺纹,若取卩=0.15及卩'=0.15,则式(4)可简化为T~0.2F'd Nmm,其中d为螺纹公称直径,F'为预紧力。
控制拧紧力矩的方法包
括使用测力矩扳手或定力矩扳手,装配时测量螺栓的伸长,规定拧紧
后的扳动角度或圈数,对于大型联接,还可利用液力或加热使螺栓伸
长到需要的变形量时把螺母拧到与被联接件相贴合,近年来还发展了
利用微机通过轴力传感器获取数据并画出预紧力与所加拧紧力矩对应
曲线的方法来控制拧紧力矩。
螺栓和拧紧资料

注: 在有争议的情况下,以维氏硬度为准
11
12
1.2.5 延迟断裂
该项性能适用于质量级别9.8级以上的螺栓,也适用于 带锥形弹性垫片的螺栓。也可以用于检测镀锌后的氢脆
用于该检查的装置见图 7。 在试验时在螺栓上施加一个拧紧力矩获得预紧力: F=95%Re*AS 在预紧力下保持48小时,不应该在螺栓上观察到任何 开始断裂的迹象及裂纹
21
22
23
24
25
26
1.5力矩的选用原则
力矩产生的应力不能超过螺栓屈服强度的95%
最佳应力范围应在螺栓屈服强度的50%-85%
27
1.5.1 螺栓力矩和应力的对应关系 针对ISO标准的螺栓,力矩和应力的对应关系可以使用 以下经验公式:
PSA集团使用的公式
中国行业经验公式
完成装配后,受到外轴向应力Fez的作用,零件被卸载,螺钉被拉伸。根 据其刚度,外应力分布在固定零件和装配零件上。伸长率在螺钉上变为 Db,在零件上变为压缩Da。螺钉上可见应力部分为Fb,零件上则为Fa。 力的平衡表现为: Fez + (F0-Fa) – (F0+Fb) = 0. 零件全部卸载会脱落,应力Fa部分等于预加应力F0。F0 - Fa = 0 而 F0+Fb = Fez 时,表明螺钉受到整个外应力
现在使用的测量仪都可以同时监控力矩和角度的变化
67
二:拧紧后的测量
1、测量残余力矩 由于拧紧力矩在拧紧过程中由于摩擦的原因会 产生消耗,使产生张力的有效力矩减小,残余力矩产生 的张力才是螺栓上的有效张力。残余力矩的测量有以下 方法: (1)、脱开力矩法 (2)、标记法
68
2、直接测量螺栓上的张力 可以用超声波来测量螺栓上的张力。前提: (1)、必须是平头并两端控制平行度的螺钉 (2)、这个方法不适用于凹头螺钉。螺钉须有一 个修整阶段用以保证各端的平行度 (3)、可以得到螺钉准确的结果,其中螺钉延伸 长度在足够延伸率下延伸,并且更加接近短螺钉的情 况
螺栓拧紧基本技术

3
与螺栓的旋转角度相对应的 上升率(△t/△0)的变化, 由于在紧固的范围内不能进 力矩勾配法 屈服点可以检测出来,利用 行,所以几乎不能进行实用化 (屈服点法) 这一点进行紧固的方法。 永久伸长较少,螺栓可再使用。 在紧固时,平时测量力矩的 上升率是很必要的。
紧固力矩的测定方法
紧固力矩的测定方法主要有以下方法: ( 1 ) 返回力矩测定法 ( 2 ) 增紧力矩测定法 ( 3 ) 标记测定法 在通常的生产线上,根据( 2 )增紧力矩 测定法进行一般性的检查。
10 % 40 %
螺纹付的摩擦力
50 %
螺栓连接件的特性
夹紧力 屈服强度极限
抗拉强度极限
角度
摩擦力对夹紧力的影响
摩擦力
坏的螺纹 普通 润滑后的螺栓
夹紧力
螺栓连接的特性
扭矩 屈服应力极限
高摩 擦力
普 通
力 擦 低摩
夹紧力
事例剖析 ㈠ 98 年 11 月底至 12 月初, 装配线平台工位结合螺栓部位频繁
角度
贴合点
抗拉强度 / 屈服
应力 N/mm²
抗拉强度
失效 75 % 抗拉应力 100* 8=800 N/mm2 屈服应力 800* 0,8=640 N/mm2 屈服 弹性区
拉伸度
螺纹类型
套筒对边尺寸 12 mm • M • UNF • UNC 公制 英制细螺纹 英制粗螺纹
推荐扭矩 见工具目录第 9 页 螺栓等级
螺纹连接件中的力
张力 抗张Байду номын сангаас 夹紧力
剪切力 剪切力 抗张力
张力
这必须避免 !
张应力
剪切力 剪切力
张应力
测量拧紧效果
我们测量施加的扭矩
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紧
固 Fmax 轴
力 Ff
Kmin
Fmin
塑性区 Kmax
弹性区
紧固力矩 T
2.5、影响预紧力(夹紧力)的因素
在采用同一扭矩紧固时摩擦系数与预紧力的关系。
摩擦力
坏的螺纹 普通
润滑后的螺栓
紧固轴力
2.6、紧固件拧紧的实质
控制螺纹紧固轴力(预紧力),保证被连接件所需的夹 紧力。 夹紧力需适中:
1)夹紧力过小,被连接件容易松动; 2)夹紧力过大,被连接件容易损伤,同时,
p
cos
s
?
?
?
d p tg? ?
dw
??
?? ? w ??
2.2、理论公式
?
?
?? ? ? ? T
?
F 2
???d
? ??
p
cos
s
?
??
tg?
1?
cos
s
?
?tg?
?
dw
?? ? w?
?
1 2
F ???d
??
p
cos
s
?
?
?
d p tg? ?
dw
??
?? ? w ??
式中:? s为螺纹副摩擦系数;? w为端面摩擦系数;
2.1、螺栓连接受力示意图
请:标出螺栓拧紧过程中所受力
螺纹联接紧固扭矩分配示意图
螺母 & 摩擦力 55%
夹紧载 荷10%
螺纹摩擦 35%
2.2、理论公式
?
?
?? ? ? ? T
?
F 2
???d
? ??
p
cos
s
?
??
tg?
1?
cos
s
?
?tg?
?
dw
?? ? w?
?
1 2
F ???d
??
螺栓拧紧知识培训
“星级员工”培训教材质量模块之 五
引言
?螺栓——虽是一个小小的零部件,甚至并不
起眼,我们对螺栓的拧紧力矩也没有真正的 关注过。只有在一个个由于螺栓引起的质量 事故后,我们才开始重视螺栓在发动机及整 车上的重要性,尤其在汽车安全件上,如果 是由于螺栓的质量问题 ,造成的后果是不堪设 想的。
2.8、螺栓连接件的特性
抗
拉
强
极限抗拉强度
度
屈服强度
60% 50%
力矩取 值?
弹性区
屈服点 塑性区
失效 应变
第三部分 螺纹联接装配工艺及过程控制
? 螺纹联接拧紧的几个阶段
? 螺纹联接装配工艺方法
3.1、螺纹联接拧紧的几个阶段
Fb Fy Fp
Stage 1 Prevailing Torque
22
—
20
—
—
12
12
10
9
8
95
99.5
——
——
32
34
37
39
44
67
71
79
82
89
——
——
22
23
28
32
39
第二部分 螺纹联接技术及紧固理论
? 螺栓连接受力示意图和紧固扭矩分配示意图 ? 理论公式 ? 拧紧力矩的组成 ? 拧紧力矩和紧固轴力的关系 ? 影响预紧力(夹紧力)的因素 ? 紧固件拧紧的实质 ? 轴向预紧力的确定 ? 螺栓连接件的特性
52
HRB (min)
4.6
4.8
5.6
5.8
6.8
8.8
d≤16
8.8
d>16
9.8
10.9 12.9
400
500
600
800
900 1000 1200
240 320 300 400 480 640 640 720 900 1080
240 340 300 420 480 640 660 720 940 1100
扭矩 T max T min
扭矩 = OK 角度 :监控
设定角度 20%
角度
θ min
θ max
3.2.3 扭矩转角法
2.3、拧紧力矩的组成
支承面摩擦力
轴力
1)支承面摩擦力矩 TW 矩TW
2)螺纹副摩擦力矩 TS
T = Ts + Tw
注:轴向力所产生的力矩为 零。
轴力
螺纹副摩擦 力矩 TS
2.4、拧紧力矩和紧固轴力的关系
? 紧固轴力Ff (预紧力)的计算:
弹性区域内 T = K Ff d Ff = T / K d
1.2、螺纹性能等级 ? 国产螺纹的性能等级一般有几种?
1.3、螺纹标记的含义
1.4、等级性能标准对照
机械物理性能 3.6
公称抗拉 N/m
强度
m2 300
屈服点
公称 180
屈服强度
N/mm2 max 190
伸长率 % min 25
HRB (max )
HRC
洛氏硬度 (max )
HR
HRB (min)
第一部分 常见螺纹联接
? 常用螺纹紧固件 ? 螺纹性能等级 ? 螺纹标记的含义 ? 等级性能标准对照
1.1、 常用螺纹紧固件
? 螺栓
强度级别:3.6级?12.9 级(共10个等级) 螺纹精度:4h ? 6h
? 螺母
强度级别:4级? 12 级(7个等级) 螺纹精度:4H ? 6H
? 垫圈 ? 其它:双头螺柱、 U型螺栓、螺塞
?深入的了解螺栓螺纹拧紧的原理及螺纹知识,
有助于我们对螺栓的充分认识,螺栓拧紧的 必要性和关键程度是我们日常的装配工作关 注的主要对象,力矩的有效控制则能体现出 一个岗位甚至一个班组的质量管理水平。
目录
一、常见螺纹联接 二、螺纹联接技术及紧固理论介绍 三、装配工艺开发及过程控制 四、拧紧力矩的管理基础 五、螺纹联接的常见失效形式与预防 六、螺纹孔深度加工及攻丝注意事项
也容易造成螺纹件的损坏。
2.7、轴向预紧力的确定
? 轴向预紧力下限值: 由连接结构的功能决定,此值必须保证被联接件在工
作过程中始终可靠贴合;
? 轴向预紧力上限值: 由螺栓(螺母)和被连接件的强度决定,此值必须保
证螺栓及被联接件在预紧和服役过程中不发生破坏。 (如:螺栓拉长、拧断、脱扣、被联接件压陷/破裂等)
dp为螺栓有效直径,粗牙螺纹,dp? 0.906d,细牙螺纹,dp? 0.928d;
dw为端面摩擦圆等效直径,dw= 2 3
d
3 u
d
2 u
?
d
3 i
?
d
2 i
? 1.3d;
du、di分别为摩擦圆的外径及内径;
d为螺纹公称直径;
? 为螺纹升角,粗牙螺纹? ? 2?50?,细牙螺纹? ? 2?10?
? ?为垂直截面内的螺纹牙形半角,约为29?58?
Stage 2 Draw Down
Stage 3 Elastic
Stage 4 Plastic
O 0.2% ?b
?k
?
3.2、螺纹联接装配工艺方法
3.2.1 扭矩直接控制法 ? 扭矩直接控制法原理
T=k ?D ? F
T
TU
TU=kL?D ? FU TL
TL=kU ? D ? FL
KMAX
k KMIN
FL
FU F
3.2.1 扭矩接控制法
紧
固 Fmax 轴
力
Kmin
Ff
Fmin
塑性区 Kmax
弹性区
紧固力矩 T
3.2.1 扭矩直接控制法
扭矩 T max T min
例:飞轮螺栓 拧紧要求为 130-140Nm
扭矩 = OK
时间
3.2.2 扭矩控制 — 转角监控法
3.2.2 扭矩控制 — 转角监控法