打磨抛光通用检验规范
打磨抛光检验标准

页码
第2页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
毛刺披锋
卡尺
目测
手感
测量
不可见或无刮手感
可见,≤0.1mm且均匀不允齿状
≤0.3mm,且均匀不允齿状无明显刮手
>0.5mm以上
允许出现3mm长可见但不伤及材料的划痕
允许出现5mm长可见但不伤及材料的划痕工
允许出现8mm长的轻微划痕
超出30*30mm范围的深度划痕
出现20mm的一般划痕
出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤0.1mm/M2,单面不超过3个点。
≤0.2mm/M2,单面不超过5个点。
≤0.5mm
>0.3 mm,<0.4mm
关键
全检
让步
返工
降级采用报废
编制
审核
批准
>0.5mm/ M2,单面超过5个点。
>0.3mm M2,单面超过5个点。
≤0.3/mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏底
目力
目测
不可见
可见8*8mm以下
5*5mm以上
可见5*5mm以下
3*3mm以上
可见3*3mm以下
严重
抽检
抛光要求及规范【详解】
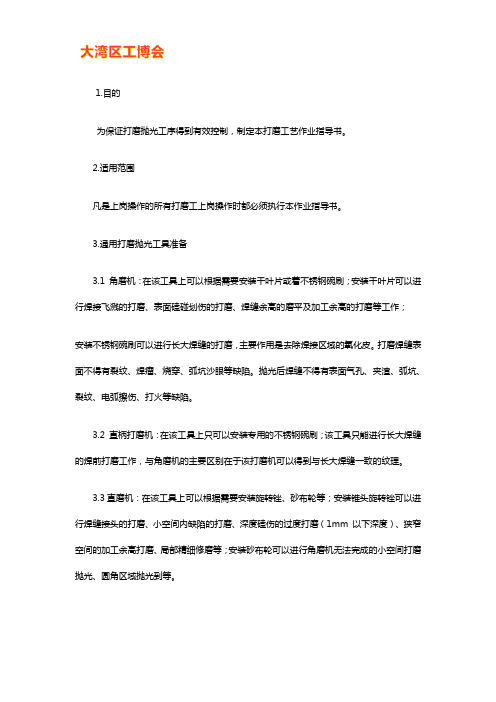
1.目的为保证打磨抛光工序得到有效控制,制定本打磨工艺作业指导书。
2.适用范围凡是上岗操作的所有打磨工上岗操作时都必须执行本作业指导书。
3.通用打磨抛光工具准备3.1 角磨机:在该工具上可以根据需要安装千叶片或着不锈钢碗刷;安装千叶片可以进行焊接飞溅的打磨、表面磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等工作;安装不锈钢碗刷可以进行长大焊缝的打磨,主要作用是去除焊接区域的氧化皮。
打磨焊缝表面不得有裂纹、焊瘤、烧穿、弧坑沙眼等缺陷。
抛光后焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。
3.2 直柄打磨机:在该工具上只可以安装专用的不锈钢碗刷;该工具只能进行长大焊缝的焊前打磨工作,与角磨机的主要区别在于该打磨机可以得到与长大焊缝一致的纹理。
3.3直磨机:在该工具上可以根据需要安装旋转锉、砂布轮等;安装锥头旋转锉可以进行焊缝接头的打磨、小空间内缺陷的打磨、深度磕伤的过度打磨(1mm 以下深度)、狭窄空间的加工余高打磨、局部精细修磨等;安装砂布轮可以进行角磨机无法完成的小空间打磨抛光、圆角区域抛光到等。
3.4刮刀:该工具可以进行棱角、毛刺的去除、使工件拐角区域圆滑过度。
3.5风枪:该工具用于打磨后清理工件表面的铝屑及灰尘;为了安全,禁止直接吹向人体。
3.6风管:该工具用于风源与风动工具之间的连接;为了安全及节约能源,风管有漏风的情况应及时关闭风源,并请维修人员进行维修。
3.7抛光机:用布轮把不锈钢产品抛光成有光泽的表面或焊接部位打磨后抛光。
抛光前需要把产品表面打砂处理,不能显亚光感觉,抛光后焊接表面不得有气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。
3.8拉丝机:用拉丝轮把不锈钢产品表面或焊接部位以XXX 目拉丝处理,拉丝后产品表面丝向方向一致,且粗细一致。
不能存在明显分层、发黑、发黄现象。
4.操作规程4.1 操作前准备工作4.1.1 将机台及作业场所清理干净。
4.1.2 依据《派工单》要求的生产数量,准备好待打磨抛光加工工件,并放置于方便作业的位置,准备好加工完成品放置备用的托架。
抛光检验通用标准
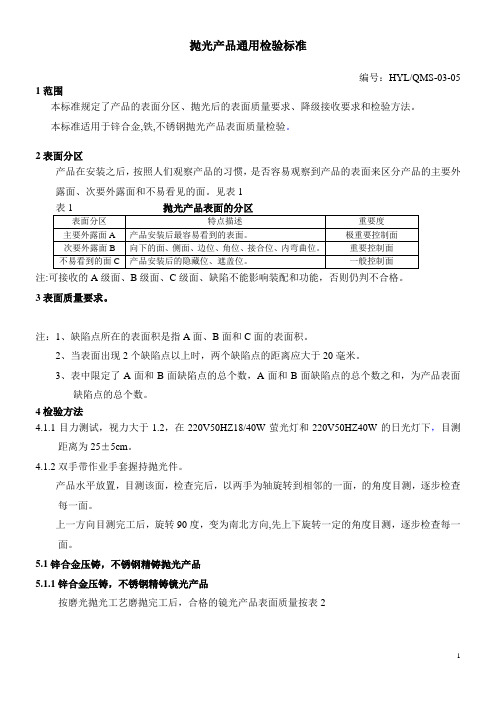
抛光产品通用检验标准编号:HYL/QMS-03-05 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于锌合金,铁,不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1注:可接收的A级面、B级面、C级面、缺陷不能影响装配和功能,否则仍判不合格。
3表面质量要求。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
4检验方法4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为25±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5.1锌合金压铸,不锈钢精铸抛光产品5.1.1锌合金压铸,不锈钢精铸镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表25.1.2锌合金压铸,不锈钢精铸拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表3执行。
5.2.1金属冲压件镜光产品按磨光抛光工艺抛磨完工后,金属冲压件合格的表面质量按表4执行;5.2.2金属冲压件拉丝产品按磨光抛光工艺抛磨完工后,金属冲压件拉丝产品表面质量按表5执行。
敲铲打磨作业质量检验标准

敲铲打磨作业质量检验标准
1、产品打磨表面必须光滑、平整,尤其应注意铆榫结合处、
对接拼缝必须平整、无缝。
2、产品表面存在的轻微劈裂、疤节等应修补良好,修补后残
留的腻子、胶水应彻底清理干净。
3、所有打磨产品表面不得出现横砂。
4、产品直角棱部位需要倒棱的必须打磨圆滑。
5、打磨过的产品必须光滑、平整,无疤、无抢茬。
打磨砂纸型号应达到150。
6打磨后整体尺寸是否符合产品尺寸要求。
7打磨后部件表面需光滑,无凹凸孔或者焊接不良处;
8部件表面无明显打磨不均匀现象。
当产品打磨完成后,先经过车间质检人员全面检验合格后,由质检部质检员进行抽检,抽检方式和抽检比例数依具体产品情况而定,但抽检比例至少应在打磨产品总数的20%以上。
金属表面处理检验规范
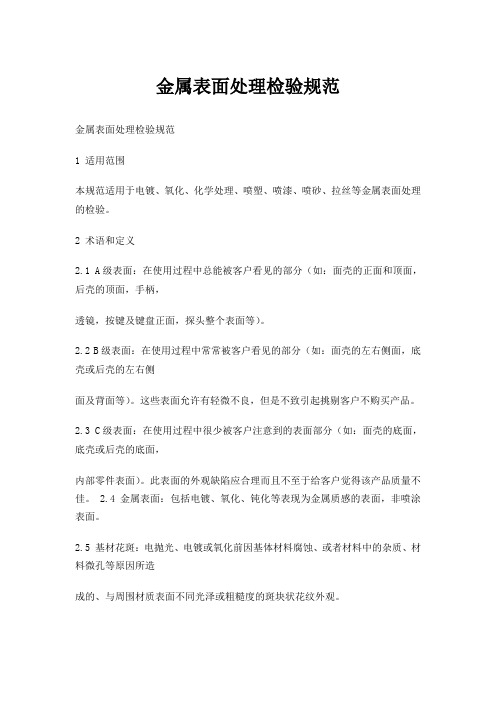
金属表面处理检验规范金属表面处理检验规范1 适用范围本规范适用于电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理的检验。
2 术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 深划痕:镀(膜/塑/漆)层表面划伤,且已伤至底层(即底层已暴露出来);对其它无镀(膜/塑/漆)层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
2.9 凹坑:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.10 凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.11 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.12 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
磨光产品检验规范

序 号
检验内容与要求
9.3 焊接和失腊产品经加工后表面不能有焊粉或石膏粉、红色斑痕及杂物等。
烧焊的产品,必需留意焊接的牢固性,焊接位不能有焊堆、焊疤、漏焊、 10
假焊的现象,不能有较多、较大的汽孔存在。
经补焊的产品一定要将焊疤磨顺、焊印必须要考虑对后工序的影响,以 11
做色或安装后不影响外观为接收标准.
文件名称
*****有限公司
磨光产品检验规范
文件编号 WI-PG-080 版本
B
生效日期 2018.11.20 页次 2/2
序 号
检验内容与要求
产品经磨光工序加工后,表面无漏磨、磨错、车刀纹、拉伸痕、旋压 1
痕、变形、碰凹、碰伤、波浪、刮花、穿孔等现象。
缺陷类别 检验方法
Cri Maj Min
目视
*
抛光的产品:抛光后表面不能有砂纹、麻轮纹、布轮纹以及加工时手套
磨光好的产品要摆放合理,防护得当,需电镀之产品必须套胶袋及包报纸 16
防护,产品不能迭放堆积,避免刮伤、碰花。
缺陷类别 检验方法
Cri Maj Min
目视
*
目视
*
试配、目视
*Leabharlann 目视 目视 目视 目视 目视
* * * * *
编写人 编写日期
审核人 审核日期
批准人 批准日期
6
有内、外牙的产品,不能有漏嗒牙、牙磨坏现象,必要时找相邻的配件试牙 。
试配、目视
有花纹及线条的产品,不要磨平、磨变形,保证花纹清晰、棱角分明,
7
目视
整批外形效果一致。
亚加力、胶棍产品在磨光加工时,只需打布轮,用白蜡抛光即可,
8
目视
表面不能有碰伤、刮花、污点、烧伤等现象。
不锈钢抛光、拉丝产品检验标准规范及保养规范

不锈钢抛光、拉丝产品检验标准规范及保
养规范
不锈钢抛光、拉丝产品是我们日常生活中常见的材料,为了保
证其品质,我们需要对其进行检验,并且在使用过程中做好保养工作。
本文将介绍不锈钢抛光、拉丝产品的检验标准规范和保养规范。
检验标准规范
1. 外观检验:应当对不锈钢抛光、拉丝产品的表面进行检查,
不能有凹坑、裂纹等缺陷,抛光面应平整光滑。
2. 尺寸检验:主要是检查长度、宽度、厚度等方面是否符合要求。
3. 物理检验:包括强度、延展性、硬度等项目的检验。
4. 包装检验:检查产品包装是否符合要求,能否保证产品安全
运输。
保养规范
1. 普通清洗:使用软布和温和的清洁剂对不锈钢抛光、拉丝产品进行清洗,去除表面的污垢和污渍。
注意不要使用含氯或酸性的清洁剂,以及不要使用钢丝球等粗糙的清洁工具。
2. 污渍处理:轻度污渍可以用牙膏或者小苏打水处理,较重的污渍需要使用专业的清洁产品进行清理,如果您不确定使用方法或产品是否会对不锈钢表面产生损害,请先进行局部测试。
3. 日常维护:不锈钢抛光、拉丝产品需要定期维护,保持其表面的光泽和清洁。
可以使用特殊的保养剂进行处理,也可以使用柠檬汁、醋水等低浓度的酸性食品进行喷洒和擦拭。
4. 避免摩擦:不要使用尖锐的金属物品或者有刮擦表面的清洁工具,避免对不锈钢表面造成损害。
以上就是不锈钢抛光、拉丝产品检验标准规范及保养规范的介绍。
通过严格的检验标准和正确的保养方法,我们可以保证不锈钢抛光、拉丝产品具有良好的品质和使用寿命。
打磨、抛光通用检验规范

10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
2.线条完整,无明显变形、抛塌现,尖角自然不刺手。
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检验项
检验标准
检验
方法工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检验项
检验标准
检验
方法工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。?
9.打磨凹凸不平以无手感为限,尤其是电镀和平光粉的产品表面尽可能控制打磨
10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.线条完整,无明显变形、抛塌现象,尖角自然不刺手。?
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。?
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
2.
汔车类产品据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。