机床性能参数对比表
磨床机床性能表

功耗(KW)
数量(台)
加工成本
350×150×250
±0.01
粗:0.05 精:0.02
60
35m/S
帝研 46#-120#
0.75
5ห้องสมุดไป่ตู้
约每小时 25-30元
500×200×320
±0.02
粗:0.05 精:0.02
100
35m/S
帝研 46#-120#
3
2
约每小时 25-35元
1000×400× (330~350高)
设备 型号 产地
手动小磨床 HZ-150
产地:杭州
半自动磨床 B-STP-1020D 产地:台湾
大水磨床 M7140
产地:桂林
顶针切割机 米其林:LY600
产地:台湾
磨床常用机床设备性能参数表
加工范围(mm) 长×宽×高
最高精度 (mm)
进刀量 (mm)
最大载重 (kg)
最高线速
安装砂轮品 牌、型号
Ⅲ
Ⅲ
Ⅲ Ⅱ Ⅱ Ⅱ Ⅱ Ⅰ Ⅰ Ⅰ
备注
机床油管老化,有漏油现象,操控 台有个另开关失灵,整体操控性 能精度较差,目前尚可使用
机床油管老化,有漏油现象,操控 台有个另开关失灵,整体操控性 能精度较差,目前尚可使用 已改装为普通切割机床,加工切 割工件、油槽等 加工精度一般使用状态正常 加工工件精度一般 加工工件精度一般 加工工件精度一般,机头有轻微 跳动现象] 加工精度较好 加工精度较好 加工精度较好,使用状态正常
±0.02
粗:0.05 精:0.02
624
切割范围 直径:¢2-¢25 长度:60mm-580mm
±0.03~± 0.05
机床精度参数表
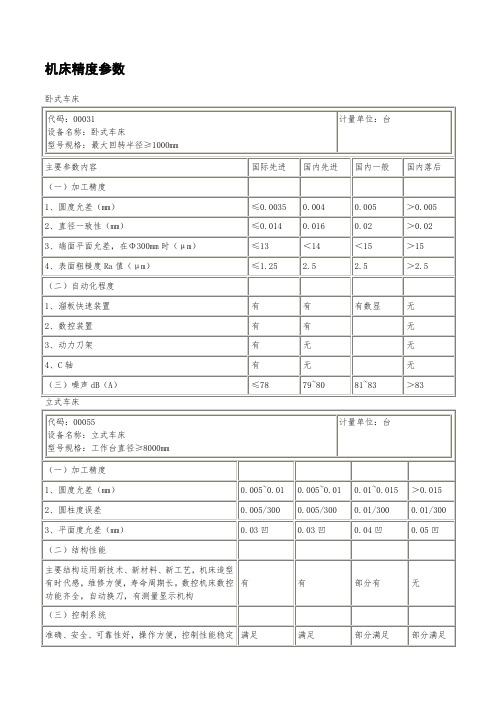
机床精度参数卧式车床计量单位:台代码:00031设备名称:卧式车床型号规格:最大回转半径≥1000mm主要参数内容国际先进国内先进国内一般国内落后(一)加工精度1、圆度允差(mm)≤0.0035 0.004 0.005 >0.0052、直径一致性(mm)≤0.014 0.016 0.02 >0.023、端面平面允差,在Φ300mm时(μm)≤13 <14 <15 >154、表面粗糙度Ra值(μm)≤1.25 2.5 2.5 >2.5 (二)自动化程度1、溜板快速装置有有有数显无2、数控装置有有无3、动力刀架有无无4、C轴有无无(三)噪声dB(A)≤78 79~80 81~83 >83立式车床计量单位:台代码:00055设备名称:立式车床型号规格:工作台直径≥8000mm(一)加工精度1、圆度允差(mm)0.005~0.01 0.005~0.01 0.01~0.015 >0.0152、圆柱度误差0.005/300 0.005/300 0.01/300 0.01/3003、平面度允差(mm)0.03凹0.03凹0.04凹0.05凹(二)结构性能主要结构运用新技术、新材料、新工艺,机床造型有有部分有无有时代感,维修方便,寿命周期长。
数控机床数控功能齐全,自动换刀,有测量显示机构(三)控制系统准确、安全、可靠性好,操作方便,控制性能稳定满足满足部分满足部分满足(四)噪声dB(A)<80 <83 <85 >85端面车床代码:00062设备名称:端面车床型号规格:花盘直径≥2000mm计量单位:台(一)加工精度1、端面平面度允差(mm)Φ500mm <0.016 0.018 0.02 >0.022、圆度允差(mm)<0.008 0.009 0.01 >0.013、圆柱度允差(mm)Φ800mm <0.024 0.024~0.032 0.032~0.05 >0.054、表面粗糙度Ra值(μm)>0.8 1.6 3.2 >3.2 (二)噪声dB(A)<80 81~82 83~85 >85落地车床代码:00086设备名称:落地车床型号规格:花盘直径≥3000mm计量单位:台(一)加工精度1、端面平面度(mm)Φ1000mm <0.05 0.06 0.07 >0.072、圆度(mm)(D>3000mm)<0.05 0.05 0.05 >0.053、圆柱度(mm)(D>3000mm)<0.04 0.04 0.05 >0.05 (二)自动化程度1、数控装置有有有数显无2、自动换刀有有无3、端面可恒速车削有无无摇臂钻床代码:00093设备名称:摇臂钻床型号规格:钻孔直径75~100mm计量单位:台(一)几何精度1、夹紧立柱和主轴箱时主轴轴线的移动量(mm)≤0.07 0.07~0.10 0.11~0.12 >0.12 (二)结构性能1、手柄操作单手柄集中操作单手柄集中操作单手柄集中操作2、变速可预选可预选不可预选不可预选3、手柄、手轮操作力(N)≤60 70~80 90~120 >120 (三)噪声dB(A)≤79 80~82 83~84 >85 摇臂钻床代码:00104设备名称:摇臂钻床型号规格:钻孔直径≥100mm计量单位:台(一)几何精度1、夹紧立柱和主轴箱时主轴轴线的移动量(mm)≤0.07 0.09~0.13 0.10~0.14 0.16 (二)结构性能1、手柄操作单手柄集中操作单手柄集中操作单手柄集中操作2、变速可预选可预选不可预选不可预选3、手柄、手轮操作力(N)≤60 60~80 90~120 >120 (三)噪声dB(A)≤79 80~82 83~85 >85 卧式镗床代码:00111设备名称:卧式镗床型号规格:镗杆直径125~160mm计量单位:台(一)几何精度坐标定位精度(mm)<0.02 0.02~0.04 0.04~0.08 >0.08 (二)加工精度1、圆度允差(mm)<0.01 0.015 0.025 >0.0252、表面粗糙度Ra值(μm)<0.8 1.6 1.6 >1.6 (三)控制系统具备数控数显装置有部分有无无(四)噪声dB(A)<80 80~82 83~85 >85卧式镗床(镗杆直径≥160mm)代码:00128设备名称:卧式镗床型号规格:镗杆直径≥160mm计量单位:台(一)几何精度坐标定位精度(mm)<0.02 0.03~0.05 0.06~0.10 >0.10 (二)加工精度1、圆度允差(mm)<0.01 0.01~0.015 0.015~0.025 >0.0252、表面粗糙度Ra值(μm)<0.8 1.6 1.6 >1.6 (三)控制系统具备数控数显装置有部分有无无(四)噪声dB(A)<82 83 84~85 >85落地镗床代码:00135计量单位:台设备名称:落地镗床型号规格:镗杆直径≥125mm(一)加工精度1、圆度允差(mm)<0.02 0.03~0.05 0.06~0.10 >0.102、端面对内孔基准轴线垂直度(mm)<0.02 <0.02 <0.025 >0.0253、表面粗糙度Ra值(μm)<0.8 1.6 1.6 >1.6 (二)控制系统数控装置、自动换刀、有测量显示机构全有全有部分有无(三)噪声dB(A)<80 81~82 83~85 >85深孔钻镗床代码:00142计量单位:台设备名称:深孔钻镗床型号规格:钻孔深度≥5000mm(一)加工精度1、圆度允差(mm) D=120mm <0.01 0.015 0.02 >0.02D=200mm <0.02 0.03 0.035 >0.035 3、表面粗糙度Ra值(μm)钻孔<6.3 6.3 12.5 >12.5镗孔<1.6 1.6 3.2 >3.2滚压<0.1 0.2 0.4 >0.4 (二)结构性能坐标镗床代码:00159 计量单位:台设备名称:坐标镗床型号规格:工作台宽≥1000mm(一)加工精度1、定位精度台面宽1000mm <0.005 0.005~0.009 0.009~0.014 >0.014 >台面宽1000mm <0.006 0.006~0.011 0.011~0.017 >0.0172、精密转台在水平面内的分度精度(秒)≤4 ≤6 ≤10 >103、回转工作台分度精度(秒)±2 ±4 ±8 >±8 (二)坐标定位方式数控数控数显光学定位机械式(三)噪声dB(A)≤73 73~74 75 >75龙门铣床代码:00166设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.022、定位精度(mm/1000mm)0.015 0.03 0.045 >0.0453、表面粗糙度Ra值(μm)0.8 0.8~1.6 1.6~2.5 >2.5 (二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~82 83~84 >85悬臂及龙门铣床代码:00173设备名称:悬臂及龙门铣床型号规格:工作台面宽≥2500mm计量单位:台(一)加工精度1、加工面的直线度(mm)0.01 0.015 0.02 >0.022、上加工面对定位基面的平行度(mm)0.015 0.02 0.03 >0.033、上加工面对侧加工面的垂直度(mm)0.02 0.02 0.02 >0.02 (二)传动方式1、数控装置有无无无2、可控硅装置有有无无3、直流机组无无有无(三)噪声dB(A)≤80 81~83 84~85 >85卧式拉床计量单位:台代码:00180设备名称:卧式拉床型号规格:拉力≥700kN主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度孔中心线对拉削基面垂直度(mm)0.06 0.07~0.08 0.09~0.10 >0.10在200mm直径上(二)主要道轨有无耐磨有有无无(三)噪声dB(A)≤80 81~82 83~85 >85立式拉床代码:00197计量单位:台设备名称:立式拉床型号规格:拉力≥200kN主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度孔中心线对拉削基面垂直度(mm)1、在200mm直径上(内拉)0.04 0.05~0.06 0.07~0.08 0.08~0.102、在300mm直径上(外拉)0.04 0.05~0.06 0.07~0.08 0.08~0.10(二)主要道轨有无耐磨有有无无(三)噪声dB(A)≤80 81~82 83~85 >85外圆磨床(包括万能外圆磨床)计量单位:台代码:00208设备名称:外圆磨床(包括万能外圆磨床)型号规格:磨削工件≥Φ800×4000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4685-84 1、外圆(Φ150×1500mm)圆度允差(μm) 3 4 5 >5圆柱度允差(μm) 5 6 6~12 >122、内圆(Φ60×100mm)圆度允差(μm)<4 4 5 >5圆柱度允差(μm)<5 5 5~10 >103、表面粗糙度Ra值(μm)<0.16 0.16 0.32 >0.32(二)自动化程度1、自动修整砂轮和自动补偿装置有有无无2、数控装置有无无无3、自动测量装置有无无无4、横进给加数控装置有无无5、数显装置无有无(三)噪声dB(A)<80 80~81 82~83 >83内圆磨床计量单位:台代码:00215设备名称:内圆磨床型号规格:最大磨削孔径≥100mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4682-841、圆度允差(μm)≤1 2~3 3~5 >52、表面粗糙度Ra值(μm)0.16 0.32 0.63 >0.63(二)自动化程度1、自动修整砂轮和自动补偿装置有有无无2、自动测量装置有无有无3、自动修整砂轮和手动补偿装置有无无4、数控装置有有无无(三)噪声dB(A)≤75 <80 <83 >83无心外圆磨床计量单位:台代码:00222设备名称:无心外圆磨床型号规格:最大磨削直径≥50mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4681-84 1、圆度允差(μm)最大磨削直径≤≤1 1.4 2 >230mm2、圆度允差(μm)最大磨削直径>≤1.5 2.1 3 >330mm3、表面粗糙度Ra值(μm)<0.16 0.16 0.32 >0.32(二)自动化程度1、自动修整砂轮和自动补偿装置有有无无2、自动磨削修整砂轮和手动补偿装置无无3、自动磨削循环有有无无4、自动测量装置有无无无5、数控装置有有无无6、切入磨有自动磨削循环有有有无(三)噪声dB(A)≤75 81 83 >83矩台平面磨床代码:00239计量单位:台设备名称:矩台平面磨床型号规格:工作台长2000~5000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4022-83 磨削试件1600mm的等厚度0.012 ≤0.015 ≤0.016 >0.016(二)表面粗糙度Ra值(μm)0.025 0.025 0.01 >0.01(三)自动化程度1、单坐标或多坐标数控有有无无2、自动磨削循环有有无无3、自动测量装置有无无无4、快速升降装置有有有无(四)噪声dB(A)≤72 73~75 76~80 81~85矩台平面磨床代码:00246 计量单位:台设备名称:矩台平面磨床型号规格:工作台长≥5000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4022-83 磨削试件1600mm的等厚度0.012 ≤0.015 ≤0.016 >0.016(二)表面粗糙度Ra值(μm)0.025 0.025 0.01 >0.01(三)自动化程度1、单坐标或多坐标数控有有无无2、自动磨削循环有有无无3、自动测量装置有无无无4、快速升降装置有有有无(四)噪声dB(A)≤72 73~75 76~80 81~85导轨磨床计量单位:台代码:00253设备名称:导轨磨床型号规格:主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度(mm)参照GB5288-84、ISO4703-1984 试件装夹总长度1、2000mm <0.01 0.01 0.01 >0.012、2000~5000mm <0.015 0.015 0.015 >0.0153、5000~8000mm <0.02 0.02 0.02 >0.024、8000mm以上<0.025 0.025 0.025 >0.025(二)自动化程度数控装置有有无无(三)噪声dB(A)≤80 80~81 82~83 >83花键轴磨床计量单位:台代码:00260设备名称:花键轴磨床主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照ZBJ55040-41、分度相邻允差(μm)<4 4~6 6 >62、分度累积允差(μm)<10 16 16 >163、键侧对轴线平行度(μm)<10 10 10 >104、相邻键侧间平行度(μm)<10 10 10 >165、小径的圆度Ra(μm)<0.8 0.8 0.8 >0.8(二)自动化程度1、数控装置2、切入进给数控(三)噪声dB(A)≤75 75~80 81~83 >83曲轴磨床代码:00277设备名称:曲轴磨床计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照ZBJ55035-88、NAXOS-UNION1、圆度允差(μm)<0.005 0.005 0.005 >0.0052、纵截面内直径一致性(mm)0.005 0.008 0.008 >0.0083、表面粗糙度Ra(μm)0.16 0.32 0.63 >0.63(二)自动化程度1、数控装置有无无无2、横进给数控有无无(三)噪声dB(A)≤80 80~81 82~83 >83凸轮轴磨床代码:00284设备名称:凸轮轴磨床计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB2999-811、凸轮母线对回转轴的平行度(μm)3 4 5 >52、表面粗糙度Ra(μm)0.16 0.32 0.32 >0.32(二)自动化程度1、数控装置有有无无2、自动磨削全循环有有有无3、砂轮自动修正补偿有有有无(三)噪声dB(A)80 81~83 83 >83轧辊磨床计量单位:台代码:00291设备名称:轧辊磨床型号规格:最大磨削直径≥1250mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度(mm)参照JB5568-91 1、横截面内直径的一致性最大磨削直径=1250mm <0.005 0.005 0.005 >0.005最大磨削直径>1250mm <0.005 0.008 0.008 >0.0082、纵截面内直径的一致性,在1000mm0.01 0.01 0.01 >0.01长度上3、表面粗糙度Ra(μm)<0.16 0.16 0.16 >0.16(二)自动化程度1、数控装置有有有无2、自动测量有有无无(三)噪声dB(A)≤80 80~81 82~83 >83滚齿机(卧式)计量单位:台代码:00302设备名称:滚齿机(卧式)型号规格:加工直径1000~3000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB8064-871、加工精度5级6级7级低于7级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85滚齿机(卧式)代码:00319计量单位:台设备名称:滚齿机(卧式)型号规格:加工直径≥3000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB8064-871、加工精度6级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85滚齿机(立式)计量单位:台代码:00326设备名称:滚齿机(立式)型号规格:加工直径≥3000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照ZBJ56008-881、渐开线圆柱齿轮精度6级6级7级低于7级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85插齿机计量单位:台代码:00333设备名称:插齿机型号规格:加工直径200~1200mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4686-841、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤80 80~83 83~85 >85插齿机计量单位:台代码:00340设备名称:插齿机型号规格:加工直径≥1250mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4686-841、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83 83~85 >85剃齿机计量单位:台代码:00357设备名称:剃齿机主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3742-841、精度5级6级6级>6级2、表面粗糙度Ra(μm)<0.8 1.6 1.6 >1.6(二)数控系统有部分有无无(三)噪声dB(A)≤80 80~83 83~85 >85直齿锥齿轮刨齿机计量单位:台代码:00364设备名称:直齿锥齿轮刨齿机型号规格:机加工直径125~800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB4176-861、精度6级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)数控系统有无无无(三)噪声dB(A)≤80 80~83 83~85 >85直齿锥齿轮刨齿机计量单位:台代码:00371设备名称:直齿锥齿轮刨齿机型号规格:机加工直径>800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB4176-861、精度6级6级7级8级2、表面粗糙度Ra(μm) 3.2 3.2 6.3 >6.3(二)数控系统有无无无(三)噪声dB(A)≤80 80~83 83~85 >85弧齿锥齿轮铣齿机代码:00388计量单位:台设备名称:弧齿锥齿轮铣齿机型号规格:机加工直径125~800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB2267-861、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)数控系统有部分有无无(三)噪声dB(A)≤80 80~83 83~85 >85弧齿锥齿轮铣齿机计量单位:台代码:00395设备名称:弧齿锥齿轮铣齿机型号规格:机加工直径>800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB2267-861、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)数控系统有部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85圆柱齿轮磨齿机代码:00406 计量单位:台设备名称:圆柱齿轮磨齿机主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB179-831、齿轮精度<4级5级6级>6级2、表面粗糙度Ra(μm)<0.2 0.4 0.8 >0.8(二)结构性能1、能磨正、斜齿有有有有2、修缘鼓形齿轮有有无无(三)自动化程度1、CNC系统有有无无2、一般操作有有有有二锻压设备闭式单点、双点压力机码:00413设备名称:闭式单点、双点压力机型号规格:公称力≥800kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB10924-89、GB10933-89、JB5200-911、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.10/100×滑块下平面的被测长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.05+0.02/100×滑块行程长度(二)结构性能1、离合器、制动器接通率,当滑块行程次数≤16次/分时为70%,≤25次/分时为60%,≤45次/分时为50% 大于规定值10%大于规定值达到规定值达不到规定值2、液压超负荷保险装置、微调全部具有全部具有部分具有没有装置、吨位指示器(三)噪声dB(A)1、公称力≤400kN ≤85 ≤87 ≤88 >882、公称力>400kN ≤87 ≤88 ≤90 >90闭式四点压力机代码:00420设备名称:闭式四点压力机型号规格:公称力≥8000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB5200-91、ZBJ62006.8-88、JB/GQ.F2002-861、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.10/100×滑块下平面的被测长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.05+0.02/100×滑块行程长度(二)结构性能1、离合器、制动器接通率,当滑块行程次数≤16次/分时为70%,≤25次/分时为60%,≤45次/分时为50% 大于规定值10%大于规定值达到规定值达不到规定值2、液压超负荷保险装置、微调装置、吨位指示器全部具有全部具有部分具有没有(三)噪声dB(A)1、公称力≤10000kN ≤85 ≤87 ≤88 >882、公称力>10000kN ≤87 ≤88 ≤90 >90精压机代码:00444设备名称:精压机型号规格:公称力≥8000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3879-85、JB/GQ.F2005-861、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.08/1000×滑块下平面实际检验长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.15+0.15/1000×滑块行程实际测量长度(二)噪声dB(A)1、公称力≤10000kN ≤85 ≤86 ≤88 >882、公称力>10000kN ≤87 ≤88 ≤90 >90精压机代码:00444设备名称:精压机型号规格:公称力≥8000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3879-85、JB/GQ.F2005-861、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.08/1000×滑块下平面实际检验长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.15+0.15/1000×滑块行程实际测量长度(二)噪声dB(A)1、公称力≤10000kN ≤85 ≤86 ≤88 >882、公称力>10000kN ≤87 ≤88 ≤90 >90 自动冷镦机、多工位螺栓自动冷镦机代码:00468设备名称:自动冷镦机、多工位螺栓自动冷镦机型号规格:机制件杆部直径≥20mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB9166-88、JB/T3053-911、冲头夹持器模孔中心线对夹持器后支承面的垂直度(mm)在100长度上0.008 0.01 0.015 >0.0152、凹模座模孔中心线对凹模后座支承面的垂直度(mm)在100长度上0.008 0.01 0.015 >0.0153、冲头夹持器模孔中心线对滑块行程的平行度(mm)在100行程上0.016 0.02 0.02 >0.024、滑块行程对机身上与凹模座贴合的垂直面的垂直度(mm)在100行程上0.016 0.02 0.02 >0.025、工件头部对工件杆部中心线的偏移量(mm)<0.20 0.20~0.25 0.25~0.30 >0.30(二)生产率(件/分)20mm >80 70 65 <6530mm >60 50 45 <45多工位自动压力机代码:00475设备名称:多工位自动压力机型号规格:公称力≥4000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3848-85、ZBJ62006.8-881、主滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.10/1000×主滑块下平面长边实际检测长度2、主滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.04+0.02/100×主滑块行程实际测量长度(二)结构性能1、离合器、制动器干式镶块干式镶块干式镶块2、液压超负荷保险装置、小滑块微调装置全部具有全部具有没有没有3、润滑、模具、制品放置及次品自动检测装置全部具有部分具有没有没有(三)送料精度(mm)≤±0.30 ±0.30~0.50 ±0.50 >±0.50剪板机代码:00482设备名称:剪板机型号规格:剪板厚度≥25mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度(mm)参照GB/T14404-93、ZBJ62006.3-871、剪下条料的直线度在1000mm长度上0.25 0.5 1 >12、剪下条料的平行度在1000mm长度上0.15 0.30 0.75 >0.75(二)控制系统1、采用数控、数显有部分有无无2、采用插装阀有有无无(三)噪声dB(A)1、液压剪板机87 88 90 >902、机械剪板机90 91 93 >93三辊卷板机代码:00499设备名称:三辊卷板机型号规格:板厚度≥35mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)辊子扰度参照GB/T14404-93、ZBJ62023-89、JB3185-821、上辊扰度≤两轴承中心<规定值<规定值规定值>规定值间距离/10002、下辊扰度≤两轴承中心间距离/100<规定值<规定值规定值>规定值(二)结构特性1、采用数显装置有有无无2、采用液压传动装置有有无无(三)纵向接缝宽度均匀度长度2000~4000mm 4 5 7 >7长度>4000mm 5 6 8 >8型材棒料剪断机代码:00500设备名称:型材棒料剪断机型号规格:公称力≥2500kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3867-85、JB/GQ.F2008-861、剪切精度(度) 3 4 6 >62、剪下棒料重量公差(%) 1 2 2.5 >2.5(二)结构性能采用数显、自动上下料、报警装置、偏心增力加料有有无无弯管机代码:00517设备名称:弯管机型号规格:弯管直径≥108mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)弯曲管件的圆度(R 弯曲半径)参照JB3851-85、ZBJ62006.10-88R=2D <10% <10% 10% 10%2D<R≤3D <9% <9% 9% 9% (二)弯曲管件内侧表面波D/100 2D/100 3D/100 3D/100纹度(三)弯曲管件的减薄量<15% <15% 15% 15%(四)噪声dB(A)82 83 85 85板料折弯机代码:00524设备名称:板料折弯机型号规格:公称力≥1000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)板料折弯精度(度)±0.5 ±1 ±1.5 >±1.5参照GB/T14349-93、ZBJ62006.10-88(二)结构性能采用数控或计算机控制有有无无(三)噪声dB(A)公称力630~2500kN 液压82 83 85 >85公称力630~2500kN 机械87 88 90 >90公称力>2500kN 液压85 86 88 >88三铸造机造型机、高压造型机代码:00531设备名称:造型机、高压造型机型号规格:砂箱尺寸≥1000×750×400/300计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)生产率(箱/时)>240 120~240 80~120 ≤80(二)自动化程度采用微机控制能适应造型线的需要达到设计能力的60%以上实际产量达到设计要求的40%~60%实际产量低于设计要求的40%射芯制芯机代码:00548设备名称:射芯制芯机型号规格:芯重≥40kg计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)生产率(每个循环周期所需时间.秒)≤30 30~45 45~60 >65(二)噪声dB(A)负荷运转≤83 84~86 87~88 >88冷室压铸机代码:00555设备名称:冷室压铸机型号规格:≥630吨计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)压射速度(m/s)>5 4~5 2~4 ≤2(二)建压时间(ms)≤30 30~40 40~80 >80(三)噪声dB(A)≤80 81~83 84~85 ≥85(四)自动化程度采用数控和带有自动喷涂、浇注、取件及切割、浇冒口采用机械手浇注、取件人工浇注、取件人工浇注、取件。
机床参数 镗床类

TM618A 85
TX68
85
T68
85
T619A/1 90
240 0-760 1300
240
42.5800
2000
240
42.5800
2000
240
42.5800
2000
250
2000
14 13-1160 900 760 0.01/300 0.015 0.6
18 20-1000 1120 850
18
4100×2150× 3000
3773×1846× 2425
5600×2600× 3000
5280×2350× 3000
5075×2345× 2730
5075×2345× 2730
4755×2020× 2660
5070×2230× 2700
5360×2600× 1670
4970×2100× 2760
4
5.5 2 8.5
4
5.5 2 8.5
4
5.5 2 8.5
4060×2400× 2470
4060×2400× 2410
4060×2400× 2470
4
5.5 2 8.5
4060×2400×2425
4
5.5 2
4
4
5.5 2
5.5 7.5
5.5/7.5 12.5 2
5.5/7.5 10.5 2
7.5
240 5-775 2000
最大 1400 最小0
8000
1580 2000
10000 40000
23 7.5-1200 1600 1400 0.03/300 0.03/500 3.2
7.5 10
齿轮机床参数(表)
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
齿轮机床参数(表)

济南四机数控机床有限公司
端面外圆磨床 数控高速端面外圆磨床
MB1632×1000 1
MB1632
1
MKS1620×750 9
MKSJ1632(×10) 1
最大磨削直径320mm,最大磨削长度1000mm 最大磨削直径320mm,最大磨削长度500mm 最大磨削直径200mm,最大磨削长度750mm
最大磨削直径320mm,最大磨削长度1000mm
径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量)
制造厂家 陕西第二机床厂 重庆机床厂 浙江嘉力宝机械有限公司 浙江嘉力宝机械有限公司 重庆机床厂 重庆机床(集团)有限责任公司 重庆机床(集团)有限责任公司 重庆机床厂
万能剃齿机 数控剃齿机
沈阳机床股份有限公司 沈阳第一机床厂 沈阳第一机床厂 德州普利森机械制造有限公司 安阳机床集团有限责任公司
液压半自动车床
C7620
2 1
最大工件直径200mm,最大工件长度100mm
主轴转速:180/280/450/710 r/min
烟台富仕通机床制造有限公司 烟台优莱特机床设备有限公司
250毫米齿轮倒角机 数控齿轮倒角机 半自动齿轮倒角机
砂轮转速:11000/8000/6000/5000/4000r/min;工件转速(无级调速):100~500r/min
工作台运动速度:磨削速度:1.5~6m/min;修整速度:0.1~2m/min;最高速度:6m/min
砂轮转速:10000/18000/24000r/min;工件转速:50HZ电源时:180/250/355/500r/min,60HZ电源时:215/300/430/600r/min 工作台运动速度:修整速度:0.1~1m/min;磨削速度:1.5~6m/min;最高速度:8m/min
机床性能参数对比表
加工范 围参数
滑板上最大回转直径(mm) X轴快速移动速度mm/min Z轴快速移动速度mm/min 主轴转速(r/min)
重 要 技 术 指 标
主轴电机功率(kw) 主轴扭矩(N.m)
主轴
主轴锥度 主轴头 主轴通孔直径(mm) 卡盘夹紧系统 刀架形式 刀杆截面(mm) 重复定位精度(mm) 换刀时间
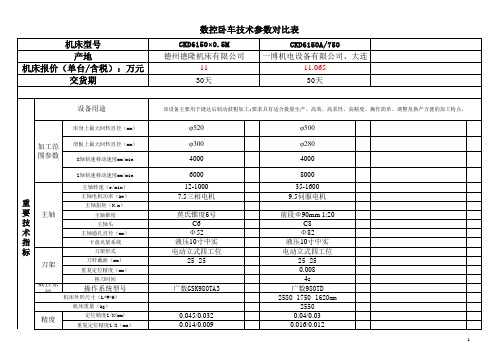
φ520 φ300 4000 6000 12-1000 7.5三相电机 莫氏锥度6号 C6 Φ 52 液压10寸中实 电动立式四工位 25×25
φ500 φ280 4000 8000 35-1600 9.5伺服电机 前段Φ 90mm 1:20 C8 Φ 82 液压10寸中实 电动立式四工位 25×25 0.008 4s 广数980TD 2580×1750×1620mm 2550 0.04/0.03 0.016/0.012
刀架 数控系 统 精度
操作系统型号
机床外形尺寸(L*W*H) 机床重量(kg) 定位精度Z/X(mm) 重复定位精度Z/X(mm)
广数GSK980TA3
0.045/0.032 0.014/0.009
重 要 技 术 指 标
数控卧车技术参数对比表 机床型号 产地 机床报价(单台/含税):万元 交货期
冷却系 统
数控卧车技术参数对比表 机床型号 产地 机床报价(单台/含税):万元 交货期
设备用途
床身上最大回转直径(mm)
CKD6150×0.5M 德州德隆机床有限公司 11 30天
CKD6150A/750 一博机电设备有限公司、大连 11.065 30天
该设备主要用于捷达后制动鼓粗加工;要求具有适合批量生产、高效、高柔性、高精度、操作简单、调整及换产方便的加工特点。
数控机床电机参数表
电机
型号
连续额定输出功率
(kW)*1
30分额定输出功率
(kW)*1
额定转速
(r/min)
恒功率最高转速
(r/min)
最高转速
(r/min)
连续额定输出转矩
(Nm)
转动惯量
GD2/4
(kgm2)
重量
(kg)
α0.5
0.55
1.1*2
3000
8000
8000
1.75
6500
305.6
0.23
228
167-2ND…
28
38
1000
6250
4700
6500
267.4
0.23
228
167-2NF…
37
51
1500
4500
4500
6500
235.5
0.23
228
167-2NG…
41
56
2000
3250
3250
6500
195.8
0.23
228
184-□NT…
21.5
30
0.00048
7
α1
1.5
2.2*2
3000
8000
8000
4.77
0.003
18
α1.5
1.1
3.7*3
1500
8000
8000
7.0
0.0043
24
α2
2.2
3.7*2
1500
8000
8000
14.0
0.0078
27
DNC60机床参数表
初始机床参数的设置CONFIGURATION AXESAXIS FUNCTION NAME RESOL0 X X 0.011 _.__2 _.__3 _.__CODE: 0/ 0 CONFIGURATION 8 I/0: _SOFTS:SIXFDM2/ZIAMBB0 PIC:AA6N2XMnn/ZZAMBA7 CLE:_LANGUAGE 2 (CH) METER1 2 3 _____h __minFR CH GBPSS VERSIONPARAMETRES PREFERENCES103 Default retraction type _ 103. 退让类型_ Non simul, 1 Simul, 2,3 = Precise 1 同时,2,3=精确105 Units (_=TON 1=KN 2=TONS) _ 105. 单位112 Show L ALPHA page (1=yes) 1 112.显示长度—角度折弯页面113 Show piece counter (1=yes) _ 113.显示计数114 Quick (jumping) cursor (1=no) _ 114. 快速光标115 Use default material only (1=yes) _ 115. 使用缺省材料116 Drawing number vis 116. 图号可见117 Display process cycle (1=yes) _ 117. 显示循环操作118 Indexation aids (1=yes) 1 118.找参考点帮助260 Stop cycle when Q reached (1=yes) _ 260.计数达到后停止循环261 Toggle mode level 3/2/3.. (1=yes) _ 261.快捷切换模式3/2/3 262 Print all machine parameters _ 262.打印机床参数AXES PARAMETERS -01--AXES- -X -120 AXIS TYPE 0 120:轴类型121 OPERATING MODE 0 121:操作模式122 ENCODER RESOLUTION 100.00 122:编码器分辨率123 POSITIONING TOLERANCE 0.01 123:定位允差124 ADVANCED STOP 0.00 124:预停止125 OVERRUN DISTANCE 0.00 125:单向定位126 SLOW SPEED DISTANCE 0.00 126:慢速距离127 SP/SN TIME 0.000 127:正/反转时间128 ACCELERATION TIME 0.500 128:加速时间129 DECELERATION TIME 0.500 129:减速时间AXES PARAMETERS -02--AXES- -X -130 POSITIONING SPEED 60.00 130:定位速度131 FINAL APPROACH SPEED 1.00 131:最终接近速度132 INDEXING SPEED 20.00 132:找参考点速度133 MANUAL SLOW SPEED 20.00 133:手动低速134 MANUAL HIGH SPEED 60.00 134:手动高速135 PRESET VOLTAGE 0.000 135:预制电压136 MAXIMUM VOLTAGE 6.00 136:最大电压137 MINIMUM VOLTAGE 0.000 137:最小电压138 OFFSET VOLTAGE 0.000 138:偏置电压139 CLOSED LOOP TOLERANCE (%) __ 139:闭环允差AXES PARAMETERS -03--AXES- -X -140 MAX. FOLLOWING ERROR __.__ 140:最大跟随误差141 SURVEILLANCE TIME _.___ 141:监测时间142 PROPORTIONAL GAIN 100 142:比例增益143 INTEGRAL GAIN 10 143:积分增益144 DIFFERENTIAL GAIN 0 144:微分增益145 INDEX MODE __ 145:找参考点模式146 INDEX POSITION ____.__ 146:参考点位置147 MINIMUM LIMIT 5.00 147:最小极限148 MAXIMUM LIMIT 500.00 148:最大极限BEAM PARAMETERS -01- 滑块参数01 CLOSED LOOP 1 01:闭环03 FINAL APPROACH DISTANCE 0.5 03:最终接近距离05 DECEL RAMP THRESHOLD 1 05:减速开始06 LOW SPEED THRESHOLD 1 06:慢速开始07 MINIMUM LIMIT 100 07:最小极限10 SYNCHR LIMIT Y 10 10:同步极限11 FA DIST. T DC Y↑^ 1.5 11:最终接近上死点距离12 DECEL. THRESHOLD HIGH SPEED 1 12:高速减速开始13 MAX SPEED (mm/s) PV↓ 10 PV↑ 10 13:最大折弯速度17 MAX TDC ABOVE INDEX 0.00 17:最大上死点在参考点之上18 CORRECTION FACTOR CP ___ ___ ___ 18:夹紧点校正因子19 CORRECTION RANGE CP ___._ ___._ 19:夹紧点校正范围1A MEASUREMENT TOLERANCE CP(% TH) __ 1A:夹紧点测量允差1B SEPARATE CORRECTION CP ? 1B:单独校正校正点。
机床主要参数
最主要是了解客户加工产品:尺寸,精度,加工材料。
车床主要参数:
1,最大回转直径
2,最大加工长度
3,卡盘大小及卡盘制造商
4,主轴功率及扭矩、转速
5,刀塔容量、
6,尾座形式
7,机床主要配置供应商及精度
加工中心主要参数:
1、主轴转速及扭矩
2、工作台大小及行程
3、工作台最大载重
4、快速进给速度
5、主轴形式BT50/BT40
6、刀库形式及容量
7、换刀时间
8、导轨及丝杠、轴承(日本精工NSK)
9、加工精度
10、主轴中心出水(选配)
11、主轴夹紧形式液压(国产气压)
卧加主要参数:
1、主轴转速及扭矩
2、X/Y/Z行程
3、刀库容量(40、60、80、120)
4、主轴驱动方式(2级齿轮)
5、工作台跟换方式(驱动液压)
6、加工精度
7、操作系统
8、主轴中心出水(选配)
9、丝杠、导轨(日本精工NSK)、轴承(日本恩梯恩NTN)
10、导轨形式(硬轨)。
多功能精密车床参数
多功能精密车床参数
1. 最大加工直径,这个参数表示车床能够加工的工件的最大直径,通常以毫米或英寸为单位。
2. 最大加工长度,这个参数表示车床能够加工的工件的最大长度,同样通常以毫米或英寸为单位。
3. 主轴转速范围,这个参数表示车床主轴的转速范围,通常以
转/分钟(rpm)为单位。
主轴转速的范围决定了车床可以加工的材
料种类和加工精度。
4. 主轴功率,这个参数表示车床主轴的功率,通常以千瓦(kW)或马力(hp)为单位。
主轴功率的大小直接影响车床的加工能力。
5. X/Y/Z轴行程,这些参数分别表示车床在X、Y、Z方向上的
行程范围,通常以毫米或英寸为单位。
行程范围的大小决定了车床
能够加工的工件尺寸范围。
6. 刀架数量,多功能精密车床通常配备多个刀架,不同的刀架
可以完成不同的加工任务,因此了解车床的刀架数量和类型是非常
重要的。
7. 控制系统,多功能精密车床通常配备数控系统,不同的数控系统具有不同的功能和性能特点,因此选择适合自己加工需求的数控系统也是非常重要的。
以上是一些常见的多功能精密车床参数,对这些参数的了解可以帮助我们选择适合自己加工需求的车床,提高生产效率和加工质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重 要 技 术 指 标
ATC
拉钉 最大刀具直径(连续/临空刀)mm 最大刀具长度(mm) 最大刀具重量(kg) 换刀时间(T-T/C-C) 行程X/Y/Z(mm) 快移速度X/Y/Z(m/min) 切削进给速度(m/min) 丝杠品牌:X/Y/Z轴 丝杠尺寸:X/Y/Z轴 伺服电机品牌:X/Y/Z轴 伺服电机型号:X/Y/Z轴 伺服电机功率:X/Y/Z轴 反馈系统 3
工装报价:万元
交货期
技术要求 评价 评价 评价
底座立柱
最大回转直径(mm) 工作台尺寸(mm) 加工行程(X/Y/Z)(mm)
φ1000
φ890
φ850
加工范 围参数
主轴端部至工作台台面距离(mm) 主轴中心到立柱距离(mm) 最大承载(kg) 工作台T型槽 主轴转速(rpm) 主轴电机型号 主轴功率(连续/30分钟)(kw) 主轴扭矩(N.m) 主轴锥度
加工中心技术参数表 机床型号 产地 数量(台) 机床报价(单台):万元
工装报价:万元
交货期
技术要求 评价 评价 评价
设备用途
该设备主要用于#######类零件孔系的粗精加工;要求具有适合多品种小批量生产、高效、高柔性、高精度、操作简单、调整及换产方便的加工特点。
加工方案
机床床身
1
加工中心技术参数表 机床型号 产地 数量(台) 机床报价(单台):万元
进给系 统
加工中心技术参数表 机床型号 产地 数量(台) 机床报价(单台):万元
工装报价:万元
交货期
技术要求 评价 评价 评价
导轨
X/Y/Z轴导轨形式 导轨是否贴塑处理
数控系 操作系统型号 统 操作面板数量
机床外形尺寸(L*W*H) 机床重量(kg) 油箱容积(L) 流量(L/min) 压力(MPa) 定位精度X/Z(mm) 重复定位精度X/Z(mm) Z轴对工作台面运动的垂直度 X轴对Y轴运动的垂直度
设备要求
评价
评价
操作简单、调整及换产方便的加工特点。
7
心技术参数表
设备要求
评价
评价
φ850
8
心技术参数表
设备要求
评价
评价
Байду номын сангаас
9
心技术参数表
设备要求
评价
评价
10
心技术参数表
设备要求
评价
评价
11
心技术参数表
设备要求
评价
评价
12
液压系 统
精度
主轴中心对工作台面的垂直度 轴向运动对工作台面的平行度 Z轴运动对主轴轴心的平行度 X轴运动对T形槽基面的平行度 冷却液箱容积(L)
冷却系 统
流量(L/min) 压力(MPa) 泵电机型号/功率 4
加工中心技术参数表 机床型号 产地 数量(台) 机床报价(单台):万元
工装报价:万元
交货期
主轴
主轴驱动方式 2
加工中心技术参数表 机床型号 产地 数量(台) 机床报价(单台):万元
工装报价:万元
交货期
主轴
技术要求 主轴轴承型号 主轴轴承内径(mm) 最小主轴角度分度(deg) 是否有分档卡盘夹紧系统 主轴是否有防异物渗透装置 刀库容量 刀具转换方式 选刀方式 刀柄形式 评价 评价 评价
技术要求 评价 评价 评价
润滑系 统 机床特 殊配置
油箱容积(L) 流量(L/min) 压力(MPa) 刀具检测系统 自动工件检测系统
售后服务及 技术支持 初步结论
5
加工中心技术参数表 机床型号 产地 数量(台) 机床报价(单台):万元
工装报价:万元
交货期
技术要求 评价 评价 评价
6
心技术参数表