世纪天元TE690产品介绍
朋克维纳斯焊接技术产品指南说明书
/ Battery Charging Systems / Welding Technology/ Solar Electronics MANUAL WELDING/ Product GuideF ro n iu s W e ld in g T e ch n o lo g yN o w A v a il a b le f ro mF ro n iu s U K, M il to n K e y n e sMIG/MAG TIG MMA PlasmaProtective EquipmentContents****************************************MIG/MAGThe TransSteel 3500/5000 and nowthe 3500 compact version embodyan intelligent industrial design,service life. This digitally controlledMIG/MAG welding system comeswith Steel Transfer Technology togive you optimum steel weldingThe TransSteel is a rugged and reliable partner that stands outfor its intelligent appliance design and ease of operation.Digitally controlled and primed with the expert knowledgepackage, “Steel Transfer Technology,” specifically put togetherfor the steel market, the TransSteel ensures the very greatestTransSteel 3500 TransSteel 50005TransSynergic 4000 /4000 C / 5000 / 5000 CM I G /M A GProcessesMIG/MAG welding Electrode weldingThe Compact version of the TransSteel 3500 comes fitted out with all the details that make life easier for structural steel fabricators. As a space-saving yet powerful version of the TransSteel series, the Compact model is of particular interest to workshop operations. Its integrated wirefeeder is another feature making the TransSteel 3500 Compact a good-value option for operations with more limited resources.The fully digitised and microprocessor-controlled MIG/MAG power source for short circuit arcs and spray arcs enables the best weld properties in every respect, and reproducible results time and time again.4000 MV 5000 MW 5000ProcessesMIG/MAG welding, Mig-brazing, TIG-DC (C-version),Manual electrode (MMA) welding (C-version),Arc air gouging (TS 5000 C)Recommended Base MaterialsConstructional steels, Coated constructional steels, Ferritic / austenitic CrNi steels, Duplex-steels, Nickel-based materials, Aluminium materials6TPS 2700 / 2700 TIG / 2700 Duo / 2700 Duo TIGThe TransPuls Synergic 2700 for short circuit, spray and pulsedarcs is a fully digitised and microprocessor-controlled MIG/MAG power source with an output of 270 A. The power sourcegives the best weld properties in every respect, andreproducible results time and time again. The integral wire-feedunit guarantees portable use on construction sites, inworkshops and for maintenance and repair activities.Recommended Base MaterialsConstructional steels, Coated constructional steelsFerritic / austenitic CrNi steels, Duplex-steels, Nickel-basedmaterials, Aluminium materials, Special materialsProcessesMIG/MAG welding, MIG/MAG impulsed arc welding, MIGbrazing, TIG-DC, Manual electrode (MMA) welding7TPS 3200 / 4000 / 5000Pulse welding with up to 500 A, highest precision, exact reproducibility and best weld properties, anytime, anywhere. The multiprocess powersource is suitable for MIG/MAG, TIG and electrode welding, as well as manual or robotic applications.Recommended base materialsConstructional steels, Coated constructional steels, Ferritic / austenitic CrNi steels, Duplex-steels, Nickel-based materials, Aluminium materials, Special materials, Copper materials (TPS 5000), Magnesium materials (TPS 5000)ProcessesMIG welding, MIG pulsed arc welding, MIG brazing, TIG-DC, Manual electrode welding, Arc air gouging (TPS 5000)M I G /M A G899% Less Spatter | Ultra High Precision ProcessCMT stands for Cold Metal Transfer. The wire movement isincorporated into the process control, where heat is inserted only very briefly. Metal transfer takes place with barely any flow of current. The result is spatter-free MIG/MAG welding and brazing of thin sheets (0.3 mm or thicker), MIG brazing of galvanised sheets and the joining of steel and aluminium.Recommended base materialsConstructional steels, Coated constructional steels, CrNi steels, Nickel-based materials, Aluminium materials, Special materials, Magnesium materials, Copper materialsProcessesCMT brazing, CMT welding, MIG welding, MIG pulsed arc weldingTIME 5000 DIGITALM GU p t d e p o s i t i o n r a t e so n s t e e l s .P a t e n t e d F r o n i u sT e c h n o l o g y9Wire feed units for VR4000 / VR5000 / VR7000VR 4000-22/-30VR 7000-22/-11/-30VR 5000TPS Steel/ The TPS Steel comes with special characteristics for the steel user segment that can be adjusted quickly and easily via the control panel. This fully digitised welding system makes for superlative welding properties, in every respect, and for results that are replicable any number of times. In either standard or pulsed-arc welding, the TPS Steel is a dependable partner in both manual and automated applications.Dimensions (HxWxLmm)WeightMains Frequency Mains Fuse Protection Class Open-circuit Voltage Mains Voltage (+/-10%)Operating VoltageWelding Current / Duty Cycle (10min/40C)Min-max. Welding currentTPS 3200475x290x625320A 365A / 60% 400A / 50%10M I G /M A G A c c e s s o r i e sRemote control units for digital machinesTR 1000TR 1100TR 1200TR 1300TR 1600TR 2000TR 2100TR 2200 F11M I G /M A G A c c e s s o r i e sRemote control units continuedTR 2200-FM TR 3000TR 4000 CTR 4000 RCU 4000RCU 5000i12M I G /M A G A C C E S S O R I ES M I G /M A G A c c e s s o r i e s Cooling Units MIG/MAGFK 3000RFK 4000 FK 4000 R FK 4000 R FC FK 4000 ROBFK 5000FK 6000FK 9000 RThere are many options available for this product. Please call one of our sales representatives for more details on 01908 512 300.13AL2300 / 3000 / 4000 / 5000 Standard, Up/Down, JobMasterM I G /M A G T o r c h e sContact tube, CuCrZr alloy Coaxial cableRubber anti-kink feature at machine and torch endStandard Equipment - Jobmaster onlyIntegrated remote control Frequency parameter recall Parameter correction modeRecall function for operating points and jobs Digital parameter display14AW2500 / 4000 / 5000 / 7000 Standard, Up/Down, JobMasterProcessesMIG/MAG weldingMIG/MAG pulsed arc welding MIG brazingRecommended base materialsConstructional steelsCoated constructional steels Ferritic / ausenitic CrNi steels Duplex steelsNickel based materials Aluminium materials Magnesium materials Copper materialsMultilock-SystemStandard EquipmentTorch body:Spatter protection with high thermal stability Forced contacting arrangement for welding wire Torch neck rotates through 360°Hose pack:Steel inner liner for steel wire Swivel mounted protective hoseCoaxial cable at gas cooled welding torchRubber anti-kink feature at machine and torch endM I G /M A G T o r c h e s15ProcessesMIG/MAG weldingMIG/MAG pulsed arc welding with water-cooled torchesMIG brazingRecommended base materialsConstructional steelsCoated constructional steels Ferritic / austenitic CrNi steels Duplex-steelNickel-based materials Aluminium materials Magnesium materialsCopper materialsTime / Time Multilock / AW5000 Time /AW7000 TimeProcessesMIG/MAG welding, MIG/MAG pulsed arc welding,MIG/MAG high performance welding, MIG brazingRecommended base materialsConstructional steelsCoated constructional steels Ferritic / austenitic CrNi steels Duplex-steelsNickel-based materials Aluminium materialsM I G /M A G T o r c h e sPullMig CMT hose packPullMig hose packs / PullMig JobMaster hose packsProcessesCMT brazing, CMT welding, CMT pulsed arc welding, MIG/MAG welding, MIG brazingRecommended base materialsConstructional steels, Coated constructional steels,Ferritic / austenitic CrNi steels,Duplex-steels, Nickel-based materials,Aluminium materials, Special materials,Magnesium materials, Copper materialsProcessesMIG/MAG welding, MIG/MAG pulsed arc welding with water cooled torches, MIG brazingRecommended base materialsConstructional steels, Coated constructional steels,Ferritic / austenitic CrNi steels, Duplex-steels,Nickel-based materials Aluminium materials Magnesium materials Copper materialsM I G /M A G T o r c h e s16MTG3500 S / MTG5000 S / MTG5300 S Standard, Up/Down(manual welding torch for TransSteel)ProcessesMIG/MAG weldingRecommended base materialsSteelMTW3500 S / MTW5000 S Standard, Up/Down(manual welding torch for TransSteel)ProcessesMIG/MAG weldingRecommended base materialsSteelM I G /M A G T o r c h e s17ProcessesTIG - DCManual electrode (MMA) weldingRecommended base materialsConstructional steelsFerritic / austenitic CrNi steels Duplex-steelsNickel-based materials Special materials Copper materialsG/F16A IP2393V 230V19TransTig 2500 / 3000 / 2500 Job / 3000 Job 2500 Comfort / 3000 ComfortProcessesTIG - DCManual eletrode (MMA) weldingRecommended base materialsConstructional steels, Ferritic / austenitic CrNi steels Duplex-steels, Nickel-based materials Special materials, Copper materialsMains Fuse Protection ClassMains Voltage (+/-10%)Operating VoltageWeighing just 24kg, the TransTig 2500 and 3000 are the lightest Tig power sources with a 3-phase power supply. They are extremely easy to use, very intuitive in their operation, very robust, powerful and completely digitised.ProcessesTIG - DCManual eletrode (MMA) weldingRecommended base materialsConstructional steels, Ferritic / austenitic CrNi steels Duplex steels, Nickel based materials Special materials, Magnesium materials Copper materialsDimensions (HxWxLmm)WeightMains Frequency Mains FuseOpen Circuit Voltage Mains Voltage (+/-10%)Operating VoltageWelding Current / Duty Cycle (10min/40C)TransTig 2500 G/F 435x250x56024.2 kg 50 - 60Hz16A 85V 3 x 400V 10.1 - 20V 210A / 100%240A / 60%250A / 50%TransTig 3000Job G/F435x250x56024.2 kg 50-60Hz16A 81V 3 x 400V 10.1 - 20V 240A / 100%300A / 50%300A / 45%T I GTransTig 4000 / 5000 / 4000 Job / 5000 JobThese power sources can be used in many different fields: chemical, container,machine and plant construction, pipeline construction, automotive andtracked vehicle manufacturing, the aerospace industry and shipbuilding aswell as by all types of installation, maintenance and repair companies.Manual eletrode (MMA)TransTig TransTig 50002021MagicWave 2500 / 3000 / 2500 Job / 3000 Job 2500 Comfort / 3000 ComfortRecommended base materialsConstructional steelsFerritic / austenitic CrNi steels Duplex-steelsNickel-based materials Special materials Copper materialsProcessesTIG - DCManual eletrode (MMA) welding TIG - AC/DCDimensions (HxWxLmm)WeightMains Frequency Mains Fuse Protection Class Open-circuit Voltage Mains Voltage (+/-10%)Operating VoltageWelding Current / Duty Cycle (10min/40C)Min-max. Welding currentstable arc.Dimensions (HxWxLmm)WeightMains Frequency Mains Fuse Protection Class Open-circuit Voltage Mains Voltage (+/-10%)Operating VoltageWelding Current / Duty Cycle (10min/40C)Constructional steelsDuplex-steelsNickel-based materialsMagnesium materials Copper materials Special materialsProcessesTIG - DC TIG - AC/DCManual electrode (MMA) welding2258.2 kg IP2390VStandard equipment23TTW2500A-24FK 2200 FK 2500 / FC FK 4000 R FK 9000 RFK 2500 MV FCa higher degree of utilisation and reproducibility of your production equipment in combinationwith welding (plasma, high temp. welding).2526Remote Control Units For TIG DC / TIG AC/DC inverter power sourcesTR 1000TR 1100TR 1300TR 1600TR 2000TR 2200 FT I G A c c e s s o r i e s27TR 2200 FM TR 52 MCTR 1200TR 3000TR 4000RCU 2000Remote Control Units continuedT I G A c c e s s o r i e sColdwireKD 7000KD 1500seirosseccAGIT2829TransPocket 1500 / 1500 RC / 1500 TIGA common welding method for rust-, acid- and heatproof steel Manual Metal ArcAlso available: Transpocket 1500 / 1500 RC / 1500 TIG Set including earth cable 16mm manual electrode, hand shield, slag hammer/wire brush and welding gloves with case (set differs slightly for each product).TransPocket 2500 MVm320x180x43013.5 kg 50 - 60Hz 16A / 20AIP2388V3 x 380 - 460V /3 x 200 - 240V 175A / 100%200A / 60%250A / 35%15A - 250ATransPocket 3500390x190x49020 kg 50 - 60Hz25A IP2389V3 x 380 - 460V 230A / 100%280A / 60%350A / 35%10A - 350ATransPocket 3500 MVm390x190x49021 kg 50 - 60Hz 25A / 40AIP2389V3 x 380 - 460V / 3 x 200 - 240V 230A / 100%280A / 60%350A / 35%10A - 350AFR1-1FR3-1TP08TP09TR1000TR1100TR1200TR1300Transpocket 4000 Cel / 5000 CelTR1500TR1500-F TR1600TR2200-F TR2200-FM TR3000TR4000 TransPocket 4000 MV Cel475x290x62540 kg 50 - 60Hz 63A / 35AIP2395V3 x 200 - 240V / 3 x 380 - 460V 320A / 100%320A / 60% TransPocket 5000 Cel475x290x62537 kg 50 - 60Hz35A IP2395V 3 x 400V 360A / 100%415A / 60% TransPocket 5000 MV Cel475x290x62540.5 kg 50 - 60Hz 63A / 35AIP2395V3 x 200 - 240V / 3 x380 - 460V 340A / 100%415A / 60%TR200032Remote Control Units ContinuedM M A A c c e s s o r i e sPLASMA WELDING In plasma welding, the arc is constricted by a cooled gas nozzle. The powerfully bunched1 kg3435P r o t e c t io n E q u i p m e n tWelding Protection EquipmentVizor 3000Welding GlovesFronius offer a wide range of protectionequipment, protective clothing and safety boots. Call us on 01908 512 300 or for a full listing visit SOLAR ELECTRONICS/ The greatest challenge of our time is to make the leap to a regenerative energy supply. Our vision is to use renewable energy to achieve energy independence. With our mains-connected inverters and products for monitoring photovoltaic systems, we are now one of the leading suppliers in solar electronics.WELDING TECHNOLOGY/ We develop welding technologies, such as entire systems for arc and re-sistance spot welding, and have set ourselves the task of making impossi-ble weld joints possible. Our aim is to decode the »arc welding’s DNA«. We are the technology leader worldwide and the market leader in Europe.BATTERY CHARGING SYSTEMS/ We started a technological revolu-tion with Active Inverter Technology and are now one of the leading suppli-ers in Europe. We are driven by the aim of providing intelligent energy management systems that ensure mo-bility stays as economically viable as possible in the twenty-first century.Further information about all Fronius products and our global sales partners and representatives can be found at v 02 2012 E NWE HAVE THREE DIVISIONS AND ONE PASSION: SHIFTING THE LIMITS./ What Günter Fronius started in 1945 in Pettenbach, Austria, has now become a modern day success story. Today, the company has around 3,000 employees worldwide and owns more than 850 active patents. Since the very beginning, our goal has not changed: to be the technology and quality leader. We shift the limits of what’s possible. While others progress step by step, we innovate in leaps and bounds. **********************。
PECVD石墨舟

4.售后服务:
在质量保证期内发现问题包括在客户使用时发现,接到客 户通知,弘竣实业在24小时内派维护人员赶到现场处理, 因此所产生的费用自行承担。在客户使用期内若有不良产 生,弘竣实业会及时调货或退货.
二、产品介绍
共7大系列产品:
1.PECVD石墨舟 2.PECVD石墨舟配件 3.燃料电池石墨电极板
上海弘竣实业有限公司
石墨舟介绍
一、企业介绍
1.公司成立时间
创建于2008年
2.企业定位
从事太阳能用PECVD石墨舟的开发、生产和销售,石墨电极、燃料电 池板、半导体的生产和销售
3.主要产品
PECVD石墨舟、石墨舟配件、燃料电池石墨电极板、电子烧结模、石 墨模具、石墨电极、高纯石墨制品、石墨异型件加工,根据客户要求 订做的其他石墨产品等等.
PECVD石墨舟清洗及使用维护
PECVD石墨舟清洗及使用维护
石墨舟的维护 :
1.石墨舟的存放:石墨舟应存放在干燥清洗的环境中。由于石 墨本身的空隙结构而使其具有一定的吸附性,潮湿或污染的 环境会使得清洗烘干后的石墨舟容易再次污染或受潮。 2.石墨舟组件陶瓷、石墨部件均属易碎材质,在搬运或使用过 程中应尽量避免碰擦;若发现组件有断裂、裂纹、松脱等现 象应及时预以更换和重新锁紧。 3.石墨工艺卡点更换:根据使用频率及时间,以及电池片实际 阴影面积的要求,应对石墨舟工艺卡点进行周期性更换。推 荐使用上海弘竣提供的专用更换卡点设备进行拆卸及安装。 该设备的操作有利于提高装配的速度和一致性以及减少舟片 破损的风险。
PECVD石墨舟清洗及使用维护
4.建议对石墨舟进行编号管理,指定和执行定期 的清洗、烘干、维护、检查,并指定专人管理; 保持石墨舟的管理及使用的稳定性。整体清洗的 石墨舟应定期对陶瓷组件进行更换。 5.石墨舟维护时,组件、舟片及工艺卡点建议由 石墨舟供应商提供,以免因组件精度无法匹配原 舟而导致在更换过程中产生损坏。 6.石墨舟使用过程中任何问题及建议,请及时与 我们联系。
CDE系列普通车床产品介绍
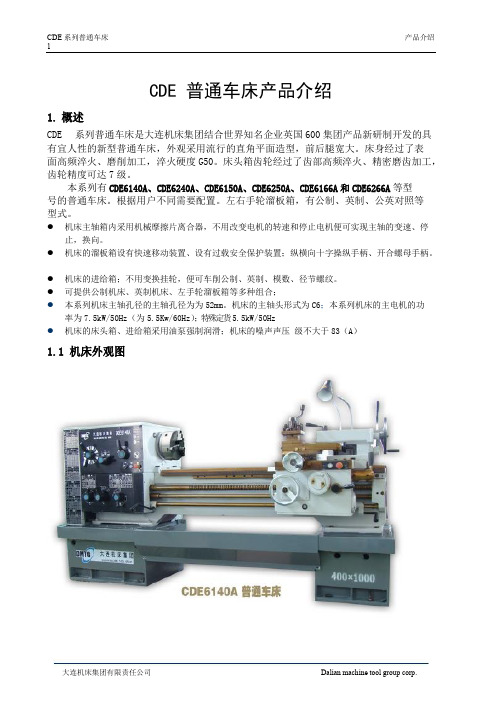
CDE系列普通车床产品介绍1CDE普通车床产品介绍1.概述CDE系列普通车床是大连机床集团结合世界知名企业英国600集团产品新研制开发的具有宜人性的新型普通车床,外观采用流行的直角平面造型,前后腿宽大。
床身经过了表面高频淬火、磨削加工,淬火硬度G50。
床头箱齿轮经过了齿部高频淬火、精密磨齿加工,齿轮精度可达7级。
本系列有CDE6140A、CDE6240A、CDE6150A、CDE6250A、CDE6166A和CDE6266A等型号的普通车床。
根据用户不同需要配置。
左右手轮溜板箱,有公制、英制、公英对照等型式。
●机床主轴箱内采用机械摩擦片离合器,不用改变电机的转速和停止电机便可实现主轴的变速、停止,换向。
●机床的溜板箱设有快速移动装置、设有过载安全保护装置;纵横向十字操纵手柄、开合螺母手柄。
●机床的进给箱;不用变换挂轮,便可车削公制、英制、模数、径节螺纹。
●可提供公制机床、英制机床、左手轮溜板箱等多种组合;●本系列机床主轴孔径的主轴孔径为为52mm。
机床的主轴头形式为C6;本系列机床的主电机的功率为7.5kW/50Hz(为5.5Kw/60Hz);特殊定货5.5kW/50Hz●机床的床头箱、进给箱采用油泵强制润滑;机床的噪声声压级不大于83(A)1.1机床外观图CDE系列普通车床产品介绍22机床的功用和加工范围2.1机床的功用在本机床上可以车削零件的外圆、内孔和端面、可以钻孔、铰孔和拉油槽,可以加工各种公制、英制、模数、径节螺纹,用户提出特殊定货还可以加工周节螺纹,本机床特别适合于小批量生产的加工车间和机械修理车间使用。
本机床可加工钢、铸铁及有色金属、非金属等材料。
在本机床上加工的零件尺寸精度可达到IT7级,表面粗糙度可达到1.6级。
2.2加工范围机床加工范围应根据机床规格及其技术参数确定。
禁止超过机床的参数范围加工。
否则,会损坏机床甚至发生人身伤亡事故。
注意!当使用马鞍车床加工超过床身上最大回转直径的扁平盘类工件时,拆下马鞍导轨后应避免加工时床鞍左端面超出床身导轨端面,在这种情况下可通过调整刀架滑板或加长刀杆使之满足切削长度要求。
Prestige 360DT

Texecom ARMOR Prestige 360 DT红外微波三鉴吸顶式探测器Prestige 360 DT是Texecom品牌最新推出的一款四元红外微波探测器。
它采用先进的数字式温度补偿功能,确保产品在温度偏高或偏低环境下智能技术自动进行灵敏调节和保证最佳探测性能;对手机、强光、温度偏差等干扰不会产生误报;智能报警记忆锁定和首次报警识别功能加强了对探测器的准确性和降低误报率。
产品外观精美创新、高尚品质、性能稳定,是用户理想探测器的首选产品。
主要特点●数字式温度补偿功能●数字式脉冲计算●先进的微处理器技术●智能信号处理计算技术●白光/强光过滤技术,增强抗白光干扰能力●光学器件密封设计,可防止小虫或灰尘等的干扰●电路减噪设计,消除电路“自激”现象,抗无线射频及电磁干扰●报警记忆锁定/首次报警识别功能●抗RF幅射干扰1000MHz\ 10V/m产品型号Prestige 360 DT探测技术四元红外+微波探测范围 360度广角,9.5米安装高度 2.4-3.6米微波频率 10.525GHz工作电压9V –16V DC工作电流 <19mA报警周期 >2秒最大湿度 95%非冷凝状态LED灯指示红色、橙色、绿色接线方式三线尾接线(防拆、报警、故障)抗RF射频干扰80MHz~1000MHz / 10 V/m防止误报技术先进的微处理器技术、智能信号处理计算技术、数字式温度补偿功能及数字式脉冲计算静电释放无误报时±8kV外壳材料 ABS防火材料工作温度 -350C ~+ 550C存放温度 -350C ~+ 600C相关认证 CE、UL、ISO9002产地英国适用环境住宅、轻工业、商业、金融。
刀具编码库位更新中

B
BT50-ER32-90 BT50-M3 BT50-M4 BT50-M5 BT50-XP20-80 MTGNR3225P16 QEED3232R13 QEED1616R17 BT50-XP16-90 MWLNR 2525 M08 S32S MWLNR08 MAHR32 MAHPR 32 CGPAD3R-T22 PCADR24N HGPAD3R-T20 HELII R25C-305 GHIC32-50 TGPAD3R-T9 BT50-ER25-70 BT50-SLN20-80
A 145 120003386 146 120003387 147 120003437 148 120003438 149 120003439 150 120003441 151 120003443 152 120003449 153 120003450 154 120003452 155 120003453 156 120003462 157 120003463 158 120003464 159 120003465 160 120003466 161 120003467 162 120003468 163 120003469 164 120003470 165 120003471 166 120003472 167 120003521 168 120003526 169 120003533 170 120003537 171 120003538 172 120003539 173 120003544 174 120003546 175 120003547 176 120003548 177 120003549 178 120003550 179 120003552 180 120003591
缸型电动缸DGE系列产品说明书

规格
8 12 18
L3 L4 L5 L6 L7 L11 L12 L13 L14 L15 L16 T1 T2 T3 T6 T7
± 0.1
+4 ±0.1 ±0.1
30 21 15.5 52 15
4 27.5 27.5 5
9.7 3.2
7
1.1 3.4 0.7 18.8
33 24 17 64 15
4 36.5 29
訂貨代號
DGE —
—
— ZR
—
—
型號 DGE
直線電動缸
規格
8 12, 18 25 40 63
行程 [mm]
1 ... 650 1 ... 1000 1 ... 3000 1 ... 4000 1 ... 4500
氣壓缸功能
ZR
齒輪皮帶電動缸
左側驅動軸
LK
左側無驅動軸
1
LV
驅動軸在左側,前面
2.2
LH
-H-
訂貨實例: DGE-63-500-ZR-LV-RK-KF-GK
-H- 注意
近接感測器的插入點,位於齒 輪皮帶電動缸DGE-ZR的右側。
O上 U下 R右 L左 V前 H後
— KF — GK
2-12
Key products, GCC-TW – Subject to change – 第一版
DGE-ZR-KF,
57
52.8 19.6 22.5
7
21.6
40
M5
M6
48
64
17
86
78
71.8 26.5
32
11.5
31
62
M8
M8
78
打板圆筛说明书

1机器零件该机器包括(见图一):1 振动体2 清灰门若干3 进给箱4 筛屑卸料斗5 筛渣卸料槽6 保留档7 轴8 离心式转盘散布机9 搅拌器蜘蛛布10 搅拌器11 偏心对重装置12 螺旋压榨机阀盘13 筛网14 悬挂式尺规若干15 驱动电动机2 操作(见图一)该机器主要用来加工难以过筛的给料,如过滤面粉和打麸机的筛屑。
从进给箱(3)内进入的给料通过离心式转盘散布机(8)均匀的洒在整个筛网面上。
在落至出口之前,给料以离心的方式被旋转着的搅拌器(10)抛在筛网上。
保留档(6)用来控制给料的顺流速度,从而有效地达到期望的过筛效果。
为保证筛网的自我清洁能力,机器环绕着圆周轨迹振动。
该振动由卷轴上安装的离心对重装置(11)实现。
一旦给料抵达筛网底部,筛渣将排入卸料槽(5)中,而筛屑则收集在卸料斗(4)里,通过自身的振动流出。
3 技术数据-应用3.1 技术数据以下所示数据适用于经过滤器和打麸机加工过的小麦粉。
型号产量公吨/小时筛网面积平方米转速FV A 45/100 1,3 1200软麦:0.7-0.9公吨/小时硬麦:0.9-1.2公吨/小时以上数据适用于最高湿度为16%的给料。
可按需求提供各种产品,用途和湿度的数据。
4 起重-运输要吊起机器,首先将提供的两个吊环螺栓旋入结构上部打出的螺纹孔(M 10)中。
放置好机器后,取下吊环螺栓并用合适的螺栓堵住螺纹孔。
起重装置最低载荷为400公斤警告起重和水平移动时谨慎操作,避免不必要的颠簸和震荡。
Fig 1: 图一移去锚箍(黄漆夹钳铁具)。
检查电机铭牌上的电机特性:电压,频率,电极。
手动旋转卷轴来确定机器外罩中没有异物。
确认屏幕的正确安装如第8.1节所述。
检查转子的旋转方向。
水平设置保留档。
启动机器并检查给料的顺利流入和流出。
必要时,如第7节所示进行若干调整。
6 排气不需要将该机器连接至排气系统,但在机器外罩内应安装一个小型真空吸尘器。
负责筛屑和筛渣流动的顺流仪器上有排气装置,可以实现小型的抽吸。
手机兼容性测试方案
手机兼容性测试方案成都信息处理产品检测中心二〇一二年七月摘要本文档主要描述了手机兼容性测试中的测试范围、测试方法等。
第一章概述1.1项目背景移动应用项目应适于各个通信平台,契合各种类型的通信终端设计规范。
本文档可供技术委员会、产品负责人、系统设计人员、开发工程师和测试工程师等参考。
1.2项目目的《手机兼容性》的这一“测试方案”文档有助于实现以下目标:1、确定现有项目的信息和应测试的软件构件、测试范围。
2、列出推荐的测试需求。
3、确定所需的资源,并对测试的工作量进行估计。
4、列出测试过程中需要使用的资源。
1.3测试范围1.4参考文档《各移动应用设计需求说明书》《中国电信天翼空间移动应用测试准入规范》《中国电信天翼空间应用测试策略》《app store 审核指南》第二章约定2.1限定条件本方案受限于产品设计需求文档的不全面性及开发人员提交测试的内容和时间的事实,根据开发人员提交模块的实际情况,本方案会做相应的调整。
2.2测试目的验证软件与其所依赖的环境的依赖程度,包括对硬件的依赖程度,对平台软件、其他软件的依赖程度等。
确认软件的说明书中对于硬件环境的描述是否正确、合理。
以及在需求文档中要求的各个移动平台上是否兼容并稳定的运行。
2.3缺陷说明缺陷(Bug)分为五个等级:P1级(导致系统崩溃;主业务流程出现断点;导致死机;导致程序模块丢失;内存泄漏),P2级(被测数据处理错误;软件错误导致数据丢失;用户需求未实现),P3级(被测功能不能正确实现),P4级(功能实现不完美或细小的错误),P5级(建议性问题)。
测试通过标准:1、在测试过程中,不存在P1级、P2级、P3级的缺陷,该测试过程的测评结果判定为“通过”。
2、在测试过程中,发现P1级或P2级或P3级的缺陷,该测试过程的测评结果判定为“不通过”。
2.4暂停和再启动标准1、软件在进行安装、确认测试时发现一级错误暂停测试返回开发。
2、软件项目需暂停进行调整时,测试应随之暂停,并备份暂停点数据。