TC21钛合金板孔冷挤压残余应力与疲劳性能研究-西北有色金属研究院
损伤容限型TC21钛合金切削加工工艺研究概述
0 引 言
钛 及钛 合 金 属 于难 切 削 加 工 金 属 。这 是 因为 钛 的导热 系 数 小 、化 学 活性 高 ,在 切 削 加 工 时 ,切 削 产 生 的热难 以散 出 ,导致 工 件 和 刀具 温 度 升 高 。高 温 下钛 易与 空 气 中的 氧 和 氮 结合 ,在 表 面 形 成 冷 硬 层 ,使 切削 难度 加 大 。另外 ,由于 钛 的弹 性模 量 小 , 切 削加 工 时 在 径 向 力 的作 用 下 容 易 产 生 弯 曲 变 形 , 引 起共 振 ,加 大刀具 磨损 ,降低零 件 的加 工精 度 。
第 33卷 第 3期 2016 定 6月
Ti
VJoul_ n3 e 3 N 20o. 13 6
损 伤 容 限 型 TC21钛 合 金 切 削 加 工 工 艺 研 究 概 述
关艳 英 ,鲁 华 ,朱妍 如
(中航飞机股份有 限公 司西 安飞机分公司 ,陕西 西安 710089)
摘 要 :为克服 TC21钛合金切削加工难题 ,促进其 在航 空领域的应用 ,中航飞机股份有限公 司西安飞机分公司开展
第 3期
关艳英等 :损伤容 限型 TC21钛合金切 削加工 工艺研究概述
9
2 车 、镗 加 工
TC21钛 合 金 的 车 、镗 加 工 只 要 刀 具 、切 削 液 、 切削 参数 选择 的合 理 ,就 会顺 利进 行 。车 削 TC21钛 合金 氧化 皮 时应 采 用 硬 质 合 金 刀具 ,切 削 深 度 大 于 氧化 皮 的厚度 ,进 给 量 略大些 ,切 削速 度 应低 一 些 。 推荐使 用 的车削工 艺参 数 见表 1。
了 TC21钛合金的各种机械加工 工艺研究 。介绍了该项研究所取得 的成果 ,给出 了 TC21钛合 金的锯切 、车削 、镗 削 、
钛合金切削加工中的切削力和剩余应力分析

钛合金切削加工中的切削力和剩余应力分析钛合金是一种重要的金属材料,具有重量轻、高强度和耐腐蚀性等优良特性,因此在航空航天、汽车、医疗器械等领域得到广泛应用。
而在钛合金切削加工过程中,切削力和剩余应力分析是非常重要的一个方面,对于切削加工的稳定性和工件质量有着直接的影响。
切削力是指在切削过程中所受到的力的大小和方向。
钛合金的高强度和耐腐蚀性使得其在切削过程中很难形成流畅的切削屑,因此会导致切削力的增大。
此外,钛合金的高热导和低热扩展系数使得切削过程中产生的热量不易散发,进而导致切削温度升高,使钛合金软化,刀具很容易磨损。
因此,准确分析和测量切削力对于切削加工过程的优化至关重要。
切削力的分析可以通过试验和仿真两种方法来实现。
试验方法是将工件固定在切削设备上,通过测力传感器来记录切削过程中所受到的力的大小和方向。
而仿真方法则是通过数值模拟的方式,基于切削力公式和钛合金的性质参数,计算和预测切削过程中所产生的力。
剩余应力是指在切削过程中形成的残余应力。
切削工具在切削过程中对钛合金的材料进行去除,使得其内部产生了应力的重新分布。
剩余应力的存在可能会导致工件的变形、裂纹和材料的疲劳性能下降等问题。
剩余应力的分析同样可以通过试验和仿真方法来实现。
试验方法一般采用衍射仪、X射线衍射仪和应变计等设备来测量工件表面和内部的应力分布情况。
而仿真方法则是通过有限元分析等数值模拟技术,结合钛合金的物理性质和切削参数,计算和预测切削过程中剩余应力的生成和分布。
对于钛合金切削加工中的切削力和剩余应力的分析,可以帮助我们优化切削过程,提高工件的加工质量和效率。
通过对切削力的准确测量和分析,可以选择合适的切削条件和刀具材料,以降低工具磨损和延长刀具寿命。
同时,对剩余应力的分析可以用来预测和控制工件变形和材料疲劳性能,确保加工后的零件具有良好的稳定性和可靠性。
在实际应用中,切削力和剩余应力的分析需要综合考虑切削参数、切削速度、切削深度等因素对切削过程的影响。
TC21细晶钛合金TIG焊接接头组织及力学性能研究
TC21细晶钛合金TIG焊接接头组织及力学性能研究周水亮;陶军;郭德伦【期刊名称】《航空材料学报》【年(卷),期】2009(029)006【摘要】开展了不同晶粒尺寸的细晶粒TC21钛合金的TIG焊接实验,研究了母材及接头组织和力学性能.结果表明:细晶粒TC21钛合金TIG焊接接头抗拉强度达到母材的95%左右,焊接性较好;但是焊接接头脆化严重,伸长率和断面收缩率均较低.焊缝中心和热影响区组织相似,为α′马氏体组织.相同焊接规范下,2μm的细晶TC21合金焊缝及热影响区为片状或长粒状α′组织;而7μm的细晶TC21合金接头中α′丛的尺寸较小且相互交错,形成针状或短粒状α′组织.硬度测试表明:靠近母材的热影响区细晶区存在一个软化区,该区域硬度最低,而焊缝中心与热影响区粗晶区分界处(细晶过渡区(FTZ))也存在硬度的下降,不过此区域下降幅度不大.常温拉伸断口呈准解理断裂特征,随着母材晶粒度的增大,焊接接头解理特征越明显.【总页数】6页(P53-58)【作者】周水亮;陶军;郭德伦【作者单位】北京航空制造工程研究所,北京,100024;北京航空制造工程研究所,北京,100024;北京航空制造工程研究所,北京,100024【正文语种】中文【中图分类】TG444【相关文献】1.30mm厚钛合金TC4磁控电弧窄间隙TIG焊接接头组织及力学性能研究 [J], 李双;徐望辉;李锋;张宇鹏;易耀勇2.厚板钛合金窄间隙TIG焊焊接接头组织与力学性能 [J], 姜永春3.TC4钛合金K-TIG焊接接头的显微组织及力学性能 [J], 崔书婉;石永华;张程士4.TC4钛合金K-TIG焊接接头的显微组织及力学性能 [J], 崔书婉;石永华;张程士5.细晶粒TC21钛合金TIG焊成形研究 [J], 周水亮;陶军;郭德伦因版权原因,仅展示原文概要,查看原文内容请购买。
TC21合金基于不同失稳判据的热加工图研究

图 2、图 3 分别为 TC21 合金峰 值流变应力 – 变形温度曲线和稳态 流变应力 – 变形温度曲线。由图 2、 图 3 可 知,在 830~1010℃,应 变 速 率为 10s–1,峰值应力和稳态应力分
关系曲线,如图 4、图 5 所示。计算 图 4、图 5 中 直 线 斜 率,如 表 2 和 3 所示。
高温/超高温结构材料 High/Ultrahigh Temperature Materials
TC21合金基于不同失稳判据的 热加工图研究*
符 君 1,于雪梅 2,刘 超 2,周 舸 2
(1.中国人民解放军 93107 部队,沈阳 110141; 2.沈阳工业大学材料科学与工程学院,沈阳 110870)
符君 工 程 师,研 究 方 向 为 钛 合 金 热
变形过程中的组织性能控制,以及计算 机技术在材料中的应用。
* 基金项目:辽宁省教育厅项目(LQGD2017024)。
TC21 合 金 是 我 国 西 北 有 色 金 属研究院自主研制的一种高强高韧 损伤容限型 α+β 两相钛合金 [1],因 其具有良好的比强度、断裂韧性、较 低的裂纹扩展速率等特性,广泛应用 于 以“三 航”(航 空、航 天、航 海)为 代表的国防武器装备领域。目前,该 合金是我国多种型号战斗机机翼、机 身、起落架等关键结构件制造的主要 材料之一 [2]。近些年来,随着我国军 事需求的不断提升,对航空武器装备 核心零件的综合服役性能提出了更 高的要求。在零件结构设计上通常 采用“轻量化”与“结构减重”相结 合的理念。因此,对 TC21 合金的成 形性能尤其是热加工成形性能提出 了更加严苛的要求。
目 前,国 内 学 者,在 TC21 合 金 的热变形行为及变形机理等方面开 展了大量的研究工作。北京航空材 料研究院朱知寿等 [3] 研究了 TC21
TC21钛合金的疲劳裂纹扩展研究

htt p:∥ZZHD.chinaj ournal .net .cn E 2mail:ZZHD@chainaj ournal .net .cn 《机械制造与自动化》作者简介:朱丽英(1980— ),女,山东菏泽人,南京航空航天大学硕士研究生,研究方向为材料加工。
TC21钛合金的疲劳裂纹扩展研究朱丽英,陈明和,陈伟(南京航空航天大学机电学院,江苏南京210016)摘 要:建立了新型损伤容限性钛合金TC21的疲劳裂纹扩展模型;研究了疲劳裂纹扩展速率da /d N 与疲劳裂纹扩展门槛值之间的关系。
该模型预测了TC21钛合金的疲劳裂纹扩展速率,其预测结果与实验结果非常吻合。
关键词:钛合金;疲劳裂纹;门槛值;裂纹扩展速率中图分类号:TH114;TG146.1+8 文献标志码:A 文章编号:167125276(2009)0520010202Research on Fa ti gue Crack Growth of T it an i um A lloy TC21ZHU L i 2ying,CHE N M ing 2he,CHE N W ei(Co ll ege o f M e chan i ca l and E l e c tri ca l Eng i nee ri ng,N a n ji ng U n i ve rs ity o fAe r o na u ti c s a nd A s tr o na u ti c s,N an ji ng 210016,C h i na )Abstract:This pap e r buil d s the m o de l of a new ki nd dam age t o l e ra nce tita n i um a ll o y TC21and re sea rche s o n the re l a ti o n shi p be 2t w e en c ra ck gr ow th ra te a nd its th re sho l d.The c rack g r ow th ra te ca n be fo re ca s ted thr ough this m o de l,a nd the fo reca s ti ng re sults a re i de n ti ca lw ith the exp e ri m e n t re sults.Key words:titan i um a ll o y;fa ti gue c rack;c ra ck g r ow th thre sho l d;c ra ck g r ow th ra te0 前言TC21合金是我国自行研制的一种新型高强高韧两相钛合金,其各种力学性能稳定,具有良好的强度、塑性、断裂韧性、裂纹扩展速率的匹配,是一种非常有应用前景的高强高韧损伤容限型结构钛合金;TC21合金的网篮组织如图1所示。
轧制变形TC1和TC2钛合金的高周疲劳性能
轧制变形TC1和TC2钛合金的高周疲劳性能TC1和TC2均属于Ti-Al-Mn系α+β型钛合金,在室温平衡状态下由α相和少量β相组成。
该合金具有较高强度、良好的成型性能和焊接性能,通常用板材冲压加工成薄壁型零件,并经过焊接制成飞机蒙皮及前进气罩帽等构件,已在航空航天工业中得到广泛应用。
TC1和TC2钛合金在化学成分上的主要差异是α相稳定元素Al的含量不同,其中TC1钛合金的Al含量约为2%,而TC2钛合金的Al含量则为4%左右。
作为一种航空结构材料,各种类型的疲劳失效是其在服役期间的主要破坏形式之一。
因此,人们针对钛合金的疲劳行为进行了系统的研究,确定了显微组织、加工处理等因素对一些商业化钛合金的疲劳性能及疲劳断裂行为的影响规律。
然而,关于TC1和TC2钛合金的疲劳行为特别是高温疲劳性能方面的研究则鲜见报道。
基于此,本文主要研究了TC1和TC2钛合金热轧板材在不同实验温度下的高周疲劳性能,总结了实验温度对不同轧制方向的TC1和TC2钛合金板材高周疲劳性能的影响规律,并对两种钛合金在不同温度下的高周疲劳性能进行了比较,以期为两种钛合金板材在航空工业中的可靠应用以及在相关结构件的抗疲劳设计提供必要的依据。
实验所用材料为TC1和TC2钛合金热轧板材,其厚度为5mm。
将TC1合金板材分别沿着平行于轧制方向(LD方向)和垂直于轧制方向(TD方向)加工成标距长度15mm、宽度7mm、厚度5mm的疲劳试样。
为去除机械加工划痕,确保试样标距及过渡弧部分的光洁度,采用不同粒度的砂纸对试样标距及过渡弧部分进行磨光。
所有疲劳试验均在最大加载能力为±50kN的PLD-50型电液伺服疲劳试验机上进行。
采用轴向拉-拉应力控制模式,应力比R=0.1。
实验环境为实验室静态空气介质,实验温度分别为25(室温)、200和300℃。
所采用的波形均为三角波,采用的循环频率为10Hz。
各个实验均进行至试样断裂时为止,且以断裂时所对应的循环周次作为相应实验条件下的疲劳寿命。
TC21钛合金电子束焊接件疲劳断口定量反推研究

3中航 工业 综 合技术 研究所 , 北京 1 0 0 0 2 8 )
ZH EN G Zhi - t e n g , Y OU Yi — l i a n g , LI U Xi n— l i ng , ZH A N G Zhe ng , LU Ha o ~ t i a n 。
t i ma t e t he s t r e s s a t t he s a me f r a c t u r e t ou gh ne s s . And t h e r e l a t i v e e r r o r c a n be c on f i n e d l e s s t ha n
5 0
材 料 工 程 /2 0 1 3 年 1 1 期
T C 2 1钛 合 金 电子束 焊 接 件 疲 劳 断 口定 量反 推 研 究
Qu a n t i t a t i v e Re v e r s e De d u c t i o n f r o m Fa t i g u e
( 1 Sc h o ol o f Ma t e r i a l s Sc i e nc e a n d En gi n e e r i ng,
Be i h a n g Un i v e r s i t y, B e i j i n g 1 0 0 1 9 1 , Ch i n a ;
摘要: 对T C 2 1 钛 合 金 电子 束 焊 接 接 头 的 疲 劳 断 I : I 进 行 了基 于宏 观 扩 展 区面 积 和 微 观 疲 劳 条 带 的定 量 分 析 。结 果 表 明 :
在 断 裂 韧 性 大 小 相 同 的情 况 下 , 可 由 扩展 区 面积 反 推 构 件 承 受 的 应 力 , 反 推 计 算 所 得 应 力 与 实 际 加载 疲 劳 应 力 的 相 对 误 差在 1 o 以内 ; 疲 劳 裂 纹 稳 定 扩 展 第 二 阶段 的显 微 特 征 是 疲 劳 条 带 , 利用 P a r i s 公式 反推焊接 结构的原始 疲劳质量 , 原 始疲 劳 质 量呈 正态 分 布 , 实 验 结 果 对 钛合 金 电 子束 焊 接 结 构 的工 艺 评 定 具 有 重 要 的 工程 意义 。
高速铣削TC21钛合金的加工表面完整性分析
环球市场理论探讨/高速铣削TC21钛合金的加工表面完整性分析冀 翔沈阳黎明航空发动机(集团)有限责任公司摘要:钛合金总产量的约80%用于航空航天领域,主要用来制造机身的结构部件、航空发动机零部件、起落架、液压系统等。
钛合金在加工中切削效率低、刀具磨损严重、尺寸精度和表面质量差。
因此,在保证刀具耐用度和加工质量的前提下,发展高材料去除率的机械加工技术迫在眉睫。
本文分析了铣削用量和刀具磨损对加工质量的影响,为钛合金的加工工艺提供数据支持。
关键词:钛合金加工;刀具磨损表面完整性是指已加工表面的表面纹理和表面层冶金质量,又称表面层质量。
表面纹理主要包括表明粗糙度、表面波纹度、刀纹方向、宏观裂纹、折皱和撕裂等;表面层冶金质量主要包括显微结构变化、再结晶、晶间腐蚀、显微裂纹、塑性变形、残余应力、合金贫化等,表面层是指受加工影响而在零件表面下一定深度处产生的受扰材料层,表面层的深度通常仅为百分之几毫米,只有在特殊的加工条件下深度可达0.3mm左右。
切削工艺会影响到最终成品零件的表面完整性,加工过程中的切削力和高温环境的共同作用会导致零件微观结构的改变,进而引起显微硬度,晶界塑性变形,以及零件表面下的残余应力的变化,这些最终会导致零件变形或降低其的疲劳寿命。
钛合金零件的表面完整性对其疲劳强度具有巨大的影响,表面的加工缺陷是疲劳裂纹导致零件失效的主要诱发源,在铣削加工中,这些缺陷主要有表面粗糙度、加工变质层等。
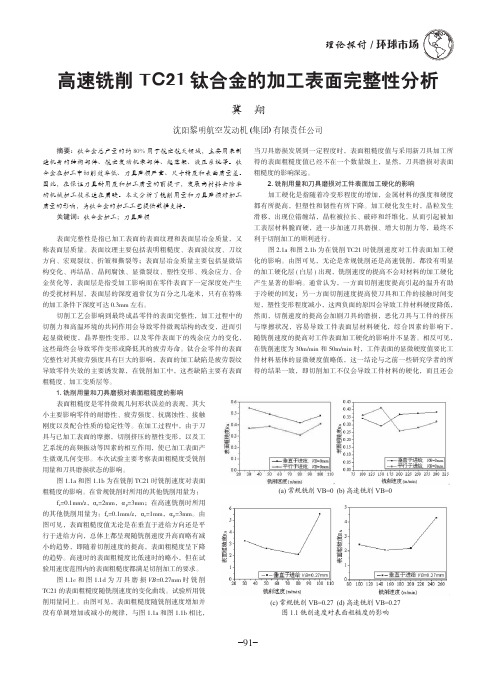
1.铣削用量和刀具磨损对表面粗糙度的影响表面粗糙度是零件微观几何形状误差的表现,其大小主要影响零件的耐磨性、疲劳强度、抗腐蚀性、接触刚度以及配合性质的稳定性等。
在加工过程中,由于刀具与已加工表面的摩擦,切削挤压的塑性变形,以及工艺系统的高频振动等因素的相互作用,使已加工表面产生微观几何变形。
本次试验主要考察表面粗糙度受铣削用量和刀具磨损状态的影响。
图1.1a和图1.1b为在铣削TC21时铣削速度对表面粗糙度的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
பைடு நூலகம்
实
验
实验所用材料为退火 TC21 钛合金,其化学成分
收稿日期:2015-05-13 基金项目:国家商用飞机制造工程技术研究中心创新基金(SAMC12-JS-15-021) ;江苏省普通高校研究生科研创新计划(CXLX12_0137) 作者简介: 葛恩德, 男, 1982 年生, 博士生, 南京航空航天大学机电学院, 江苏 南京 210016, 电话: 025-84890644, E-mail: geende@
等工艺方法进行抗疲劳制造,可以有效提高结构件疲 劳寿命。针对主承力部件装配孔部位由于应力集中而 易过早产生疲劳裂纹的问题,孔挤压技术仍是最简洁 有效的强化方法。 在过去的几十年里,孔的冷挤压强化技术在航空 维修领域得到大量应用,开发了多种行之有效的孔挤 压强化技术 。根据挤压方式的不同,主要分为开缝 衬套孔挤压和直接孔挤压两种方法。开缝衬套可以防 止芯棒直接挤压结构件孔壁, 减小对孔壁的摩擦损伤, 从而实现较大的挤压量,因此开缝衬套孔挤压工艺得 到大量应用。受飞机结构件材料的影响,早期孔挤压 技术的研究主要是围绕着航空铝合金开展的
Table 2 Ultimate tensile strength, σb/MPa 1100
表 2 TC21 钛合金室温下的主要力学性能 Mechanical properties of titanium alloy TC21 used in experiments Yield strength, σP0.2 /MPa 1000 Young’s modulus, E/GPa 119 Elongation, δ5/% 8 Fracture toughness, KIC /MPa m1/2 70
轻量化、长寿命已成为新一代战机和民用飞机共 同追求的目标。为此,研究人员研制了高比强度的复 合材料和新型钛合金等新型材料以达到降低结构重量 的同时提高疲劳寿命的目的。另一方面,在飞机装配 中大量采用过盈配合 以及激光冲击强化 、喷丸
[1] [2] [3]
材料,钛合金抗疲劳制造技术未得到应有的重视,仅 有少数文献 [16-18]对 TC4 钛合金开缝衬套孔挤压技术进 行了初步研究,而对于孔挤压工艺引起的疲劳增益和 挤后孔边残余应力以及交变载荷作用下的裂纹萌生和 扩展的研究尚未深入开展。 应我国新一代飞机长寿命和损伤容限 / 耐久性设 计需求,西北有色金属研究院研制出了新型高强高韧 损伤容限型 TC21 钛合金 [19],提高了结构件的疲劳寿 命。然而,由于飞机结构件必须通过机械连接进行装 配, 严重削弱了零件的疲劳寿命, 而关于此类材料的孔 挤压抗疲劳制造技术的研究尚未见报道, 因此, 有必要 对典型 TC21 钛合金结构件孔进行冷挤压强化研究。 本研究采用开缝衬套冷挤压工艺对典型 TC21 钛 合金试样连接孔进行强化处理,并对挤压强化后的试 样进行疲劳试验,通过改变挤压工艺参数,获得挤压 量同疲劳寿命的内在关系。 应用 ABAQUS 有限元软件 对孔挤压过程进行三维有限元仿真研究,获得挤后孔 边残余应力分布规律。从宏观和微观两个角度对孔挤 压强化后的试样疲劳断口进行观察分析,揭示 TC21 钛合金的孔挤压强化机理,并对挤压量、残余应力、 疲劳裂纹以及疲劳寿命之间的内在关系进行探讨。
摘
要:针对飞机后机身框 TC21 损伤容限钛合金带孔零件在服役过程中易过早产生疲劳裂纹的问题,采用开缝衬套冷
挤压强化工艺进行了不同挤压量下的孔强化实验,并对挤压强化后的试样进行疲劳试验研究,得到了挤压量对 TC21 钛 合金疲劳增益的影响规律。通过有限元仿真的方法研究了挤后孔边残余应力分布 规律,从宏观和微观两方面观察和分 析了不同挤压量下的疲劳断口形貌,探讨了冷挤压对孔边疲劳裂纹的萌生和扩展的影响,揭示了疲劳增益机理。研究 结果表明,冷挤压强化后的孔边存在明显的切向压缩残余应力,改变了孔边裂纹萌生位置,延长了交变载荷作用下的 疲劳裂纹扩展寿命,疲劳寿命随着挤压量的增大而明显提高,挤后试样疲劳寿命均提高 50%以上。 关键词: TC21 钛合金;孔冷挤压;残余应力;疲劳寿命;疲劳裂纹 中图法分类号: TG146.2 +3 ; TG376 文献标识码: A 文章编号: 1002-185X(2016)05-1189-07
第 45 卷 2016 年
第5期 5月
稀有金属材料与工程
RARE METAL MATERIALS AND ENGINEERING
Vol.45, No.5 May 2016
TC21 钛合金板孔冷挤压残余应力与疲劳性能研究
葛恩德 1,傅玉灿 1,苏宏华 1,徐九华 1,陈雪梅 2
(1. 南京航空航天大学,江苏 南京 210016) (2. 成都飞机工业(集团)有限责任公司,四川 成都 610092)
Table 1 Al 5.25~6.75
表 1 TC21 钛合金的化学成分 Chemical composition of titanium alloy TC21 used in the present experiment ( ω/%) Mo 2.25~3.25 Nb 1.75~2.25 Sn 1.75~2.35 Zr 1.65~2.45 Cr 0.75~1.75 Ti Bal.
[5-8] [4]
。 研究
人员和飞机制造单位对孔挤压强化机理和不同铝合金 的强化效果进行了大量研究,逐渐形成了较为成熟的 结构件抗疲劳制造技术。 20 世纪 90 年代以来,孔挤 压抗疲劳制造技术在航空发动机、起落架等关键部件 开始得到应用,高强度钢的孔挤压强化技术得到了大 量研究 [9-11] 。当前对于孔挤压技术的研究仍关注于铝 合金的抗疲劳制造 [12-15]。然而,作为飞机主承力结构
·1190·
稀有金属材料与工程
第 45 卷
和主要力学性能[20]分别如表 1 和表 2 所示。所选挤压 试样为带孔的薄板试样, 参考 TC21 零件在某型号飞机 上的实际几何特征, 选用的宽径比为 1.75, 疲劳试样的 孔径均为 φ 19 mm 。初孔加工后对试样进行去应力退
火, 试样长轴方向为衬套开缝方向, 疲劳试样尺寸如图 1 所示。试验采用 FTI 公司提供的不锈钢开缝衬套,如 图 2 所示, 衬套壁厚 0.46 mm, 每组疲劳试验 3 个试样。