模具设计通用结构
常见的压铸模具结构及设计
压铸模具材料与结构设计压铸模具材料与结构设计目录1压铸模具的结构压铸模具一般的结构如图1.导柱2.固定外模(母模)3分流子镶套4.分流子5固定内模6角销7滑块挡片8滑块9.可动内模10.可动外模(公模)11.模脚12.顶出板13.顶出销承板14.回位销15.导套2.压铸模具结构设计应注意事项(1)模具应有足够的刚性,在承受压铸机锁模力的情况下不会变形。
(2)模具不宜过于笨重,以方便装卸修理和搬运,并减轻压铸机负荷。
(3)模穴的压力中心应尽可能接近压铸机合模力的中心,以防压铸机受力不均,造成锁模不密,铸件产生毛边。
(4)模具的外形要考虑到与压铸机的规格的配合:(a)模具的长度不要与系杆干涉。
(b)模具的总厚度不要太厚或太薄,超出压铸机可夹持的范围。
(c)注意与料管(冷室机)或喷嘴(热室机)之配合。
(d)当使用拉回杆拉回顶出出机构时,注意拉回杆之尺寸与位置之配合。
(5)为便于模具的搬运和装配,在固定模和可动模上方及两侧应钻螺孔,以便可旋入环首螺栓。
3内模(母模模仁)(1)内模壁厚内模壁厚基本上不必计算其强度,起壁厚大小决定于是否可容纳冷却水管通过,安排溢流井,及是否有足够的深度可攻螺纹,以便将内模固定于外模。
由于冷却水管一般直径约10mm,距离模穴约25mm,因此内模壁厚至少要50mm。
内模壁厚的参考值如下表。
内模最小壁厚参考表(2)内模与外模的配合内模的高度应该比外模高出0.05-0.1mm,以便模面可确实密合,并使空气可顺利排出。
其与外模的配合精度可用H8配h7,如下图所示。
(3)内模与分流子的配合分流子的功用是将熔汤由压铸机导至模穴内,因此其高度视固定模的厚度而定。
分流子的底部与内模相接,使流道不会接触外模,如下图,内模与分流子的配合可用H7配h6。
4外模(1)固定外模固定外模一般不计算强度,但设计时要注意留出锁固定压板或模器的空间。
(2)可动外模可动外模的底部厚度可用下面的公式计算:其中:h:外模底部之厚度(mm)p:铸造压力(kg/cm2)L:模脚之间距(mm)a:成品之长度(mm)b:成品之宽度(mm)B:外模之宽度(mm)E:钢的杨氏模数=2.1×106kg/cm2d:外模在开模方向的最大变形量(mm),一般取d≤0.05mm.例:某铸件长300mm,宽250mm,铸造压力选定280(kg/cm2),外模之宽度560(mm),模脚之间距360(mm),最大变形量取0.05(mm)。
模具的基本结构

模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。
注塑模具结构及设计-4
注塑模具结构及设计-4注塑模具结构及设计-43.板材和插件板材是指使用模具制造注塑成型工艺中使用的覆盖模具空腔的零部件。
常见的板材材料有钢板、铜板、铝板等。
板材的选择应根据注塑材料的特性和模具所需的强度、耐磨、导热性等要求进行评估。
板材一般具有以下几个基本结构:-底板:位于模具底部,承受模具自重和注塑机的开合力,一般要求具有较高的强度和硬度;-固定板:用于固定模具上下板,一般在模具底板下方;-滑块板:用于控制模具的滑块运动,一般使用矩形或圆形的板材;-拉杆板:位于固定板的上方,用于固定拉杆,使模具能够承受开合力;-水口板:用于连接冷却水管,帮助模具冷却,一般位于模具顶部。
插件是指模具中用于成品脱模、冷却、定位等功能的零部件。
常见的插件包括:-脱模销:用于辅助脱模,一般位于固定板上;-塞针:用于成品注塑时,将产品直接推出模具或通过顶出器杆将产品顶出模具;-冷却水管:用于通过冷却水冷却模具,提高注塑过程中的生产效率;-定位销:用于使模具各个零部件定位,保证模具装配和使用的精度;-簧片:用于使模具滑块等部件保持在正确的位置,避免产生振动和噪音。
板材和插件的设计应考虑以下几个因素:-强度和刚度:板材和插件需要具有足够的强度和刚度,以承受注塑过程中的力和压力,避免发生变形和损坏;-耐磨性:板材和插件需要具有较高的耐磨性,以便能够在长时间的注塑生产过程中保持良好的工作状态;-导热性:板材和插件应具有良好的导热性,以便能够快速传导注塑材料的热量,提高注塑过程中的生产效率;-具有良好的工艺可行性:板材和插件的设计应具有良好的可制造性和可维修性,以方便模具的制造和维护。
总结:成型零部件是注塑模具中的重要组成部分,包括板材和插件。
设计合理的成型零部件能够保证模具的正常运行,提高注塑过程中的生产效率和产品质量。
在设计成型零部件时,应考虑其强度、耐磨性、导热性和工艺可行性等因素,以便满足注塑材料的特性和模具的使用要求。
模具结构设计方案

模具结构设计方案模具是工业生产中常用的工具之一,广泛应用于塑料、金属、陶瓷等制品的生产过程中。
模具的结构设计对产品的成型质量、生产效率以及模具寿命等都有着重要的影响。
下面将以塑料模具为例,详细介绍模具结构设计的几个方面。
首先是模具的整体结构设计。
模具一般由上、下两部分组成,上模和下模之间通过模具螺栓连接。
上模通常由进料口、固定板、移动板、顶针等部分组成,下模则由底板、定位销、导向板等部分组成。
在整体结构设计中,需要注意上、下模的对位准确、顶出机构的稳定性以及模具的可拆卸性等。
其次是注塑模具中的流道系统设计。
流道系统是塑料模具中最关键的部分,直接影响产品的成型质量。
在流道系统的设计中,需要考虑塑料的充填速度、压力和温度等因素,合理选择流道的截面形状和尺寸。
同时,还需要设计出合适的喷嘴和冷却系统,以确保塑料在流道中充分流动和冷却。
第三是模具的冷却系统设计。
冷却系统对于模具寿命和产品质量有着重要的影响。
在冷却系统的设计中,需要合理设置冷却通道,并确保冷却通道与模具表面的距离足够近,以提高冷却效果。
同时,还需要注意冷却通道的位置和布局,以保证整个模具受热均匀,避免产生应力集中和变形等问题。
另外还需要考虑模具的顶出机构设计。
顶出机构主要用于将成型的产品从模具中弹出,避免产品粘模。
在顶出机构的设计中,需要确保顶出机构的稳定性和可靠性,同时考虑到产品的形状、材料和尺寸等因素,设计合适的顶出机构形式和数量。
最后是模具材料的选择。
模具材料的选择直接影响到模具的使用寿命和成本。
一般而言,模具材料要求具有较高的硬度、强度和耐磨性,同时还需具备一定的耐腐蚀性和导热性等特点。
在选择模具材料时,需要根据具体的生产需求和经济因素综合考虑,选择合适的模具材料。
综上所述,模具结构设计是一个复杂的工作,需要考虑多个方面的因素。
合理的模具结构设计可以提高产品的成型质量和生产效率,延长模具的使用寿命,减少生产成本。
因此,在进行模具结构设计时,需要充分考虑以上几个方面的原则和要点,以保证模具的性能和质量。
模具的基本结构及相关概念
模具的基本结构及相关概念1、模胚即模架:MoldBase 模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。
模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。
模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。
目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。
2、模仁又称型腔,即嵌入模胚模板内的成型模芯。
分为前模仁,后模仁,俗称前模(Cavity),后模(Core)。
为何要在模板内嵌入模仁呢?主要是为节约成本。
因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。
模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。
注:HRC为洛氏硬度。
3、唧嘴:Sprue。
注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。
4、滑块又称行位:Slider。
为顺利出模而必须使用的结构部件。
因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
5、斜顶:Angle-Lifter。
与行位相似,也是为顺利出模而必须使用的结构部件。
6、还有一些与模具有关的名词:分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表面处理、试模(TEST MOLD)、改模、装模、交模等。
7、从上可看一套模具按其各部件的功能可细分为:流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
注塑模具结构及设计-4
注塑模具结构及设计-4注塑模具结构及设计-4注塑模具是一种用来生产塑料制品的工具,它的设计和结构对于成型零部件的质量和生产效率有着重要的影响。
本文将介绍注塑模具的结构和设计要求,并详细讨论成型零部件的相关内容。
一、注塑模具的结构1.模具基座:模具基座是模具的支撑部分,通常由钢板或铸铁制成。
它的稳定性和刚性对模具的使用寿命和成型质量起着重要的作用。
2.模具丝杠:模具丝杠是固定在模具基座上的一种螺纹杆,用于调整模具的开合间隙。
通过旋转丝杠调整模具的开合程度,从而控制成型零部件的尺寸和形状。
3.模具腔:模具腔是成型零部件的形状空腔,通常由两个分模组成。
分模之间的间隙是注塑料流动的通道,它的形状和尺寸直接影响着成型零部件的外观和尺寸精度。
4.模具芯:模具芯是模具腔的补充部分,它用于形成成型零部件的内部结构和空腔。
模具芯通常由可拆卸或活动的零部件组成,以便于成型零部件的取出。
二、注塑模具的设计要求1.模具的尺寸和结构应符合成型零部件的要求,且易于组装、拆卸和维修。
2.模具零部件应采用高硬度和高磨损抗力的材料,以提高模具的耐用性和使用寿命。
3.模具的冷却系统应合理设置,以保证注塑过程中的温度控制,在降低成型零部件的收缩率和提高表面质量方面起到重要作用。
4.模具的浇口和排气系统应设计合理,以确保注塑材料的正常流动和排气,避免气泡和缺陷的产生。
5.模具表面应经过光洁处理,以减少成型零部件的毛刺和瑕疵,提高外观质量。
三、成型零部件的相关内容1.成型零部件的材料选择应根据产品的要求和使用环境来确定。
常用的注塑材料有聚丙烯(PP)、聚乙烯(PE)、聚氯乙烯(PVC)、聚苯乙烯(PS)等。
2.成型零部件的尺寸和形状应符合设计要求,并且需要进行严格的尺寸检验和质量控制。
3.成型零部件的表面质量应符合产品的外观要求,并且需要进行光洁度和表面硬度等方面的检测。
4.成型零部件的装配性能和耐用性需要进行相关的强度和耐久性测试,以确保产品的稳定性和可靠性。
模具结构基础知识
图2-4 侧壁冲孔模
图2-5
冲 裁 第工 二艺 章与 模 具 设 计
图2-5 斜楔式水平冲孔模 图2-7 复合模的结构原理图
图2-6
冲 裁 第工 二艺 章与 模 具 设 计
图2-6 超短凸模的小孔冲模
图2-8
冲 裁 第工 二艺 章与 模 具 设 计
图2-8 正(顺)装式复合模的典型结构
图2-9
退料零件的结构
• 弹性元件 (弹簧和橡皮 )
• 1)弹簧的选用与计算
•
2)橡胶的选用与计算
•
橡胶一般材料为聚胺酯橡胶,俗称优力胶。(主要用于冲裁模中 )
•
橡胶的高径比一般在0.5至1.5之间选取 。
•
• 3)橡胶与弹簧的安装孔
• (1)弹簧固定孔深度应至少保证有一至两圈弹簧在孔中。弹簧孔的直径比弹簧 大1mm.
图2-22 小凸模的固定及其保护结构
冲 裁 第工 二艺 章与 模 具 设 计
图2-23 凹模零件结构图 图2-24 凹模外形结构 图2-25 凹模洞口结构
图2-26.27
冲 裁 第工 二艺 章与 模 具 设 计
图2-26 凹模的固定方式
图2-27 凸凹模的结构
图2-53
冲 裁 第工 二艺 章与 模 具 设 计
4)螺钉联接式模柄 ( Ⅳ型)
• 3.固定板 (Q235或45号钢,无须淬火处理 )
• 凸模、凹模固定板主要用于小型凸模、凹模或凸凹模等工作零件的固定。
• 4.垫板 (T7或T10A钢,热处理后硬度HRC43~48 )
• 作用:是承受凸模或凹模的压力,防止过大的冲压力在上、下模座上压出凹坑(图2-78),影响模具
①圆角结构,拉深直径d≤100mm的零件。 ②有锥角的凸、凹模 ,拉深直径d>100mm的零件。 3.拉深凸模必须设计通气孔(防止形成真空状态) 8.9.2 拉深模压边装置的结构 1.采用压边装置的条件 压边装置的作用就是在凸缘变形区施加轴向(材料厚度方向)压力,提高毛坯变 形的稳定性,而防止起皱。
三板模(拉带模具)结构与设计,搞懂这些真不难
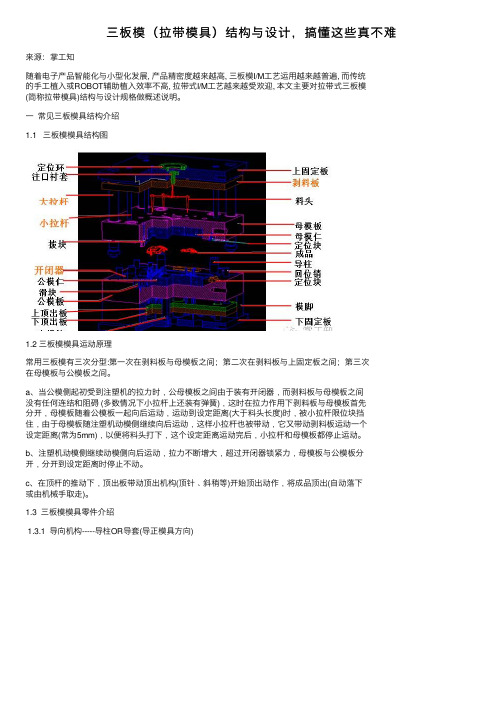
三板模(拉带模具)结构与设计,搞懂这些真不难来源:掌⼯知随着电⼦产品智能化与⼩型化发展, 产品精密度越来越⾼, 三板模I/M⼯艺运⽤越来越普遍, ⽽传统的⼿⼯植⼊或ROBOT辅助植⼊效率不⾼, 拉带式I/M⼯艺越来越受欢迎, 本⽂主要对拉带式三板模(简称拉带模具)结构与设计规格做概述说明。
⼀常见三板模具结构介绍1.1 三板模模具结构图1.2 三板模模具运动原理常⽤三板模有三次分型:第⼀次在剥料板与母模板之间;第⼆次在剥料板与上固定板之间;第三次在母模板与公模板之间。
a、当公模侧起初受到注塑机的拉⼒时﹐公母模板之间由于装有开闭器﹐⽽剥料板与母模板之间没有任何连结和阻碍 (多数情况下⼩拉杆上还装有弹簧)﹐这时在拉⼒作⽤下剥料板与母模板⾸先分开﹐母模板随着公模板⼀起向后运动﹐运动到设定距离(⼤于料头长度)时﹐被⼩拉杆限位块挡住﹐由于母模板随注塑机动模侧继续向后运动﹐这样⼩拉杆也被带动﹐它⼜带动剥料板运动⼀个设定距离(常为5mm)﹐以便将料头打下﹐这个设定距离运动完后﹐⼩拉杆和母模板都停⽌运动。
b、注塑机动模侧继续动模侧向后运动﹐拉⼒不断增⼤﹐超过开闭器锁紧⼒﹐母模板与公模板分开﹐分开到设定距离时停⽌不动。
c、在顶杆的推动下﹐顶出板带动顶出机构(顶针﹑斜稍等)开始顶出动作﹐将成品顶出(⾃动落下或由机械⼿取⾛)。
1.3 三板模模具零件介绍1.3.1 导向机构-----导柱OR导套(导正模具⽅向)1.3.2 定位机构-----定位块OR定位柱(精确定位模具相对位置)1.3.3 注塑引流系统-----引料接头(将熔融塑料从机台导流⾄模腔)材质⼀般使⽤硬度较⾼的SKD61或HRC51~531.3.4 开闭器系统-----塑性开闭器&刚性开闭器&磁性开闭器(依顺序延迟开模)1.3.5 定距拉杆系统-----定距拉杆及拉板(限制开模距离)⼆拉带模具导⼊条件2.1 拉带I/M模具端⼦基本要求2.1.1 料带端⼦间Pitch应使产品之间有⾜够空间(a >1.5),以保证模仁强度(如图)2.1.2 料带Pitch孔设计可符合现有模座及拉带机构设计标准 (如图)A:料带Pitch孔Φ1.30 +/-0.02﹔ B:Pitch距 a=5.00﹔ C:料带宽度 c >3.502.1.2 料带端⼦有梳⼦&封胶位的位置 (如图)A:端⼦封胶尺⼨宽度保证+/-0.02公差管控﹔B:模具有梳⼦的位置﹐端⼦位置度0.062.2 拉带I/M产品的基本要求A.产品⾁厚,不⼩于0.25B.封胶占位符0.40。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
hmin=螺钉头高+1mm
模具紧固件
螺钉拧入最小深度及柱销配合长度 螺钉拧入深度
铸铁 钢材 H≥2d H≥1.5d
柱销配合长度:一般为2倍的柱销直径 螺钉孔及柱销孔距边的最小距离
螺钉距边最小距离
螺钉孔 Amin淬火 Amin不淬火 Bmin淬火 M6 M8 10 8 14 12 10 16 M10 14 11 18 M12 16 13 20 M16 20 16 25 M20 25 20 30 M24 30 25 36 C 6 4 6
考虑顶出器的强度不使用导板的场合。
2
用于顶出器不受侧向力的场合 (主要使用在落料模)
3
0.8
用于顶出器没有侧向力的场合 (主要使用在落料模) 斜楔冲孔结构的斜楔压料板使用
0.8
4
用于简易模顶出器的导向 (在顶出器侧面加油沟)
0.8
0.8
5
上模(下模)和压料板—导向
1、压床滑块在上死点时顶出器顶出刃口, 顶出器与上底板的导向面重叠量要大于 50mm以上。
2)压板槽结构尺寸设计要素
上模和下模—安装、定位
3)压板槽部位空间、结构要求。
上模和下模—安装、定位
模具的定位:
插销式(两个以上)
挡料销式(两个以上)
上模和下模—导向
上、下模导向:
上模和下模—导向
导向防反
上模和下模—导向
导板导向设计原则: 1)采用导向板导向时必须设置导板支承台。 2)导板与导滑面满足滑过的原则。
柱销距边最小距离
柱销孔(Ф) Dmin淬火 Dmin不淬火 3 6 3.5 4 7 4 5 8 5 6 9 6 8 11 8 10 12 10 12 15 12 16 18 16 20 22 20 25 28 25 C 6 4
模具紧固件
螺钉与柱销位置与数量 螺钉与柱销位置的设置: 1、要交错配置,使其受力稳定。 2、柱销位置,尽量拉开距离,保证定位的 稳定性。原则上每结构件采用2个,当侧 向力比较大时应设置反侧装置,使柱销 不承受侧向力。 3、根据镶块的受力情况、结构件的大小,
四
五
六
上模(下模)和压料板—动力源
类型:
氮气缸(氮气弹簧)
矩形弹簧
聚氨酯
上模(下模)和压料板—导向
导向方式 适用范围 用于 20mm 厚导板做为导向面的基本形 式一切模具均可使用。 当顶出器强度不足的情况下, 垫以 10mm 厚的导板也可以。 选用顺序
0.8
0.8
1
用于小制件的小型模具
0.8
0.8
导板
楔形导板
锥形导板
定位类
传感器
导正销
定位销
滚轮定位
带传感器的定位板
钳工修随形
Hale Waihona Puke 定位板气动伸缩定位板
限位类
工作限制器
工作/存放限制器
锥形平衡块
平衡块/墩死块
侧销/安全销
缓冲器
退料板螺钉
普通键块
冲裁类
冲头垫板
异形冲头
台肩式冲头 定心冲头
快换冲头
键防转凹模
销防转凹模
CAM类
吊楔
压合专用
斜楔
气路类
斜楔顶出器
上模(下模)和压料板—限位
类型:
侧销(安全销)
限位板
套筒限位螺钉
退料板螺钉
内 容 提 要
一 二 三
模具第一层运动:上模和下模 模具第二层运动:上模(下模)和压料板 模具制作基准 模具紧固件 模具中工序件定位 模具常用 标 准 件
四
五
六
模具制作基准
模具制作基准的种类:: 键槽:安装基准槽。 模具加工中的找正基准。
3、模具存放时上、下模板必须保持50mm以上的导向量。
4、存放时闭合高度 + 50≤压床的最大装模高度。
上模和下模—起重
模具的起吊、搬运及翻转:
类型:
插入式起重臂
铸入式起重臂
铸入式钢制起重柄
铸入式套筒
加工螺孔&光孔
上模和下模—起重
模具的起吊、搬运及翻转:
平面位置
高度位置
上模和下模—起重
考虑到模具起吊的受力状态,起重装置要设置的安全合理。
加工基准面 : 中小型模具的划线、加工基准 详见:
模具制作基准
基准孔:模具加工中的找正基准, 一个结构件必须设置3处基准孔。
CH定位孔:在模具制造过程中,用以保证工序间形状位置一致的定位基准孔。
内 容 提 要
一 二 三
模具第一层运动:上模和下模 模具第二层运动:上模(下模)和压料板 模具制作基准 模具紧固件 模具中工序件定位 模具常用 标 准 件
内 容 提 要
一 二 三
模具第一层运动:上模和下模 模具第二层运动:上模(下模)和压料板 模具制作基准 模具紧固件 模具中工序件定位 模具常用 标 准 件
四
五
六
上模和下模—动力源
压机:下平面(工作台)
上模和下模—动力源
压机:上平面(滑块)
上模和下模—动力源
压机:前视图
滑块
工作台
上模和下模—动力源
压机:右视图
上模和下模—动力源
装模(闭合)高度的确定原则
上模和下模—动力源
操作线(送料线)高度:
操作线高度指模具在开模状态下,下模型面最高点至下模底面高度。 一般手工操作要在450~600mm之间; 自动线模具依据设备要求确定。 考虑放件、取件时操作方便
上模和下模—安装、定位
模具的安装:
1)压板槽设置的数量原则:
2、开始加工时导向面要在80mm以上。
上模(下模)和压料板—行程
修边模:
行程 = 予压量(不得小于10mm)+板料厚度(断面最长厚度)+ 刃口切入量
翻边模:
行程=压料板予压量(不得小于10mm)+凹模从接触板料到成形完的行程
上模(下模)和压料板—限位
类型:
限位的种类 1 2 3 4 侧销(安全销) 限位板 套筒限位螺钉 退料板螺钉 ② ③ 〉通多采用此种类型 ④ 上模顶出器 使用场合 应用种类及选择顺序 ①〉→与安全限位并用 ② ③〉原则上不用于限位,一般多用于 ④ 安全限位和落料模及小型模的限 位
以及选用螺钉的直径确定螺钉的数量,
但不得少于2个,一般按L≤125mm进行 配置确定数量。
内 容 提 要
一 二 三
模具第一层运动:上模和下模 模具第二层运动:上模(下模)和压料板 模具制作基准 模具紧固件 模具中工序件定位 模具常用 标 准 件
四
五
六
模具中工序件定位
常用定位类型:
工件必须可靠定位,才能获得稳定合格的批量零件,孔、轮廓、形状
计算导向长度: 3、模具闭合保管时要有50mm导向量。
4、选用导柱导向时,注意模具闭合时, 导柱最高点要低于上底板上平面10mm 以上,导柱的下端距下底板下平面5mm 以上;导柱与导套予导向量最少不得小 于一个导柱直径。对于小型冲模导柱与
导套予导向量最少保证15 ~ 20 mm。
上模和下模—限位
工作限制器:
用上工序制件型面定位
定位板
定位销
定位块
滚柱导轨定位
导正销(结合初定位)
内 容 提 要
一 二 三
模具第一层运动:上模和下模 模具第二层运动:上模(下模)和压料板 模具制作基准 模具紧固件 模具中工序件定位 模具常用 标 准 件
四
五
六
动力源类
矩形弹簧
氮气弹簧
弹顶销 刮料器 气缸
导向类
导柱 衬套
工作状态
上模和下模—导向
模具导柱尺寸规格。
上模和下模—导向
计算导向长度: 1、上、下模的导向,以上模(压 料板)刚接触下模时,导向面接 触不小于50mm导向量。
2、斜楔模要以最先接触的零部件为准, 确定导向量,要保证斜楔与滑块接触, 压料板和制件接触,反侧机构接触之前 导向量不少于50mm。
上模和下模—导向
雷瑟尔
湖南兴达
MISUMI标准
FIBRO标准
模具常用标准件
SMC标准 FESTO标准 OILES标准 奥钢联斜楔
NAAMS斜楔
奥钢联标 准
西安1001所
北京永茂
模具常用标准件
IEM东风科尔
HARTING
TURCK
OMRON
BALLUFF
ESCHA
CONTRINEX
PERMA
M24 2470
许用力 2 (Kg/mm )
内六角螺钉通过孔尺寸
通过孔尺寸 d D Hmin Hmax 螺钉 M6 7 11 3 25 M8 9 13.5 4 35 M10 11.5 16.5 5 45 M12 13.5 19.5 6 55 M16 17.5 25.5 8 75 M20 21.5 31.5 10 85 M24 25.5 37.5 12 95
模具起吊、翻转时,钢丝绳的轨迹上规定圆角为R20,角部为R30球形。
注意附件的标准件位置。
上模和下模—起重
考虑模具起吊的平衡性,起重装置设置时要考虑的模具重心。
内 容 提 要
一 二 三
模具第一层运动:上模和下模 模具第二层运动:上模(下模)和压料板 模具制作基准 模具紧固件 模具中工序件定位 模具常用 标 准 件
电路类
到位传感器
哈丁(HARTING)接头
标记类
到底标记销
左右件标记销
定制刻字标记销
模具常用标准件
MISUMI标准(三住标准)
SANKYO标准(三协标准)
ACO-04标准
SMS标准
VW大众标准(电子版)
NAAMS标准
DAYTON标准