PLC脉冲量的计算方法
如何用西门子S7-200PLC计算脉冲宽度
如何用西门子S7-200PLC计算脉冲宽度可以用以下的方式计算脉冲宽度。
创建一个脉宽调制子程序使用PLS 脉冲输出功能和PWM 功能创建一个20 kHz 脉冲序列。
使用菜单工具> 位置向导。
选择配置S7-200 集成的PTO/PWM 功能。
然后选择相应的输出用于发出脉冲,生成一个自动脉冲发生器(如Q0.0)。
选择PWM 功能和相应的时基(微秒时基,时钟周期50 µs,25 µs 脉宽)。
然后点击完成确认创建子程序。
使用指令向导HSC 创建高速计数器使用菜单工具>指令向导>HSC 打开高速计数器向导。
在向导中选择相应的高速计数器(如HSC 1 模式2),指定初始化选项。
关闭向导。
插入子程序或中断到项目中在子程序SBR_0 中,分配中断程序(INT_0) 到事件 1 (I0.0 的下降沿)。
在中断程序中(INT_0),拷贝当前计数值HC1 到双字中(VD0) 然后重新初始化计数器,复位计数器到0。
硬件连接连接输出Q0.0 (脉冲发生器)到高速计数器输入(例子中是I0.6 HSC1)。
将要测量的脉冲(initiator) 连接到启动输入(I1.1 HSC1) 然后连接到中断输入(I0.0)。
当启动输入使能的时候,20 kHz 脉冲开始计数。
处理输入I1.0 (复位输入HSC1) 防止信号被使能。
I0.0 的每个下降沿到来时,高速计数器HSC1 的计数值都会被读出来,填写到先前定义的存储区(VD0)中,计数器复位0。
通过指定的脉冲序列计算脉冲宽度(计算公式:测量的脉冲数量x 0.0005 µs)。
系数0.0005 通过脉冲序列20000 的1/x 算出。
tips:感谢大家的阅读,本文由我司收集整编。
仅供参阅!。
编制控制伺服电机定长正、反旋转的PLC程序

编制控制伺服电机定长正、反旋转的PLC程序上位机设定伺服电机旋转速度单位为(转/分),伺服电机设定为1000个脉冲转一圈.PLC输出脉冲频率=(速度设定值/6)*100(HZ)。
上位机设定伺服电机行走长度单位为(0.1mm),伺服电机每转一圈的行走长度10mm,伺服电机转一圈需要的脉冲数为1000,故PLC发出一个脉冲的行走长度为0.01mm(一个丝)。
PLC输出脉冲数=长度设定值*10。
上面两点的计算都是在伺服电机参数设定完的基础上得出的。
也就是说,在计算PLC发出脉冲频率与脉冲前,必须先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致方法如下:机械安装结束,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的行走精度为0.1mm(10个丝)。
为了保证此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。
此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。
松下PLC的CPU本体可以发脉冲频率为100K,完全可以满足要求。
如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。
PLC的CPU本体就不够了。
需要加大成本,如增加脉冲输出专用模块等方式。
知道了频率与脉冲数的算法就简单了,只需应用PLC的相应脉冲指令发出脉冲即可,松下PLC的程序图如下:以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线来源于:528工控网3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
PLC的脉冲输出控制步进电机的实用方法
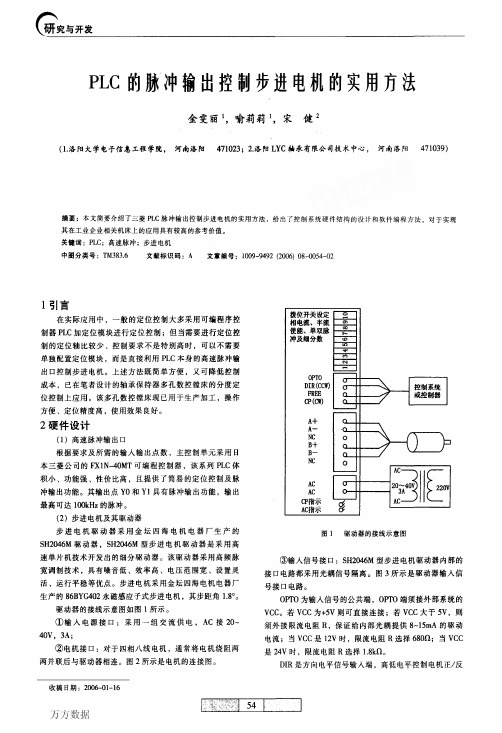
断电复位方可有效。 步进电机的型号是86BYG402,其相电流选4A,拨位
开关1 2 3 4设定值为1111。细分数根据实际应用的精度 要求来选取。
(3)PLC与步进电机驱动器的硬件连接 可编程序控制器PLC与步进电机驱动器的连接如图4
2.期刊论文 胡佳丽.闫宝瑞.张安震.李庆春.何亚东.信春玲 S7-200 PLC在伺服电机位置控制中的应用 -自动化仪
表2009,30(12)
为了探究如何更方便、准确地实现位置控制,确保其位置控制的精度,探讨了基于西门子S7-200系列PLC和Copley系列伺服系统的位置控制方法.通过 介绍系统软硬件构成及其特点,详细论述了PLC系统通过高速脉冲输出、EM253位置控制模块以及自由口通信这三种方式控制伺服电机,以实现绝对运动、 相对运动等;同时对它们进行了一系列的比较.实验证明,三种控制方式各有其不同的应用场合,对类似的工业控制具有一定的借鉴参考意义.
1234 1000 100l 1010 1011 1100 1101 11lO 1111
相电流 2.25A 2.50A 2.75A 3.OOA 3.25A 3.50A 3.75A 4.00A
表2 细分设定【位7 8 9 10)
7 8 9 10 0000 0001 oolO 0011 0100 0101 0110 0111
在图4中将可编程序控制器的脉冲输出端yo的公共端como和输出点y10的公共端com4皆与可编程序控表1相电流设定i位12341234相电流1234相电流0000025a1000225a0001050a100l250a0010075a1010275a00111ooa10113ooa0100125a1100325a0101150a1101350a0110175a11lo375a01112ooa1111400a表2细分设定位7891078910细分数789lo细分数0000110001800012100l20oolo410lo32001151011400100611005001018110l01101011101280111161111256制器的24v地即com相连步进电机驱动器的输入信号公共端与可编程序控制器plc的24v电源相连plc的脉冲输出端yo外接18k的限流电阻连接至步进脉冲输入信号cpplc的输出点y10用于控制步进电机的旋转方wc咖024vsh204硼步进电机驱动器fxlhomtc删0ptp18置yot一c卜一cp18置y10dir图4plc与步进电机驱动器的连接向外接18k的限流电阻连接至方向电平输入端dir
三菱PLC高速输出——脉冲输出PLSY的讲解
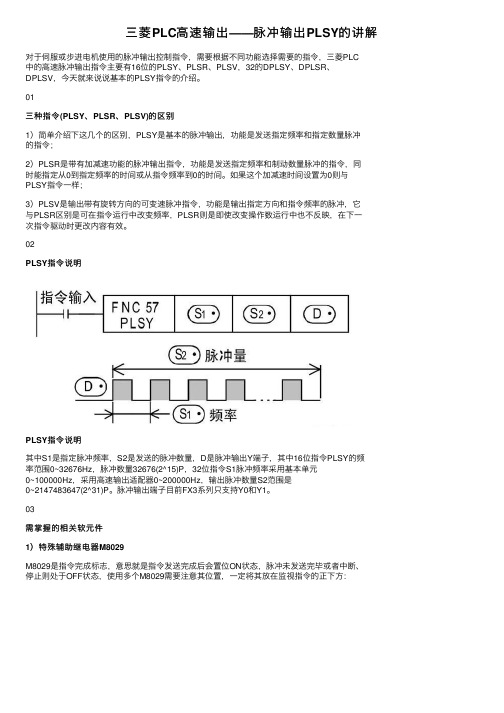
三菱PLC⾼速输出——脉冲输出PLSY的讲解对于伺服或步进电机使⽤的脉冲输出控制指令,需要根据不同功能选择需要的指令,三菱PLC中的⾼速脉冲输出指令主要有16位的PLSY、PLSR、PLSV,32的DPLSY、DPLSR、DPLSV,今天就来说说基本的PLSY指令的介绍。
01三种指令(PLSY、PLSR、PLSV)的区别1)简单介绍下这⼏个的区别,PLSY是基本的脉冲输出,功能是发送指定频率和指定数量脉冲的指令;2)PLSR是带有加减速功能的脉冲输出指令,功能是发送指定频率和制动数量脉冲的指令,同时能指定从0到指定频率的时间或从指令频率到0的时间。
如果这个加减速时间设置为0则与PLSY指令⼀样;3)PLSV是输出带有旋转⽅向的可变速脉冲指令,功能是输出指定⽅向和指令频率的脉冲,它与PLSR区别是可在指令运⾏中改变频率,PLSR则是即使改变操作数运⾏中也不反映,在下⼀次指令驱动时更改内容有效。
02PLSY指令说明PLSY指令说明其中S1是指定脉冲频率,S2是发送的脉冲数量,D是脉冲输出Y端⼦,其中16位指令PLSY的频率范围0~32676Hz,脉冲数量32676(2^15)P,32位指令S1脉冲频率采⽤基本单元0~100000Hz,采⽤⾼速输出适配器0~200000Hz,输出脉冲数量S2范围是0~2147483647(2^31)P。
脉冲输出端⼦⽬前FX3系列只⽀持Y0和Y1。
03需掌握的相关软元件1)特殊辅助继电器M8029M8029是指令完成标志,意思就是指令发送完成后会置位ON状态,脉冲未发送完毕或者中断、停⽌则处于OFF状态,使⽤多个M8029需要注意其位置,⼀定将其放在监视指令的正下⽅:M8029放置位置下⾯我们在三菱FX3g型PLC中看下指令的使⽤,XY双轴采⽤PLSY指令,X轴频率200p/s,脉冲数量2000p,Y轴脉冲频率500p/s,脉冲数量2500p,可以算出,X轴10s完成,Y轴5s完成,下⾯观察M8029的变化:M8029的变化从上图看出,Y轴脉冲发送完成后,M8029闭合,但只⽤Y轴下⽅的M8029有输出M201,X轴没有,等到X轴脉冲指令完成,M200才闭合,所以在放置M8029标志⼀定要注意位置。
plc中的计数器原理

plc中的计数器原理在现代工业自动化控制系统中,可编程逻辑控制器(PLC)被广泛使用。
PLC是一种数字化电子设备,用于控制和监测生产过程中的机器和设备。
其中,计数器是PLC中常用的功能模块之一,它能够实现对输入脉冲信号的计数和输出相应的计数结果。
本文将介绍PLC中计数器的原理和工作机制。
计数器是一种用于记录输入脉冲信号次数的设备,它通常包含一个或多个输入端口和一个输出端口。
当计数器接收到一个脉冲信号时,在内部的计数寄存器中将相应的计数值加一,并输出给与之关联的输出端口。
计数器可以以不同的方式工作,包括正向计数、反向计数和双向计数。
PLC中的计数器可以分为两类:单位计数器和总计数器。
单位计数器用于记录某个过程中的单位操作次数,比如一个物品通过传送带的个数;而总计数器则用于记录某个过程中总共的操作次数,例如一个生产线上的产品总数。
PLC中的计数器原理是通过输入脉冲信号进行计数,并根据设定的计数条件触发输出。
计数器通常具有以下几个重要的参数:1. 计数模式:计数器可以以不同的方式进行计数,包括正向、反向和双向计数。
正向计数表示计数器在接收到脉冲信号时计数值递增,而反向计数则是计数值递减。
双向计数允许计数器根据不同的条件在正向和反向之间切换。
2. 计数位数:计数器可以有不同的计数位数,常见的有8位、16位和32位。
计数位数表示计数器可以记录的脉冲信号的数量,位数越多,计数范围越大。
3. 计数条件:计数器可以根据设定的计数条件触发输出。
常见的计数条件包括达到指定的计数值、达到指定的阈值、满足特定的逻辑关系等。
4. 计数方式:计数器可以根据需求选择连续计数或触发计数。
连续计数表示计数器在接收到脉冲信号后立即进行计数;而触发计数则需要满足特定的触发条件后才开始计数。
在PLC中使用计数器时,通常需要对计数器进行初始化设置,包括计数模式、计数位数和计数条件等。
计数器通常会与其他的输入输出模块进行联动,在满足计数条件时触发输出模块执行相应的任务。
PLC编程,模拟量的计算、脉冲量的计算方法总结
PLC编程,模拟量的计算、脉冲量的计算方法总结一、简述1、开关量也称逻辑量,指仅有两个取值,0或1、ON或OFF。
它是最常用的控制,对它进行控制是PLC的优势,也是PLC最基本的应用。
开关量控制的目的是,根据开关量的当前输入组合与历史的输入顺序,使PLC产生相应的开关量输出,以使系统能按一定的顺序工作。
所以,有时也称其为顺序控制。
而顺序控制又分为手动、半自动或自动。
而采用的控制原则有分散、集中与混合控制三种。
2、模拟量是指一些连续变化的物理量,如电压、电流、压力、速度、流量等。
PLC是由继电控制引入微处理技术后发展而来的,可方便及可靠地用于开关量控制。
由于模拟量可转换成数字量,数字量只是多位的开关量,故经转换后的模拟量,PLC也完全可以可靠的进行处理控制。
由于连续的生产过程常有模拟量,所以模拟量控制有时也称过程控制。
模拟量多是非电量,而PLC只能处理数字量、电量。
所有要实现它们之间的转换要有传感器,把模拟量转换成数电量。
如果这一电量不是标准的,还要经过变送器,把非标准的电量变成标准的电信号,如420mA、15V、010V等等。
同时还要有模拟量输入单元(A/D),把这些标准的电信号变换成数字信号;模拟量输出单元(D/A),以把PLC处理后的数字量变换成模拟量标准的电信号。
所以标准电信号、数字量之间的转换就要用到各种运算。
这就需要搞清楚模拟量单元的分辨率以及标准的电信号。
例如:PLC模拟单元的分辨率是1/32767,对应的标准电量是010V,所要检测的是温度值0100℃。
那么032767对应0100℃的温度值。
然后计算出1℃所对应的数字量是327.67。
如果想把温度值精确到0.1℃,把327.67/10即可。
模拟量控制包括:反馈控制、前馈控制、比例控制、模糊控制等。
这些都是PLC内部数字量的计算过程。
3、脉冲量是其取值总是不断的在0(低电平)和1(高电平)之间交替变化的数字量。
每秒钟脉冲交替变化的次数称为频率。
plc1200脉冲程序实例
plc1200脉冲程序实例PLC1200脉冲程序实例PLC(Programmable Logic Controller)是一种可编程逻辑控制器,它是一种数字化的电子设备,用于控制工业过程中的机器和设备。
PLC1200是一种常见的PLC型号,它具有高性能、高可靠性和高灵活性等特点,被广泛应用于各种工业控制领域。
脉冲程序是PLC控制系统中常用的一种程序,它通过计数器和定时器等元件来实现对脉冲信号的计数和控制。
下面我们以PLC1200脉冲程序实例为例,来介绍脉冲程序的实现方法。
我们需要明确脉冲程序的功能需求。
假设我们需要对一个物体进行计数,当计数值达到一定数量时,触发一个输出信号,控制其他设备的运行。
这时,我们可以采用PLC1200的计数器和定时器来实现。
具体实现步骤如下:1. 配置计数器在PLC1200的编程软件中,我们可以选择计数器元件,并进行相应的配置。
假设我们需要计数100个脉冲信号,那么我们可以将计数器的计数值设置为100。
同时,我们还需要设置计数器的清零条件,即当计数器的值达到100时,自动清零。
2. 配置定时器为了保证计数器的计数精度,我们需要对脉冲信号进行采样,并设置一个合适的采样周期。
这时,我们可以选择定时器元件,并进行相应的配置。
假设我们需要每隔10ms采样一次脉冲信号,那么我们可以将定时器的时间设置为10ms,并将其与计数器进行关联。
3. 配置输出信号当计数器的值达到100时,我们需要触发一个输出信号,控制其他设备的运行。
这时,我们可以选择输出元件,并进行相应的配置。
假设我们需要输出一个高电平信号,那么我们可以将输出元件的状态设置为ON。
4. 编写程序在PLC1200的编程软件中,我们可以编写相应的程序,实现对计数器、定时器和输出信号的控制。
具体实现方法如下:(1)在主程序中,设置一个循环语句,用于不断地采样脉冲信号。
(2)在循环语句中,设置一个计数器计数的条件,当计数器的值达到100时,触发一个输出信号。
200plc脉冲输出流量累积计算程序
200plc脉冲输出流量累积计算程序1. 概述200plc脉冲输出流量累积计算程序是一种用于工业自动化领域的计算程序,主要用于对液体或气体流量进行累积和计算。
该程序通过监测液体或气体流经管道的脉冲信号,将脉冲信号转换为流量值,并进行累积计算。
本文将详细介绍200plc脉冲输出流量累积计算程序的功能、实现方法以及应用场景。
2. 功能200plc脉冲输出流量累积计算程序主要具有以下功能:1) 监测脉冲信号:通过传感器监测管道中流体流经时产生的脉冲信号。
2) 脉冲信号处理:将传感器采集到的脉冲信号进行处理,包括滤波、放大、去抖等操作,以确保信号的稳定和准确。
3) 流量计算:根据脉冲信号的数量和流体的体积,计算出流体的流量。
4) 流量累积:将每一次计算得到的流量值进行累积,得到流体总流量。
5) 数据存储:将流量累积值进行存储,便于后续查询和分析。
3. 实现方法200plc脉冲输出流量累积计算程序的实现方法主要包括硬件和软件两个方面。
硬件方面:硬件部分主要包括传感器、PLC控制器和显示屏。
传感器用于监测流体流经管道时产生的脉冲信号,将其发送给PLC控制器;PLC控制器利用程序对脉冲信号进行处理、计算和累积,并通过显示屏展示累积流量值。
软件方面:软件部分主要包括PLC编程。
通过PLC编程,实现对脉冲信号的处理和计算,以及对流量累积值的存储和显示。
编程需要充分考虑脉冲信号的稳定性、累积值的精确性和数据的可靠性,确保整个程序能够稳定、准确地运行。
4. 应用场景200plc脉冲输出流量累积计算程序广泛应用于各种工业场景中,特别适用于液体或气体流量的监测和管理。
在化工生产过程中,可以用于监测化工原料的流量,并实时累积每种原料的用量;在水处理系统中,可以用于监测自来水或工业循环水的流量,及时发现管道漏水或阻塞等问题;在石油化工行业,可以用于监测油品或天然气的流量,对生产过程进行控制和管理。
200plc脉冲输出流量累积计算程序在工业自动化领域具有重要的应用价值,能够提高生产效率,降低生产成本,保障生产安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。
下面就让艾驰商城小编对PLC脉冲量的计算方法一一为大家做介绍吧。
1、步进电机的角度控制。
首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。
计算“角度百分比=设定角度/360°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。
”
公式为:
角度动作脉冲数=一圈总脉冲数*(设定角度/360°)。
2、步进电机的距离控制。
首先明确步进电机转一圈所需要的总脉冲数。
然后确定步进电机滚轮直径,计算滚轮周长。
计算每一脉冲运行距离。
最后计算设定距离所要运行的脉冲数。
公式为:
设定距离脉冲数=设定距离/[(滚轮直径*3.14)/一圈总脉冲数]
3、步进电机的位置控制就是角度控制与距离控制的综合。
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
如需进一步了解台达PLC、西门子PLC、施耐德plc、欧姆龙PLC的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城/。