EJ200发动机高压压气机结构设计改进
防 务快讯 NEWS BRIEF.

声速导弹的研究
试车中的XF7-10发动机。
日本 “心神” 隐身技术验证机2010年开始组装
由于2007年7月, 美国政府拒绝 向日本出售F-22A “猛禽” 战斗机, 日本政府决定独立开展下一代隐身 战斗机技术的研制工作。 日本防卫 省技术研究本部正在进行隐身技术 验证机 ATD-X的研制工作。 日方表 示, 该机主要用于探索研究发展下一 代先进战机的相关技术, 而并不会 直接发展成为战斗机。 日方披露的 “心神” 飞机模型显 示, ATD-X的整体布局与F-22A “猛 禽” 大致相同: 同样采用宽大的机 体, 设置两个 S型进气道, 以避免发 动机涡轮叶片反射雷达波, 同样采 用倾斜设置的双垂尾设计。 该机机 头宽大扁平, 机头上下曲面交界处形 成隆起, 从机头尖端沿座舱两侧延 伸至进气道处。 而该机与F-22战机 的不同之处主要体现在, 前者整体 布局略显保守, 其机翼前缘展弦比 略高; 在飞机尾部设计上, 前者垂直 尾翼与水平尾翼之间距离较近。 目 前, 该机披露有2个模型, 分别为展 示模型和工程模型, 两者还略有区 200 年在法国进行了试验测 定, 结果证实其雷达隐身能力 达到了预想水平。 “心神” 飞机将使用日本 别, 主要体现在, 前者机头更为扁平, 机头两侧的隆起要尖锐一些; 后者机 头部相对圆润, 隆起相对圆滑。 根据日方披露的相关数据, ATDX 机身长约1米, 翼展约 米, 其尺寸 类似于瑞典 “鹰狮” 战斗机。 该机重量 约 吨, 但不清楚这一数据是该机的 空重还是起飞重量, 相比较而言, 这一 数字与 “鹰狮” 战斗机 不加挂副油箱 的满载起飞重量大致相同( “鹰狮” 战 斗机空重约. 吨, 外挂副油箱重量为 2.2吨)。 该机的技术特征主要包括隐身能 力、 超声速巡航、 先进航电系统、 光传 操纵系统、 高性能复合材料以及一体 化的飞行、 推力综合控制系统等。 在隐身性能方面,据日方官员证 实, ATD-X的雷达反射测定模型已于
EJ200(欧洲喷气涡轮公司)
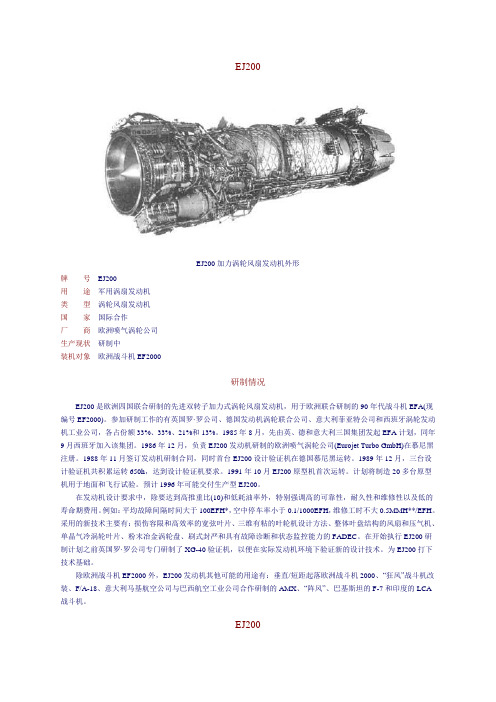
EJ200EJ200加力涡轮风扇发动机外形牌号EJ200用途军用涡扇发动机类型涡轮风扇发动机国家国际合作厂商欧洲喷气涡轮公司生产现状研制中装机对象欧洲战斗机EF2000研制情况EJ200是欧洲四国联合研制的先进双转子加力式涡轮风扇发动机,用于欧洲联合研制的90年代战斗机EFA(现编号EF2000)。
参加研制工作的有英国罗·罗公司、德国发动机涡轮联合公司、意大利菲亚特公司和西班牙涡轮发动机工业公司,各占份额33%、33%、21%和13%。
1985年8月,先由英、德和意大利三国集团发起EFA计划,同年9月西班牙加入该集团。
1986年12月,负责EJ200发动机研制的欧洲喷气涡轮公司(Eurojet Turbo GmbH)在慕尼黑注册。
1988年11月签订发动机研制合同,同时首台EJ200设计验证机在德国慕尼黑运转。
1989年12月,三台设计验证机共积累运转650h,达到设计验证机要求。
1991年10月EJ200原型机首次运转。
计划将制造20多台原型机用于地面和飞行试验。
预计1996年可能交付生产型EJ200。
在发动机设计要求中,除要达到高推重比(10)和低耗油率外,特别强调高的可靠性,耐久性和维修性以及低的寿命期费用。
例如:平均故障间隔时间大于100EFH*,空中停车率小于0.1/1000EFH,维修工时不大0.5MMH**/EFH。
采用的新技术主要有:损伤容限和高效率的宽弦叶片、三维有粘的叶轮机设计方法、整体叶盘结构的风扇和压气机、单晶气冷涡轮叶片、粉末冶金涡轮盘、刷式封严和具有故障诊断和状态监控能力的FADEC。
在开始执行EJ200研制计划之前英国罗·罗公司专门研制了XG-40验证机,以便在实际发动机环境下验证新的设计技术。
为EJ200打下技术基础。
除欧洲战斗机EF2000外,EJ200发动机其他可能的用途有:垂直/短距起落欧洲战斗机2000、“狂风”战斗机改装、F/A-18、意大利马基航空公司与巴西航空工业公司合作研制的AMX、“阵风”、巴基斯坦的F-7和印度的LCA 战斗机。
航空发动机为什么要采用整体叶盘?
1整体叶盘的优势在整体叶盘出现之前,发动机的转子叶片需要通过榫头、榫槽及锁紧装置等连接到轮盘上,但这种结构逐渐无法满足高性能航空发动机的需求。
发动机转子叶片和轮盘一体的整体叶盘随之被设计出来,目前已成为高推重比发动机的必选结构,在军用、民用航空发动机上都得到了广泛应用,主要有以下优点。
1. 减重由于轮盘的轮缘处不需要加工出安装叶片的榫槽,轮缘的径向尺寸可大大减少,从而显著减轻转子质量。
2. 减少零件数目除了因为轮盘和叶片成为一体,锁紧装置的减少也是重要原因。
航空发动机对可靠性的要求极为严苛,简化的转子结构对提高可靠性有很大作用。
3. 减少气流损失消除了传统连接方式中的间隙会造成的逸流损失,提高了发动机工作效率,增加了推力。
既减轻了重量又提高了推力,如此有利于提高推重比的整体叶盘自然也不是容易摘得的“明珠”。
一方面,整体叶盘多使用钛合金、高温合金等难加工材料;另一方面,其叶片薄且叶型复杂,这都对制造技术提出了极高的要求。
另外转子叶片出现损伤时无法单独更换,可能导致整体叶盘报废,修复技术又是另一个难题。
2整体叶盘的制造目前,整体叶盘的制造主要有三大技术。
1. 五轴联动数控铣削加工五轴联动数控铣削加工由于其具有快速反应性、可靠性高、加工柔性好及生产准备周期短等优点,在整体叶盘制造领域得到广泛的应用,主要有侧铣、插铣和摆线铣等铣削方式。
而确保整体叶盘加工成功的关键因素包括:1)具有良好动态特性的五轴联动机床2)优化的专业CAM软件3)专用于钛合金/高温合金加工的刀具和应用知识2. 电化学加工电化学加工法是一种优秀的航空发动机整体叶盘通道加工方法,在电化学加工中主要有电解套料、仿形电解加工以及数控电解加工等几种加工技术。
由于电化学加工主要利用的是金属在电解液中阳极溶解的特性,在应用电化学加工技术时,阴极部分并不会产生损耗,且加工中工件不会受到切削力、加工热等的影响,降低了航空发动机整体叶盘通道加工后的残余应力。
航空发动机整体叶环结构的研究进展

合材料( TiMMC)[5~7] 制造的,具有强 子的质量大大减轻,如第 3 级整体叶 化硅纤维(SCS-6)增强的钛基(SP-
度高、使用温度高及疲劳和蠕变性能 环转子的质量只有 4.5kg 左右,而常 700)复合材料风扇整体叶环转子。
好的优点,TiMMC 整体叶环如图 1 规镍基合金制造的同样转子的实际
我国与印度开展的国际合作研
所示。TiMMC 整体叶环代替压气机 质量为 25kg。20 世纪 90 年代中期, 究项目中,有一带环箍的单级风扇试
盘,不仅可以扩大压气机的设计范 在 IHPTET 研究计划下,GEAE 公司 验研究,该风扇的设计参数为:增压
围,而且可大幅度ቤተ መጻሕፍቲ ባይዱ轻重量,与常规 开发和验证了 TiMMC 压气机整体 比 3.0,叶尖切向速度 470m/s,有 17
加工制造缺陷对 TiMMC 性能有
表1 一些商用连续纤维的室温性能
纤维名称
SM1040 SCS-6 Trimarc
制造厂商
DEAR-Sigma Textron ARC
密度 /(kg·m-3)
3400 3000 —
在 给 定 纤 维 含 量 的 情 况 下,粗 纤 维 可 以 增 加 其 间 的 距 离,从 而 有 利于降低纤维在高温复合固结过程 中产生径向裂纹倾向和充分发挥钛 基体的韧性作用。目前化学气相沉 积方法(CVD)制备的粗纤维都存在 一 定 的 残 余 应 力,而 且 考 虑 到 经 济 性,增 强 钛 合 金 的 连 续 纤 维 直 径 以 0.12~0.15mm 为宜。
50 航空制造技术·2013 年第 9 期
大飞机发动机关键制造技术 Key Manufacturing Technology of Aeroengine for Large Aircraft
先进航空发动机设计与制造技术综述.
先进航空发动机设计与制造技术综述进入21世纪,世界航空发动机技术取得了巨大进步,并呈现加速发展的趋势。
美国推重比10一级涡扇发动机F119作为第四代战斗机F22的动力装备部队,是当今航空动力技术最具标志性的成就。
在此基础上,美国持续实施了多个技术研究计划,正在推动世界航空发动机技术继续向前发展。
本文从未来高性能航空发动机采用的高级负荷压缩系统、高温升燃烧室、高效冷却涡轮叶片、推力矢量等方面,对其先进设计和制造技术的发展方向和趋势进行初步的分析研究。
高级负荷压缩系统高压压气机技术发展的目标是单级压比高、级数少、推重比高、飞行性能好。
对高级负荷的压缩系统,低展弦比设计、气动前掠设计、整体叶盘、整体叶环、压气机稳定性主动控制等技术是其中具有代表性的新技术。
1低展弦比叶片设计及制造低展弦比叶片即宽弦叶片,它与窄弦叶片相比,增宽了弦长,使压气机的长度缩短,抗外物损伤能力、抗疲劳特性和失速裕度有所提高。
还可使压气机零件数减少,降低生产和制造费用成本(图表1。
90年代以来,英国罗·罗(R·R公司、美国普惠公司和GE 公司、法国SNECMA公司不断研制和改进高压压气机钛合金宽弦叶片的气动和结构性能,广泛应用于大涵道比涡扇发动机和高推重比小涵道涡扇发动机上。
GE 公司TECH56技术计划的验证机和F119发动机、EJ200发动机都采用了这种宽弦叶片。
叶片的低展弦比设计,结合整体叶盘技术使得高压压气机在减少级数和提高叶片强度的同时,具有更好的气动稳定性。
低展弦比叶片需要解决的关键技术问题是因重量增加而导致的轮盘与叶根结合处和轮盘本身的离心力增大问题。
IHPTET计划在大型涡扇和涡喷发动机验证机上验证了该技术,该技术还将在F135和F136发动机上采用。
目前,低展弦比叶片已成为先进航空发动机压缩系统的关键技术,与3D气动掠形、空心结构、整体叶盘结构和更轻的钛金属基复合材料技术相结合,是未来的发展重点。
航空发动机中叶盘整体加工技术
整体叶盘加工中应用到的特种加工技术1.1绪论现代航空发动机的结构设计和制造技术是发动机研制、发展、使用中的一个重要环节,为满足以FII9、FI20、EJ200为标志的第4 代战斗机用发动机以及未来高推重比新概念发动机的性能要求除采用先进技术、减少飞机机体结构、机载设备的重量外,关键是要求发动机的推重比达到I0 这一级重点突破发动机部件的气动、结构设计、材料、工艺等方面的关键技术。
其中在发动机风扇、压气机、涡轮上采用整体叶盘(Biisk)结构(包括整体叶轮、整体叶环)是重要措施。
1.2整体叶盘结构的特点整体叶盘是航空发动机的一种新型结构部件,它与常规叶盘连接相比有以下特点:(1)不需叶片榫头和榫槽连接的自重和支撑这些重量的结构,减轻了发动机风扇、压气机、涡轮转子的重量。
(2)原轮缘的榫头变为鼓筒;盘变薄,其内孔直径变大;消除了盘与榫头的接触应力,同时也消除了由于榫头安装角引起的力矩产生的挤压应力; 减轻了盘的重量提高了叶片的振动频率。
(3)整体叶盘可消除常规叶盘中气流在榫根与榫槽间缝隙中逸流造成的损失,使发动机工作效率增加,从而使整台发动机推重比显著提高。
(4)由于省去了安装边和螺栓、螺母、锁片等连接件,零件数量大大减少,避免了榫头、榫槽间的微动摩损、微观裂纹、锁片损坏等意外事故,使发动机工作寿命和安全可靠性大大提高。
(5)如整体叶盘叶片损坏,为避免拆换整个转子将整体叶盘与其他级用螺栓相连形成可分解的连接结构。
(6)由于高压压气机叶片短而薄叶片离心力较小,轮缘径向厚度小采用整体叶盘结构减重不显著。
1.3航空发动机整体叶盘结构在研究发展中存在的问题虽然,整体叶盘具有如此多的我优点,但是在整体叶盘的加工和使用过程中,我们也遇到了很多的问题,比如:(1)整体叶盘加工困难,只有制造技术发展到一定水平后,整体叶盘的应用才成为可能。
(2)发动机在使用过程中转子叶片常遇到外物打伤或因振动叶片出现裂纹,整体叶盘要更换叶片非常困难,也有可能因为一个叶片损坏而报废整个整体叶盘,因此风扇的第I\2级一般不用整体叶盘结构。
航空发动机制造技术——整体叶盘
F414-GE-400发动机,用于“超 发动机,用于“ 发动机 级大黄蜂” 级大黄蜂”F/A-18E/F
F119-PW-100 用于 用于F-22
WS-500 用于 用于C602巡航导弹 巡航导弹
怎么制造?
• 1、电子束焊接法-即采用此法制造,即先 将单个叶片用电子束 焊接成叶片环,后用 电子束焊接技术将轮 盘腹板与叶片环焊接 成整体叶盘结构。这 种整体叶盘结构比传 统的榫头连接的叶盘 转子结构重量减轻30%, 并可根除榫槽断裂危 险。(应用型号—— EJ200)
• 此外,顺铣方式能明显减少加工振颤。双 面加工、减少刀具长度能有效减少刀具振 颤。进、排气边缘很薄,安排在叶片有一 定刚性的精加工前进行加工,能减少变形 与振颤。选择合理的切削参数,调整转速 和进给速度,可有效控制振动。
总结
• 本次讨论认识了整体叶盘的概念、特点及 应用,介绍了整体叶盘的三种制造方法, 并分析了其中焊接式整体叶盘的结构特点 和工艺难点。 • 希望与同学和老师进行更广泛的交流。
• 精加工另一面时,叶 片的刚性已经较差, 切削力作用在叶展的 端头,极易产生弹性 变形并同时伴随着振 颤,所以此面的加工 重点是控制变形与振 颤。叶片变形可直接 导致厚度尺寸超差; 而加工振颤可导致叶 片表面产生振纹(见 右图),并且容易使 刀具崩刃,严重影响 叶片表面质量。
• 采取在叶片通道间灌注 建筑用胶的方法,改变 了零件的阻尼特性,确 实有效降低了振颤,并 且使刀具转速达到了 1000r/min,进给达到 100mm/min。在此基础上 又改用其他稍硬的物质 填充在叶盘通道里(见 右图),既能明显减少 振颤,又能在叶片背面 形成有力的支撑,抵消 切削力造成的叶片弹性 变形,确保了叶片的厚 度。
另一方面也要考虑盘 体的锥度形成。采用 直径20-30mm左右的短 刀具最为适宜。 由于叶片的扭曲 造成叶片两面分为凹 面和凸面,考虑到机 床的摆角范围,所以 要安排双面加工。
典型航空涡扇发动机结构分析

2013-7-31
30
一、军用发动机--- АЛ-31Ф
2013-7-31
31
一、军用发动机--- АЛ-31Ф
2013-7-31
32
一、军用发动机--- АЛ-31Ф
2013-7-31
33
一、军用发动机--- РД-33
支承方案
LP 1-1-1, HP 1-0-1(中介支点)
结构
4+9---1+1
典型航空涡扇发动机结构分析
总体结构设计 F100、F404、АЛ-31Ф、PД-33
2013-7-31
1
发动机总体结构设计
内容包括:
支承方案 承力框架
(进气机匣,进口导叶,中介机匣,燃烧 室,涡轮级间机匣,涡轮后轴承机匣)
中介支点
2013-7-31
2
第三、四代发动机性能参数
性能参数 加力推力(daN) 加力耗油率 (kg/daN·h) 不加力推力(daN) 不加力耗油率 (kg/daN·h) 推重比 总增压比 涡轮前温度(K) 涵道比 用途 2013-7-31 F119 15570 2.40 9790 0.62 EJ200 9060 1.73 6000 0.79 M88-2 7500 1.80 5000 0.89 8.8 25 1850 0.3~0.5 阵风 F100-PW100 111240 2.59 6670 0.69 8 1672 0.7 F15、F16 3
2013-7-31
20
一、军用发动机---- F119
F119-PW-100
① 空心宽弦风扇叶片 ② 整体叶盘
风扇、压气机
③ 高压比压气机 ④ 弯曲静叶
高压压气机