TPS(福尼斯MIG焊机)演示幻灯片
福尼斯TPS 操作面板说明书1

防止手、头发、衣服和工具靠近任何活动部件,如: - 风扇 - 齿轮 - 滚轮 -轴 - 焊丝盘和焊丝
勿将手指靠近送丝机中转动的齿轮。
机壳等仅在维护修理等必要场合才能打开。
VII
特殊危险提示
(接上页)
焊机使用时: - 确保外壳装好,所有盖板安装正确…… - ……所有外壳和盖板紧密盖合。 小心焊丝从焊枪内穿出时的危险(可能刺到手、脸、眼……)。 因此在点动送丝等时候不要将焊枪指向人体(MIG/MAG焊)。
"小心 !"表示可能出现危险的情形, 如果不避免可能造成未 成年人受伤或轻度受伤。 这个信号也指可能引起财产安全损 失的警告。
"注意 !"表示可能出现对焊接结果及设备不利的危险。
“重要!”表示为要点或特别的信息。并不表示有害的或危险 的情形。每当看见这个标志请对相关章节仔细阅读。
本设备依照相关技术标准及安全标准生产,然而不正确的操 作或误用仍然可能导致如下危险: - 操作者或第三者的生命或人身危险, - 设备或其它财物的损坏 - 设备的有效运行受阻
042002cn
飞溅物会引起火灾爆炸等!
决不要靠近易燃物进行焊接作业。
至少离开易燃物11米焊接或用防护材料将可燃物覆盖保护。
准备好适当的灭火器
火星和热金属飞溅会从防护物的小孔或缝隙穿过,要确保不 会有火灾危险。
不要在危险场合施焊,如靠近易燃易爆物、封闭的罐桶或管 道内,除非这些场合按标准进行了预处理。
超过规定范围条件而使用及存放焊机将被视为不按特定用途 使用焊机,造成的损害不在厂家责任范围内。
环境温度范围: - 使用环境温度:-10℃到+40℃ - 保存及运输温度:-25℃到+55℃
TPS5000全数字化MIG焊机操作培训资料

Vertriebstagung Hohenroda 2003 © Fronius 01/2003
4.确定焊丝直径
0.8 1.0 1.2 1.6
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
5.其他功能键
点动送丝键 在不通气和电流的情况下送丝。 其送丝速度大小由参数Fdi决定。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
8.常用内部菜单调节
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
9.焊机的自检代码
no | Prg未选择适当的焊接程序,请重新选择 tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx 焊机初级回路过热,请让焊机冷却 tS1 | xxx, tS2 | xxx, tS3 | xxx 焊机次级回路过热请让焊机冷却 Err | 049主电源输入电压缺相 Err | 051主电源输入电压低于允许范围
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
1.确定焊接模式
MIG/MAG 一元化脉冲焊 MIG/MAG一元化直流焊 MIG/MAG非一元化 TIG作业模式 手工电焊条 铝合金材料的焊接将使用一元化脉冲程序。 一元化调节又称单选钮调节,这类设备只设一个电流调节旋钮,调 节焊接电流后,控制系统自动选定与该电流相匹配的电弧电压,通 常都能满足焊接要求,焊工只需要根据焊缝的形状,熔合情况或飞 溅大小修正一下电弧电压就能得到更满意的效果。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
福尼斯焊机操作培训_初级篇演示幻灯片

存储键
调节旋钮
测气键 起弧键
F 珠
基本按钮——FANUC机械手控制柜
F 珠
基本按钮——控制盒
ON OFF
等离子小弧启动开关
F 珠
基本按钮——控制盒
急停——红色 暂停——红色 再启动——黄色 启动——绿色
F 珠
基本按钮——机械手TP示教盒
TP开关 与 DEADMAN 开关 一起启动或禁止机器 人运动。
红色急停开关
F 珠
基本按钮——机械手TP示教盒
MENU——显示屏幕主菜单 SELECT——列出和创建程
序快捷键 EDIT——编辑和执行程序快
捷键 DATA——寄存器快捷键 POSN——机器人当前的位
置快捷键 I/O——设置输入/输出信号快
捷键 STSATUS——显示系统和弧
焊状态快捷键 TCTN——显示功能菜单
表示无水,快速关闭大小弧,防止烧枪。 检查水箱及水循环是否工作正常 检查需不需添加冷却水 最后消报警
焊机显示no|GAS
表示无气,快速关闭大小弧,防止烧枪。 检查气路是否正常 最后消报警,测气
F 珠
谢谢!
F 珠
F 珠
其它指令
IO指令 DO[5:GAS 1]=ON DO[5]信号打开,即工位1气 缸开始通气。
DO[5:GAS 1]=OFF DO[5]信号关闭,即工位1气 缸停止通气。
DO[6]为工位2控制信号。有 此信号便于节约用气。
F 珠
送丝宏指令
送丝宏指令 WIRESPEED(m/min)(1.2) 代表送丝速度为1.2m/min
F 珠
基本按钮——机械手TP示教盒
SHIFT——与其它键组合执行 特定功能(所以蓝色键)
TPS5000全数字化MIG焊机操作培训

珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
TPS4000全数字化焊机主要整体结构 一、主电源
二、送丝机
三、冷却水箱
四、中继线
五、焊枪
焊接薄板和中等板厚时采用纯Ar气,焊接厚板时宜采用Ar、He混 合气。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
铝合金的焊接
坡口准备: 板厚小于6mm时,不需要开坡口,间隙应小于0.5mm。 板厚在6mm以上,需加工成V形或X形坡口。 干伸长: 喷嘴端部至工件间的距离应保持在10-15倍焊丝直径。 焊缝连接处: 收弧处要盖过上道焊缝的起弧或收弧20mm。并且在连 接前要将起弧或收弧处铲除。
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
8.常用内部菜单调节
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
9.焊机的自检代码
no | Prg未选择适当的焊接程序,请重新选择 tP1 | xxx, tP2 | xxx, tP3 | xxx, tP4 | xxx, tP5 | xxx, tP6 | xxx 焊机初级回路过热,请让焊机冷却 tS1 | xxx, tS2 | xxx, tS3 | xxx 焊机次级回路过热请让焊机冷却 Err | 049主电源输入电压缺相 Err | 051主电源输入电压低于允许范围
指定送丝速度
Vertriebstagung Hohenroda 2003 © Fronius 01/2003
MIGMAG双丝高速焊(福尼斯)
MIGMAG双丝高速焊(福尼斯)MIG/MAG T.I.M.E TWIN 新型双丝焊经过不懈努力,FRONIUS公司推出TIMETWIN双丝气体保护焊接工艺,其效率比使用传统MIG/MAG方法提高2倍以上。
TIME TWIN是由2个完全独立的微电脑控制TPS增强型电源组成,焊丝分2路单独工作,并且使用同一个喷嘴,形成不同的熔池。
实践证明:FRONIUS TIME TWIN不仅在碳钢、不锈钢等材料焊接方面有明显优势,而且具有极其高效的焊铝特性。
为了每一个细节,FRONIUS的研发部门投入大量精力进行工艺革新工作,因此FRONIUS TIME TWIN更加方便易用,功效倍出。
应用领域FRONIUS TIME TWIN在机械、自动化领域,如:汽车及汽车零部件制造、造船业、锅炉及压力容器、钢结构制造、铁路机车车辆制造及所有堆焊领域都显现出超值的性能。
FRONIUS TIME TWIN不仅能焊接碳钢、Cr-Ni合金,而且首次应用在焊接铝及铝合金中,高速优质,效果极其出色。
卡车轮毂锅炉Vs=150cm/min Vs=350cm/min灭火器承重轮Vs=300cm/min Vs=350cm/min船用钢结构Vs=150cm/min焊接特性完善精密的电弧控制系统对焊接顺序、电弧稳定性、焊后参数控制均有深刻影响,这就是在发展FRONI US TIME TWIN时,将更多精力放在电弧控制系统上的原因。
焊接时,其中一根焊丝会首先引弧,接着另一根引燃,当然,你也可以同时引弧,焊接的结果是一样的;焊接结束后,你可以单独或同时停机。
焊接速度对比指标见表1。
FRONIUS TIME TWIN在焊接铝材方面优势明显。
焊缝初始阶段,焊丝熔敷不充分,其状态可通过能随不同阶段变化参数的焊接程序加以改善。
起焊时,电流升高,收弧时电流降低,这样可避免热量集中,烧穿工件。
设定的电弧控制系统可反复执行命令,准确地完成工作。
表1 焊接速度对比(cm/min)角焊缝周向环缝搭接焊合金钢及非合金钢碳钢铝合金碳钢铝合金a3.5 a4 a5 a6 t=2mm t=3mm t=2mm t=3mmMAG 70 60 40 30 90MIG 80 70T.I.M.E. 100 90 70 10060 170Time Twin 150 140 300 200 200120 100 170多机共用TIME TWIN焊机使用两台完全独立的增强型电源,通过各自微电脑控制器,每台拥有独立的送丝装置单独控制操作。
焊机PPT课件

THANKS
感谢观看
03
焊机操作与维护
焊机操作步骤
01
02
03
04
开机前的检查
检查焊机是否正常,包括电源 线、电缆、电极等。
启动焊机
按下开机按钮,等待焊机正常 启动。
调整参数
根据焊接材料和厚度,调整焊 接电流、电压和焊接速度等参
数。
开始焊接
在调整好参数后,开始焊接操 作。
焊机维护保养
日常保养
保持焊机清洁,定期检 查电缆、电极等部件的
焊机应用领域
总结词
焊机的应用领域非常广泛,包括制造业、建筑业、汽车工业、航空航天等领域。
详细描述
在制造业中,焊机被广泛应用于各种金属制品的制造和维修。在建筑业中,焊机主要用于钢结构、钢筋等材料的 焊接。在汽车工业中,焊机是制造汽车车身、底盘等部件的重要设备。在航空航天领域,由于对材料性能要求极 高,焊机的作用更加重要。
焊机PPT课件
目录
• 焊机简介 • 焊机工作原理 • 焊机操作与维护 • 焊机安全注意事项 • 焊机发展趋势与未来展望
01
焊机简介
焊机定义
总结词
焊机是一种利用电能或其他能源,通过加热或加压的方式,将不同金属材料连 接起来的设备。
详细描述
焊机是焊接工艺中的核心设备,其工作原理是通过加热或加压的方式,使金属 材料熔化或变形,从而实现连接。根据不同的焊接工艺和材料,焊机可以分为 多种类型。
02
03
焊接操作前检查
确保焊机正常工作,检查 电源、电缆、焊枪等是否 完好无损,避免因设备故 障引发安全事故。
遵守焊接顺序
按照规定的焊接顺序进行 操作,避免因操作不当导 致热变形或结构破坏。
TPS(奥地利福尼斯)焊机使用说明书
VBG 4, §5 – 电子设备和器械标准。 VBG 15, §33/§49 –焊接、切割粘接标准。 VDE 0701-1 –电子设备维修、更改和测试。 关于维护、修改及检测焊机的进一步的信息可从当 地或国际互连网上的 Fronius 技术部获取,他们会 乐意地向你们提供一份“安全检测焊机”的指导说 明。
概述 正确地运用设备 所有者/操作者的责任 人为的责任 安全操作及保护 防止焊接烟尘的危害 防止 飞溅引起的危害 防止网路电压和焊接电流伤害 注意事项 一般性的安全防范措施 安装焊机的安全措施 焊接电流不稳定的防范措施 焊机正常工作安全防范措施 安全检测 改装焊机 备用和损耗件 焊机检修 CE 标记 版权声明
数字化焊机的原理
此类焊机为完全数字化的新型逆变焊机,它带有微 处理控制器。由它集中处理所有焊接数据,数字化 控制和监测整个焊接过程。并快速对任何焊接过程 的变化作出反应。由 Fronius 开发的数字化控制系 统,能确保实现理想的焊接效果。
供 400 安和 500 安的电流,应用广泛,能满足各种 苛刻的工业要求。他们的设计面向于汽车生产、模 具制造、化工领域、机器制造、以及造船业等。
TS4000/5000 和 TPS2700/4000/5000 电源 FK4000 和 FK4000R 水箱 VR4000/C,VR7000,VR2000 送丝机
3
[安全守则]
概述
此类型焊机是遵照焊机技术规定制造的,符合所有 安全规定。但错误的操作或者滥用焊机则将导致如 下危险:
危害操作者及他人的生命安全 损坏焊机及公共或私人财产 影响焊机有效的工作
安全检测
对 于 焊 机 的 改 装 、附 件 安 装 、部 件 维 修 、定 期 保 养 、 整体检测(至少十二个月一次)等操作,所有者/ 管理者都必须交付给电工专家来执行这些任务。 在安全检测过程中,必须遵循以下标准:
福尼斯TPS培训资料
弧长修正
弧长修正 0 到 -30
特性 • 飞溅较大 • 焊缝搭桥能力强 • 能获得较高的焊接速度 • 弧长越往负的方向调, 熔深变深 • 焊缝较高 • 焊缝宽度较窄
注意:
不同的材料,焊丝直径,气体混合,焊接位置,和焊接 接头形式需要调节弧长以获得良好的电弧特性。
弧长对焊接的影响
短弧 -30←
0
→ +30 长弧
注意:
不同的材料,焊丝直径,气体混合,焊接位置,和焊接 接头形式需要调节弧长以获得良好的电弧特性。
弧长修正
弧长修正 0 到 +30
特性 • 电弧的稳定性变差 • 咬边的可能性变大 • 熔滴大焊缝宽 • 熔深浅 • 焊接速度较低 • 热输入量高
注意:
不同的材料,焊丝直径,气体混合,焊接位置,和焊接 接头形式需要调节弧长以获得良好的电弧特性。
6. 轻按存储键(21)退出存储状态。
存储作业参数时通过设置菜单设置的有关基础参数也会自动保存到作 业程序中——以下功能参数除外:“推拉丝枪”,“冷却系统停用”,“焊接 回路 阻抗检测”和“焊接回路感抗”
复制/重写作业
1. 用焊接方式选择键(4),调至 “Job Mode”方式。显示屏显示最后一 次调用的作业号。
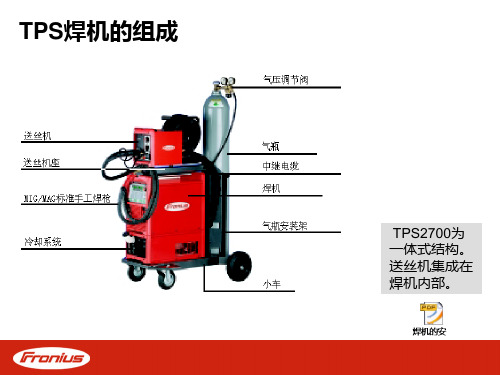
TPS焊机的组成
TPS2700为 一体式结构。 送丝机集成在 焊机内部。
TPS 的工作原理
01 – 控制和调节系统 02 – 滤波(EMV) 03 – 初级整流 04 – PFC (功率因数控制, TPS 2700 ) 05 – 中间电路电容 06 – 晶体管 07 – 焊接变压器 08 – 次级整流 09 – 输出电感 10 – 焊接电流传(互)感器
7. 轻按存储键(21)退出存储状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TR 1000
TR 1100
December 1999
24
焊机软件升级
Database
DIGITAL REVOLUTION - CONCEPT
December 1999
25
数字化电源可选配的软件
Software V2. 70.3 supports following functions:
JobExplorer Win RCU Fronius Backup Gun-Trigger Service modulel Job correction
December 1999
22
RCU 4000遥控器
RCU 4000全功能的遥控器 : Full remote access for digital power sources Robot welding
DIGITAL REVOLUTION - CONCEPT
December 1999
23
TR 1000 / TR 1100遥控器
December 1999
11
JOBMASTER 焊枪
DIGITAL REVOLUTION - CONCEPT
December 1999
12
推拉丝焊枪
用于较长距离Al 焊丝输送 用于较长距离特细焊丝输送 带有 Jobmaster 功能 带有无飞溅引弧功能
December 1999
13
送丝机 VR 4000 C
December 1999
26
SOFTWARE WIN RCU
December 1999
27
SOFTWARE FRONIUS BACKUP
01010101101100011011101110011
December 1999
28
铝焊无飞溅引弧
DIGITAL REVOLUTION - CONCEPT
December 1999
8
COMFORT焊机面板
4.0 21.3
DIGITAL REVOLUTION - CONCEPT
December 1999
9
显示器
3.5
55
DIGITAL REVOLUTION - CONCEPT
December 1999
10
便携式MIG焊机TPS2700
Steel CrNi Aluminium CuSi3 CuAl8 Flux cored wire Innershield
36
弧长控制
A
B
干伸长 A: 8 mm B: 35 mm
DIGITAL REVOLUTION - CONCEPT
December 1999
37
实例
焊接电流: 焊接电压: 焊接速度:
200 A 24,6 V 40 cm/min
December 1999
38
焊铝时的金属过渡方式
短路过渡电弧
数字化革命
DIGITAL REVOLUTION 2000
December 1999
1
Q. 为什么采用数字化? A. 100% 重复精度
可控硅焊机
数字化焊机
December 1999
2
3x400V
初级开关电源
Control digital
December 1999
3
逆变技术
V [dm砞 20
1 50
16
冷却水箱
FK 4000 1600 W
DIGITAL REVOLUTION - CONCEPT
FK 4000 R 2350 W
December 1999
17
移动车架
DIGITAL REVOLUTION - CONCEPT
December 1999
18
送丝机小车
DIGITAL REVOLUTION - CONCEPT
f [Hz] 100k
December 1999
4
全数字焊机框图
面板
送丝机
RS485 HOST
主控制系统
AD AD
DSP
焊接参数 数字信号处理
逆变电源
+-
分流器
December 19995数字化焊机(不带脉冲)
TS 4000 / TS 4000 C
TS 5000 / TS 5000 C
DIGITAL REVOLUTION - CONCEPT
December 1999
29
焊接电弧
Us [V] 60
50
40
脉冲电弧
30
旋转电弧 喷射电弧
20
10
短路过渡电弧
0
100 200 300 400 500 600
Is [A]
December 1999
30
引弧
I
I
t
常规引弧
DIGITAL REVOLUTION - CONCEPT
t
数字化引弧
December 1999
0,8 1,0 1,2 ---0,8 1,0 1,2 ---0,8 1,0 1,2 ------- 1,0 ---- ---0,8 1,0 1,2 ------- ---- 1,2 1,6 ---- ---- ---- 2,0
DIGITAL REVOLUTION - CONCEPT
270 Ampere 27 kg
DIGITAL REVOLUTION - CONCEPT
December 1999
14
VR 7000送丝机
DIGITAL REVOLUTION - CONCEPT
December 1999
15
VR 2000送丝机
7,9kg D 200 spool
2-rolls system Flowmeter
December 1999
December 1999
19
双送丝机
DIGITAL REVOLUTION - CONCEPT
December 1999
20
HUMAN 4000
DIGITAL REVOLUTION - CONCEPT
December 1999
21
遥控器
TR2000
TR4000
TR4000 C
DIGITAL REVOLUTION - CONCEPT
31
短路过渡
U
I
2 1
3 4
1
2
3
t
t
4
December 1999
32
短路过渡
可控硅焊机
数字化焊机
December 1999
33
特有的波形
I
IC rit Im ean
t
December 1999
34
收弧过程
vD I
常规
t
数字化
December 1999
35
收弧
普通收弧
数字化收弧
December 1999
December 1999
6
标准面板
4.0 21.3
DIGITAL REVOLUTION - CONCEPT
December 1999
7
全数字焊机(带脉冲)
TPS 4000 / TS 4000
TPS 5000 / TS 5000
DIGITAL REVOLUTION - CONCEPT
TPS2700