福尼斯焊机故障代码表
CMT trouble shooting cmt焊机焊枪常见故障解决
福尼斯焊机问题解答
压力调节器错误 Change the gas pressure regulator 措施:更换压力调节器 Cause : the gas hose is not connected, or is damaged or kinked 原因:软管未连接,或损坏打结 Remedy: fit gas hose,lay out straight or change 措施:连接,更换 Cause; Welding torch is fauty 原因:焊枪错误 Remedy : exchang the welding torch 措施:更换 Cause; gas solenoid valve in the CMT feeder is faulty 原因:CMT 内单向气阀错误 Remedy: exchange the gas solenoid valve in the CMT feeder 措施:更换
措施:确保到工件的良好连接
Cause: not enough shielding gas,or none at all 原因:保护气体不足,或没有 Remedy check the pressure regulator,gas hose,gas solenoid valveand torch gas connection.on gas-cooled welding torches,inspect the gas seals, use a suitable inner liner. 措施:检查压力调节器,软管,密封,使用合适的送丝管 Cause connections leaking 原因:连接有泄漏 Remedy :tighten connections 措施:拧紧
No shielding gas 无保护气 All other functions are OK 其他功能正常 Cause : the gas cylinder is empty 原因:气罐空了 Remedy: change the gas cylinder 措施:更换 Cause ; gas pressure regulator is faulty
NIMAK焊机故障报警信息

NIMAK焊机故障报警信息及故障原因和解决处理方法01Synchronizing voltage error记述:电压同步错误原因1:电源开关断开。
(急停被置)处理方法:合上电源。
原因2:电力保险损坏。
处理方法:更换保险。
原因3:控制变压器电源单元保险损坏。
处理方法:如果可能更换电源单元或检查并更换保险。
02 Unassigned无赋值(无指派)locked03 Program记述:程序被锁原因: 启动了有病的焊接程序,或许在焊接规范中正确的数据不能呈现。
处理方法:核对确定数据下载到规范中的历史纪录,核查确定相应得体的规范数据备份,如果不是这情况,替换这规范并把正确的数据下载到焊控器中。
module′s battery is empty04 The记述:焊控器的电池用空。
(模块里没有放置电池)处理方法: 更换电池。
无赋值05 Unassigned06 No electric current setpoint value记述:没有输入电流值。
07 Emergency stop has been op e rated记述:已操作急停。
(突发情况阻止已经执行)24v 电源自动空开断开,急停线路断路。
08 Measuring circuit open记述:测量线圈开路。
原因:电流线路传感器不通。
测量线路不通。
测量传感器不通。
09 Measuring circuit sho r t circuit记述:测量线圈短路。
原因:电流传感器或它的线路短路。
11 End of electrode life记述:电极头生命结束。
原因:编程中最多点数超出或计数器点数超出。
解决方法:删除没必要的计数器。
10 Unassigned 无赋值12 Externalerror记述: 外部错误。
原因1:相关的信号源显示错误,一个低能量在多功能输入呈现。
(水流量开关)解决方法:诊断相关的错误信号源,例如:水流开关确保适量的水流量。
故障代码新
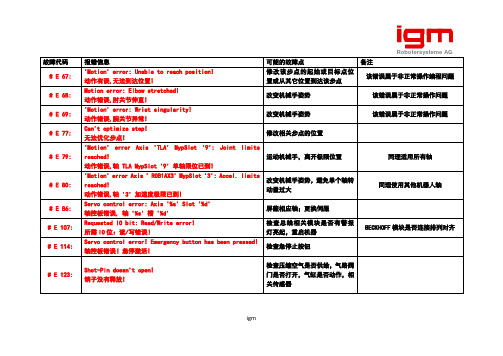
动作错误,轴TLA MypSlot '9'单轴限位已到!
运动机械手,离开极限位置
同理适用所有轴
# E 80:
'Motion' error Axis ' ROB1AX3' MypSlot '3': Accel. limits reached!
错误:发送语法设置至ALF失败!?!
常为偶尔的软件故障,重启机器
# E 368:
Action not allowed outside of active ShiftBlock:
在位移块外动作不被允许:
重置位移信息(ALT+T)后再到达需要位置
# E 381:
One or more used axes are not calibrated!$$(cal:0x%x, mask:0x%x)
Water fault!
水故障!
检查水循环是否正常;水流监测传感器指示灯是否正常。
对于循环水管路较长、内存有空气的情况下,需排除管内气体。
# E 167:
Can't access power source!
没有检测到焊接电源!
焊接电源是否打开,焊机后部的总线模块是否有红灯警报
# E 177:
Invalid Seamsensing starttriangle (geomertry)!
动作错误,肘关节伸直!
改变机械手姿势
该错误属于非正常操作问题
# E 69:
'Motion' error: Wrist singularity!
焊机故障代码
job Master 焊枪温度传感器故障
更换 jon master 焊枪
68 Err 068
次级安全保护回路切断
更换TTS PC 板
69 Err 069
焊接过程中;非法改变焊接模式或参数
重新引弧
数字式保护气流量检测装置问题;1:没有找到传感器
70 Err 70.x 2:没有保护气3:校正错误4:电磁阀短路或断路。5;
BPS 板配置故障。 1: 配置没找到 2:check sum 故 障 3:CFM 故障 5:未知型号板 8:未定义 UST 板
检查扁平电缆;更换BPS 板
交流发生器板配置故障。 1: 配置没找到 2:check
25 Err 25.x sum 故障 3:从没有测试 4:测试失败 5:未知型号
更换TTS 板
检查 local net;软件升级
74
75
76
77
Err 77.x
电机电流故障。 X: 7 送丝机马达电流过高。 8:拉 丝机马达电流过高。
检查送丝管;导电嘴;马达; 或更换SR41 板。
78
E-stop
急停激活。
检查急停回路
79
100 Und Opc
101 Prt Fit
102 III Opa
103 III Ina
BPS 50 板。
备注
等待机器冷却下来。检查冷却
8
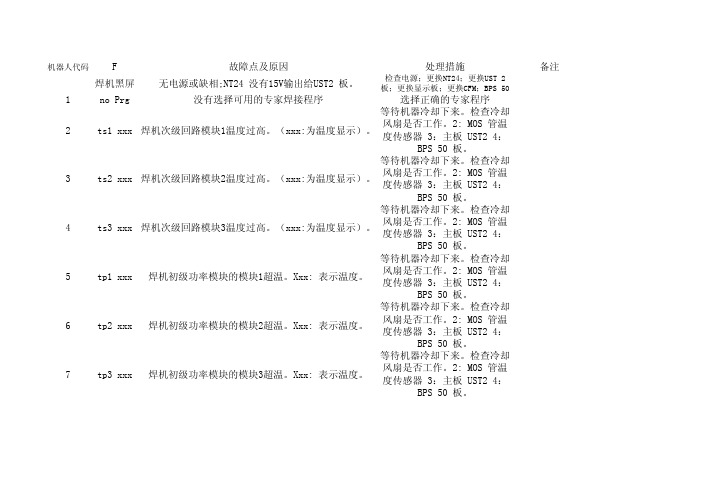
tp4 xxx
焊机初级功率模块的模块4超温。Xxx: 表示温度。
风扇是否工作。2: MOS 管温 度传感器 3:主板 UST2 4:
BPS 50 板。
等待机器冷却下来。检查冷却
9
tp5 xxx
焊机初级功率模块的模块5超温。Xxx: 表示温度。
TPS(奥地利福尼斯)焊机使用说明书
改装焊机
如果没得到制造厂商的许可,最好不要对焊机 作任何的改装、安装附件及修改。 及时换下不合格的元件。
备用件和易损件 使用 Fronius 厂的原装备用件和易损件。那些其 它厂家的元件,无法确定他们是否能满足那些 特殊设计要求及其它耐压、安全方面的性能。 在定购备用件时,请注明确切的名称和相关的 零件号,在备件表中给以特定的说明。同时, 请提供焊机的机身号。
第二层设置菜单--------------------------------44
控制面板(Standard) 控制面板(Comfort0
参数“2nd”----------------------------------------45
MIG/MAG 普通/脉冲焊 TIG 焊 手工电弧焊
推拉丝系统--------------------------------------45 推拉丝系统故障代码--------------------------48 测量焊接回路电阻 r---------------------------49 测量焊接回路电感 L---------------------------49 保养和维护--------------------------------------50 故障分析-----------------------------------------51 技术数据-----------------------------------------55
TS4000/5000 和 TPS2700/4000/5000 电源 FK4000 和 FK4000R 水箱 VR4000/C,VR7000,VR2000 送丝机
3
[安全守则]
概述
此类型焊机是遵照焊机技术规定制造的,符合所有 安全规定。但错误的操作或者滥用焊机则将导致如 下危险:
新故障代码

第二层菜单“Ito”功能启 用时 使用水压开关选项时 当焊机与机器人接口或 Fieldbus连接使用时
第 1 页,共 6 页
珠海福尼斯技术部(0756-3324121/3324174 )
Efd 12.2 off (无显示)
不常见的代码
30
从拉丝马达处无实际转速输出 LicNet连接故障(在升级时会显示) 无电源或缺相
让电源冷却下来,必要的话检查风扇是否运行 更换UST板 剪掉凝入部分,此错误信息不需顾虑 换一卷新焊丝,按Setup/Store(21)键可忽略Err | 使用“焊丝末端检测” 056 器选项时 更换新的气瓶并打开其上的气阀/气流计;按 Setup/Store键可忽略no|GAS 核查焊接参数.重新起弧.检查焊接地线是否接妥. 当第二层菜单里的 Arc=ON时 检查次级电路,包括TP4CEL40电子板 保护切断:关闭门接触器 检查应用是否合适 让TP08遥控器冷却下来.更换TP08 检查机器人接口,升级软件,更换机器人接口 更换水箱温度传感器 让水箱冷却下来.打开水箱清洁热交换器 让焊枪冷却下来,检查水循环系统 更换 更换TTS板 重新起弧 1、检查线缆,更换气阀。2、检查供气(最少 2bar)。3、如果没有气体或太少,更换气阀。4、 更换气阀和气体传感器。5、检查线缆,更换气阀。 检查焊缝 消除该故障代码:关机重开,如有必要恢复或维修 LHSB连线。 检查UST板和RCU之间的连接。 A、检查送丝管及导电嘴。B、检查马达,否则更换 之。C、更换SR41板。 闭合安全电路 重新调整压力 重新调整压力 检查焊枪上控制线,否则更换缓冲器内电路板。 检查线路 检查线路
与机器人联用时 使用自动调温选项时 使用自动调温选项时 使用JobMaster焊枪时 使用JobMaster焊枪时 TT/MM2200/MW1700 使用数字化气流控制器 时(等离子发生器内 置) 使用RCU5000时 仅在焊机并联使用或组 合成双丝焊时出现 使用RCU5000时
福尼斯焊机参数调节说明

福尼斯焊机参数调节说明
1.Job:要调节的Job:0-99=作业号
2.P :功率更改…通过调节送丝速度更改焊接功率
3.AL.1:弧长修正1,弧长修正。
焊接电压的+/-30;当启用协同脉冲功能时,AL.1 指基值弧长修正。
峰值弧长修正需调节参数AL.2。
4.dYn:直流或脉冲焊时的电弧吹力、电感调节:+/-5
5.GPr:预送气时间…0 –9.9s
6.Gpo:滞后停气时间…0 –9.9s
7.Fdc:缓送丝,用于SFi 无飞溅起弧附选功能时
8.Fdi:点动送丝速度
9.bbc:焊丝回烧修正…+/-0.20s
10.I-S:起弧电流,焊接电流的0-200%
11.SL:衰减时间:0.1-9.9s
12.I-E:收弧电流,焊接电流的0-200%
13.t-S………….起弧时间
14.t-E………….收弧时间
15.SPt:点焊时间0.1-5.0s
16.F:频率用于协同脉冲选项,OFF或0.5-5Hz
17.dFd:脉动送丝速度调节协同脉冲的功率变量,通过送丝速度调节:0.0-2.0m/min
18.AL.2:峰值弧长修正+/-30%
19.Tri:扳机顺序转换焊枪操作模式:2 步式,4 步式,特殊2 步式,特殊4 步式及点焊模式。
福尼斯 焊机故障分析和维护
数字化焊机故障分析和维护谢瑞林珠海福尼斯焊接技术有限公司技术中心珠海市吉大园林路信海大厦12楼福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护TPS方框原理图方框图解析福尼斯焊接设备维修及维护方框图解析(续)福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护旧式是滤波板滤波盒福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护 检查BPS板上的继电器是否有触点接触不良12V/DC30A被烧坏的继电器我们在实践中曾经对三相电源中每一相进行实验,它有三种现象,分别如下:A:如果是正好在Err049检测这相,那么就能报警.显示Err049 B:如果缺的是另外两相,现象如下:a开机没有显示一种现象b另一种现象是小电流能焊接或焊丝不熔化.福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护拔除插头(电源输入端)两组55V/DC电源输出福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护(续050)UST2C 主控板订货号:4.070.960此板是机器的主控板,电压不平衡也是经它处理给出。
所以如果这板有问题也会出现Err050.福尼斯焊接设备维修及维护(续050)NT24订货号:4.070.626X2X1此板的电源是也是有BPS 板供给,所以此板有问题也会引起Err050,以前有碰到开关管被击穿的现象.此板输出24V/DC电压福尼斯焊接设备维修及维护(续050)电容3300uf 430V/DC41.0005.0288实物图电容接线图首先看是否有接线端烧坏的情况,螺丝没拧紧的现象,否则更换电容,一般情况下,如果更换电容,需两个同时更换。
对这种大容量的极性电容检测通常是通过对其用24V/DC 电源进行充放电,如果可以充放电,而且切断电源后,电压不往下降则是为正常.这样只能检查是否短路或是否可以充电,但是如果容量变化,则测不出。
福尼斯焊接设备维修及维护(续050)电源逆变板---BPS如果通过更换NT60、NT24、UST2C 、电容都不能解决问题,则要检查BPS 板,但是拆卸BPS 板比较麻烦,所以一定要仔细,甚至做好笔记。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从送丝马达处无实际转速输出
检查推丝马达速度实际值检测装置,及其电缆或更换
EFd | 12.2
从拉丝马达处无实际转速输出
检查拉丝马达速度实际值检测装置,及其电缆或更换
Err | Eto St1 | E 1/3/5(开
路校准) St1 | E 2/4/6(开
路校准) St2 | E 7(啮合
校准) St2 | E 8/12(啮
66 JobMaster焊枪过温
行走小车控制) 让焊枪冷却下来,检查水循环系统
使用JobMaster焊枪时
5,6,7,8, 电源初级电路过温(xxx 给出的是温度显示)
让电源冷却下来,检查风扇是否工作
9
10 电源初级电路过温BPS板上的温度传感器触发(xxx 给出的是 让电源冷却下来,检查风扇是否工作
更换
使用JobMaster焊枪时
40 Licence key损坏
检查Licence key,检查并重新输入授权密码
使用Licence key时
53 地线电流监控器启动了电源保护断路器
关掉电源,10秒钟后再开。如若试过多次还有此错
误显示,排除接地问题,安装与地绝缘的装置
11 次级温度传感器损坏
更换次级侧的温度传感器
温度显示)
2 次级传感器1过温
让电源冷却下来,检查风扇是否工作
3 次级传感器2过温
让电源冷却下来,检查风扇是否工作
3-5
2022/2/24 李帆
tS3 xxx (xxx 给出的是温度 显示) tSt xxx (xxx 给出的是 温度显示) US | POL
4 次级传感器3过温 33 控制电路过温(UST板上的传感器) 37 次级电压(Usec)测量系统极性倒转或损坏
4 气阀:断路或短路
4 更换气阀和气体传感器
5
5 气阀没能被找到 65 水箱过温 58 断弧监控器检测到断弧现象
检查线缆,更换气阀 让水箱冷却下来.打开水箱清洁热交换器 核查焊接参数.重新起弧.检查焊接地线是否接妥.
使用自动调温选项时 当第二层菜单里的Arc=ON时
57 “送气监控”装置没检测到气压
Err | EPF Err IP
Err | Jo Err | Lic Err | PE
Err tf1 Err tf2 Err tf3 Err tf4 Err tf5 Err tf6 Err tf7 Err tf8 Err 027 Err | 049 Err | 050 Err | 051 Err | 052 Err | 054 Err | 056
Err | 059 Err | 060 Err | 062 Err | 068 Err | 069 Err 23.x
Err 24.x
18 DSP输出的内部故障
升级,否则更换UST板或更换BPS板
72 当电源组成并联使用(参数P-C设为ON)或组成Time Twin 消除该故障代码:关机重开,如有必要恢复或维修 仅在焊机并联使用或组合成双
检查实际值拾取器和与之相连的线缆的连接情况,如
有必要,更换 63 接机器人接口时出现的故障:xx和y参照机器人接口故障代码 检查机器人接口,升级软件,更换机器人接口
与机器人联用时
表
61 仅为DSP5000所有:DSP检测到电弧异常
检查应1-用5 是否合适
2022/2/24
李帆
Err BPS Err Cfg
更换水箱温度传感器
使用自动调温选项时
27 某一个VCC电压值超出范围
测量NT24板上的直流24V电压,否则更换UST 板
49 相位错误
检查主保险,主供电线,主插头
50 中间电路平衡故障
更换中间电路的电容或更换NT24/BPS 25/42/50板
51 供电电压过低:电压降到允许范围之下(+/-15%)
60 仅为DSP5000所有:SITRE1A因为门接触器打开启动保护开关 保护切断:关闭门接触器
62 TP08遥控器过温 68 次级电路保护切断器工作 69 在焊接过程中改变操作模式或焊接工艺选择
让TP08遥控器冷却下来.更换TP08 更换TTS板 重新起弧
TT/MM2200/MW1700
23 UST2B板上的CFM故障,x表示:
EFd | 9.2
30 送丝机马达卡死或损坏 30 外部供电电压在允许范围之下
检查/更换送丝机马达 检测NT60板的供电电压
EFd | 12.1 EFd | 12.2 EIF | xx.y Err | Arc
30 送丝机马达处无实际转速反馈
检查实际值拾取器和与之相连的线缆的连接情况,如
有必要,更换
30 推拉丝系统马达处无实际转速反馈
25 交流发生器上的CFM故障,x表示:
更换TTS板
TT/MM2200/MW1700
1 CFM没能被找到
2 检测错误
3 从未经过测试
4 测试不合格
5 未知型号的电子板 26 UST2B板上的CFM故障,x表示:
1 CFM没能被 检查CfhMem是否与连接线及插头处连接牢靠,必要
找到
2 检测错误
的话重新接牢。如还不行,将其拆下,发回
合校准) St2 | E 9/13(啮
合校准) St2 | E
10/14(啮合校 St2 | E 11(啮合
校准) St2 | E15(啮值不正确(送丝马达) 速度值不正确(推-拉马达) "开路校准"没被执行 速度值不正确(送丝马达) 速度值不正确(推-拉马达) 马达电流超出允许范围 "啮合校准",除开驱动元件 推-拉机构电流超出允许范围
核查供电电压
52 供电电压过高:电压升到允许范围之上(+/-15%)
核查供电电压
54 焊丝凝入焊池
剪掉凝入部分,此错误信息不需顾虑
56 “焊丝末端检测”器检测到了焊丝末端
换一卷新焊丝,按Setup/Store(21)键可忽略Err | 使用“焊丝末端检测”器选项
056
时
59 次级电路过压:保护切断
检查次级电路,包括TP4CEL40电子板
1 CFM没能被 升级软件,否则更换UST2B板
找到
2 检测错误
3 CFM不能工作
5 未知型号的电子板
8 验证错误(用UST1 24 BPS板上的CFM故障,x表示:
1 CFM没能被找 检查排线,否则更换BPS板
到
2 检测错误
3 从未经过测试
5 未知型号的电子板
8 验证错误(用UST1替换了US
2-5
12 初级温度传感器损坏
更换初级侧的温度传感器
13 温度传感器损坏
检查连线,更换温度传感器
14 温度传感器损坏
检查连线,更换温度传感器
15 温度传感器损坏
检查连线,更换温度传感器
16 BPS板损坏,或BPS板上的线缆有问题
检查BPS上更换BPS板
34 UST板上的温度传感器损坏
更换UST板
64 水箱的温度传感器损坏
Digital时(参数T-C设为ON)时.当焊机开机后,焊机不能检测 LHSB连线.
丝焊时出现
到LHSB连接(LHSB连线断开或损坏) 22 在Flex预检期间出错
升级,否则更换UST2板
19 DSP报告初级过载
检查次级功率模块,更换初级功率模块或输出端保
护二极管
67 JobMaster温度传感器损坏
1 在引导程序执行期间有暂停 在引导程序执行期间出现EOF故障 据通道错误(选择功率模块) 通道错误(选择功率模块) 5 在执行紧急停止命令期间有暂停 35 内部故障(版本冲突)
升级,否则更换UST2板 升级,否则更换UST2板 2 3数 4 COM
升级,否则更换UST3板
dSP | nSy
29 内部故障(版本冲突)
St1/St2 | E16(普通)
推-拉机构校准被中断,按了焊枪扳机使之急停
重新开始推-拉机构的校准
以下的故障代码属于软件方面的故障.凡出现这些代码时,可从焊机面板上获取进一步的信息.按参数选择键(上/下),可进入以下各层显示: 第一层(如:"Und Opc"):显示故障代码(自动显示) 第二层(如:"CS01"):显示区段(按一下参数选择键) 第三层(如:"IP3456"):指令指示器(再按参数选择键) 注意: 请将各层显示的信息记录下来发给Fronius,以便Fronius缩小故障检查范围
3 CFM不能工作
5 未知型号的电子板 FRONIUS 奥地利并附上机器的机身号
8 验证错误( 31 EEProm存储器出错
升级软件,否则更换UST2板
70 接数字化气流控制器时出错,x表示:
1 传感器没能被找到
1 检查线缆,更换气阀
2 无保护气
2 检查供气(最少2bar)
3
3 标度错误
如果没有气体或太少,更换气阀
更换新的气瓶并打开其上的气阀/气流计;按
39 冷却系统的流量监测装置检测到冷却液流量不足
Setup/Store键可忽略no|GAS 检查冷却液面高度和回流量大小
使用水压开关选项时
55 “暂停”功能启动:在设置目录设定的送丝长度以上将无电 截短焊丝;反复的按焊枪开关;清洁工件表面;必 第二层菜单“Ito”功能启用时
尽可能使导丝管笔直;检查其内有无堵塞物;检查
8.1
推-拉机构的齿轮压力
30 送丝机马达卡死或损坏
检查/更换送丝机马达
EFd | 8.2 EFd | 9.1
30 送丝系统故障(送丝驱动过流) 30 外部供电电压在允许范围之下
尽可能使导丝管笔直;检查其内有无堵塞物;检查
推-拉机构的齿轮压力 检测NT60板的供电电压