技术工人技能等级标准和工时工资级别
机修车间员工技能工资的说明
机修车间员工技能工资的说明第一篇:机修车间员工技能工资的说明机修车间员工技能工资的说明为了鼓励机修车间每个员工的工作积极性、主动性,提升员工的服务态度和提倡员工的优质服务,提高整体素质,克服“平均主义”、“大锅饭”的现象,根据公司的有关精神,对机修车间的工资进行调整,情况如下:一、员工工资的组成1、工资由四部分组成,基本工资+职贴+技能工资+安全奖+绩效工资。
2、基本工资:每个员工都相同,定为765元。
3、技能工资:① 目的:为了体现员工的技能水平,并鼓励员工学习技能的热情,争取在工作能独单一面地做好工作。
② 技能定级标准:技能工资分为三个档次,一级735元,占总员工数的30%,二级635元,占总员工数的40%,三级535元,占总员工数的30%。
③ 车间主任的技能工资由公司确定,不占员工的份额。
④ 公司暂定6个月调整一次,员工认为自己的技能已经提升,可以申请技能工资升级。
⑤ 车间主任按档次和比例重新调整每个员工的技能工资。
⑥ 新员工转正的工资有部门确定,然后报领导审核,不允许搞平均主义,应该根据实际技能、工作态度等拉开档次。
(按定级标准)4、安全奖:按公司现在有办法执行。
5、绩效工资:① 来源:公司根据产量情况,计算机修车间的绩效工资总额。
② 绩效工资的考核,参照机修车间考核办法执行。
车间主任的绩效工资单独计算,由公司负责。
③ 考核后的余额下发后,车间主任根据员工的工作表现,实行二次分配。
④二、每个员工的每月工资情况,需送设备领导审核后送财务。
2008年6月25日第二篇:机修车间工资分配考核办法机修车间工资分配考核办法目的:为了更好的加强设备维修的管理,加强设备的预防性修理,加强设备的维护保养和设备日常检查,降低设备的故障率,更好体现设备为生产服务的宗旨,根据绩效考核的激励原则,提高设备维修人员的积极性并结合尼科公司的实际情况,特制定本办法。
方法:根据尼科公司的现行工资分配方法主体不变的情况下,本办法只考核维修工的效益工资。
工人技能等级评定方案

工人技能等级评定方案一、评定目的1.了解工人的技能水平,为企业选拔优秀人才提供依据。
2.激发工人学习技能的积极性,提高整体技能水平。
3.促进企业内部人才流动,优化人力资源配置。
二、评定对象1.全体在职工人,包括操作工、技术工、维修工等。
2.新入职工人,需在试用期结束后进行评定。
三、评定标准1.技能等级分为初级、中级、高级、技师、高级技师五个等级。
2.评定标准根据工种、岗位特点制定,包括理论知识、实际操作、创新能力等方面。
3.各等级评定标准如下:初级:掌握基本操作技能,能够独立完成工作任务。
中级:熟练掌握操作技能,具备一定的创新能力。
高级:具备丰富的操作经验,能够独立解决复杂问题。
技师:具备丰富的操作经验,能够指导他人解决复杂问题。
高级技师:具备丰富的操作经验,能够进行技术攻关,培养徒弟。
四、评定流程1.自我评定:工人根据自身技能水平,对照评定标准进行自我评定。
2.部门评定:各部门负责人根据工人实际表现,结合自我评定结果,进行部门内评定。
3.企业评定:企业成立技能评定委员会,对各部门评定结果进行审核,确定最终评定等级。
4.公示:将评定结果进行公示,接受全体员工监督。
5.颁证:对评定合格的工人颁发技能等级证书。
五、激励措施1.薪资待遇:根据技能等级,提高工人薪资待遇。
2.培训机会:为高技能等级工人提供更多培训机会,提升技能水平。
3.职业晋升:优先选拔高技能等级工人担任重要岗位。
4.表扬奖励:对技能等级评定优秀的工人给予表彰和奖励。
六、持续改进1.定期对评定方案进行评估,根据实际运行情况调整评定标准。
2.收集员工反馈意见,不断完善评定方案。
3.加强与行业内外企业的交流合作,借鉴先进经验,提升评定方案的科学性。
一份完善的工人技能等级评定方案,既能帮助企业选拔优秀人才,又能激发员工学习技能的积极性。
在实际操作过程中,我们要不断调整和完善方案,确保其发挥最大作用。
让我们一起努力,为企业的发展注入新的活力!注意事项:1.评定标准要公正透明,避免出现主观臆断的情况。
岗位技能等级工资方案
工程技术人员薪酬方案一、原则与假设1、同工同酬。
2、鼓励先进。
3、浮动工资。
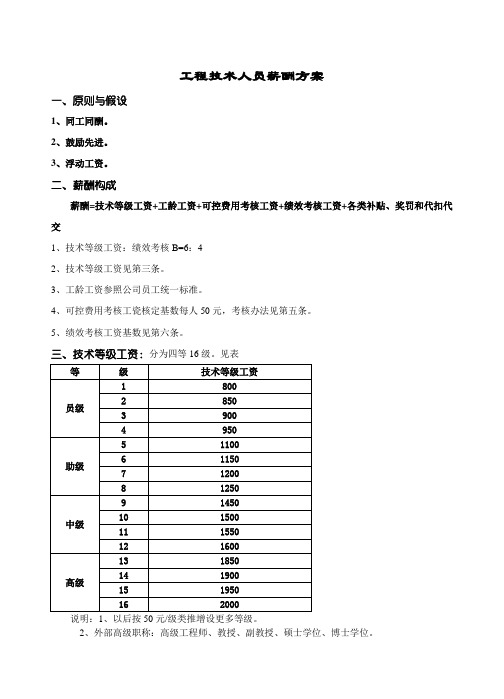
二、薪酬构成薪酬=技术等级工资+工龄工资+可控费用考核工资+绩效考核工资+各类补贴、奖罚和代扣代交1、技术等级工资:绩效考核B=6:42、技术等级工资见第三条。
3、工龄工资参照公司员工统一标准。
4、可控费用考核工瓷核定基数每人50元,考核办法见第五条。
5、绩效考核工资基数见第六条。
三、技术等级工资:分为四等16级。
见表说明:1、以后按50元/级类推增设更多等级。
2、外部高级职称:高级工程师、教授、副教授、硕士学位、博士学位。
外部中级职称:工程师、讲师、会计师。
外部助级职称:助理工程师、大学本科一年、相关专业大专毕业且工作三年。
外部员级职称:技术员、相关专业专科毕业且工作未满一年。
四、技术等级评定1、评定标准内部评定,外部职称做为依据。
A、对于有外部职称的人员1)获得内聘专业员级职称的人员,技术等级在1至2级之间评定。
2)获得外部专业员级职称的人员,技术等级在3至4级之间评定。
3)获得内聘专业助级职称的人员,技术等级在5至6级之间评定。
4)获得外部专业助级职称的人员,技术等级在7至8级之间评定。
5)获得内聘专业中级职称的人员,技术等级在9至10级之间评定。
6)获得外部专业中级职称的人员,技术等级在11至12级之间评定。
7)获得内聘专业高级职称的人员,技术等级可享受13至14级。
8)获得外部专业高级职称的人员,技术等级可享受15至16级。
B、对于内部职称的评定标准1)在公司技术岗位工作一年内的人员,技术等级在1-4级之间评定。
2)在公司技术岗位工作一年内的且为工作服务满三年以上的人员,技术等级在2-5级之间评定。
3) 在公司技术岗位工作1-3年的且为工作服务满三年以上的人员,技术等级在4-7级之间评定。
4) 在公司技术岗位工作3-5年的人员,技术等级在6-9级之间评定。
5) 在公司技术岗位工作3-5年的且为工作服务满五年以上的人员,技术等级在8-11级之间评定。
专业技术岗位八至十级工资标准
专业技术岗位八至十级工资标准在我国的专业技术岗位中,八至十级工资标准是一个备受关注的议题。
这一标准直接关系到许多从事技术工作的人们的薪酬水平,对个人的生活质量具有重要影响;另其涉及的政策与制度问题也反映出了我国在人才培养、激励机制等方面的现状和问题。
为了更全面地了解和思考这一议题,本文将从多个角度对专业技术岗位八至十级工资标准进行深入分析,并在此基础上提出个人观点和建议。
一、八至十级工资标准的核心内容八至十级工资标准是我国专业技术岗位薪酬的基本依据之一,其中包含了技术岗位分为八至十个级别,对应不同工资水平的规定。
这一标准通过对专业技术人员的工作能力、技术水平、工作经验等进行评价,将其分为不同级别,并给予相应的工资报酬。
这一制度在一定程度上能够激励技术人员不断提升自身专业水平,增强工作动力。
二、八至十级工资标准的现状与问题然而,目前我们也需要正视一些问题。
八至十级工资标准的划分是否与实际情况相符,是否能够客观、公平地评价专业技术人员的工作能力和水平,存在着一定的争议。
虽然工资标准在一定程度上考虑了技术水平和工作经验等因素,但是否能够充分体现市场供求关系、技术创新和价值创造等因素也亟需思考。
再次,随着经济发展和技术变革的不断推进,原有的薪酬体系是否能够适应新形势、新要求也需要认真思考。
三、个人观点和建议针对以上问题,我个人认为需要进一步完善八至十级工资标准。
在划分级别时,应该充分考虑专业技术人员的全面素质和综合能力,不仅要看重技术水平和工作经验,更要注重其对企业和社会的价值贡献。
在制定工资标准时,应该充分考虑市场供求关系,尽可能准确反映技术人员的市场价值,避免出现过高或过低的离散现象。
需要建立起灵活、公正的薪酬体系,注重激励创新和价值创造,鼓励技术人员不断提升自身能力,为企业和社会做出更大贡献。
总结回顾:通过对八至十级工资标准的全面评估和个人观点的阐述,我深刻认识到这一议题的重要性和复杂性。
八至十级工资标准不仅关系到个人经济利益,更关系到我国技术人才培养和激励机制的完善,需要我们进一步深入研究和思考。
专业技术职务岗位工资及薪级工资对照表(A4)
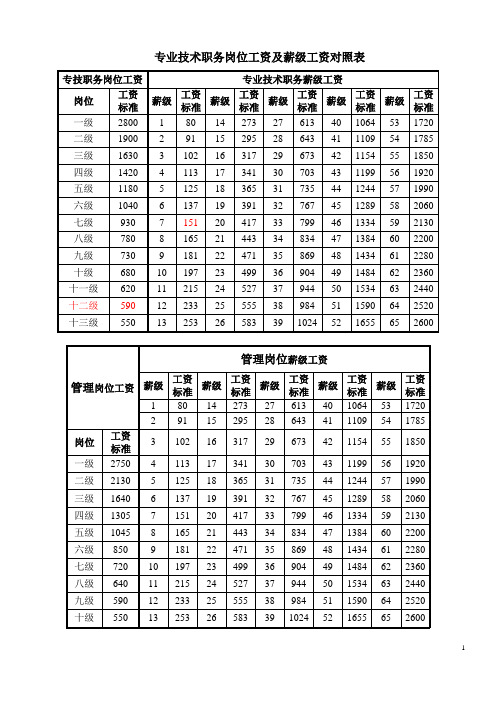
专业技术职务岗位工资及薪级工资对照表事业单位工作人员岗位工资标准对照表公务员职务工资标准表单位:元/月国家级副职3200省部级正职2510 省部级副职1900厅局级正职1410 1290 厅局级副职1080 990县处级正职830 760 县处级副职640 590乡科级正职510 480 乡科级副职430 410科员380 办事员3402007教师工资套改表及计算方法中学教师的总工资=岗位工资+薪级工资+(岗位工资+薪级工资)的百分之10+地方补贴1.岗位工资: 中学高级教师930元; 中学一级教师=小学高级教师=680元;中学二级教师=小学一级教师=590元; 中学三级教师=小学二级教师=550元.2.薪级工资: 中学高级教师=副高=(下表中的)第七级(副教授)中学一级教师=中级=(下表中的)第十级(讲师)中学二级教师=助理=(下表中的)第十二级(助理)中学三级教师=员级=(下表中的)第十三级(员级)薪级工资的确定方法:各位老师你们先由你们现在聘任的职称找到对应的级别,再以这个级别中你们现在聘任的职称的年限的对应时段作为横坐标,又以你们的工龄(工作前读大学的也算)的对应时段作为纵坐标,在表中即可找到你们的套改级别.和对应的薪级工资.3.(岗位工资+薪级工资)的百分之10,想必大家都会计算的!4.地方补贴: 各省不同2007教师涨工资套改,由岗位工资和薪级工资代替原来的职务工资、津贴工资,其他原享受的各种津贴如物福补贴、生活补贴、适当补贴等不变动。
1、岗位工资的套改:中学高级职称(或其他同级职称)一律按《事业单位专业技术人员基本工资标准表》套七级岗位,即930元,中学一级职称(或其他同级职称)一律套十级岗位,即680元,中学二级教师(或其他同级职称)套十二级岗位,即590元。
不分获得职称先后。
2、薪级工资的套改:根据“任职年限”和“套改年限”对照《事业单位专业技术人员薪级工资套改表》,得到薪级工资级别,再对照《事业单位专业技术人员(管理人员、工人)基本工资标准表》,得到薪级工资。
工勤人员技能等级工资标准
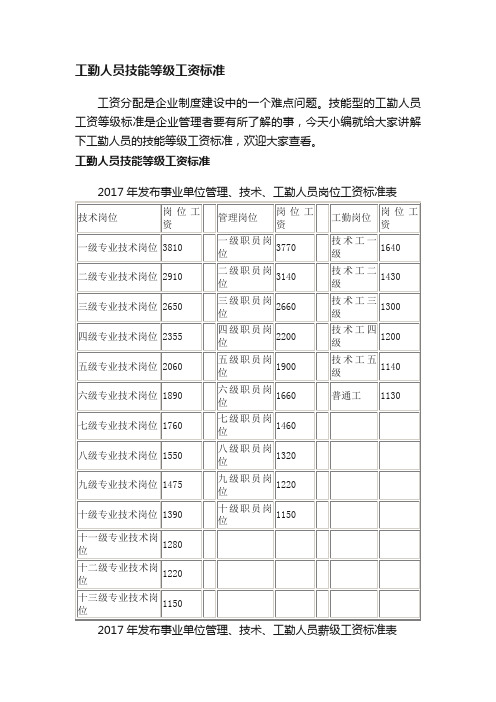
工资分配是企业制度建设中的一个难点问题。技能型的工勤人员工资等级标准是企业管理者要有所了解的事,今天小编就给大家讲解下工勤人员的技能等级工资标准,欢迎大家查看。
工勤人员技能等级工资标准
2017年发布事业单位管理、技术、工勤人员岗位工资标准表
技术岗位
岗位工资管理岗位岗位工资工勤岗位648
37
2147
1645
54
4152
4
230
200
21
874
693
38
2246
1714
55
4278
5
251
218
22
931
738
39
2345
1783
56
4404
6
275
236
23
993
788
40
2452
1855
57
4530
7
299
254
24
1061
838
41
2559
58
4656
8
327
275
25
1129
894
42
2676
59
4782
9
355
296
26
1202
950
43
2793
60
4938
10
387
320
27
1275
1006
44
2910
61
5094
11
419
344
28
1354
1066
45
3027
62
5250
服装厂工人技术等级划分方法
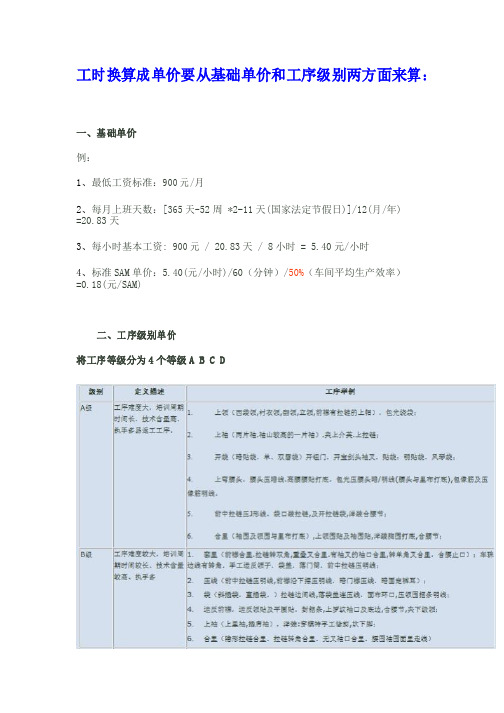
工时换算成单价要从基础单价和工序级别两方面来算:一、基础单价例:1、最低工资标准:900元/月2、每月上班天数:[365天-52周 *2-11天(国家法定节假日)]/12(月/年)=20.83天3、每小时基本工资:900元/ 20.83天 /8小时 = 5.40元/小时4、标准SAM单价:5.40(元/小时)/60(分钟)/50%(车间平均生产效率)=0.18(元/SAM)二、工序级别单价将工序等级分为4个等级A B C D工序级别基本工价A级=B级*1.20=0.207(元/SAM)*1.20=0.248(元/SAM)B级=C级*1.15=0.18(元/SAM)*1.15=0.207(元/SAM)C级=标准SAM单价=0.18(元/SAM)D级=C级/1.2=0.18(元/SAM)/1.2=0.15(元/SAM)以上数据只是一种参考,每个公司生产效率不同所以基础单价不同,工序级别分配不同所以单价也不同~A 级定义描述工序难度大,培训周期时间长,技术含量高,执手多易返工工序。
工序举例1. 2. 3.上领(西装领,衬衣领,翻领,立领,前襟有拉链的上帽),包光绕袋;上袖(两片袖.袖山较高的一片袖).夹上介英.上拉链;开袋(暗贴袋,单、双唇袋)开钮门,开宝剑头袖叉,贴袋:明贴袋,风琴袋;4.上弯腰头,腰头压暗线.高腰腰贴打底,包光压腰头暗/明线(腰头与里布打底),包像筋及压像筋明线,5. 6.前中拉链压J形线,袋口装拉链,及开拉链袋,洋装合腰节;合里(袖围及领围与里布打底),上领围贴及袖围贴,洋装胸围打底,合腰节B 级定义描述工序难度较大,培训周期时间较长、技术含量较高、执手多工序举例1.套里(前襟合里.拉链转双角,重叠叉合里.有袖叉的袖口合里,转单角叉合里,合腰止口);车珠边线有转角,手工运反领子,袋盖,落门筒,前中拉链压明线;2.压线(前中拉链压明线,前襟沿下摆压明线,暗门襟压线,暗固定裤耳);3.袋(斜插袋,直插袋,)拉链边间线,落袋盖连压线,面布环口,压领围捆条明线;4.运反前襟,运反领贴及平圈贴,封捆条,上罗纹袖口及底边,合腰节,夹下级领;5.6.上袖(上里袖,插肩袖),洋装:穿模特手工修剪,坎下脚;合里(隐形拉链合里,拉链转角合里,无叉袖口合里,腰围袖围面里走线)C 级定义描述工序较简单地,培训周期时间较短,执手少,工序举例1.拼缝(袖拼缝,侧拼缝,剪接拼缝),拉滚条(弧度较大及部分如:袖领围拉滚条,袖叉拉滚条),三线拷夹圈领圈,四线合缝,密拷边;2.运反(袋子四周,袋唇两端,里襟运反).模板运反(领子,袖英,袋盖),模板开袋,专机:暗挑脚,钉裤钩;3.压线(直/弯压明线,止口线,卷边/弯的用卷边压脚)里布环口压线,车袖窿棉条;4. 5. 6.双针车压线,珠边车压直/弯明线,暗定主唛,折定活褶,走缩袖山;手缝拼缝,手缝旗袍钩,手缝反左右,等手工制作工艺;中烫(腰头扣烫),烫形(领子、前襟运反、腰头、袖围领围运反烫形)。
工资等级制度—技术等级工资制(薪酬管理课件)
各等级工资标准=一级工资标准×各等ቤተ መጻሕፍቲ ባይዱ工资等级系数
自1985年起,我国开始把八级技术工人划分为初级工、中 级工、高级工三级。技术复杂的工种,在高级工之上延伸出 技师、高级技师两个等级。
初级工
中级工
高级工
技师
高级技师
工资等级 表
技术等级 标准
技术等级工资 制
工资标准
(一)工资标准
工资标准,亦称工资率,就是按单位时间(时、日、周、月) 规定的工资数额。
等级系数计算的公式是:
an﹦α1rn-1
式中:αn——求公比时最高等级的系数或倍数;求各等级 的系数时为所求该等级的系数。
α1——一级工的工资等级系数,为1。 n——求公比时最高等级数;求各等级系数时为所求该 等级级数 r——为该工资标准级差的公比。
等差数列
a1,a2,a3…an a2=a1*r a3=a2*r … an=an-1*r an=a1*rn-1
[例]设n为 8,αn为 3,求公比。
代入公式:3=1×r8-1 3=r7 r= 7 3 =1.17
技术等级工资制工资标准的计算
工资标准要依据工资等级系数、各等级工人数及可能支付的 工资总额计算,并应考虑劳动力市场的工资行情。
一级工资标准 =
用于技能工资的工资总额 本企业技能工资等级系数之和
式中:工资等级系数之和=∑(每级工资等级系数×每一等级工人数)
(2)工资等级差别,又称级差,是指不同等级的工资标 准相差的幅度。
级差有两种表示方法:
绝对金额
工资等级系数
例
一级工资标准1200元,五等级工资等级系数3.6,则:
:
如
五级工资标准= 1200元×3.6=4320元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、熟悉所在岗位及接口岗位的工作流程及原理。
4、对设备能做简单的维护保养。
从事本岗位工作1年以上。
18
18*206=3708
5
19
19*206=3914
中级工
1
1、在本岗位各种复杂情况下能熟练地进行调节和控制技术指标在先进范围内,保持生产良好。
2、在生产过程中,能正确判断故障现象及原因,并解决,保证生产正常运行。
4.编制多种焊接方法组合的焊接工艺规程。
5.各种高压、超高压容器及承受巨大冲击力构件的焊接。
6.任何焊接位置上的焊接。
7.复杂新产品的试制与质量鉴定。
8.解决焊接生产中的技术关键问题。
9.评定焊接材料的工艺性。
10.应用推广新技术、新工艺、新设备、新材料。
知识
要求
3
4
5
7
8
1.自用设备的名称、型号、规格、性能、结构、使用规则和维护保养方法。
4.复杂铸件的焊补。
5.高压、超高压容器及承受巨大冲击力构件的全位置焊接。பைடு நூலகம்
6.相应复杂程度工件的焊接和焊补。
7.可单独完成分级轮、过滤器、组焊等焊接操作;
8.能够进行焊接设备调试;
9.能够运用常用的焊接方法及各种常用及特殊材料进行焊接;
10.能够进行焊接结构的缺陷分析;
11.能够解决本职业较高难度焊接工艺难题;
技术工人技能等级标准和工时工资级别(讨论稿)
职等
职级
操作技能概述
工作经验
工时工资
月工资标准
(元)
学徒工
1
1、基本了解本部门全部生产流程;
2、了解产品的基本工艺要求;
3、了解生产过程中各个工序以及岗位要求;
4、能正确地掌握本岗位基础操作,能按岗位操作法进行一般操作。
试用期
员工
14元
14*206=2884
10.堆焊的用途及操作方法,焊接缺陷产生的原因及防止、修补的方法。
11.常用焊接检验的方法,焊接缺陷的识别及评定的一般知识。
12.焊接缺陷的防止和返修方法。
13.生产技术管理知识。
1.中高级电焊工所有知识要求。
2.多种焊接设备的检修、调整、试车和验收方法。
3.焊接接头和新材料焊接性的试验方法。
4.焊缝强度的计算知识。
1、初级工需要掌握的知识。
2.常用碳钢的焊接方法,焊接材料和焊接工艺参数选择的知识。
3.常用焊接接头形式、坡口形式和坡口角度、根部间隙、钝边等的大小及其对焊接变形和焊接质量的影响。
4.一般焊件的焊接工艺过程及焊接缺陷返修的方法。5.常见焊接、产生原因、危害和防止方法。
6.高空、狭窄室内或容器内作业的基本知识。
1.所有中级级电焊工的工作实例。
2.板厚为10—16mm的中碳钢板及低合金强度钢板的对接焊缝,平、立、横焊位置的手工电弧焊,要求开V型坡口,单面焊双面成形。
3.板厚为10—20mm的中碳钢板及低合金强度钢板角焊缝(焊脚尺寸不大于最小试件厚度),平焊或横焊位置的手弧焊和气体保护焊。
4.直径为38—60mm、壁厚为3—6mm的低合金强度钢管对接,在水平固定和垂直固定位置的手弧焊。
3、根据产品缺陷,能够快速作出判断其产生原因并调整工艺和设备,保证生产质量稳定性。
4、能够独立完成产品的工艺调试和设备调整。
5、能分析生产情况,提出改进生产的合理化建议。
6、能独立进行产品特性和质量的测试
从事本职业工作3年以上;带出过1位中级工、3位以上能够独立操作的初级工。
27
27*206=5562
5、能了解与产品生产有关的新技术、新工艺、先进的操作方法及有关理论知识。
从事本职业工作5年以上;带出过1位中级工、3位以上
能够独立操作的初级工。
31
31*206=6386
4
32
32*206=6592
焊接工工时工资组成明细表
级别
学徒工
初级工
中级工
中高级工
高级工
工作
要素
工时工资分项(元)
工时工资分项(元)
2.自用仪器、仪表的名称、规格、用途、使用规则和维护保养方法。
3.自用工、夹、量具和防护用具的名称、规格、用途、使用规则和维护保养方法。
4.常用金属材料的种类、牌号、力学性能和焊接性能。金属热处理基本知识。
1.学徒工需要掌握的知识。
2.使用焊条、焊丝、焊剂、钨极的种类、牌号、规格、适用范围、使用和保管方法。
5.常用焊接工艺参数,各参数间的关系及其对焊接质量的影响,编制工艺规程的基本知识。
6.焊前预热、层间保温、焊后缓冷、后热、焊后热处理的概念及目的。
7.焊接接头的组成、特点,热影响区的组织、力学性能的变化及影响因素。
8.坡口形式选择的原则、加工方法及质量要求。
9.焊接变形与应力的基本概念,各种焊接变形与应力的产生原因、危害性及控制方法。
6 . 气焊,气割的安全使用。
7. 能够正确选择及使用焊条、焊丝等;
8.能够正确选择及使用焊条、焊丝9.能够正确使用焊机及焊接参数;10.能够组对及定位焊;
11.能够进行低碳钢及不锈钢单面焊对面成型;
12.一般常规桶、控制箱、法兰的独立焊接
1.所有初级电焊工的工作实例。 2.板厚为10—16mm的中碳钢板及低合金强度钢板的对接焊缝,平、立、横焊位置的手工电弧焊,要求开V型坡口,单面焊双面成形。
初级工
1
1、能正确地掌握本岗位操作,能按岗位操作法进行一般操作;
2、能处理常见的问题和较小的故障;
3、能按规定正确进行设备的定期维护保养,巡回检查,并能进行一般小修理工作。
从事本岗位工作半年以上。
15
15*206=3090
2
16
16*206=3296
3
17
17*206=3502
4
1、能够教熟练完成所在岗位的生产操作。
3
4
28
28*206=5768
高级工
1
1、通过设备运行情况,正确判断生产变化情况,熟练地控制技术指标在先进范围内,做到优质、高产、低耗。
2、及时发现并消除事故隐患,正确处理本部门重大事故,分析、判断事故发生的原因,并对所管的设备,在运行与使用中所发生的一切不正常情况下提出能否继续运行和使用,正确指出修理部位,提出预防措施。
4
23
23*206=4738
5
24
24*206=4944
中高级工
1
1、通晓掌握本部门机器设备的一般使用常识和维护知识。
2、通晓掌握产品的基本工艺要求。
3、通晓掌握生产过程中各个工序,熟悉班组管理概念。
4、通晓掌握本部门机器设备的一般使用常识和维护知识。
5、通晓掌握产品的基本工艺要求。
6、通晓掌握生产过程中各个工序,熟悉班组管理概念。
12.能够熟懂复杂的装配图;
13.能够将结构件下料、放样;
14.能够配合工艺、设计完成新产品开发、及提出合理建议;
15.能够指导焊工安全生产。
合计工时金额
14
17
21
7.安全技术规程。
8.机械加工常识和焊工电工基础知识。
1.常用焊接设备的种类、型号、性能、结构、使用规则和调整方法。
2.修理常用工具、夹具、胎具、保护用具的基本知识。
3.钢材焊接性的估算方法及不同自然条件对焊接性影响的一般知识。
4.焊条药皮、焊剂、焊丝、钨极、保护气体的主要化学成分、作用及选用焊条、焊丝和焊剂的原则.
3.板厚为10—20mm的中碳钢板及低合金强度钢板角焊缝(焊脚尺寸不大于最小试件厚度),平焊或横焊位置的手弧焊和气体保护焊。
4.直径为38—60mm、壁厚为3—6mm的低合金强度钢管对接,在水平固定和垂直固定位置的手弧焊。
5.板厚大于4mm的奥氏体不锈钢板对接焊缝的氩弧焊。
6.相应复杂程度工件的焊接、焊补。
2.常用焊接设备、及辅助设备的正确使用和维护保养。
3.修理、改进自用的工、夹具。
4.看懂焊接部件图,绘制一般零件草图。
5.焊条工艺性能试验。
6.圆筒件内、外环缝及纵缝的焊接。
7.高压容器和承受冲击力的产品部件平、立、横焊位置的焊接。
8.分析焊接缺陷产生的原因并返修至合格。
1.中级电焊工所有技能要求。
5.板厚大于4mm的奥氏体不锈钢板对接焊缝的氩弧焊。能够正确选择无极氩弧焊工艺;
6.相应复杂程度工件的焊接、焊补。
7.能够对低合金、奥氏体不锈钢的焊接
8.能够选择奥氏体不锈钢焊接材料和工艺
1.中高级电焊工的所有工作实例。
2.承受低、中、高、超高压管子、管道的任何规格、任何位置的焊接。
3.异种金属的各种接头形式、任何规格及任何空间位置的焊接。
3. 电动工具的安全使用(如手枪钻,电锤,角磨机等)。
4.气焊,气割的安全使用。
1.板厚为10—面成14mm低碳钢板的对接焊缝,在平焊、横焊位置进行手弧焊,要求开V形坡口,单面焊双形。
2.直径大于89mm、壁厚小于12mm的低碳钢管对接水平转动的手弧焊。
3.能够正确识图;能够识别金属牌号;
5 . 电动工具的安全使用(如手枪钻,电锤,角磨机等)。
29
29*206=5974
2
30
30*206=6180
3
1、通晓本部门生产过程及原理,技术控制指标制订的依据和意义。
2、通晓对产品生产有关影响因素及理由。
3、通晓机器设备一般技术理论和产品生产用原料及中控分析的基本原理。
4、通晓本部门全部生产过程的主要设备的材质、构造、性能、作用及各项设备的检修间隔期,修理内容和拆装修理的技术要求。
6.做好焊前的准备工作,对焊件进行正确的预热与温度测量。
1.学徒工所涵盖的技能要求都要掌握。