PLC课程设计机械手电气控制系统设计
机械手的PLC控制-PLC课程设计
一、要求机械手的PLC控制1.设备基本动作:机械手的动作过程分为顺序的8个工步:既从原位开始经下降、夹紧、上升、右移、下降、放松、上升、左移8个动作后完成一个循环(周期)回到原位。
并且只有当右工作台上无工件时,机械手才能从右上位下降,否则,在右上位等待。
2.控制程序可实现手动、自动两种操作方式;自动又分为单工步、单周期、连续三种工作方式。
3.设计既有自动方式也有手动方式满足上述要求的梯形图和相应的语句表。
4. 在实验室实验台上运行该程序。
二参考1. “PLC电气控制技术——CPM1A系列和S7-200”书中212页“8.1.3机械手的控制”2. “机床电气控制”第三版王炳实主编书中156页“三、机械手控制的程序设计”。
3.“可编程控制器原理及应用”宫淑贞徐世许编著人民邮电出版社书中P168—P175例4.6。
其中工作方式时手动、自动(单步)、单周期、连续;还有自动工作方式下的误操作禁止程序段(安全可靠)。
注解:“PLC电气控制技术——CPM1A系列和S7-200”书中212页“8.1.3机械手的控制”例中只有手动和自动(连续)两种操作模式,使用顺序控制法编程。
PLC 机型选用CPM2A-40型,其内部继电器区和指令与CPM1A系列的CPM有所不同。
“机床电气控制”第三版王炳实主编书中156页“三、机械手控制的程序设计”。
本例中的程序是用三菱公司的F1系列的PLC指令编制。
有手动、自动(单工步、单周期、连续)操作方式。
手动方式与自动方式分开编程。
参考其编程思想。
“可编程控制器原理及应用”宫淑贞徐世许编著人民邮电出版社书中P168—P175例4.6。
其中工作方式有手动、自动(单步)、单周期、连续;还有自动工作方式下的误操作禁止程序段(安全可靠)。
用CPM1A编程。
这里“误操作禁止”是指当自动(单工步、单周期、连续)工作方式时,按一次操作按钮自动运行方式开始,此后再按操作按钮属于错误操作,程序对错误操作不予响应。
基于PLC机械手控制系统设计
基于PLC机械手控制系统设计工业机械手是一种高科技自动化生产设备,也是工业机器人的一个重要分支。
它通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
机械手作业的准确性和在各种环境中完成作业的能力,在国民经济各领域有着广阔的发展前景。
机械手技术涉及到力学、机械学、电气液压技术、自动控制技术、传感器技术和计算机技术等科学领域,是一门跨学科综合技术。
通用机械手是一种能够独立按程序控制实现重复操作的机械手,适用范围比较广。
由于通用机械手能够很快地改变工作程序,适应性较强,因此在不断变换生产品种的中小批量生产中得到了广泛的应用。
机械手的发展得益于其积极作用:一方面,它能够部分代替人工操作;另一方面,它能够按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和装卸;还能够操作必要的机具进行焊接和装配,从而改善了工人的劳动条件,显著提高了劳动生产率,加快了实现工业生产机械化和自动化的步伐。
因此,机械手受到了很多国家的重视,投入了大量的人力物力来研究和应用。
尤其是在高温、高压、粉尘、噪音以及带有放射性和污染的场合,机械手的应用更为广泛。
近年来,在我国也有较快的发展,并取得了一定的效果,受到了机械工业的关注。
机械手是一种能够自动控制并可重新编程以变动的多功能机器,具有多个自由度,可以搬运物体以完成在不同环境中的工作。
随着工业技术的发展,机械手的结构形式开始比较简单,专用性较强。
但现在,制成了能够独立按程序控制实现重复操作,适用范围比较广的通用机械手。
本文介绍了机械手的分类和应用,其中第一类是通用机械手,可以根据任务需要编制程序完成各项规定工作。
本项目要求设计的机械手模型也属于这一类,通过设计可以增强对工业机械手的认识,并熟悉掌握PLC技术、位置控制技术、气动技术等工业控制常用的技术。
机械手控制系统的设计步骤包括确定被控系统必须完成的动作和它们之间的关系、分配输入输出设备、设计PLC用户程序、对程序进行调试和修改,最后保存已完成的程序。
基于PLC机械手控制系统设计

2024-04-29
• 项目背景与意义 • 整体方案设计 • 硬件选型 • 程序设计 • PLC仿真 • 项目总结与展望
目录
Part
01
项目背景与意义
机械手控制系统优势
效率高、准确高
高生产自动化程度,有利于 提高材料的传送、工件的装 卸、刀具的更换以及机器的 装配等的自动化程度,提高 生产效率,降低生产成本
改善劳动条件
避免人身事故,代替人安全 地在高温、高压、低温、低 压、有灰尘、噪声、臭味、 有放射性或有其它毒性污染 以及工作空间狭窄等场合中 完成工作。
自动化程度高,成本低
采用PLC控制系统,实现远 程监控和自动调节,提高运 维效率,降低了人工成本。
Part
02
整体方案设计
系统硬件设计
plc选型 机械手的位置反馈是开关量控制,所需的I/0点数量并不多,所以使用一般 的小型plc的选择就可以了。由于所需要的 I/0 点数分别为 20 点和12 点, 因此本设计选用西门子S7-226来实现控制
2)通过下面一排拉杆模拟PLC输入信号,通过观察Q点输出亮灯情况检查程序。
组态制作
新建一个工程,触摸屏的类型选择TPC7062TD
2)制作主页面。
组态制作
在设备窗口中添加-通用串口父设备和西门子_S7200PPI
2)双击西门子_S7200PPI,增加设备通道,并且连接对应的数据库,是PLC与触摸屏互相通信。
Part
03
硬件选型
plc硬件接线图简图
选型与配置方案
PLC控制器
使用一般的小型plc的选择就可以 了。由于所需要的 I/0 点数分别 为 20 点和12 点,因此本设计选 用西门子S7-226来实现控制。
机械手PLC控制系统设计任务书
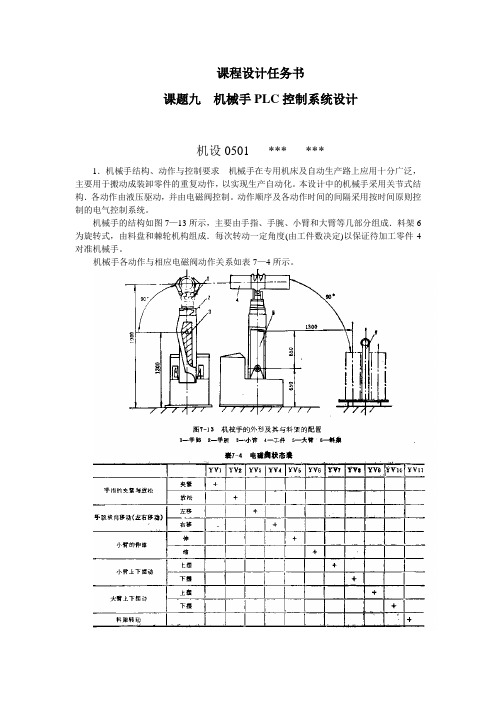
课程设计任务书课题九机械手PLC控制系统设计机设0501 *** ***1.机械手结构、动作与控制要求机械手在专用机床及自动生产路上应用十分广泛,主要用于搬动成装卸零件的重复动作,以实现生产自动化。
本设计中的机械手采用关节式结构.各动作由液压驱动,并由电磁阀控制。
动作顺序及各动作时间的间隔采用按时间原则控制的电气控制系统。
机械手的结构如图7—13所示,主要由手指、手腕、小臂和大臂等几部分组成.料架6为旋转式,由料盘和棘轮机构组成.每次转动一定角度(由工件数决定)以保证待加工零件4对准机械手。
机械手各动作与相应电磁阀动作关系如表7—4所示。
以镗孔专用机床加工零件的上科、下科为例,机械手的动作顺序是:由原始位置将已加工好的工件卸下,放回料架,等料架转过一定角后,再将来加工零件拿起,送到加工位置,等待镗孔加工结束,再将加工完毕工件放回料架,如此重复循环.具体动作历序是:原始位置(装好工件等待加工位置,其状态是大手臂竖立,小手臂伸出并处于水平位置,手腕横移向右,手指松开)→手指夹紧(抓住卡盘上的工件)。
→松卡盘→手腕左移(从卡盘上卸下已加工好的工件)→小手臂上摆→大手臂下摆→手指松开(工件放回料架)→小手臂收缩→料架转位→小手臂伸出→手指夹紧(抓住末加工零件)→大手臂上摆(取送零件)→小手臂下摆→手指右移(将工件装到机床的主轴卡盘中)→卡盘收紧→手指松开,等待加工。
根据表7—4及各动作中机械的状态,列出各动作中对YV1—YV11线圈的通电要求。
2.设计要求1)加工中上科、下料各动作采用自动循环。
2)各动作之间应有一定的延时(由时间继电器调定)3)机械手各部分应能单独动作,以使于调整及维修。
4)油泵电机(Y100L2-4.3KW)及各电磁阀运行状态应有指示。
5)应有必要的电气保护与联锁环节.3.设计任务1)设计并绘制电气原理图(继电器设计),选择电器元件,编制元件目录表。
2)PLC设计,PC选择及I/O的分配,根据控制要求设计必要的硬件系统,绘制梯形图、编写程序。
基于PLC的机械手臂控制课程设计

课程设计说明书课程设计说明书课程名称:电气控制PLC课程设计课程代码: XXXXXXXX 题目:基于PLC机械手控制系统学生姓名: X X 学号: XXXXXXXXXXXXX 年级/专业/班: XXXX级电气自动化X班学院(直属系) : XXXXXXX学院指导教师: X X学院名称:XXXXXX 专业:XXX 年级:2021级机械手控制系统设计一、选题背景及题目来源工业实际工程,可在天科TKPLC-A实验装置机械手装置的模拟控制实验区完本钱模拟实验。
二、训练目的〔1〕通过使用各根本指令,进一步熟悉掌握PLC的编程和程序调试;〔2〕学会绘制电气原理图及接线图;〔3〕选择电气元器件;〔4〕完成系统硬件和软件设计;〔5〕完成模拟实验;〔6〕编写技术文件。
三、要求实现的功能启动机械手,将物体从A处移动到B处,机械手将完成原位、下降、抓取、上升、右移、下降、放松、上升、左移、循环或者回到原位动作过程。
在执行动作时由限位开关对机械手位置进行控制,并且由双线圈二位电磁阀推动气缸完成。
提出改良方案:在机械手夹紧过程进行探究,增加压力传感器用于机械手爪压力并进行反响控制;增加超声波传感器检测物体是否滑落。
当物体出现滑落或操作错误时发出报警等。
四、实验设备1、安装了STEP7-Micro/WIN32编程软件的计算机一台2、天科TKPLC-A实验装置3、机械手模块五、设计任务〔1〕根据控制要求分析控制及动作过程,设计硬件系统;〔2〕绘制电气原理图及PLC I/O接线图;〔3〕设计软件系统;〔4〕组成控制系统;〔5〕进行系统调试,实现〔三〕所要求的控制功能,完成模拟实验。
〔6〕撰写课程设计说明书。
六、参考资料1、天科TKPLC-A实验装置实验手册2、?S7-200可编程序控制器手册?,西门子技术效劳中心,四川省机械研究设计院,3、?现代电器控制及PLC应用技术?第2版,王永华,北京航空航天大学出版社指导教师: XX 签名日期: 2021 年 06 月 1日摘要可编程控制器是一种以微处理器为核心的工业控制装置。
课程设计_PLC搬运物品机械手控制设计
课程设计_PLC搬运物品机械手控制设计PLC(Programmable Logic Controller)搬运物品机械手控制设计是一门工业自动化领域的课程。
在制造业中,物品搬运常常是非常繁琐的工作,因此机械手的出现给了制造业带来极大的便利。
机械手需要通过PLC来进行控制,通过对PLC程序的编程,可以让机械手对物品进行精准搬运。
本文将介绍PLC搬运物品机械手控制设计的相关知识和实践操作。
一、搬运物品机械手控制设计的基本知识1. PLC的基本概念PLC(Programmable Logic Controller)即可编程控制器,是一种专门用于控制工业生产过程的计算机硬件,也是一种特殊的计算机控制系统。
PLC控制器主要由中央处理器(CPU)、输入/输出模块(I/O)、电源部分和编程器四个部分组成。
PLC控制器的任务是将输入设备的信号转换为控制信号去驱动输出设备,从而实现控制过程。
2. 机械手的基本概念机械手(Robotic Arm)是一种可以代替人手进行工业生产操作的机器人。
它主要由机械臂、控制器、传感器、执行器等多个部件组成。
机械手在工业生产中可以起到非常重要的作用,在电子、汽车、食品等工业领域都有广泛应用。
3. 搬运物品机械手的基本工作原理搬运物品机械手的基本工作原理是通过控制机械手的关节转动和末端执行器的运动来实现物品的搬运。
在实际应用中,机械手需要进行复杂的运动规划,通过PLC对机械手进行精准的控制,可以实现对物品的精准搬运。
二、PLC搬运物品机械手控制设计的实践操作在PLC搬运物品机械手控制设计的实践操作中,我们需要通过PLC编程来实现搬运物品机械手的自动化控制。
1. 确定控制策略在控制机械手的过程中,需要明确控制策略,比如机械手的运动轨迹、动作的先后顺序、运动速度等。
在PLC编程中,可以通过编写具体的程序来实现控制的策略。
2. 设计PLC程序在PLC编程之前,我们需要根据机械手控制的策略来设计PLC程序。
PLC机械手课程设计报告
目录摘要 (I)1 设计目的和要求 (1)1.1 目的 (1)1.2 要求 (1)2 机械手的工艺和控制要求 (2)2.1 设备概况 (2)2.1.1 工艺介绍 (2)2.1.2 面板操作 (3)2.2 控制要求 (3)2.2.1液压系统油泵启动及停止 (3)2.2.2机械手工作方式 (3)2.2.3系统保护和报警功能。
(3)3 PLC控制系统发设计方法。
(5)3.1 确定输入输出 (5)3.2 选着PLC的型号。
(5)3.3 机械手设计框图: (4)3.4 为PLC的输入输出编址 (5)4 电气原理图设计 (7)4.1主电路设计 (7)4.2输入电路 (7)4.3输出电路 (7)4.4绘图注意事项 (7)5 PLC程序设计 (8)5.1主程序流程图 (9)5.2 手动子程序 (10)5.3回原点子程序流程图 (11)5.4 单步流程图 (12)5.5 单周期流程图 (13)5.5自动流程图 (14)5.6 程序调试 (14)6 总结 (15)附录1 机械手电气原理图附录2 机械手梯形图摘要机械手主要用于搬动或者装卸零件的重复动作, 动力来源于液压系统。
在机械手控制选用PLC, 其原因安全可靠。
机械手控制分为手动、回原点、单步、单周期、自动五大部分。
各个功能运用转换开关进行切换, 切后按照以前步骤继续执行。
通过PLC输出驱动中间继电器, 接通电磁阀。
首先运用AUTOCAD绘制实际工程电气接线图, 在实验室运用实验模拟设备, 进行编程模拟。
关键字: 机械手PLC 电气接线图电磁阀中间继电器1 设计目的和要求1.1 目的(1)用PLC实现对机械手手、自动控制。
(2)用PLC设计具有多种操作方式的电控系统的程序结构。
(3)掌握一般控制系统操作方式切换时保持系统状态连续的程序设计思路和方法。
(4)自行设计手动、回原点、单步、单周期和自动五种工作方式下的控制程序。
1.2 要求(1)绘制电气原理图时要符合国家标准。
课程设计机械手PLC控制系统
目录摘要 (I)Abstract (II)一、设计要求 (1)二、设计的作用目的 (2)三、所用仪器设备及软件 (3)1.可编程控制器(PLC) (3)2.THPFSL-2型网络型可编程控制器综合实训装置 (4)3.三菱GX-Developer PLC编程软件 (5)四、系统设计 (6)1.系统总体设计 (6)2.子模块设计 (7)2.1 PLC选型 (7)2.2 电源模块 (8)2.3 外部位置检测装置 (8)2.4 液压驱动装置 (8)3.机械手PLC控制系统的电气设计 (9)3.1 I/O口信号及点数分析 (9)3.2 I/O端口分配及功能表 (9)4.PLC外部接线图 (10)5.系统程序框图 (11)五、实验调试结果 (12)1.调试工具 (12)2.调试方法 (12)3.时序图 (13)六、设计中的问题及解决办法 (13)七、设计心得 (14)八、致谢 (14)九、参考文献 (15)附录一:梯形图程序 (16)机械手PLC控制系统摘要机械手是在机械化、自动化生产过程中发展起来的一种新型装置。
它可在空间抓、放、搬运物体等,动作灵活多样,广泛应用在工业生产和其他领域内。
应用PLC控制机械手能实现各种规定的工序动作,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。
本文介绍了机械手的工作过程,采用三菱FX2N系列可编程控制器实现对机械手工作过程的控制,给出了系统的工作过程示意图、顺序功能图、I/O分配,系统采取了响应的保护措施。
关键词:机械手;PLC;控制The Control System of Manipulator with PLCAbstractThe manipulator is a new device developed in the mechanized, automatic production process. It can grab, put and carry object, etc. in the space. Because of its flexibility, the manipulator is widely used in industrial producing and other fields. Manipulator with PLC control can complete various specified procedural actions. Not only can it enhance quality and out put, but also it is meaningful to ensure the personal security, improve the working environment, lower labor intensity, raise labor productivity, save the raw materials consumption and reduce the production cost .This paper deals with the procedures of manipulators, and to design its control system with the series of MITSUBISHI FX2N PLC. The technology flow chart, sequential function chart, ladder diagram, and I/O assignation are given. The system adopts corresponding protecting measure.Key words: manipulator; PLC; control机械手PLC控制系统本课题主要研究一个机械手PLC控制系统,用PLC控制机械手搬运工件。
机电工程系电气自动化机械手PLC控制系统设计
机械手PLC控制系统设计机械手在专用及自动生产线上应用的十分广泛,主要用于搬动或装卸零件的重复动作,以实现生产自动化。
本设计中的机械手采用关节式结构。
各动作由液压驱动,并由电磁阀控制。
动作顺序及各动作时间的间隔采用按时间原则。
一、机械手PLC控制系统的基本组成1.机身2.大臂电机3.光电编码器4.大臂5.小臂电机6.同步带7.光电编码器8.小臂9.手腕升降电机10手抓电机11手抓及绕磁线圈1.机械手及料架的组成机械手的结构主要由手指,手腕,小臂和大臂等几部分组成。
料架为旋转式,由料盘和棘轮机构组成。
2.PLC控制系统的组成PLC控制系统采用三菱F1系列超小型PLC对机械手进行动作控制。
各动作由油泵电机(采用Y100L2-4.3KM)液压驱动,并由电磁阀控制。
其中油泵电机及各电磁阀运行状态均有指示灯显示。
二、机械手的动作过程及其控制要求1.机械手的动作过程以镗孔专用机床加工零件的上料,下料为例,机械手的工作顺序是:由原始位置将已加工好的工件卸下,放回料架,等料架转过一定角度后,再将未加工零件拿起,送到加工位置,等待镗孔加工结束,再将加工完毕工件放回料架,如此重复循环。
具体动作顺序是:原始位置→手指夹紧(抓住卡盘上的工件)→松卡盘→手腕左移(从卡盘上卸下已加工好的工件)→小手臂上摆→大手臂下摆→手指松开(工件放回料架)→小手臂收缩→料架转位→小手臂伸出→手指夹紧(抓住未加工零件)→大手臂上摆(取送零件)→小手臂下摆→手腕右移→卡盘收紧→手指松开,等待加工。
2.技术要求及指标1、输入电压:AC200V~240V(带保护接地三芯插座);2、气源:0.2Mpa~0.85Mpa;3.图中机械手的任务是将传送带A上的物品搬运到传送带B。
为使机械手动作准确,在机械手的极限位置安装了限位开关SQ1、SQ2、SQ3、SQ4、SQ5,对机械手分别进行抓紧、左转、右转、上升、下降动作的限位,并发出动作到位的输入信号。
传送带A上装有光电开关SP,用于检测传送带A上物品是否到位。
机械手PLC控制系统设计
编号:119050244098本科毕业设计题目:机械手PLC控制系统设计学院:机械工程学院专业:机械设计制造及其自动化年级:11电子1班姓名:徐睿昀指导教师:张德荣老师完成日期:2014年5月27日机械手PLC控制系统设计摘要:本文介绍了机械手的发展和应用概况,提出了可控制系统的概念和应用,以及对机械手的控制编程。
本文介绍的机械手采用PLC可编程控制器作为工件抓取机械手的控制系统,气压驱动作为驱动机构,根据机械手的动作流程和输入输出要求来选PLC的型号并确定I/O接口,最后进行程序的编辑与调试,从而使机械手完成最后的装夹任务。
本论文拟开发的物料搬运机械手可在空间抓放物体,动作灵活多样,可代替人工在高温和危险的作业区进行作业,并可根据工件的变化及运动流程的要求随时更改相关参数。
利用可编程序控制器对机械手进行控制,选取了合适的PLC型号,根据机械手的工作流程制定了可编程序控制器的控制方案。
关键词:工业机器人;机械手;可编程序控制器(PLC)The Design Of The Manipulator PLC Control SystemAbstract:This article describes the development and application of robotic overview of concepts and applications of control systems and robot control programming. This article describes the robot by the three-way PLC output pulse, respectively, to drive the horizontal axis, vertical axis inverter to control the robot horizontal axis and vertical axis precise positioning, micro switch position signal to the PLC host; the feedback of the position signal from proximity switch for PLC, AC motor reversing control the robot gripper and close them in order to achieve the precise motion of the robot's function. This thesis is to develop the material handling robot can pick and place objects in space, flexible action, can replace the manual to operate at high temperatures and dangerous area of operations, are subject to change parameters and in accordance with the requirements of the changes and movement of the workpiece flow. Programmable logic controller to control the robot, select the appropriate PLC model to develop a control program of the programmable logic controller, according to the robot's workflow.Keywords: Industrial robots; manipulator; programmable logic controller (PLC)目录1. 绪论 (1)1.1 机械手应用发展的必要性 (1)1.2国内外机械手的发展概况 (1)1.3论文研究的内容及意义 (2)1.3.1研究目的 (2)1.3.2研究内容 (2)2.机械手控制系统控制要求与特性 (3)2.1系统控制要求: (3)2.2 机械手PLC控制系统的特性 (3)2.3 控制的系统基本构成 (3)3.系统硬件选型与防干扰措施 (4)3.1硬件控制系统选型 (4)3.1.1中央控制单元 (4)3.1.2 I/O点数估算 (4)3.1.3 选择PLC的类型 (4)3.1.4 气动机械手控制外部接线图 (6)3.2硬件抗干扰措施 (7)3.2.1电磁干扰造成的危害 (7)3.2.2现场干扰源 (7)3.2.3 PLC抗干扰措施 (7)4.机械手控制系统软件设计 (8)4.1 气动机械手控制流程图 (8)4.2程序设计梯形图 (9)结论 (18)致谢 (19)参考文献 (20)附录 (21)内蒙古民族大学学士学位论文机械手PLC控制系统设计1. 绪论1.1 机械手应用发展的必要性据了解,美国生产工业零件中,四分之三是小批量生产;金属加工批量生产中75%在50件以内,零件在机床上的加工时间仅占总生产时间的5%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《PLC技术与工程应用》课程设计任务书
课题名称:机械手电气控制系统设计
专业班级:电气自动化技术102班
河南机电高等专科学校自动控制系
2012-06-01
1、概述
机械手是工业生产过程中常见的自动化设备,它具有工件的自动取拿、移动和输送功能。
机械手机构控制涉及了PLC、传感器、电机驱动等技术。
机械手实验设备如图1所示。
该设备可以实现手臂的左右摆动、伸出与退回、上下移动、机械手指的夹紧与张开等四自由度动作。
图1. 机械手实验设备
1.1 输出驱动单元
该设备四自由度动作由四台直流电动机驱动,每台电动机可进行正反转运行。
左右摆动由齿轮组啮合实现减速传动;伸出与退回、上下移动由直流减速电机驱动丝杠--螺母结构完成;机械手指的夹紧与张开由直流减速电机驱动连杆结构实现。
该设备共有8个动作,由控制器输出信号驱动。
1.2 输入检测单元
每个自由度运行极限位置设置了两个行程开关,用于判断当前动作是否到
位。
该设备共有8个行程开关作为控制器的输入信号。
2、输入输出接口电路介绍
机械手实验设备既是所谓控制对象,对于一般工业控制,其控制核心使用可编程控制器(PLC)。
设计输入输出接口电路 (如图2所示) 的目的是为解决机械手设备输出驱动单元、输入检测单元与PLC之间的信号接口问题。
图中上层电路板是驱动电路板,下层电路板左侧是输入接口电路板,右侧是输出接口电路板。
图2. 输入输出接口电路板
2.1 输入接口电路板
输入接口电路板原理图如图3所示,其功能是将设备上行程开关的开关状态转换为统一的电平信号(逻辑1:24V DC ;逻辑0:0V DC)。
板上设有光电隔离电路,将内外电源隔离,以保护设备安全。
图3. 输入接口电路板电气原理图
本设备8个输入信号,对应输入接口电路板的8根输入信号线。
各信号线对应的行程开关如表1所示。
表1. 输入信号线与行程开关对应关系表
输入信号线序号
对应行程开关备注
(自左到右)
1 左转到位I0.3
2 右转到位I0.4
3 退回到位I0.5
4 伸出到位I0.6
5 上移到位I0.7
6 下移到位I1.0
7 手指张开到位I1.1
8 手指夹紧到位I1.2
2.2 输出接口
输出接口(如图4所示)由两块电路板构成:驱动电路板和输出接口电路板。
它们的功能是将PLC输出的控制信号用于驱动继电器动作,从而控制电动机正向或反向运行。
输出接口电路板上也设有光电隔离电路,可将内外电源隔离。
左图为驱动电路板电气原理图,继电器A吸合、B释放,对应的电机正转;继电器A释放、B吸合,对应的电机反转;继电器A、B同时释放,电机停止运行;不允许二者都吸合。
右图为输出接口电路板电气原理图,当PLC输出的某路控制信号有效时,对应的输出信号有效,从而可以使得对应的继电器吸合。
图4. 输出接口电路电气原理图
(左图为驱动电路板,右图为输出接口电路板)
本设备有8个输出控制信号,对应输出接口电路板的8根输出信号线。
各输出信号线对应的电动机动作关系如表2所示。
表2. 输出信号线与电动机动作对应关系表
输出信号线序号
对应电动机备注
(自左到右)
1 摆动电机左转Q0.0
2 摆动电机右转Q0.1
3 水平电机伸出Q0.2
4 水平电机退回Q0.3
5 垂直电机上移Q0.4
6 垂直电机下移Q0.5
7 手指电机张开Q0.6
8 手指电机夹紧Q0.7
3、电气原理图
开始
伸出
初始位置
复位
下行
左转
夹紧
退回
上行
右转
张开
是
否
5.1 创建系统画面
5.2 I/O口设备组态,建立组态与PLC的设备连接
5.3 通过使用开发系统中工具箱的工具画出机械手控制系统的监控画面
5.4 定义立体车库的动画连接
6、输入输出I/O表
输入状态输入点
启动I0.0
停止I0.1
复位I0.2
左转到位I0.3
右转到位I0.4
退回到位I0.5
伸出到位I0.6
上移到位I0.7
下移到位I1.0
手指张开到位I1.1
手指夹紧到位I1.2
输入I/O点
输出状态输出点
摆动电机左转Q0.0
摆动电机右转Q0.1
水平电机伸出Q0.2
水平电机退回Q0.3
垂直电机上移Q0.4
垂直电机下移Q0.5
手指电机张开Q0.6
手指电机夹紧Q0.7
输出I/O点
参考文献
[1]王永华. 现代电气控制及PLC应用技术.北京航空航天大学出版社,2007
[2]西门子(中国)有限公司.S7-200可编程控制器产品目录.2004
[3]张凤珊,祖龙起.电气控制及可编程序控制器.中国轻工业出版社,2006
[4]张兴国.可编程序控制器技术及应用.中国电力出版社,2006
附录:程序
主程序
子程序复位。