防火门生产制作工艺流程图
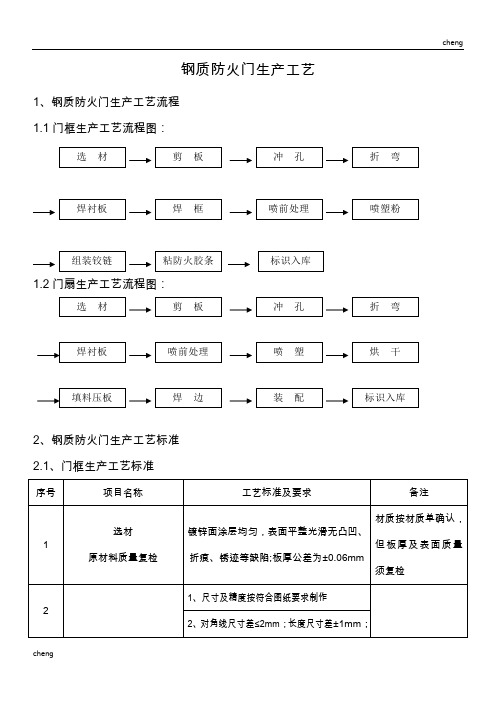
钢质【防火涂料】门生产工艺
剪板下料
1、尺寸及精度按符合图纸要求制作
2、对角线尺寸差≤2mm;长度尺寸差±1mm;宽度尺寸差±1mm
3、制件不得有飞边、毛刺、折痕等缺陷
3
冲孔(槽)等
1、尺寸及精度按符合图纸要求制作
2、孔(槽)处不得有拉毛、毛刺等缺陷;冲孔(槽)后去毛刺
4
折弯成型
1、尺寸按图纸要求制作
2、折弯垂直度:90°±0.5°
4、去毛刺、修平
5、锁孔马仔加强板位置偏差≤0.5mm
6、用电焊机沿加强板周边进行点焊,焊点间距为50~100mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷
组焊铰链加强板
1、尺寸按图纸要求制作
2、加强板左右位置≤1.5mm
3、加强板上下位置≤2mm
4、去毛刺、修平
5、用电焊机沿加强板周边进行点焊,焊点间距为20~30mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷
2、冷压机压板,压力为8兆帕,时间为8-10小时
组对后
门板精度
1、前后面板组合压板后高度尺寸差±1mm
2、门板高度方向弯曲度2<‰
3、门板宽度方向弯曲度2<‰
5、门板扭曲度≤3mm
6、门板两对角线长度差≤2.5mm
6
组合骨架
1、尺寸按图纸要求制作
2、焊接平面接口要求满焊,焊接后磨平抛光,不得有虚焊、烧穿、气孔等缺陷
3、其它位置点焊处,焊点间距为4~6mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷
尺寸公差
骨架高度
-1~﹢1mm
骨架宽度
-2~﹢1mm
形位公差
骨架两对角线长度差
≤m
7
喷塑前处理
防火门工程施工方案
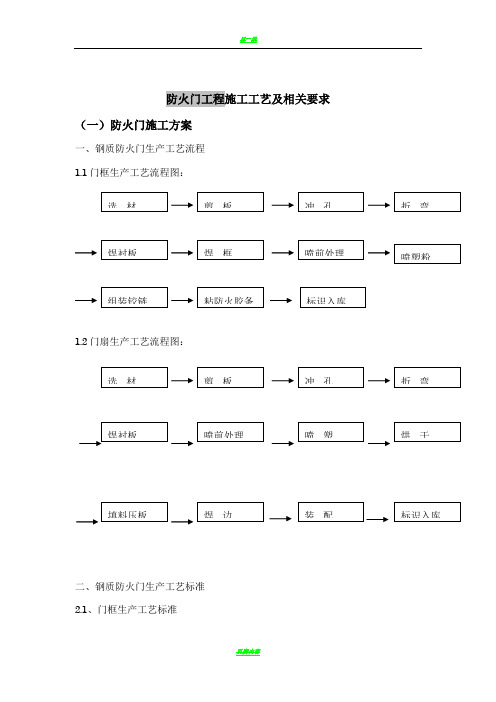
防火门工程施工工艺及相关要求(一)防火门施工方案一、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2门扇生产工艺流程图:二、钢质防火门生产工艺标准2.1、门框生产工艺标准2.2、门扇生产工艺标准三、钢质防火门安装工艺(一)钢防火门框及扇安装1.1 作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过1.5m;门扇堆码高度不得超过1.2m;产品竖放时,其斜度不得大于20,长度不得超过5.0m。
1.3.3安装a) 钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
b) 防火门的开启方向必须为疏散方向。
若有靠墙开启位置时,应考虑门扇开启是否能达到90度角。
c) 钢质防火门立樘时,须将门框按规格、型号、数量分类运输至相应的安装位置,再核对该洞口标高线和开向是否相符。
钢质防火门生产工艺

组装防火铰链
1、装配尺寸按图纸要求制作
2、防火铰链能支撑门体重量并应转动灵活
3、门框、门扇配合活动间隙不大于4mm
10
装防火胶条
1、防火胶条按照一致性要求领用
2、门框内槽口粘贴防火胶条
11
门框顶部装标牌
1、装配尺寸按图纸要求制作
2、标牌用拉铆钉固定,铆接牢固、可靠
3、安装位不得偏斜、歪,标牌与门框性能要求一致
9
填充内填充材料
1、按图纸要求制作在后面板上涂胶粘剂粘接组合骨架
2、冷压机压板,压力为6兆帕,时间为4-6小时
3、在后面板组件中填充珍珠岩/蛭石填充材料,填充密度达到规定要求,热压机压板,压力为10兆帕,时间为0.5-1小时
4、检测填充材料填充密度是否达到规定要求
10
组合压板
压板
1前面板内侧平面涂胶粘剂,刮平,均匀,前面板与后面板组件扣合,
12
门扇装包边
45°接口处无明显接缝间隙、无毛刺、接缝处塑粉面无损伤。紧固螺钉间距不大于300mm且沿门扇宽度方向排布
组装防火铰链
1、装配尺寸按图纸要求制作
2、防火铰链能支撑门体重量并应转动灵活
3、门框、门扇配合活动间隙不大于4mm
4、门扇与门框铰链边贴合间隙不大于2mm
5、门的开启边在关门状态与门框贴合面间隙不大于3mm
2
剪板下料
1、尺寸及精度按符合图纸要求制作
2、对角线尺寸差≤2mm;长度尺寸差±1mm;宽度尺寸差±1mm
3、制件不得有飞边、毛刺、折痕等缺陷
3
冲孔(槽)等
1、尺寸及精度按符合图纸要求制作
2、孔(槽)处不得有拉毛、毛刺等缺陷;冲孔(槽)后去毛刺
4
木门和防火门生产加工工艺
木门和防火门生产加工工艺1、材料的要求1)木门的材料和框的规格型号、木材类别、选材等级、含水率均需符合设计要求,含水率不得大于12%,骨架材料均选用优等杂木;2)防火门的材料必须按照等级要求进行浸泡防火剂处理,普通和防火木门均需进行防虫处理,防火门内部填充的耐火材料采用岩棉耐火纤维。
2、工艺流程放样→配料、裁料→划线→打眼→开榫、拉肩→裁口与倒脚→拼装→检验、包装3、操作工艺(1)放样放样是根据施工图纸上设计好的木制品,按照足尺1:1将木制品构造画出来,做成样板(或样棒),样板采用松木制作,双面刨光,厚约2.5cm,宽等于门窗樘子梃的断面宽,长比门窗高度大200mm 左右,经过仔细校核后才能使用。
放样是配料和裁料、划线的依据,在使用的过程中,注意保持其划线的清晰,不要使其弯曲或折断。
(2)配料、裁料配料是在放样的基础上进行的,因此,要计算出各部件的尺寸和数量,列出配料单,按配料单进行配料。
配料时,对原材料要进行选择,有腐朽、斜裂节疤的木料,应尽量躲开不用;不干燥的木料不能使用。
精打细算,长短搭配,先配长料,后配短料;先配框料,后配扇料。
门窗樘料有顺弯时,其弯度一般不超过4mm,扭弯者一律不得使用。
配料时,要合理的确定加工余量,各部件的毛料尺寸要比净料尺寸加大些,具体加大量可参考如下:断面尺寸:单面刨光加大1~1.5mm,双面刨光加大2~3mm。
机械加工时单面刨光加大3mm,双面刨光加大5mm。
配料时还要注意木材的缺陷,节疤应躲开眼和榫头的部位,防止凿劈或榫头断掉;起线部位也禁止有节疤。
在选料的木材上按毛料尺寸画出截断、锯开线,考虑到锯解木料的损耗,一般留处2~3mm的损耗量。
锯时要注意锯线直,端面平。
(3)刨料刨料时,宜将纹理清晰的里材作为正面,对于樘子料任选一个窄面为正面,对于门、窗框的梃及冒头可只刨面,不刨靠墙的一面;门、窗扇上的冒头和梃可先刨三面,靠樘子的一面待安装时根据缝的大小再进行修刨。
防火门工程施工方案

标识入库 *填料压板防火门工程施工工艺及相关要求(一)防火门施工方案」、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2门扇生产工艺流程图:装配 标识入库 二、钢质防火门生产工艺标准2.1、门框生产工艺标准2.2、门扇生产工艺标准二、钢质防火门安装工艺(一)钢防火门框及扇安装1.1作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过1.5m ;门扇堆码高度不得超过1.2m ;产品竖放时,其斜度不得大于20 ,长度不得超过5.0m。
1.3.3安装a)钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
b)防火门的开启方向必须为疏散方向。
若有靠墙开启位置时,应考虑门扇开启是否能达到90度角。
防火门工程施工方案之令狐文艳创作
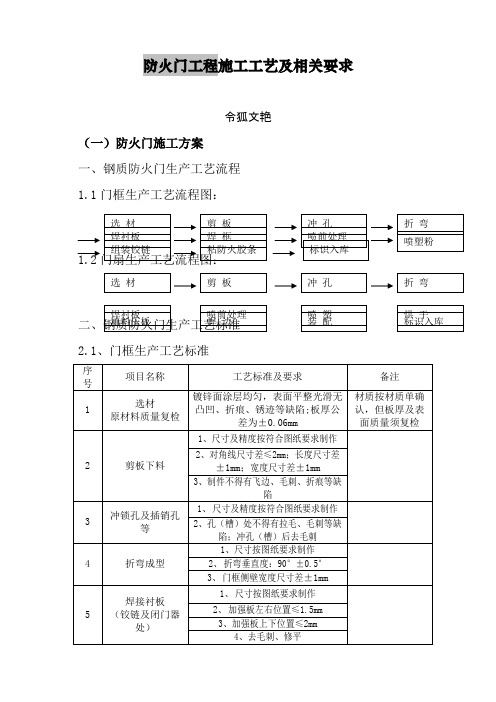
防火门工程施工工艺及相关要求令狐文艳(一)防火门施工方案一、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2门扇生产工艺流程图:二、钢质防火门生产工艺标准2.1、门框生产工艺标准选 材 剪 板 折 弯 焊衬板 焊 框 喷塑粉 组装铰链 粘防火胶条 选 材 剪 板 冲 孔 折 弯 焊衬板 喷前处理 喷 塑 烘 干 填料压板 焊 边 装 配 标识入库2.2、门扇生产工艺标准三、钢质防火门安装工艺(一)钢防火门框及扇安装1.1 作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过 1.5m;门扇堆码高度不得超过 1.2m;产品竖放时,其斜度不得大于20,长度不得超过5.0m。
1.3.3安装a) 钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
防火门工程施工方案

防火门工程施工工艺及相关要求(一)防火门施工方案一、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2图:二、钢质防火门生产工艺标准2.1、门框生产工艺标准2.2、门扇生产工艺标准三、钢质防火门安装工艺(一)钢防火门框及扇安装1.1作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过1.5m;门扇堆码高度不得超过1.2m;产品竖放时,其斜度不得大于20,长度不得超过5.0m。
1.3.3安装a)钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
b)防火门的开启方向必须为疏散方向。
若有靠墙开启位置时,应考虑门扇开启是否能达到90度角。
c)钢质防火门立樘时,须将门框按规格、型号、数量分类运输至相应的安装位置,再核对该洞口标高线和开向是否相符。
钢质防火门工艺流程
钢质门工艺流程
门框:
镀锌板剪料冲孔折弯磷化` 焊接喷涂装配
门扇:
镀锌板剪料冲孔折弯磷化焊小件胶合喷涂装配
门框:
剪料:设备:QC12Y—4*3200剪板机一台
冲孔:设备:开式压力冲床常用6台,铰链口、门锁插销孔、安装孔、安装片冲孔、
上框斩角、上框冲插销孔、备用机冲锁盒二种模具
折弯:需要一台专用WF67k100t/3200折弯机
使用专用定位对门框折弯,可以提高效率;
磷化:磷化池组
对镀锌板料进行除油除锈处理
焊接:二台CO2气保焊机,小型电动工具打磨机一个,焊接工作台
喷涂:喷塑粉专用粉电喷粉机二台,烤箱及副属设备一套
对表面进行各种颜色喷塑处理
装配:工作台二个,电动工具4台,打孔、滚丝、紧螺丝
对铰链的安装、贴防火条、覆膜、贴标牌、打闭门器底座孔
门扇:
剪料:设备:QC12Y—4*3200剪板机一台
冲孔:设备:开式压力冲床常用5台,铰链孔(现没有模具)、暗插销孔、防火锁孔、防火锁芯孔、双开锁插销孔
折弯:
需WF67k63t/3200折弯机一台折底板和小件,公司现有的华东折弯机折盖板
对门扇盖底板进行成型折弯,配专用定位模具可最大的提高效率
磷化:同门框
焊小件:
一台CO2气保焊机、等离子切割机、焊接台,小件货架、电动打磨机
对门扇盖底板各部位焊接加强片、切割观窗、焊接门扇上下封口;
胶合:
工作台、二台CO2气保焊机,门芯板切割台,手据或电动手提据、冷压机(热压机胶合效果好,且速度快);
喷涂:同门框;
装配:
同门框。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防火门生产制作工艺流程图
钢质防火门生产工艺流程图
钢质防火门框生产工艺流程图
下料→冲孔→折弯→组焊→喷塑→组装→包装→入库。
钢质防火门扇生产工艺流程图
下料→冲孔→折弯→点配件→喷塑→填料压扇→组装→包装→入库。
木质防火门生产工艺流程图
阻燃木材生产工艺流程图
领料→阻燃处理→烘干→入库。
木质防火门框生产流程图
领料(选料)→下料→刨压料→包框→割角→攒框→质检合格→入库码放。
木质防火门扇生产工艺流程图
破料→下料→打扇骨架→填防火材料(甲乙级门,丙级没有此项)→裁饰面板→刷底漆(装饰三合板有此工序)→裁防火板→压扇→裁扇→扒防火胶条槽→封边(普通饰面无封边工序)→开锁孔、开合页槽、插销槽→上盖缝板、上玻璃(带玻璃)→入库。
防火玻璃
备料→计算尺寸与数量→裁制玻璃→清洗玻璃→涂耦联剂→粘玻璃→灌液→封口→检验入库。
防火胶条生产流程
领料→配料→裁制革面→抹平→晾干→贴双面胶→剪切→入库。
玻璃防火门生产流程
领料→下料(剪板、冲孔、折弯)→填料→组焊→压扇→组装玻璃→成品组装→入库。
根据我公司各种防火门窗及防火玻璃的生产特点及工艺要求,为保证产品质量的持续稳定,特规定如下关键过程:钢、木质门填料工序、木材阻燃工序。