空压机振动故障分析及现场动平衡
离心式空压机振动故障分析及处理
(uyn e ohmi l o poy n o, t,L oagH nn 4 1, hn) L oag t ce c l rpl e C . d u yn ea 7 0 2 C ia Pr aP y e L 1 A src:h or falo ecnru a cm rso’v r o a enacrtlpn o t n e a s f eflr a e bt tT esuc o ut fh tfgl o pesr i a nhsbe cuae i i e a dt ueo i ehsb n a e f t e i S bt i y pnd hc h t au e
制 阀打开 , 自洁空气喷 头喷 出一 股短 时( 01 ) 约 . 高压 ( . s 04 5
07MP ) . a气流 , 经文 氏管进入过滤筒 内 , 自内向外反吹 , 并 将过
滤筒外表面 的积尘吹掉。 这种反 吹过程是 间断 的, 且在 P E的 I 控制下 只有一定数量 的过滤筒处于 自洁反 吹状态 ,其余过滤 筒仍在工作 , 以不会影 响空压机 的正常运转 。 所 经过近两年 的 使 用证 明,该新型过滤器 过滤效果很好 ,叶轮等 处的积垢很
母松动 ,由于振 动会造成探头 与轴 的间隙发生变化 ,间隙减
小, 振动 值变 大 , 反之 间隙增大 , 动值变小 ; 振 还有 , 振探 头 测 和变送器 的零点漂移 , 也会造成振动测 量结果失 准。 32 联轴器故障及对中不良 . 大齿轮转子 和电动机之 间, 用齿形联轴器联接 , 递动力 传 和转矩 。 这种联轴器能传递 的扭矩最大 , 而且能补偿两轴线间 的微小误差 , 但不能缓 和冲击。 由于机组 的安装误差 、联轴器 润滑 不 良、联轴器磨损严 重, 以及机组基础 的不均匀沉 降等 , 会造成对 中不 良。转子系 统机械故 障的 6%是 由于对 中不 良引起 的。具有对 中不 良的 0 转子系统 ,在其 运转过程中将产生一系列有害于设备的动态 效应 , 引起磨损 、 轴承早期损坏 、 油膜 失稳 和轴的挠曲变形等 , 导致机组发生异常振动 ,而且振动会随不对 中严重程度 的增
空压机振动波动的原因及预防措施

空压机振动波动的原因及预防措施空压机是工业生产中常用的重要设备,主要用于通过压缩空气提供动力。
虽然空压机在生产过程中发挥着重要作用,但是在运行过程中,振动波动问题经常会出现,给生产带来一定影响。
本文将探讨空压机振动波动的原因,并提出相应的预防措施。
1. 原因分析1.1 设备不平衡空压机在制造过程中,由于零部件的精度问题或装配不当,导致设备重心不平衡。
当设备运行时,不平衡状态会引起旋转体的离心力,从而导致振动波动。
1.2 安装不牢固空压机的安装质量对振动波动有着重要影响。
如果安装不牢固,空压机在运行过程中会受到外界作用力的干扰,从而引起振动波动。
1.3 配件松动在空压机的运行过程中,由于长时间使用,设备的配件可能会出现松动的情况。
这些松动的配件会导致设备的振动波动增大。
1.4 不良工作条件空压机在使用过程中,如果工作条件不良,例如供气温度过高、冷却不良等,会导致设备振动波动增加。
2. 预防措施2.1 设备平衡调整针对空压机设备的不平衡问题,可以采取平衡调整的措施。
通过精确测量设备的重心位置,并进行调整,使设备在旋转时减少离心力的产生,从而减小振动波动。
2.2 安装牢固在安装空压机时,应该注意选择合适的基础或支撑结构,并进行牢固的安装。
通过采用减震垫、膨胀螺栓等措施,增加设备的稳定性,减少振动波动的发生。
2.3 定期检查和维护定期检查和维护空压机设备是减少振动波动的重要手段。
应该定期检查设备的配件是否松动,并进行紧固处理。
同时,要定期检查设备的冷却系统、供气系统等工作条件是否良好,确保设备运行的稳定性。
2.4 加强培训和管理加强对操作人员的培训和管理,可以提高对空压机设备的正确操作和维护意识。
通过正确操作和维护,可以减少设备的振动波动。
3. 结论空压机振动波动问题的发生,主要是由于设备不平衡、安装不牢固、配件松动和不良工作条件等原因引起的。
为了减少振动波动的发生,需要采取相应的预防措施,如设备平衡调整、安装牢固、定期检查和维护,以及加强培训和管理等措施。
空压机振动故障分析
空压机振动故障分析摘要:空压机在采矿,机械制造,化学,是有等各个领域都有着广泛作用,本车间采用的是SVK20-3S型压缩机,2010年中旬,对5#空压机进行试车的过程中,出现了在停机时一,二级轴振动现象并要重超标。
在之后的试车实验中又一次出现了三级轴振动超标现象。
针对前两次试车过程中出现的问题,根据多年的实践对该机组合的过程进行了详细总结,分析了振动值过大的原因,并对出现的轴振动现象的原因进行了仔细分析。
关键词:空压机停机振动叶轮轴临界转速引言:压缩机是的高效性以及适用介质广的特点在各个行业中广泛应用,离心压缩机是一种叶片式机械,它的工作原理是利用叶片与气体的相互作用提高动力实现气流减速。
压缩机主要由转子,定子和辅助设备等组件构成,转子是由主轴以及叶轮等构成。
压缩机在生产中有重要的作用,因此对压缩机的振动故障诊断与预防的重要性不言而喻。
一、简要概述在污水一车间中,5#空压机的制造商是沈阳鼓风机厂,该机型号为SVK20-3S 型压缩机,该机组分三级压缩,图一所示为该机组的简单结构图。
图一机组结构简图该机组内的叶轮结构是65°三元后弯式叶片,叶轮在蜗壳室内旋转,蜗壳室呈封闭式,该机组的蜗壳是一种焊接机构,并将其制成紧凑型结构,不可对其进行结构剖分,叶轮的这种特性曲线就是为了示出明显的压力高,达到喘振的限制点,这样就保证了压力能被控制在一个稳定的范围内。
该机组的齿轮组是由两个小齿轮以及一个大齿轮组成,两个小齿轮被驱动。
空气以及油密封采取的是迷宫密封方式,径向以及止推都是采用的可倾瓦块式轴承,该机的轴功率为2108KW,流量300Nm3/h,其具体的参数性能见表一。
表一压缩机主要性能参数项目参数轴功率 2108KW介质空气流量300Nm3/h入口压力0.0925MPa出口压力0.8MPa一级入口温度30℃二级入口温度<53℃三级入口温度<58℃送气温度40℃大齿轮转速1485r/min一二级齿轮转速21353r/min三级小齿轮转速28148 r/min该机组从安装运行到目前多年来,从2008中旬年进行过一次大修过程,改修后系统运行稳定,机械性能以及其工艺性能据表现良好,能高质量完成工作。
空压机电机故障诊断及现场动平衡应用

中国设备工程 2 0 1 5 . 0 6
5 3
T h e s i s w o r l d l 论 文 天地
・
监 测 与诊 断 ・
2 0 0
位 1 9 0 。。
g 1 5 O
1 0 0
5 o
。
3 . 计 算试 块配 重和 角度 根 据经 验 ,确 定 电机 的 首次 试 重 为 4 4 4 g 。相 位 反 映 的是 振 动 信 号高 点 滞 后 于相 位 信 号 的 角度 ,依 据 测
动 时 域 波形 在 一 个 周 期 内为 典 型 的正 弦 波 ,故 障状 态 下 的时 域波形 较正 常运行 状态 下时域 波形 振幅 增大 。 通 过以 上数 据分析 ,基本 确定 电机振 动大 是转子存
在不平衡 造成 的。决定 立即实施现 场动平衡 解决故 障 。
二 、 现 场 动 平 衡
进 行精 确测 量和 故障分 析 。
一
此次 采 用 西北 工业 大 学旋 转 机械 状 态 监测 与 故 障
、
空压机电机振动监测和故障诊断
诊 断 系统 CAMD6 2 0 0对 该 空 压 机 电 机 实 施 现 场 动 平 衡 。该 电机 的实际 转速 为 1 5 0 0 r / mi n ,低 于第 一临 界转
某 钢 铁 厂 制 氧空 压 机 为单 轴 、离心 式 压缩 机 ,操
作 介 质为空 气 ,额定 转速 4 3 9 8 r / mi n ,齿轮 传动 同 电机
动 监 测 ,振 动 趋 势 如 图 2 。 由 图 2 可 见 ,在 空 压 机
组 启 动 后 ,随 着 转 速 的 增 大 , 电机 振 动 幅 值 也 是 不 断 增 大 ,尤 其 以 电 机 驱 动 端 x 方 向 增 幅 最 大 ,振 动 幅 值 最 高达 到 了 1 5 0 m, 严 重超 过 机 组 运 行报 警 值 。
离心式空压机振动分析和现场动平衡

参考文献
[ 1 ] 陈 乙崇. 搅拌 设备设 计 [M ]. 上 海 : 上 海 科 学 技 术 出 版 社 ,
1985, 28230. [ 2 ]2 左识之. 精细化工反应器及车间工艺设计 [M ]. 上海 :华东理
min1min1min1min165mpa时后振动汽轮机非联端左侧1014172725汽轮机非联端右侧1010171513汽轮机联轴端左侧14162325汽轮机联轴端右侧11181516风机联轴端左侧2020202123风机联轴端右侧2020202321风机非联端左侧1820232524风机非联端右侧18182025212开机时升速时间应该严格按照一定的转速和压力梯度进行其目的使机组各部分能够有充裕的时间来均匀膨胀否则容易造成转子弯曲和气封等部件磨损
汽轮机非联端左侧
10
14
17
27
25
汽轮机非联端右侧
10
10
17
15
13
汽轮机联轴端左侧
9
14
16
23
25
汽轮机联轴端右侧
4
11
18
15
16
风机联轴端左侧
20
20
20
21
23
风机联轴端右侧
20
20
20
23
21
风机非联端左侧
18
20
23
25
24
风机非联端右侧
18
18
20
25
21
(2)开机时 ,升速时间应该严格按照一定的转 速和压力梯度进行 ,其目的使机组各部分能够有充 裕的时间来均匀膨胀 ,否则容易造成转子弯曲和气 封等部件磨损 。
DH63 型空压机振动故障分析及处理

DH63 型空压机振动故障分析及处理出处:互联网发布日期:2010-12-03 我来说两句核心提示:对机组级间换热器进行抽芯检修,发现大量的铁锈和泥砂,内壁腐蚀严重,级间管线同样腐蚀严重。
引言空分装置作为炼化企业的主要装置,承担为下游生产装置提供合格的氧气、氮气和其他相关气体的重要任务,是保证下游装置长周期安全运行的基础。
空压机作为空分装置中的关键设备,对其进行振动状态监测及故障诊断,确保其正常工作显得至关重要。
某厂生产的空压机是4级4段离心式压缩机,其型号为DH63-17,同步电动机功率为3700kW,转速为1480r/min ,电动机通过联轴器与压缩机变速箱输入轴相联,再通过齿轮变速箱大齿轮带动两边小齿轮输出轴,其中低速轴转速为9800r/min ,高速轴转速为12000r/min ,3根轴的前后轴承均为径向—推力混合轴承,径向轴承为五瓣瓦式自动调心滑动轴承,推力轴承为滑动推力轴承,前后轴封均为迷宫密封[1] 。
1 振动故障分析机组结构简图及测点分布如图1所示。
空压机采用美国ENTEK-IRD公司的ENTRX网络化高速在线监测系统进行实时跟踪监测,通过监测发现空压机3、4级轴测点振动开始缓慢上升,其中3B测点从11μm上升到14μm,4B测点从31μm上升到38μm ,振动趋势如图2所示。
机组的振动虽然远未达到报警值(机组振动报警值为70μm) ,但由于机组振动波动越来越频繁,严重影响了装置的安全生产。
为了更好地掌握空压机的运行状态,对导致空压机产生振动的原因进行了分析。
1.1 频谱分析从所记录的机组3B、4B点频谱趋势图(图3)看出,3B、4B的频谱幅值一直在不断加大,振动频率主要表现在200Hz,而此频率正好是工作转速相对应的工频成分(fr = n/60=12000/60=200Hz;n为高速轴转速),其它频率成分振动变化较小。
从振动频谱来看,如果是旋转失速,振动主要发生在频率为0.8和0.2倍的分频工频上;如果是由于轴承油膜振荡引起的,油膜的振动频率约为工频的1/2倍,那么在1/2倍工频处的振幅应比较大,但频谱图上1/2倍工频处的振幅值基本没有,因此可以排除旋转失速和轴承油膜失稳等故障[2] 。
空压机振动异常故障检测与分析
空压机振动异常故障检测与分析摘要:用频谱分析法对螺杆式空压机振动故障进行了分析,通过分析发现螺杆频率正常,而左侧星轮频谱异常。
进一步分析发现,左侧星轮的频域是以五分之一星轮转动频率为基频的高次谐频,确是星轮支撑轴松动造成的振动故障。
因此提出了重新加固松动支撑,更换磨损轴承和润滑油的解决措施,采取措施后振动消失,声音正常,此研究具有一定的科学性,能够为现场提供指导。
关键词:空压机;振动异常;检测引言:在现代煤炭生产过程中,压缩空气是重要的原动力之一,可以驱动凿岩机和风镐等设备。
在高瓦斯矿井或者有煤尘爆炸危险的矿井中,使用压缩空气比使用电力更加安全。
空气压缩机是能够压缩空气。
增加空气动力的主要机械装置。
空压机的正常运行对于煤炭的生产有着非常重要的意义,因此可靠的空压机故障检测研究十分有必要。
频谱特征是动态信号的主要特征之一,频谱分析就是对动态信号进行频域分析,绘制曲线,从而分析动态信号的状态。
频谱分析可以作为振动故障检测的重要手段之一。
1 螺杆式空压机的性能介绍英格索兰螺杆式空压机主要由电机、齿轮、轴承座、螺杆等部分组成。
螺杆空压机是容积式气体压缩机,由相互齿合的转子(即螺杆)、机壳以及适当配置在两端的进排气口组成压缩气体的工作腔,通过减小工作容积来提高气体压力。
转子在旋转过程中,阴阳转子赤连接不断地向对方齿槽中填塞、工作腔的容积不断减小,工作腔的齿槽也不断向排气端推进,当压缩容积与排气口相通时.气体以达到预定的压力而排出。
气体的吸入过程跟压缩过程一样也是连续不断的,因为机器的转速很高,吸排气可以看成是无动脉的,因此,在一般情况下螺杆空压机可以省去一个体积很大的储气罐。
2 螺杆空压机故障现象的初步诊断在对空压机的例行检查中,发现四个测点垂直方向振动值较高,而空压机外部各部位的连接螺栓都比较紧固,没有松动现象;混凝土基础(钢结构整体座架)无显著松动,电机轴承温度、压缩机轴承温度都在正常范围。
因此,初步怀疑造成风机振动较大的原因在压缩机机壳内部。
英格索兰空气压缩机振动故障原因分析
英格索兰空气压缩机振动故障原因分析摘要:英格索兰空气压缩机出现振动故障后,经过认真分析,最终确定一级中冷器泄漏是造成二级推力轴承冲击性动平衡破坏从而导致机组二级振动联锁停机的直接原因。
由叶轮及叶片表面未发现明显冲击坑或槽可知,操作人员启动了空气压缩机,开机后一级中冷器内部泄漏至一级扩压器侧的循环水被气体夹带,撞击至高速运转的二级叶轮,使二级转子出现冲击性动平衡破坏,导致振动急剧升高,机组联锁停车。
关键词:空气压缩机;振动故障;原因分析一、故障经过我公司空分车间英格索兰空气压缩机为美国英格索兰公司生产的C200MX3型空压机组,机组设计流量25158Nm3/h,出口压力0.72MPa,电机额定功率2870kW,额定转速2984r/min。
该空压机机型为三级压缩,每级叶轮都安装在各自的转子上并密封在铸铁的壳体中,带有小齿轮的转子由同一大齿轮带动,并运转在最佳速度。
大齿轮由电机直接驱动。
每级压缩后均设冷却器及气液分离器,以除去冷凝水。
环境空气经入口除尘器去除各种杂质后,再经入口蝶阀进入压缩机,经三级压缩出口压力12#机可达到0.83 MPa,13#机可达到0.95MPa,控制系统采用恒压控制。
润滑系统是由设在底盘的储油箱、主油泵、预润滑油泵、油加热器、油过滤器等组成。
主油泵设在主机的轴头上由主机驱动,预润滑油泵在压缩机启动及停车时投用。
2013年12月12日10:12分,我公司空分车间压缩机组现场控制柜显示“密封气压过低跳脱”,机组联锁停机。
当班人员立即组织启动应急预案,开启备用空气压缩机,未对压缩空气系统造成影响。
2013年12月12日10:40分处理密封气阀门故障后开启该机组进行试车空载,空载后机组二级振动高联锁停车,经现场检查发现一级中冷器壳体密封存在泄漏,且一级中冷器壳体冷凝水排空线排出大量明水,操作人员立即关闭该机组一、二级中冷器循环水管线阀门,该机组退出生产,进行中冷器检修。
二、机组现场拆检:1、拆卸检查机组密封气过滤器前阀门本体螺纹连接处松动造成泄漏,更换密封垫后回装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空压机振动故障分析及现场动平衡
宋向前
(青岛钢铁控股集团有限公司氧气厂,山东省青岛市 266043)
【摘要】利用频谱分析技术对空压机进行了故障诊断分析。
分析了故障原因,阐述了采取的处理措施、效果以及从中得到的教训。
通过现场动平衡消除空压机振动的实例,为今后同类问题的解决提供指导。
【关键词】故障诊断分析;现场动平衡;振动
Analysis of Vibration Occurred in Air Compressor
and Onsite Dynamic Balance Execution
Song Xiangqian
(Qingdao Iron and Steel Group Co.Ltd,Qingdao 266043,Shandong,P.R.China)
【Abstract】Trouble diagnosis analysis is carried out on air compressor by spectrum analysis technology.Based on cause analysis,treating measures and it’s effect,as well as corresponding lessons,are also expatiated.One engineering experience that the vibration of the air compressor was eliminated when the dynamic balance was executed onsite was described in this article. This example can be used to as the guidance for solving the same kind of problems in future. 【Keywords】Trouble diagnosis analysis;Onsite dynamic balance execution;Vibration
1 3MSGEP-16/15型空压机简介
青岛钢铁控股集团有限公司氧气厂(简称青钢氧气厂)于2004年6月开始安装15000m3/h 空分设备。
由于离心式空压机是空分装置的关键设备,因此该空分设备配套的空压机是美国Cooper(库柏)制造的,其主要设计参数:额定入口气体流量80000m3/h、出口压力0.61Mpa、轴功率9500HP、主轴额定转速1485 rpm。
该空压机,于2004年8月正式投产,该设备投入运行后,一直运行良好,各工艺性能参数均达到设计值。
表1 3MSGEP-16/15型离心式空压机主要性能参数
2 故障现象
2008年1月13日12:00左右,空压机三级转子振动突然加剧,振幅高达41μm。
按常
规应立即停机检修。
由于无备用空分设备,空压机带故障运行至2007年12月18日。
停机后拆检发现:①三级进气管道锈蚀严重,涂层脱落严重;②三级叶轮积垢较多,垢体为黑红色且非常坚固,垢体成分中Fe2O3含量52%。
最为严重的情况是三级转子其中一个叶片叶尖部分掉下一块,约有2平方厘米;③三级叶轮轴向间隙0.42mm (标准值0.84mm~0.96mm);
④测对中,电机高出压缩机0.6mm (标准值:电机高出压缩机0.13±0.05mm)。
3 故障原因分析
⑴空气中间冷却器及级间管材质为普通碳钢,在冷却器内有冷凝水存在的情况下,加剧了对碳钢的腐蚀。
内部的防锈层经过长期的磨损、腐蚀,几乎全部脱落,由于每一次的检修时间受到整体检修进度的限制,短时间内不可能全部重新防腐,况且防腐层不充分干燥,极易出现脱落现象。
⑵在空气湿度较大时,特别是在空气冷却器中冷凝水排放不畅或气流短路带水时,水分和灰尘在叶轮上形成了污垢。
叶轮积垢物在高速旋转过程中容易脱落,对此类高速旋转的机组而言,平衡量要求小于1g,所以很小的叶轮积垢,均有可能导致轴不平衡,轴振动值升高。
⑶三级叶轮轴向间隙偏小,当空压机工作在非正常工况时,有可能造成叶轮破损。
⑷电机高出压缩机0.6mm,超过标准值,轴心偏移,导致三级振动值偏高。
4 故障处理
4.1 进气管道及扩压器锈蚀严重的处理
针对进气管道及扩压器腐蚀,首先对它们进行了打磨处理,进而对它们进行了激光融敷,同时又进行了贝尔佐纳高分子材料防腐,取得了很好的效果。
4.2 现场动平衡
在线动平衡仪器采用CAMB—6100在线动平衡系统。
压缩机三级振动的时域波形近似于正弦波,振动频谱以一倍频为主,振动相位稳定,造成这一故障的主要原因是转子不平衡。
表2为压缩机三级振动探头在各个时间段测量得到的相位变化情况。
从表中可以看出,相位在同一转速的各个时间段基本相同,约为83°,相位稳定也验证了不平衡故障的存在,同时也只有相位稳定,转子才能进行现场动平衡。
表2 相位变化情况
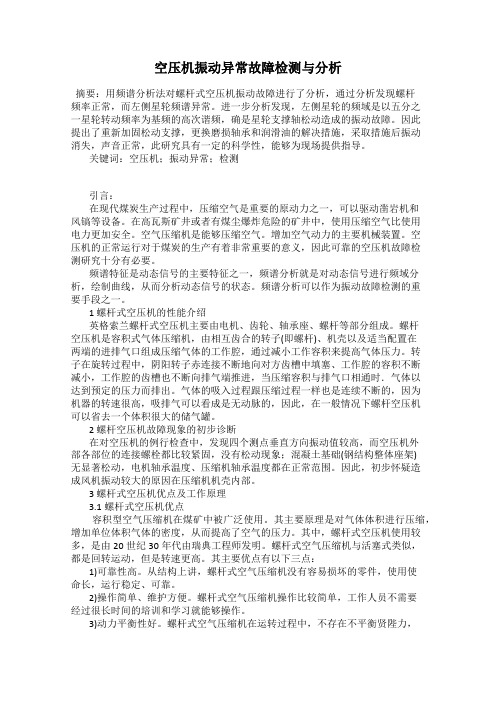
首先,测量压缩机三级振动值和振动相位,测得振动测量值A=4.76mm/s,相位为83°。
由于CAMB系统振动相位定义为标准脉冲信号前沿导前振动信号第一个峰值的角度,因此测得的振动相位角度反向180°位置就应该为试加配重的大致位置,决定试配重位置按反光带位置逆转动方向83°+180°=263°。
为安全起见,最终决定试配重块质量为20g。
试转后,测得轴振动测量值B=3.9mm/s,相位为105°,可以利用矢量图法求解。
图1 平衡过程矢量图解法
计算求得应加配重为50g ,方向为试重块方向逆工作转动方向旋转52°。
按该计算值加配重后,测量得到振动值为0.5mm/s ,相位为142°,符合标准。
4.3 调整三级叶轮轴向间隙
测得三级叶轮轴向间隙为0.42mm ,现决定在涡壳和齿轮箱之间加垫0.5mm 厚度的铜片,按规定力矩拧紧螺栓,测量叶轮轴向间隙为0.9mm ,(标准值0.84mm~0.96mm)。
4.4 电机对中
采用“单表法”进行电机对中,对中结果如图2所示:
图2 电机对中结果图示
表3 平衡前、后压缩机各级振动值对比
Compressor
Motor 0mm
0.17mm
5 结束语
转子动不平衡是旋转设备中较为容易发生的故障之一,动不平衡将会引起振动增大,严重时会损害设备。
因此,进行转子动不平衡故障诊断具有实际的指导意义。
通过对3MSGEP-16/15型空压机进行现场动平衡,使空压机的运行状况有了明显好转,各项性能参数良好。
参考文献
[1] 徐敏. 设备故障诊断手册------机械设备状态监测和故障诊断[M]. 西安:交通大学出版社,1998
[2]安胜利. 转子现场动平衡技术[M]. 国防工业出版社,2007
作者简介:宋向前(1983--),男,本科学历,机械工程师,现从事压缩机维修管理工作。