酸性镀锡光亮剂成分分析,配方问题解析及应用
高深镀力硫酸镀锡光剂配方工艺

PM-2000高分散能力硫酸盐镀锡配方工艺(周生电镀导师)一、工艺性能PM-2000酸性镀锡光亮剂是专为电子电镀及高性能五金电镀而设计。
配方工艺操作极其简单,可以称为傻瓜式添加剂。
亮度不够添加光亮剂,走位不佳添加开缸剂。
这种设计不会导致光亮剂过量,工人操作起来非常简单。
周生电镀导师: [@Q]: /3/8/0/6/8/5/5/0/9/主要特点:1、镀层结晶细致、色泽银白,可作为仿银镀层,光亮电流密度范围宽。
2、可焊性和抗变色性好,镀锡产品经长时间贮存仍有良好的可焊性,镀层经高温老化后无变色现象,可代替锡铅合金镀层。
3、镀液分散能力强,低电流区效果佳,电流效率高。
4、能与目前使用的大多数同类光亮剂兼容,可直接加入。
5、本品无氟无铅,是环保型电镀产品。
(微)(Xin):(1)(3)(6)(5)(7)(2)(0)(1)(4)(7)(0)二、工艺配方和操作条件和WX)(广-告-长*期*有*效)我们的配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的目标。
三、镀液的配制在新配槽中加镀液容积70%左右的蒸馏水或去离子水,在搅拌条件下,缓缓加入化学纯级硫酸,放冷到45℃左右时,加入化学纯或电镀特定级硫酸亚锡。
搅拌使溶解,加水至规定体积,过滤,加入计算量的PM-2000主光剂和走位剂,搅拌均匀后即可试镀。
四、镀液的维护1、平时补充光亮剂和走位剂,消耗量都约为200~400mL/KAH。
温度超过28度时添加剂消耗量要增加。
2、两种添加剂的添加比例约为1:1。
对于复杂工件走位剂的添加量应增大10%。
走位剂应及时添加,否则主光剂的消耗量会增加30%以上,并且锡镀层的抗氧化能力下降。
3、镀液配制和补加必须用蒸馏水或去离子水。
要防止CL-的带入,所以镀件前处理最好用硫酸。
4、阴阳极铜棒最好镀上一层锡,以防止铜杂质进入镀液。
镀件掉入槽中,要时捞出。
酸性光亮电镀锡铈合金添加剂的研制

酸性光亮电镀锡铈合金添加剂的研制赵龙;迟红训;宫胜臣【摘要】介绍了一种新型酸性光亮电镀锡铈合金添加剂的研制方法.该添加剂由主光亮剂、分散剂、稳定剂等复配组成,主光亮剂的合成是将对甲氧基苯甲醛与乙二胺通过加成-消除反应制得.在赫尔槽内试镀,用扫描电镜(SEM)观察了镀层形貌.研究发现,使用新型酸性光亮电镀锡铈合金添加剂,可获得一种铈含量达0.5%的锡铈合金镀层,该镀层外观光亮、平整.通过镀层性能测试,镀层可焊性和抗氧化性比纯锡镀层明显提高,解决了使用传统酸性光亮镀锡添加剂普遍存在电镀温度范围窄、添加剂浓度高、镀液易浑浊、稳定性不好、不易控制、易出现电镀故障等缺点.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2015(022)003【总页数】5页(P164-168)【关键词】电镀;锡铈合金;添加剂;可焊性;抗氧化性【作者】赵龙;迟红训;宫胜臣【作者单位】辽东学院化工与材料学院,辽宁丹东 118003;辽东学院化工与材料学院,辽宁丹东 118003;辽东学院化工与材料学院,辽宁丹东 118003【正文语种】中文【中图分类】TQ153【化学工程与材料】硫酸盐光亮镀锡具有电流效率高、沉积速度快、成本低廉及废水易处理等特点,并且锡镀层具有良好的可焊性和表面的光亮性,其镀层接触电阻可与银镀层相比,因此广泛用于电子元器件的电镀。
但镀件存在“淌锡”和“锡疫”等弊病,且一直无法解决。
在酸性光亮镀锡镀液中加入硫酸铈,形成锡铈合金镀层[1,2],能提高焊锡温度。
保证镀层精美外观,而且镀层的结合力,抗氧化性和防变色性都得到提高,防止了镀件镀锡时镀层易变色的缺点,也防止电镀产品在生产使用过程中,出现电路短路和长期存放镀层长“锡须”的现象,目前国内电子元器件的镀锡已由过去的电镀纯锡改为电镀锡铈合金。
为了保证Ce3+和 Sn2+在阴极上能实现共沉积,形成锡铈合金镀层。
在镀液中必须加入能同时与Ce3+和 Sn2+相互形成配合物的添加剂[2]。
酸性镀锡光亮剂控制工艺及常见故障处理方法
酸性镀锡光亮剂控制工艺及常见故障处理方法青岛南涯电子有限公司电镀徐宽文任常忠薛江.前言酸性镀锡光亮剂是由青岛大学用应技术学院谢洪波教授研制地硫酸盐镀锡光亮剂,其使用量少,工艺范围宽,而且能使镀层结晶细致光亮,镀液长期使用稳定不变色,是一种质优价廉地光亮剂.其性能完全可以替代国外产品.我公司主要生产弱电轻触开关镀件为铁基体上镀锡.年地时候我们曾使用一种进口光亮剂,但老是出现质量问题,镀液也不稳定,在年地时候经过试验选择了光亮剂,一直使用至今效果不错.我们总结了一套适合酸性光亮剂地最佳工艺条件及一些常见故障地处理方法,希望与电镀界同仁一起探讨..工艺流程化学除油—酸洗—镀镍—活化—镀锡—中和—烘干.配方及操作化学除油目地:将粘附在待镀件表面上地油污去除,提高镀层与基体金属地结合力和保持镀液清洁.工艺:市售一般除油剂温度:℃时间:分钟操作:把待镀件浸入除油液处理分钟,然后用热水清洗(℃)分钟,再用流水清洗直水呈中性.酸洗目地:去除镀件表面氧化膜工艺:温度:室温时间:分钟操作:把镀件浸入酸洗液中分钟,注意把氧化膜完全去除.否则可延长时间.镀镍目地:提高镀件盐雾试验工艺::::活化目地:溶解镀件表面钝态膜,以保证镀层与基体结合力.工艺::温度:室温时间:分钟操作:把镀件浸入活化液中分钟.电镀镀液成分及工艺条件开缸剂辅光剂温度℃(最佳℃)电流密度过滤连续阳极纯锡镀液地配制()注入地纯水与洁净地镀槽内.()连续不断地搅拌下,慢慢加入所需地硫酸量.()待镀液冷却后,加入,并不断搅拌,使其完全溶解.()加入纯水到镀液容量地.()加入开缸剂和辅光剂()过滤镀液后即可电镀.酸性光亮剂地使用及镀液地维护镀液配置好以后,如何使用好及维护好镀液是电镀地关键.系列光亮剂主要有开缸剂,辅光剂二种成分组成.开缸剂主要有光亮剂,乳化剂,扩散剂,稳定剂组成,主要是稳定镀液,扩大光亮范围,抑制析氢.辅光剂起着提高电流效率,防止镀层氧化地作用,在生产中主要使用开缸剂和辅光剂.生产中要保持这两种成分地比例,温度和电流密度一定要控制在范围内,镀液成分要定期分析`和使用中限最好.六年以来,我们使用该系列光亮剂镀层光亮,结晶细致,镀液始终清澈透明.为了维护好镀液,镀液要连续过滤,温度尽量控制在℃以下,每月翻一次槽,把槽底下地镀件清理干净就可以了.使用六年来,我们从来没有用凝聚剂或活性炭处理过,大大节省了成本.对于我们地产品,外国客户非常认可.工艺:温度℃时间分钟烘干是采用离心甩干机,锡是一种低熔点金属,温度一般控制在℃.电镀工艺是电镀地关键,光亮剂地选择和使用直接关系到产品质量.作为电镀工作者一定要不断学习,不断积累经验,加强责任心,创造更高地电镀品质.。
酸性硫酸盐镀锡故障及其处理方法

对于光亮镀锡而言,镀后处理十分重要,若镀层表面残留的镀液清洗不净或锡镀层在存放和转运过程中遭受氧化和污染,都将直接影响其可焊性
处理方法:a.按下列工艺进行镀后处理:镀锡工件一水洗一专用清洗剂(或5%磷酸三钠)清洗一水洗一钝化(Cr03:50g/L;H2S04:1~2g/L;常温;l0~20s)一水洗一热纯水洗(60℃以上)一甩干一60~70℃烘干;(钝化工艺也可采用专用钝化剂进行钝化。)
b.严格清洗操作,加强清洗水和化学槽液的维护保养
(5)镀液中铜杂质多
镀液中少量的Cu2+杂质,对锡镀层的可焊性影响较小,如果镀液Cu2+杂质较多的话,Cu2+与镀层共沉积,导致可焊性差
处理方法:小电流电解(Dk一0.1~0.2A/dm2)
(6)镀液浑浊的影响
镀液中的胶状物与Sn2+共沉积到镀层中,使镀层变色,对锡镀层的可焊性将有一定的影响
处理方法:见故障现象2的处理方法
酸性硫酸盐镀锡故障及其处理方法:光亮锡镀层的可焊性差
可能原因
原因分析及处理方法
(1)镀层厚度太薄
铜合金基体镀锡或钢基体镀铜后镀锡,锡与铜互相接触,存在一个铜、锡界面,金属之间互相渗透,形成合金扩散。在高温下,这种现象尤为明显。铜基体对锡有较好的渗透作用,渗透速度较快,而锡也向铜合金基体渗透,随着时间的推移,扩散的结果是在原来的界面上形成了两个不同金相组成的扩散层,一个由Cu3Sn组成,靠近铜基体一边;靠近锡镀层一边,其组成为Cu6Sn5。因为铜的熔点较高(为1083℃),故Cu3Sn和Cu6Sn5的熔点都要比纯锡(232℃)高得多,超过700℃。所以铜锡合金层很难在焊接温度下熔化,即不易和溶化了的铅锡焊料互相渗透,形成一个新的合金,因此表现出来的焊接性差。如果镀锡层的厚度较厚,那么较薄的铜锡合金层还不足以影响焊接性;如果镀锡较薄,在3μm以下,随着Cu-Sn扩散带的逐步增长,锡层变得更薄,镀件就表现出扩散层合金的特征,必然会导致工件焊接性能下降。另一方面裸露在空气中的锡层表面会缓慢氧化,锡镀层的真实厚度变薄,锡的氧化物阻碍了锡层与焊料之间的互相溶解和锡层的熔化。以上两种因素导致原来就很薄的锡镀层可焊性差,焊接用的工件的锡镀层厚度一般要求在10μm左右,至少为5~6tμm
浅谈光亮酸性镀铜光亮剂及典型故障处理
浅谈 光亮酸性镀 铜光亮剂及典型 故障处理
王宗雄 王 超 ( 宁波市 电镀行业协 会 ,浙 江 宁波 3 1 5 1 9 9) 周长虹 ( 武汉奥邦表面技术有 限公司 ,湖北 武汉 4 3 0 0 2 3) 张建国 ( 宁波市北仑 电镀 厂 ,浙江 宁波 3 1 5 8 0 6)
1 全光 亮 酸性 镀 铜
1 . 1 酸铜配方及工艺条件 C u S O 4 ・ 5 H 2 O( 优 质工 业级 ) 1 9 0— 2 1 0 g / L
H 2 S O 4 ( 化 学纯 ) C l 一 ( 化学 纯 ) 3 8— 4 2 m L / L 3 O一1 2 0 m g / L( 5 0 mg / L )
实践 证 明 , 镀 液 的稳定 性和 镀 层质 量 与添 加 剂 的 消耗 补充 密 不可 分 , 添 加剂 应该按 电量 ( 千安 ・ 时) 来
1 9 7 8年上 海秦 宝兴 工 程 师发 明硫 酸 盐镀 铜 光 亮
剂, 1 9 8 0年 , 宁波市 慈 溪拆 落 市 电镀 厂 邹 汉权 厂长 试 验成 功 了由 M、 N、 S P、 P和 A E O 等成 分 组 成 的酸 铜
开缸 剂 C 3种 。
2 0世纪 8 0年 代 , 上 海 长 征 电镀 厂 C B酸 性 镀 铜 光 亮剂 、 江苏 常熟 洞泾 化工 厂 S C B酸性 镀铜 光 亮剂等 产 品为 电镀厂 首 选 光 亮剂 。也 有 自己配 制 使 用 的组 合型 液体 或 固体 酸 铜 光亮剂 。 目前 , 电镀企 业 为 降低 加 工成 本 , 按 镀层 质 量不
光 亮剂 , 各项 性 能 优 良 , 为塑 料 电镀 的兴 起 立 下 了汗
酸性光亮电镀锡铈合金工艺的研究

酸性光亮电镀锡铈合金工艺的研究迟红训;宫胜臣;卢声;王东东;左华龙【摘要】采用赫尔槽试验研究了镀液中各种成分的作用及工艺条件,用扫描电镜( SEM )观察了镀层形貌。
研究发现,在酸性光亮镀锡镀液中添加铈盐和自制的光亮剂,可获得一种铈含量达0.5%的锡铈合金镀层,该镀层外观光亮、平整。
通过镀层性能测试,并与纯锡镀层性能进行比较,发现:当镀层厚度大于5μm时,锡铈合金镀层表面致密均匀,结晶细致光亮;其抗氧化性、耐蚀性、防变色性能及可焊性明显优于纯锡镀层,解决了纯锡镀层在焊锡时易发生变色,提高了焊接温度。
%With Hull cell experiment , the function component in the bath and technological conditions of bright acidic Sn-Ce alloy were studied .The appearance of deposits was tested by SEM .It was found that a smoothand bright plating layer of Sn -Ce alloy with 0 .5% Ce was obtained by adding cerium salt and the homemade brightener in the tin electroplating bath .The coating was tested and compared with pure tin electroplating plating . The results showed that when the plating was thicker than 5μm, the surface of the Sn -Ce alloy plating was uniform and dense with fineand bright crystals .It was more antioxidant , corrosion-resistant, solderable and resistant to change color than pure tin plating .【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2014(000)003【总页数】4页(P158-161)【关键词】锡铈合金镀层;抗氧化性;耐蚀性;可焊性【作者】迟红训;宫胜臣;卢声;王东东;左华龙【作者单位】辽东学院化工与材料学院,辽宁丹东 118003;辽东学院化工与材料学院,辽宁丹东 118003;辽东学院化工与材料学院,辽宁丹东 118003;辽东学院化工与材料学院,辽宁丹东 118003;辽东学院化工与材料学院,辽宁丹东 118003【正文语种】中文【中图分类】O626.4锡是银白色金属,无毒、可焊、延展性好。
甲基磺酸盐酸性镀锡MSA由于具有...

摘要甲基磺酸盐酸性镀锡(MSA)由于具有环境友好性和生物可降解性,且废水处理简单,越来越受到重视。
本文主要是在现有的甲基磺酸盐镀锡工艺基础上,通过赫尔槽实验确定了辅助剂和光亮剂的种类和含量,并通过电化学测试方法研究了抗氧化剂、辅助剂和光亮剂对电极反应的影响,采用铜库仑计法、远近阴极法和内孔法对镀液的电流效率、分散能力和覆盖能力进行了测试,且对镀层的耐蚀性、孔隙率和表面形貌进行了测试。
实验结果表明,MSA镀锡液中最佳抗氧化剂、辅助剂和光亮剂的含量分别为:抗氧化剂(HXY) 20mL/L、辅助剂(HXY) 20mL/L和光亮剂 2mL/L;电化学测试结果表明,抗氧化剂能明显提高镀液的稳定性,辅助剂和光亮剂能增大阴极极化,抑制氢气的析出,使晶粒细化;镀液的电流效率为98.47%,电沉积速率为0.0445g/s·cm2,分散能力为97.7%,覆盖能力为83.1%,镀层的孔隙率减小、耐蚀性提高,且镀层结晶细致。
本文还对镀锡液中Fe2+的来源及Fe2+对镀层孔隙率和耐蚀性的影响进行了研究,并探讨了镀锡液中的杂质Fe2+的去除方法。
结果表明,镀件酸洗后水洗不彻底及镀件在酸性镀液中的溶解是镀液中Fe2+的主要来源,Fe2+在镀锡液中的允许含量为10g/L。
镀层的耐蚀性随镀液中Fe2+浓度的升高而降低,锡泥的生成率随Fe2+浓度的升高而加快。
通过冷冻法去除的Fe2+能达到80%以上。
关键词:电镀锡,甲基磺酸盐,添加剂,杂质AbstractMethyl sulfonic acid (MSA) tinplating is paid more and more attention to because it is friendly to the environment and completely biodegradability, and treatment of electroplating wastewater is simple. In this paper, based mainly on existing methyl sulfonate tinplating process, different kinds and contents of antioxidant, auxiliary agent and brightener were determined with Hull Cell experiment, and different kinds and contents of antioxidants, auxiliary agents and brightener were studied by electrochemical test. Bath properties including current efficiency, dispersive and covering power were tested through Cu-coulometer, far and near cathode and inner bore methods, moreover corrosion resistance, porosity and microstructure of coating were tested.Experiment results showed that in MSA tinplating bath the best contents of antioxidants, auxiliary agents and brightener were antioxidant (HXY) 20mL/L, auxiliary agent (HXY) 20mL/L and brightener 2mL/L. Electrochemical test results showed that antioxidant could obviously improve the stability of bath,auxiliary agent and brightener could increase the cathode polarization,suppress reducing of hydrogen and make the refined grains. Current efficiency was 98.47%, electrodeposition rate was 0.0445g/s·cm2 dispersive and covering power were 97.7% and 83.1%. Porosity decreased, corrosion resistance improved and crystallization diminished on the layer.This paper also studied the source of Fe2+ and Fe2+ effect for coating porosity and corrosion resistance and discussed removal methods of in tinplating bath. Results showed that not thoroughly with water-washing after washing with a pickling and plating dissolved in acidic tinplating bath were the main source of Fe2+, Allowing content of Fe2+ in tinplating bath was determined as 10g/L. Coating corrosion resistance was worse with the concentration of Fe2+ increasing, while the producing rate of sludge was accelerated with the concentration of Fe2+ increasing, too. Removing Fe2+ by freezing method, the removal rate could achieve more than 80% in this method.Key words:tin electroplating,Methane sulfonate,Additives, impurity沈阳理工大学硕士学位论文原创性声明本人郑重声明:本论文的所有工作,是在导师的指导下,由作者本人独立完成的。
电镀加工:酸性硫酸盐镀锡故障及其处理方法:镀层色泽均匀,但光亮度不足
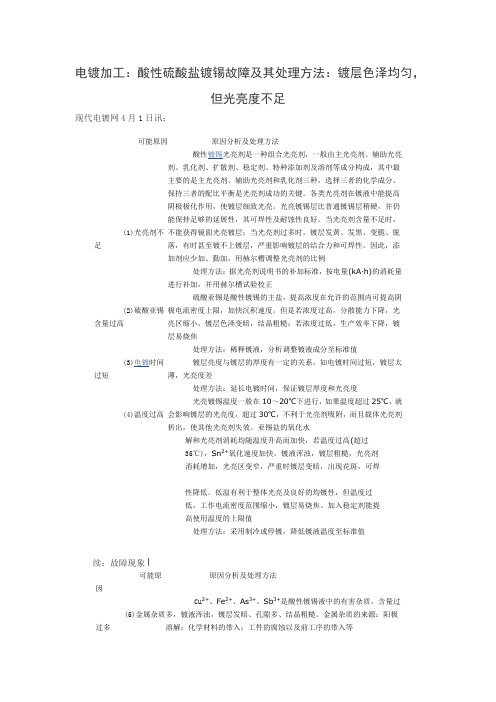
电镀加工:酸性硫酸盐镀锡故障及其处理方法:镀层色泽均匀,但光亮度不足现代电镀网4月1日讯:可能原因原因分析及处理方法(1)光亮剂不足酸性镀锡光亮剂是一种组合光亮剂,一般由主光亮剂、辅助光亮剂、乳化剂、扩散剂、稳定剂、特种添加剂及溶剂等成分构成,其中最主要的是主光亮剂、辅助光亮剂和乳化剂三种,选择三者的化学成分、保持三者的配比平衡是光亮剂成功的关键。
各类光亮剂在镀液中能提高阴极极化作用,使镀层细致光亮。
光亮镀锡层比普通镀锡层稍硬,并仍能保持足够的延展性,其可焊性及耐蚀性良好。
当光亮剂含量不足时,不能获得镜面光亮镀层;当光亮剂过多时,镀层发黄、发黑、变脆、脱落,有时甚至镀不上镀层,严重影响镀层的结合力和可焊性。
因此,添加剂应少加、勤加,用赫尔槽调整光亮剂的比例处理方法:据光亮剂说明书的补加标准,按电量(kA·h)的消耗量进行补加,并用赫尔槽试验校正(2)硫酸亚锡含量过高硫酸亚锡是酸性镀锡的主盐,提高浓度在允许的范围内可提高阴极电流密度上限,加快沉积速度。
但是若浓度过高,分散能力下降,光亮区缩小,镀层色泽变暗,结晶粗糙;若浓度过低,生产效率下降,镀层易烧焦处理方法:稀释镀液,分析调整镀液成分至标准值(3)电镀时间过短镀层亮度与镀层的厚度有一定的关系,如电镀时间过短,镀层太薄,光亮度差处理方法:延长电镀时间,保证镀层厚度和光亮度(4)温度过高光亮镀锡温度一般在10~20℃下进行,如果温度超过25℃,就会影响镀层的光亮度,超过30℃,不利于光亮剂吸附,而且载体光亮剂析出,使其他光亮剂失效。
亚锡盐的氧化水解和光亮剂消耗均随温度升高而加快,若温度过高(超过35℃),Sn2+氧化速度加快,镀液浑浊,镀层粗糙,光亮剂消耗增加,光亮区变窄,严重时镀层变暗,出现花斑,可焊性降低。
低温有利于整体光亮及良好的均镀性,但温度过低,工作电流密度范围缩小,镀层易烧焦。
加入稳定剂能提高使用温度的上限值处理方法:采用制冷或停镀,降低镀液温度至标准值续:故障现象l可能原因原因分析及处理方法(5)金属杂质过多 Cu2+、Fe2+、As3+、Sb3+是酸性镀锡液中的有害杂质,含量过多,镀液浑浊,镀层发暗、孔隙多、结晶粗糙。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酸性镀锡光亮剂成分分析,配方问题解析及应用导读:本文详细介绍了除焦剂的研究背景,类别,参考配方等,本文中的配方数据经过修改,如需更详细资料,可咨询我们的技术工程师。
酸性镀锡光亮剂主要用于电镀行业,禾川化学引进国外配方破译技术,专业从事酸性镀锡光亮剂成分分析、配方还原、研发外包服务,为光亮剂相关企业提供一整套配方技术解决方案。
1 背景
自上个世纪二十年代,fink用胶或接近于胶体的物质镀锡并首获专利权以来,人们先后研究了动物胶、甲酚、芦荟素、醛缩合物、甲酚磺酸、p-萘酚、明胶、苯胺、乙醛等;到60年代,clarke、britton田和土肥信康圈等采用醛胺系schiff碱类化合物,使酸性镀锡光亮剂有了较大进步;至60年代末期,不饱和醛酮、烷基或芳烷基聚氧乙烯醚等化合物在酸性镀锡中获得应用。
目前,国内外使用的酸性镀锡光亮剂大都是由主光亮剂(甲醛或苯甲醛)、载体光亮剂(非离子型表面活性剂如op- 21、op- 10、t x- 10)和辅助光亮剂(苄叉丙酮)复配而成。
自从上海市轻工所研制的820体系光亮剂问世以来,我国镀锡业有了更快发展。
由于采用的表面活性剂型号、质量不一样,光亮剂的配方和附加剂(萘酚、烟酸、甲酚、苯二酚、酚磺酸、二氨基二苯甲烷)不同,其性能各有差异。
实践证明,选择何种型号的载体光亮剂至关重要。
烷基酚聚氧乙烯醚系列的表面活性剂,尽管使用温度比较高,但它在电解液中的走位能比较差;壬基酚聚氧乙烯醚使用温度比较低,但它在电解液中的走位能力却很强。
禾川化学是一家专业从事精细化学品分析、研发的公司,具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、
强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。
样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。
有任何配方技术难题,可即刻联系禾川化学技术团队,我们将为企业提供一站式配方技术解决方案!
2 主光亮剂
在sn2+ 结晶生长点上选择性吸附,以抑制结晶生长,促进晶核的生长,在电镀时,在常用的平均电流密度下( 1~ 5 a/ dm2) ,由于被镀元件表面不均匀性,在突出部位上的电流密度可能已超过5 a/ dm2,即该处的电位较负,若添加剂在比较负的电位下早已脱附,它就无法影响突出部位上sn2+ 的放电。
结果突出部位仍沉积得过多,凹陷处仍沉积得过少。
因此,只有在实际电镀电位范围内可以较强吸附的添加剂,才有光亮效果。
主光亮剂一般应具有下列结构:
只要方框内的结构保持不变,方框外的取代基rl、r2可以改变,复配生成的有机化合物都有光亮效果。
醛类的吸附能力比酮类和酯类强,这与醛基中羰基的化学活性特别高是一致的,在羰基连有共扼双键存在时,共扼双键上的电子云可移到羰基上,从而提高羰基的化学活性,提高了羰基上的电子云密度,从而提高了吸附sn2+能力,但是
吸附性过强,脱附电位很负,超过h+的析出电位的添加剂,在使金属锡离子沉积的同时,也伴随着大量氢气的产生,结果电流效率下降,镀层的光亮度变差。
所以只有吸附性较强、脱附电位在析出电位之前的添加剂才有增光的效果。
主光亮剂最佳量为0. 2~0. 3 g/ l。
3 辅助光亮剂
辅助光亮剂的作用是减少受镀面与电解液之间的表面微分电容,它吸附在电极上,对共存的主光亮剂的吸附产生影响,使主光亮剂吸附在电极上的电位范围变狭,产生细小的结晶沉积。
作辅助光亮剂的有脂肪醛和不饱合羰基化合物如酯类、醛类、酮类等,某些羧酸、胺类和羧酸酯类及电镀中常用的整平剂、乳化剂对镀层增光有协同效应。
醛类被认为是较好的辅助光亮剂。
<br>辅助光亮剂的最佳用量为1. 0~ 1. 5ml/l。
因此需要寻找次级光亮剂(辅助光亮剂)。
根据文献报道和大量实验摸索,发现某些羧酸、胺类和羧酸酯类及电镀中常用的整平剂、乳化剂对镀层增光有协同效应。
4 载体光亮剂
载体光亮剂也叫分散剂,主要是各种表面活性剂。
早期所用的多是阴离子型表面活性剂,如正辛基硫酸钠。
它可以使醛胺缩合物很好地溶于镀液,但是其在阴极上的吸附较弱,很快被非离子型表面活性剂取代。
如聚乙二醇、聚乙二醇烷基醚和烷基酚聚氧乙烯醚等都可作载体。
其中最常用的是烷基酚聚氧乙烯醚类(op-10、op-21)。
5 附加剂
在附加剂中,最长使用的是稳定剂,是酸性光亮镀锡不可缺少的。
常用的稳定剂有抗坏血酸、间苯二酚、脂肪醇、苯酚磺酸等。
不同的稳定剂具有不同的稳
定作用,如抗坏血酸主要是防止二价锡离子的化学氧化,而苯酚类则有抑制电化学氧化的作用。
6 常见的镀锡光亮剂配方参考
配方1
成分含量说明
苄叉丙酮15-20g/l 次级光亮剂
甲醛300-400ml/l 主光亮剂
0p-21 300-400ml/l 载体光亮剂
丁二酸38-58ml/l 次级光亮剂
水150-300ml/l /
配方2
成分含量说明
戊二醛80-100g/l 主光亮剂
肉桂醛13-25g/l 次级光亮剂
烷基酚聚氧乙烯醚100-140g/l 载体光亮剂
水余量/
通过对化工产品的配方分析还原,有利于企业了解现有技术的发展水平,实现知己知彼;有利于在现有产品上进行自主创新,获得知识产权;有利于在生产过程中发现问题、解决问题。
通过对化工产品的配方改进,配方研发,可以加快
企业产品更新换代的速度,提升市场竞争力,因此,对于化工产品的分析、研发已变得刻不容缓!。