焊接工艺评定任务书PQR
焊接工艺评定报告(PQR)
焊接工艺评定报告(PQR)
(共3页第1页)
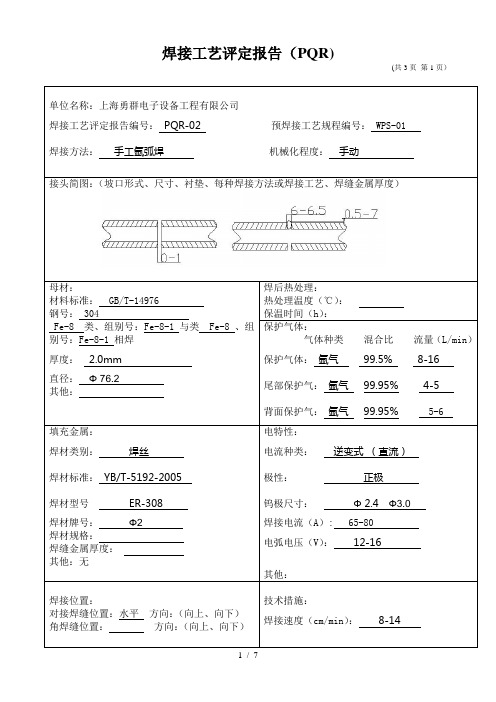
单位名称:上海勇群电子设备工程有限公司
焊接工艺评定报告编号:PQR-02 预焊接工艺规程编号: WPS-01
焊接方法:手工氩弧焊机械化程度:手动
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准: GB/T-14976
钢号: 304
Fe-8 类、组别号:Fe-8-1 与类 Fe-8 、组
别号:Fe-8-1相焊
厚度: 2.0mm
直径:Φ 76.2
其他:
焊后热处理:
热处理温度(℃):
保温时间(h):
保护气体:
气体种类混合比流量(L/min)
保护气体:氩气99.5% 8-16
尾部保护气:氩气99.95% 4-5
背面保护气:氩气99.95% 5-6
填充金属:
焊材类别:焊丝
焊材标准:YB/T-5192-2005
焊材型号ER-308
焊材牌号:Φ2
焊材规格:
焊缝金属厚度:
其他:无
电特性:
电流种类:逆变式(直流)
极性:正极
钨极尺寸:Φ 2.4 Φ3.0
焊接电流(A): 65-80
电弧电压(V):12-16
其他:
焊接位置:
对接焊缝位置:水平方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min):8-14
焊接工艺评定报告(PQR)
焊接工艺评定报告(PQR)
(共3页第3页)
焊接工艺评定外观检查表
焊接工艺评定——施焊记录表。
焊接工艺评定报告PQR
No.
试样号
Notch Location
缺口位置
Specimen Size
试样尺寸
Test Temp.试验温度
Impact Values冲击值
Drop Weight Break (Y/N)落锤(断裂/不)
Ft.1bs
%Shear
Mils
Comments:
Fillet-Weld Test (QW-180)角焊缝试验
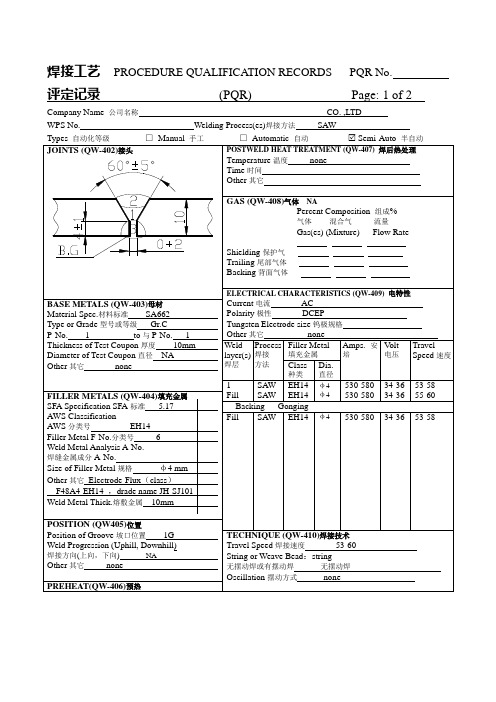
weldingprocesses焊接方法sawtypes自动化等级manual手工automatic自动?semiauto半自动jointsqw402接头postweldheattreatmentqw407焊后热处理temperature温度nonetime时间other其它gasqw408气体napercentcomposition组成气体混合气流量gasesmixtureflowrateshielding保护气trailing尾部气体backing背面气体electricalcharacteristicsqw409电特性current电流acpolarity极性dceptungstenelectrodesize钨极规格other其它nonebasemetalsqw403母材materialspec
Other其它none
TECHNIQUE (QW-410)焊接技术
Travel Speed焊接速度53-60
String or Weave Bead:string
无摆动焊或有摆动焊无摆动焊
Oscillation摆动方式none
Multiple orSinglePass(per side) one side single other side multiple pass
《焊接工艺评定》1.4.5PQR01焊接工艺评定试样冲击试验

Part 06
关闭试验机
关闭试验机
关闭手持控制器开关 冲击试验完成后,将手持控制器上的开关拨到 关的位置,然后将控制器放置在试验机底座上 ,以防止摔落或误触碰。
关闭试验机电源开关 将试验机侧面的电源开 关旋转到关的位置,试 验机.上绿色指示灯熄 灭。
整理试验场地 切断试验机电源, 整理好试验所用的工量 具,并将试验场地整理干净。
空打 将刻度盘上指针拨到最大值300J或150J处, 先按下手持控制器上的退销按钮,安全销 回缩,再按下冲击按钮,锁锤系统动作,松 开摆钩,摆锤会由高处下落, 绕摆轴做钟 摆运动。
放摆检查刻度盘 待摆锤扬起到最高处后返回到最低点位置 时,快速短按手持控制器_上的放摆按钮, 刹车系统工作,快速停止摆锤的摆动。检 查刻度盘上指针是否归零。如不归零,则 必须校正后重新空打,直到指针归于零位。
点击文本框即可进行编辑输入 相关内容点击文本框即可Байду номын сангаас行
编辑输入相关内容
选择合适摆锤
PQR01工艺评定的试板为8mm厚度的Q235B板,焊材选
用的是E4303焊条,制取的冲击试样为5mm厚度的V型
缺口小试样,根据经验估算,其冲击吸收功不会超过
100J,故选用最大量程150J的小摆锤即可满足试验
要求。
拆下大摆锤
依据NB/T47014第4.3 条规定: 焊接工艺评定力学性 能试验所用设备、仪 表应处于正常工作状 态。
试验人员必须经过理 化检验专业技术培训 考核,并取得力学性能 专业1级或者2级技术 资格证书,证书必须 在有效期内,试验时严 格遵循安全操作规程。
Part 02
摆锤选择与更换
摆锤选择与更换
添加标题
更换摆锤必须使用试验机配套的专用工
焊接工艺评定记录(pqr)
焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。
焊接工艺评定报告PQR115
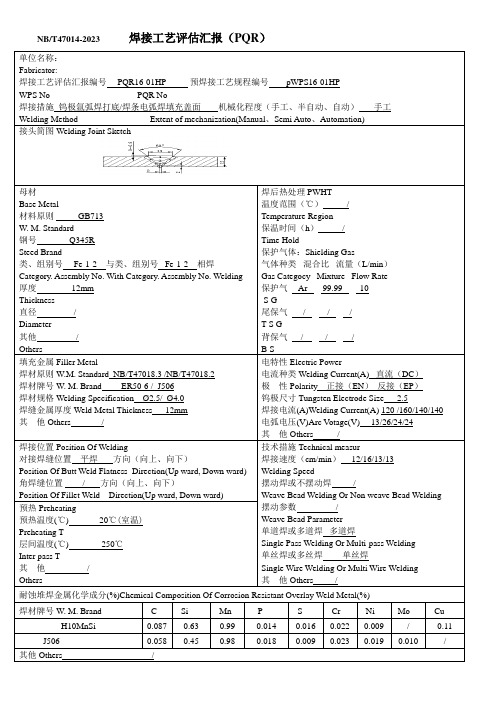
NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-01HP 预焊接工艺规程编号 pWPS16-01HPWPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊填充盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation)接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 /NB/T47018.2 焊材牌号W. M. Brand ER50-6 / J506焊材规格Welding Specification Ø2.5/ Ø4.0焊缝金属厚度Weld Metal Thickness 12mm其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)反接(EP)钨极尺寸Tungsten Electrode Size 2.5焊接电流(A)Welding Current(A) 120 /160/140/140 电弧电压(V)Arc Votage(V) 13/26/24/24其他Others /焊接位置Position Of Welding对接焊缝位置平焊方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置 / 方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12/16/13/13 Welding Speed摆动焊或不摆动焊 /Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 J506 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 / 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-02HP 预焊接工艺规程编号 pWPS16-02HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-03HP 预焊接工艺规程编号 pWPS16-03HP WPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713 、 GB24511W. M. Standard钢号 H12Cr24Ni13/A302Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H12Cr24Ni13/A302 焊材规格Welding Specification Ø2.0 /Ø3.2 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 110--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊+单道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 A302 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-04HP 预焊接工艺规程编号 pWPS16-04HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H10MnSi焊材规格Welding Specification Ø2.5焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-05HP 预焊接工艺规程编号 pWPS16-05HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB24511W. M. Standard钢号 20/ 06Cr19Ni10Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H12Cr24Ni13焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-06HP 预焊接工艺规程编号 pWPS16-06HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-07HP 预焊接工艺规程编号 pWPS16-07HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1 -2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-08HP 预焊接工艺规程编号 pWPS16-08HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-09HP 预焊接工艺规程编号 pWPS16-09HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948W. M. Standard钢号 20# /20#Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-10HP 预焊接工艺规程编号 pWPS16-10HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-11HP 预焊接工艺规程编号 pWPS16-11HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.4焊材牌号W. M. Brand H10Mn2焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 600--620 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10Mn2 0.082 0.045 1.65 0.009 0.009 0.023 0.006 / 0.115 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-12HP 预焊接工艺规程编号 pWPS16-12HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard JB/T47018.2 焊材牌号W. M. Brand H08Cr21Ni10Si 焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 400--420 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-13HP 预焊接工艺规程编号 pWPS16-13HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12-14Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-14HP 预焊接工艺规程编号 pWPS16-14HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 80--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 150℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-15HP 预焊接工艺规程编号 pWPS16-15HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713/ GB24511W. M. Standard钢号 Q345R /06Cr19Ni10Steed Brand类、组别号 Fe-1-2 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A302焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A302(∮3.2) 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 A302(∮4.0) 0.057 0.88 1.24 0.028 0.009 23.73 12.38 0.21 0.05 其他Others /。
焊接工艺评定报告PQR:Q345B ER50-6 焊丝 角焊缝(中对照)

焊接工艺评定报告Welding procedure qualification report(PQR)编号NO: PQR021焊缝类型Joint type: 角焊缝Fillet weld试板钢号Test plate materials: Q345B试板厚度Test plate thickness: 40mm焊接方法Welding method: GMAW焊接材料Welding materials: ER50-6母材厚度范围Applicable parent materials thickness range:5-200 mm焊缝厚度范围Applicable filler metal thickness range:5-200 mm评定执行标准Assessment of implementation standards:NB/T 47014-2011焊接工艺评定报告Welding procedure qualification report单位名称Company name:焊接工艺评定编号PQR NO. PQR 021 预焊接工艺规程编号PWPS NO. PWPS 021 焊接方法Welding method GMAW 机械化程度(手工、机动、自动)The degree of mechanization (manual, mobile, automatic) 手动manual接头简图Drawing : (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)t:40mm母材Parent materials:材料标准Material Standard GB/T 1591材料代号Material code Q345B 类别号 Fe-1 组别号Fe-1-2 与类别号 Fe-1 组别号Fe-1-2相焊接Category No. Fe-1 Group No. Fe-1-2 and Category No. Fe-1 Group No. Fe-1-2 are welded厚度Thickness 40mm直径Diameter /其他Others /焊后热处理Post weld heat treatment :保温温度Thermal insulation temperature (℃): / 保温时间范围Thermal insulation time (h ) /保护气体protective gas : 气体种类 混合比 流量Gas type Mixing ratio Flow rate 保 护 气 Shielding gas 20%CO2+80%Ar 1:4 15-25L/min 尾部保护气 Tail shielding gas / / /背面保护气Back shielding gas / / /填充金属Welding materials : 焊材类别Welding materials category No. FeS-1-2 焊材标准Welding materials Standard GB/T 8110-200 焊材型号Welding materialstype ER50-6电特性Electrical characteristics : 电流种类Type of current 直流(DC ) 极性Polarity 反接(EP ) 钨极尺寸Tungsten electrode diameter / 焊接电流Welding current : 200-300A焊接工艺评定施焊记录表Welding procedure evaluation welding record table焊接工艺评定施焊记录表Welding procedure evaluation weldingrecord table 焊接工艺评定编号PQR NO.预焊接工艺规程编号PWPS NO.PQR021 PWPS021施焊焊工Welder name检验员Checker 钢印号Welder NO./ 记录人员Recorder施焊日期Welding date 2018.4.2焊接责任人Welding Engineer母材Parent material名称Name钢号NO.尺寸Size(mm)炉批号Furnace batchNO.材质证明书Materialcertificate其他Others 试件SampleQ345B 300*500 / / /焊材welding material牌号Type尺寸Size(mm)炉批号Furnacebatch NO.烘干Drying(℃,h)材质证明书Materialcertificate其他Others ER50-6 φ1.2 / / / /设备Equipment 设备型号NO. 产地Place of Origin / / / /焊接位置Welding position 1F 接头形式简图Drawing t 40mm (同报告接头简图)施焊技术Welding technology/预热温度Preheating temperature100℃层间温度Interpass temperature< 250C°焊后热处理Post weld heat treatment/ 后热处理Post-welddehydrogenation treatment/清根方法Method of back gouging/保护气体Protective gas 80%Ar+80%CO2层Layer焊接方法process焊材牌号Weldingmaterial焊材规格Type电流种类及极性Type ofcurrent/polarity电流Current(A)电压Voltage(V)焊接速度Weldingspeed(cm/min)喷嘴直径Nozzlediameter1 GMAW ER50-6 φ1.2 DCEP 200-210 22-23 30 202 GMAW ER50-6 φ1.2 DCEP 200-220 22-24 35 20 3-4 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 35 20 5-6 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 40 20 7-9 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 45 20 9-n GMAW ER50-6 φ1.2 DCEP 280-300 30-32 45 20焊接工艺评定外观检验记录表。
焊接工艺评定书

受控状态文件编号: OF/GYHJ-01发放编号 00 版本号: A版]焊接工艺评定报告编制:桑叶日期:2012年02月 28 日)审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01焊接工艺评定书·(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书/3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)。
母材牌号 0Gr18Ni9 接 头 示 意 图! 规格 D60× 焊接 材 料焊条 牌号 规格 焊丝 牌号 ' ER304规格 焊剂… 牌号 规格焊接方法 、 手工氩弧焊其他技 术 要 求、 焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能》拉伸(GB228)数 量 2 件冲击∕弯曲 (GB232)项目数量 》各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 焊缝区 ∕ % 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀∕合 格 标 · 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤 JB/T 射线检测∕机 $拉伸 GB228 金 相宏 观∕弯曲GB232二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: V型衬垫(材料及规格):无其他:采用机械加工坡口'注:对每一种母材与焊材的组合均需分别填表焊接工艺指导书(续表2)..钨极类型及直径铈钨棒ФФ喷嘴直径(mm)Ф8-10熔滴过度形式焊丝送进速度(cm/min)技术措施:摆动焊或不摆动焊:略摆动摆动参数:小摆动焊前清理和层间清理:坡口两侧20mm清理背部清根方法:…单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝导电嘴至工件距离:锤击:其他:第三方检验编制:桑叶日期:审核:陈海强日期:批准:陈明华日期:三、焊接工艺评定报告(表3)单位名称:上海欧坊医疗机械设备有限公司焊接作业指导书编号: WPS-01 焊接工艺评定报告编号: PQR-01焊接方法:手工氩弧焊机械化程度:手工,接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号: 0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:3 mm焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)焊接工艺评定报告(续表3);焊接工艺评定报告(续表3)编制:桑叶日期:审核:陈海强日期:批准:陈明华日期:四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)—检查者:祁学成日期:施焊者:陈明美日期:编号:PQR-02焊接工艺评定书(紫铜管—氧乙炔焰银钎焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5)(六、附件1. 试样检测报告 2.试样材料质量证明书 3. 焊接材料质量证明书/一、焊接工艺评定任务书(表1)母材牌号 紫铜管TP2接 头 示 意 图规格 Ф22×焊 接 材料 焊条 牌号 (/ 规格/ 焊丝"牌号 L209 规格扁丝二、焊接工艺指导书(表2)焊接接头:管状承插式简图:(接口形式、接头间隙、搭接长度)、坡口形式:∕接头间隙:搭接长度: 15-20mm 接头及坡口形式接头焊缝示意母材:类别号紫铜管Ι与类别号紫铜管Ι相钎焊或标准号 GB/T 1527-2006 牌号 TP2 与标准号 GB/T 1527-2006 牌号 TP2 相钎焊厚度范围:母材:管径范围:不限搭接长度范围: 15-20mm 焊前清理方法: 用细纱布清理其他:—钎焊接材料:焊材类别低银钎料银钎焊溶剂焊材标准GB/T 6418-2008Q/JBAY13-2009焊材型号BCu91PAg QJ101焊材规格\扁丝≤80目焊材牌号L209飞机牌制造厂商上海斯米克焊材有限公司上海斯米克焊材有限公司漫流位置:水平漫流钎料垫加方式:随焊随加钎料技术措施:由合格焊工施焊钎焊后清理方法:焊件冷却至80以下时,用热水冲洗并用钢丝刷除去多余的焊剂、熔渣。
《焊接工艺评定》1.4.3PQR01焊接工艺评定试样拉伸试验
计算拉伸试样的横截面积
根据测量的宽度和厚度,计算平均值,并计 算平均截面积SO,将测量和计算结果记录 到力学性能记录试验表上。
拉伸试样过渡圆弧值的测量
用R=25mm的R规测量拉伸段和夹持端过渡圆弧是否 符合标准要求。
试验结果分析
谢谢
THANK YOU 艺评定试样 拉伸试验
汇报人:
拉伸试验
依据NB/T47014第4.3条规定: 焊接工艺评定力学性能试验所用设备、仪表应处于正常工 作状态。 我们选用的设备型号为WAW-300C的微机控制电液伺服 万能试验机
拉伸试验所需工具包括:温湿度计、游标卡尺、R规
拉伸试样尺寸的测量
检验实验室环境温度
依据GB/T228.1-2010第5条规定: 试验一般在室温范围内进行,对温度要求严格的试验,试验温 度应为23℃±5℃。 用温湿度计检测环境温度是否符合规定要求,如不符合,则需 打开空调,将温度调节到要求的范围内。
拉伸试样尺寸的测量
按照GB/T228.1-2010规定的试验方法测定拉伸试样尺寸: 1.测量夹持端宽度,应不少于32mm 2.分三个点测量拉伸段的宽度和厚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对接焊缝位置:水平向上方向:(向上、向下)
角焊缝位置:/方向:(向上、向下)
技术措施:
焊接速度(cm/min):
摆动或不摆动:摆动
摆动参数:焊工自由掌握,但成型美观
多道焊或单道焊(每面):单道
多丝焊或单丝焊:单丝
其他:
预热:
预热温度(℃):室温
层间温度(℃):<427
其他:
SG/R8-6.1
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:GB3274
钢号:Q235-B
类、组别号:Ⅰ、Ⅰ-1与类、组别号:Ⅰ、Ⅰ-1相焊
相焊厚度:10mm
直径:
其它
焊后热处理:
热处理温度(℃):620±20℃
保温时间(h):0.5h
保护气体:
气体混合比流量(L/min)
/
焊缝余高
0~1.5
焊脚差
/
检验员:谈元金08年1月27日审核人:程忠平08年1月27日
RT无损检测 XT□YT检测报告编号:PQR08-21
检测标准
片号
等级
结果
检测标准
片号
等级
结果
JB/T4730
PQR08-21A1-1
Ⅰ
合格
JB/T4730
PQR08-21A1-2
Ⅰ
合格
备注:
检测者:张爱民
08年1月27日审核人:孙锡和08年1月27日
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验结果
PQR08-21-3
面弯
10
40
180
合格
PQR08-21-4
背弯
10
40
180
合格
PQR08-21-5
面弯
10
40
180
合格
PQR08-21-6
背弯
10
40
180
合格
冲击试验试验报告编号:PQR08-21-7、PQR08-21-8
SG/R8-6.1.0
焊接工艺评定报告
报告编号:PQR08-21
完成日期:2008-2-2
编制:杭永根
审核:魏然
批准:陈仁来
南通曙光波纹管制造有限公司
焊试室
焊接工艺评定报告
SG/R8-6.1
单位名称南通曙光波纹管制造有限公司
焊接工艺评定报告编号:PQR08-21焊接工艺指导书编号WPS08-21
焊接方法:GTAW+SMAW机械化程度:(手工、半自动、自动)手工
于金海
王元凤
焊工代号
A
K
施焊日期
2008-1-27
编制
杭永根
审核
魏然
批准
陈仁来
日期
2008-2-2
日期
2008-2-2
日期
2008-2-2
第三方检验
SG/R8-6.1.1
焊评试验施焊记录表
南通曙光波纹管制造有限公司
焊评编号(PQR No)
PQR08-21
焊工
于金海,王元凤
钢印
A,K
检验员
程忠平
记录者
J427
Φ3.2
06-90562
350℃×1h
COD57369-39
入库号HT08-3
J427
Φ4.0
07-12-511
350℃×1h
COD57369-79
入库号HT08-4
焊接位置
平位
接头形式简图:
施焊技术
氬弧焊打底,焊条点弧焊填充盖面
预热温度
室温
层间温度
≤427℃
焊后热处理
620±20℃
后热处理
谈元金
母材
名称
钢号
尺寸,mm
炉批号
材质证明
其他
钢板
Q235-B
450×150×10
12-1426
200712696
入库号P08-4
钢板
Q235-B
450×150×10
12-1426
200712696
入库号P08-4
焊材
牌号
尺寸,mm
炉批号
烘干
材质证明
其他
H08A
Φ3.2
632105
/
060504
入库号HS08-15
保护气体:氩气5-7
尾部保护气:
背面保护气:
填充金属:
焊材标准:GB/T5117;GB/T14957
焊材牌号:T427;H08A
焊材规格:Φ3.2/4.0;Φ3.2
焊缝金属厚度:
其他:
电特性:
电流种类:直流
极性:正接;反接
钨极尺寸:Φ2.5
焊接电流(A):90~150
电弧电压(V):16~26
其他:
拉伸试验试验报告编号:PQR08-21-1、PQR08-21-2
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
断裂载荷
(KN)
抗拉强度
(MPa)
断裂部位和特征
PQR08-21-1
37/25
10
10×25
440
熔合区韧断
PQR08-21-2
37/25
10
10×25
450
熔合区韧断
弯曲试验试验报告编号:PQR08-21-3、PQR08-21-4、PQR08-21-5、PQR08-21-6
清根方法
手工打磨
保护气体
纯Ar
脉冲频率
脉宽比,%
层
焊接方法
焊材牌号
焊材规格
电流种类及极性
电流(A)
电压(V)
焊接速度(注)cm/min
热输入kJ/cm
钨极直径
喷嘴直径
1
GTAW
H08A
Φ3.2
直、正
96
17
12
8.16
Φ2.5
12
2
SMAW
J427
Φ3.2
直、反
118
20
14
10.11
3
SMAW
J427
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检验
RT:无裂纹UT:
MT:PT:
其他
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面至融合线的距离(mm):
附加说明:
结论:本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确
评定结果:合格
焊工姓名
□MT□PT□UT检测报告编号:
检测标准
检测部位
结果
检测标准
检测部位
结果
备注:
检测者:
年月日审核人:年月日
铁素体含量:
测量标准:
铁素体测量仪:
检验员:
年月日审核人:年月日
其他:
Φ3.2
直、反
119
21
12
12.5
4
SMAW
J427
Φ4.0
直、反
142
25
11
19.36
SG/R8-6.1.2
外观和无损检测记录表
南通曙光波纹管制造有限公司
焊评编号(PQR No)
PQR08-21
焊缝外观检查
表面裂纹
无
单面焊根部未焊透
无表面气孔无Fra bibliotek单面焊根部未熔合
无
弧坑
无
单面焊根部凹陷
无
咬边
无
焊脚
试样编号
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸收功
(J)
备注
PQR08-21-7
5×10×55
V
焊缝区
常温
36、38、38
PQR08-21-8
5×10×55
V
热影响区
常温
42、42、44
SG/R8-6.1
金相检验(角焊缝):
根部:(焊透、未焊透),焊缝:(融合、未融合),
焊缝、热影响区:(有裂纹、无裂纹)。