石料压碎值测定仪校验方法
石子压碎指标值测定仪操作规程
石子压碎指标值测定仪操作规程
一、试验步骤
1、置圆筒于底盘上,取试样一份分两层装入筒内,每装一层试样后,在底盘下面垫放一直径为10mm的圆钢筋将筒按住,左右交替颠击地面各二十五下,第二层颠实后,试样表面局底盘高度应控制在10mm左右。
2、整平筒内试样表面把加压头装好(注意把加压头保持平整)放在实验机上,再3-5min内均匀的加荷到20T。
然后卸荷,取出测定筒倒出试验,并称其重量(g0),用孔径为2.5mm的筛,筛除被压碎的细粒,称量剩留在筛上的试样质量(g1)。
二、试验结果计算
1、计算结果精确到0.1%
2、对多种岩石组成的卵石,如对20mm以下和50mm以上的标准粒级10-20mm,分别进行检验,试验结果分计压碎指标值(%)。
3、以上三次试验结果的算术平均值作为测定值。
石子压碎指标测定仪校验规范
石子压碎指标测定仪校验规范
1概述
1.1本方法适用于新购的或使用中的压碎指标测定仪校验。
1.2 压碎指标测定仪系用于按JTG E42-2005标准检测石料抵抗压碎能力的专门仪器,产品出厂校验合格。
1.3校验方法的编写依据:JTG E42-2005的相关要求
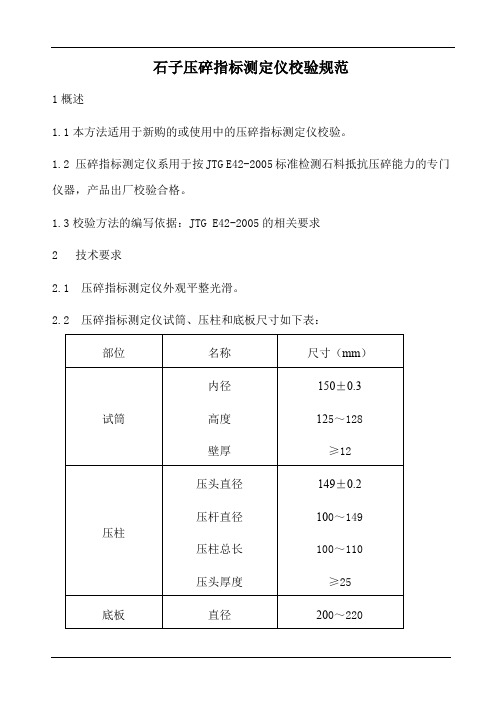
2 技术要求
2.1 压碎指标测定仪外观平整光滑。
2.2 压碎指标测定仪试筒、压柱和底板尺寸如下表:
3 校验用参考器具
游标卡尺,量程200mm,分度值0.02mm。
4 校验方法
用卡尺量取压碎指标测定仪的圆筒直径、加压头直径、底盘内径、底盘外径。
5 校验结果评定
新的或使用中的压碎指标测定仪,其各项技术指标必须符合技术要求。
6 校验周期
校验周期一年。
7 记录石子压碎指标测定仪校验记录表
石子压碎指标测定仪校验记录。
石子压碎值测定仪的操作使用

石子压碎值测定仪的操作使用一、石子压碎值测定仪试样准备(1)用13.2MM 和9.5MM 标准筛过筛,取9.5-13.2MM 的试样 3 组各3KG,供试验用。
试样宜采用风干石料。
如需加热烘干时,烘箱温度不应超过100℃,烘干的时间不超过4 小时,试验前,史料应冷却至室温。
(2)每次试验的石料数量,应满足按下述方法夯击后石料在试筒内的深度为10CM。
在金属筒中确定石料的方法:将石料分三层倒入试筒中,每层数量大致相同;每层都用金属棒的半球面从石料表面上约50MM 的高度出自由下落,均匀夯击25 次;最后用金属棒作为直刮刀将表面刮平;称量量筒中试样的质量M0。
以相同质量的试样进行压碎值的平行试验。
二、石子压碎值测定仪试验步骤(1)将试样安放在底版上。
(2)将上面所得试样分三次(每次数量大体相同)倒入试筒中,每次均将式样表面整平,并用金属棒按上述步骤夯击25 次,最上层表面应仔细整平。
(3)压柱放入试筒内,注意使压柱摆平,切勿楔挤试筒壁。
(4)实验开始在10 分钟左右的时间内达到总荷载400KN,稳压5S。
然后卸荷。
(5)用 2.36MM 筛筛分经压碎的全部试样,可分几次筛分,均需筛到在1 分钟内没有明显筛出物为止。
(6)称取通过2.36MM 筛孔的全部细集料质量M1。
三、试样结果计算整理石料的压碎值Qa,准确到0.1%。
Qa=M1/M0*100 式子中:Qa —石料的压碎值(%)M0 —试验前试样的质量(g)M1 —试验后通过2.36MM 筛孔的细料质量(g)以俩次平行试验结果的算术平均值作为压碎值的测定值。
粗集料压碎值试验纪录试验次数试样质量(g)试验前试样质量M0——(g)压碎值(%)试验后通过2.36MM 筛Qa——孔的细料质量M1——(g)。
工程试验检测中心碎石或卵石压碎指标仪校验方法
工程试验检测中心碎石或卵石压碎指标仪校验方法
本方法适用于新购或检修后的按JGJ-92《普通砼用碎石或卵石质量标准及检验方法》进行碎石或卵石针状颗粒检验使用的针状规准仪的校验。
一、技术要求
1、钢制针状规准仪底板长300mm、宽20mm、厚8mm。
2、钢制针状规准仪规准柱直径Φ6mm、高(距地板上表面)分别为45mm、35mm、30mm、25mm、20mm、15mm。
3、规准柱柱心距分别为92mm、74mm、60mm、46mm、37mm、24mm。
二、校验用标准器具
1、游标卡尺:分度值0.02mm
2、钢直尺:分度值1mm
3、直角尺
三、校验方法
1、目测和手摸底板及规准柱是否平直、光滑、表面是不是镀铬,有无锈蚀及焊接疤,焊接是不牢固。
2、用钢直尺测底板长、宽、厚,规准柱高及柱心距。
3、用游标卡尺量测规准柱是否垂直底板。
四、校验结果处理
全部检验项目结束后,应填写校验证书。
全部项目合格在结论栏上填写“合格”,任意一项目不合格,校验论为不合格,
并给出不合格项目的数值。
五、校验周期为一年。
六、校验记录见下表:
校验人:复核人:。
石子压碎指标测定仪校验规范
石子压碎指标测定仪校验规范
1概述
1.1本方法适用于新购的或使用中的压碎指标测定仪校验。
1.2 压碎指标测定仪系用于按JTG E42-2005标准检测石料抵抗压碎能力的专门仪器,产品出厂校验合格。
1.3校验方法的编写依据:JTG E42-2005的相关要求
2 技术要求
2.1 压碎指标测定仪外观平整光滑。
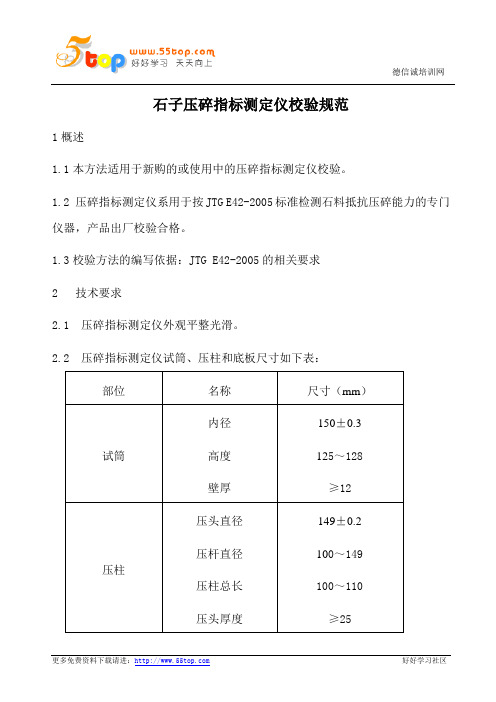
2.2 压碎指标测定仪试筒、压柱和底板尺寸如下表:
部位名称尺寸(mm)
试筒内径
高度
壁厚
150±0.3
125~128
≥12
压柱压头直径
压杆直径
压柱总长
压头厚度
149±0.2
100~149
100~110
≥25
底板
直径
厚度(中间部分)
边缘厚度
200~220
6.4±0.2
10±0.2
3 校验用参考器具
游标卡尺,量程200mm,分度值0.02mm。
4 校验方法
用卡尺量取压碎指标测定仪的圆筒直径、加压头直径、底盘内径、底盘外径。
5 校验结果评定
新的或使用中的压碎指标测定仪,其各项技术指标必须符合技术要求。
6 校验周期
校验周期一年。
7 记录石子压碎指标测定仪校验记录表。
工程试验检测中心碎石或卵石压碎指标仪校验方法

工程试验检测中心碎石或卵石压碎指标仪校验方法
本方法适用于新购或检修后的按JGJ-92 《普通砼用碎石
或卵石质量标准及检验方法》进行碎石或卵石针状颗粒检验使用的针状规准仪的校验。
一、技术要求
1、钢制针状规准仪底板长300mm宽20mm厚8mm
2、钢制针状规准仪规准柱直径① 6mm高(距地板上表面)
分别为45mm、35mm、30mm、25mm、20mm、15mm。
3、规准柱柱心距分别为92mm、74mm、60mm、46mm、37mm、24mm。
二、校验用标准器具
1 、游标卡尺:分度值0.02mm
2、钢直尺:分度值1mm
3、直角尺
三、校验方法
1 、目测和手摸底板及规准柱是否平直、光滑、表面是不
是镀铬,有无锈蚀及焊接疤,焊接是不牢固。
2、用钢直尺测底板长、宽、厚,规准柱高及柱心距。
3、用游标卡尺量测规准柱是否垂直底板。
四、校验结果处理
全部检验项目结束后,应填写校验证书。
全部项目合格在结论栏上填写“合格”,任意一项目不合格,校验论为不合格,
并给出不合格项目的数值。
五、校验周期为一年。
六、校验记录见下表:。
05压碎指标值测定仪校验方法
QZC/C03-05
压碎指标值测定仪
l总则
压碎指标值测定仪系用于按JGJ53-92测定粗集料压碎指标值的专用仪器,校验周期为一年。
2技术要求
2.1筒体内径尺寸为Φ152mm,加压头直径为Φ150mm,它们的允许偏差均为-lmm,圆筒应是正圆柱形,其上、下两端面与筒体母线的不垂直度(以mm计)为≤lmm。
3校验用标准器具
3.1游标卡尺,分度值为0.02mm,量程200mm;
3.2直角尺
3.3塞尺
4校验方法
4.1 用游标卡尺量取筒体内径和加压头直径的尺寸。
4.2 将筒体置于平板玻璃上,用直角尺的一边放在玻璃上,另一边紧贴筒体的母线,用塞尺量取其垂直度。
5 校验结果的评定
5.1 新购置和使用中的压碎指标测定仪,其筒体与加压头的有关尺寸必须符合技术要求,方可准予使用。
QZC/D05-12-02(5)
压碎指标值测定仪校验记录
使用部门:设备保管人:
生产厂家:设备档案号:
校验人:复核人:校验日期:。
压碎值试验仪校准方法(附自校表格)
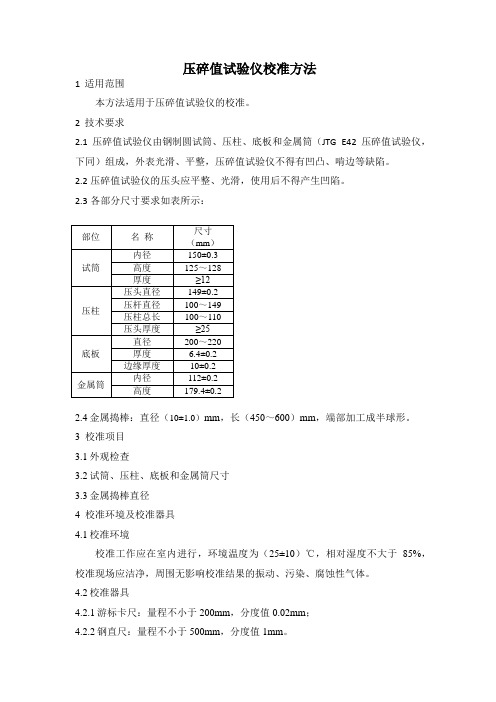
压碎值试验仪校准方法1 适用范围本方法适用于压碎值试验仪的校准。
2 技术要求2.1压碎值试验仪由钢制圆试筒、压柱、底板和金属筒(JTG E42压碎值试验仪,下同)组成,外表光滑、平整,压碎值试验仪不得有凹凸、啃边等缺陷。
2.2压碎值试验仪的压头应平整、光滑,使用后不得产生凹陷。
2.3各部分尺寸要求如表所示:2.4金属捣棒:直径(10±1.0)mm,长(450~600)mm,端部加工成半球形。
3 校准项目3.1外观检查3.2试筒、压柱、底板和金属筒尺寸3.3金属捣棒直径4 校准环境及校准器具4.1校准环境校准工作应在室内进行,环境温度为(25±10)℃,相对湿度不大于85%,校准现场应洁净,周围无影响校准结果的振动、污染、腐蚀性气体。
4.2校准器具4.2.1游标卡尺:量程不小于200mm,分度值0.02mm;4.2.2钢直尺:量程不小于500mm,分度值1mm。
5 校准方法5.1外观检查:按照本方法2.1、2.2外观检查。
5.2试筒尺寸校准:用游标卡尺测量试筒的内径、壁厚和高度,每120°测量一次,共测量三次,取平均值。
5.3压柱尺寸校准:用游标卡尺分别测量压柱头直径、压杆直径、压柱总长、压头壁厚,每120°测量一次,共测量三次,取平均值。
5.4底板尺寸校准:用游标卡尺分别测量底板的厚度和边缘厚度、用钢直尺测量底板的直径,每120°测量一次,共测量三次,取平均值。
5.5金属筒尺寸校准:用游标卡尺分别测量金属筒内径和高度,每120°测量一次,共测量三次,取平均值。
5.6金属捣棒直径校准:用游标卡尺在金属捣棒端部测量捣棒直径,每120°角度测量一次,共测量三次,取平均值。
6 校准周期校准周期一般不超过12个月。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
十一石料压碎值测定仪校验方法本方法适用于新购置的或使用中的及检修后的压碎值测定仪。
(一)概述集料压碎值测定仪系用于JTJ058-2000中衡量集料在逐渐增加的荷载下抵抗压碎的能力。
(二)技术要求1、钢制试筒:内径Ф150±0.3mm、高125~128mm、壁厚≥12mm。
外壁光滑镀铬,内壁光洁,顶面与底面平行且垂直筒轴线。
2、钢制底板直径Ф200~220mm、中间厚度6.4±0.2mm、边缘厚度10±0.2mm。
底外壁光滑镀铬,底内壁光洁,底壁与底面垂直。
3、钢制压柱:压头直径Ф149±0.2mm,压杆直径100~149 mm,压柱总长100~110 mm,压头厚度≥25mm。
顶面与底面平行、平整、光滑、前面与压头轴线垂直,表面镀铬。
4、试筒、底板、压柱焊缝均应打磨光滑、平整。
(三)校验条件1、游标卡尺:量程300 mm ,分度值0.02mm。
2、钢直尺:量程500 mm,分度值1mm。
3、直角尺4、环境条件:室温。
(四)校验方法1、目测和手摸各表面及焊逢是否光滑、平整,外表是否镀铬。
2、用钢直尺测量各部分的高度、深度,各测三次,取算术平均值。
3、用游标卡尺测量各部分的外径、内径、壁厚,各测三次,取算术平均值。
4、用直角尺测量需要平行的各面是否平行及轴线是否垂直。
(五)校验结果处理校验结果符合技术要求为合格,合格者方可使用。
(六)校验周期一年.(七)附录校验记录表格式。
石料压碎值测定仪校验记录SS-013仪器管理编号:校验编号:出厂编号、型号:校验日期:年月日仪器制造厂:主管:核验:校验:十二水泥净浆搅拌机校验方法本方法适用于新购的和使用中的以及检修后的水泥净浆搅拌机校验。
(一)概述水泥净浆搅拌机主要用于水泥和水混合后搅拌成均匀的试验用净浆,供测定水泥标准稠度、凝结时间及制作安定性试饼之用。
它的制造应符合GB3350.8-89标准规定要求。
(二)技术要求2.1 应有铭牌,包括制造厂名称、型号及出厂年月、编号与合格证。
2.2 应带有控制器及电路说明书。
2.3 整机运转正常,锅叶平稳无跳动,控制安全可靠,外观平整光亮。
2.4 搅拌叶片转速及时间2.5 搅拌叶片宽度:1105.1mm。
2.6 锅内径:160±1mm;锅深度:137±1mm;锅壁厚:新购的≥0.8mm,使用中的≥0.5mm。
2.7 搅拌叶片与搅拌锅之间工作间隙:2±1mm。
(三)校验用标准器具3.1 秒表:精确至0.1S。
3.2 游标卡尺:量程300mm与150mm,分度值为0.02mm。
3.3 塞尺。
(四)校验方法4.1 外观及转动情况用目测和实际起动停止检查,应符合技术要求的2.1~2.3规定。
4.2 转速和工作时间4.2.1 任取一种水泥和水混合搅拌处于工作状态,然后用钟表和人工计数的办法,测搅拌叶片在1分钟内的转动次数,各测二次分别计算每分钟转速。
4.2.2 用秒表测定从开动机器至停机的时间,重复二遍,取平均值为工作时间,取极差为误差。
4.2.3 锅内径、锅深度、叶片宽用游标卡尺分别测两次取其平均值。
4.2.4 叶片与锅底的间隙,叶片与锅壁间隙用塞尺检查。
(五)校验结果处理校验结果符合技术要求为合格,合格者方可使用。
(六)校验周期一年。
(七)附表校验记录表格式。
水泥净浆搅拌机校验记录SS-014仪器管理编号:校验编号:出厂编号、型号:校验日期:年月日仪器制造厂:主管:核验:校验:十三水泥稠度与凝结时间测定仪校验方法本方法适用于新的或使用中的及修理后的水泥稠度与凝结时间测定仪的校验。
(一)概述水泥净浆标准稠度与凝结时间测定仪是根据水泥浆体的触变性按GB/T1346—2001要求来测定水泥标准稠度用水量和凝结时间的专用仪器。
它的制造应符合JC/T727—1982(1996)的规定。
(二)技术要求2.1 仪器应有铭牌与合格证。
2.2 滑动杆表面光滑平整,能靠自重自由下落,不得有紧涩和旷动。
2.3 标尺读数和刻度范围为0~70mm,标尺刻度清晰,位置固定并挺直。
2.4 测试杆与试针的垂直度,在测试杆、试针与底座平面接触情况下,测试杆、试针的偏离:新购置的均≤1.0mm使用中的试杆< 2.0mm,试针<1.5mm2.5 滑动杆直径:新购置的Φ(11.93~11.98)mm,使用中的Φ(11.90~11.98)mm。
测试杆有效长度(50±1)mm,由直径φ(10±0.05)mm的圆柱型耐腐蚀金属制成。
测试针由钢制成,其有效长度初凝针(50±1)mm、终凝针(30±1)mm、直径为Φ(1.13±0.05)mm圆柱体。
试针的针头为垂直轴心的平面。
2.6 滑动杆与测试杆、滑动杆与针的滑动部分总重量均为(300±1)g。
2.7 圆模:上口的内径Φ(65±0.5)mm,下口内径Φ(75±0.5)mm,高(40±0.2)mm。
(三)校验标准器具3.1 电子天平:称量4000g,分度值0.1g3.2 游标卡尺:分度值为0.02mm(四)环境条件温度:17~25℃,相对湿度≤75%(五)校验方法5.1 外观检查技术要求中2.1~2.3条通过手动目测来进行5.2 测试杆、试针的校验的偏离度在底座平面上铺一张与底面平面大小相同的纸,在纸的中心画上直径为10mm的同心圆,拧松固定螺钉,将测试杆放下立于底座上,用二脚规测量测试杆与圆弧线之间的最大距离,如此测定三次,取平均值为偏离度。
在滑动杆下端装上试针并固定牢靠,在针头断面上涂上一点颜料,同样将杆放下,使针头与纸接触,然后用手转动杆,针头即在纸上画出一个圆圈,画出圆圈的直径扣除试针直径后除以2即为试针偏离度。
5.2.2 滑动杆、测试杆与试针的直径、长度用游标卡尺测量。
5.2.3 试针针头断面与针侧面成圆角时应予更换。
5.3 滑动杆和测试杆、滑动杆与试针滑动部分的总质量分别用电子天平称量,材质用目测。
5.4 圆模圆模尺寸用游标卡尺在上、下口互相垂直的方向分别测量取均值。
(六)校验结果处理校验结果符合技术要求为合格,合格者方可使用。
(六)校验周期:一年。
(七)附录校验记录表格式。
水泥稠度与凝结时间测定仪校验记录SS-015仪器管理编号:校验编号:出厂编号、型号:校验日期:仪器制造厂:环境条件:主管: 核验: 校验:十四水泥胶砂搅拌机校验方法本方法适用于新的和使用中的及检修后的行星式胶砂搅拌机的校验。
(一)概述行星式胶砂搅拌机为用于按GB/T17671-1999检验水泥胶砂强度时制备胶砂的专用设备,它的制造应符合JC/T681-1997的要求。
行星式胶砂搅拌机是由搅拌锅和搅拌叶及相应的机构组成,搅拌叶片呈扇形,搅拌时作顺时针自转外沿锅周边逆时针公转,并具有高低两种速度。
(二)技术要求2.1 应有铭牌,其中要包括制造厂名称、型号及出厂年月、编号与合格证。
2.2 应带有控制器及电路说明书。
2.3 整机运转正常,锅叶平稳无跳动,控制安全可靠,整机外观平整光亮。
2.4 在机头醒目位置标有搅拌叶片公转方向的标志,叶片自传方向为顺时针,公转方向为逆时针。
2.5 搅拌时间:低速(30±1)s,开始加砂(30±1)s,加砂时间(30±1)s,高速(30±1)s,中停(90±1)s,再高速(60±1)s。
2.6 加砂完全性:砂损失小于1g。
2.7 锅内径(202±1)mm,锅深度(180±3)mm,2.8 锅壁厚(1.5±0.2)mm,使用中(1.1~1.7)mm。
2.9 叶片与锅底、锅壁的工作间隙(3±1) mm。
2.10 搅拌叶片总宽(135~135.63)mm,叶翅宽(8±1)mm,叶翅厚(5±1)mm。
(三)校验用标准器具3.1 秒表:分辨率不低于0.1s3.2 钢直尺:量程300mm,分度值1mm。
3.3 游标卡尺:量程300mm,分度值0.02mm。
3.4 钢丝:直径φ2.0mmφ4.0mm。
(四)校验方法4.1 外观及传动情况用目测和实际起动停止检查,应符合技术要求的2.1、2.2、2.3、2.4规定。
4.2 搅拌时间:用秒表测定各个状态的工作时间, 重复二遍,取平均值为工作时间.4.3准确称量一袋ISO砂后将其倒入砂桶,启动搅拌机自动控制程序,结束后检查搅拌锅内砂的质量,砂损失不大于1g时为符合要求。
4.4 锅内径、叶片宽、叶片工作部分截面,分别用卡尺和钢直尺检查。
4.5叶片与锅底的间隙,叶片与锅壁间隙用寒尺检查,通过2mm不通过4mm 即为符合要求。
(五)校验结果处理5.1 新搅拌机所有技术要求均应合格。
5.2 使用中搅拌机只要2.5~2.10符合技术要求即为合格。
(六)校验周期:一年。
(七)附录校验记录表格式。
水泥胶砂搅拌机校验记录SS-016仪器管理编号:校验编号:出厂编号、型号:校验日期:仪器制造厂:主管:核验:校验:十五水泥抗压夹具校验方法本方法适用于新购的或使用中的水泥抗压夹具(40mm×40mm)的校验。
(一)概述水泥抗压夹具是用于按GB/T17671-1999水泥胶砂强度检验方法(ISO法)测定水泥胶砂强度的专用夹具。
(二)技术要求1、应有牢固的铭牌,其内容包括:名称、规格型号、制造厂、出厂编号和日期。
2、上、下压板表面平整光洁,球座应能自由转动。
3、传压柱进行导向运动时垂直滑动而不发生明显摩擦和晃动,外力撤消后,传压柱能自动返回原位。
4、上、下压板长度:40mm±0.1mm宽度:>40mm厚度:>10mm5、上、下压板自由距离>45mm6、定位销高度不高于下压板表面5mm,间距41~55mm.(三)校验用标准器具1、钢直尺:量程300mm,分度值1mm。
2、游标卡尺:量程150mm,分度值0.02mm。
(四)校验方法1、用目测和手感检查技术要求1~3条。
2、用游标卡尺、钢直尺测量上、下压板长度、宽度、厚度等尺寸,一般测二次,取平均值作为结果。
(五)校验结果评定抗压夹具满足技术要求的全部要求时为合格,合格者方可使用。
(六)校验周期一年.(七)附录校验记录表格式。
水泥抗压夹具校验记录SS-017仪器管理编号:校验编号:出厂编号、型号:校验日期:仪器制造厂:主管:核验:校验:十六雷氏夹校验方法本方法适应于新的或使用中的雷氏夹的校验。
(一)概述雷氏夹是测定水泥净浆安定性的一种专用器具之一,是测定水泥净浆在雷氏夹中沸煮后的膨胀值。
(二)技术要求2.1 由铜质材料制成。
2.2 当一根指针的根部先悬挂在一根金属丝或尼龙丝上,另一根指针的根部再挂上300g质量的砝码时,两根指针的针尖距离增加应在17.5±2.5范围内,即2X=17.5±2.5,当卸去砝码后针尖的距离能恢复至挂砝码的状态。