磨料的粒度
涂附磨具磨料及粒度详谈

涂附磨具磨料及粒度杂谈--赵新立加入收藏字号:大中小【打印】2011-05-26 来源:《中国涂附磨具》2010 第1期随着中国经济的高速发展,涂附磨具在我国的发展是迅猛的。
从手工使用的、品种单一的张页式砂布砂纸,到现在使用的纸、布、复合基、钢纸、无纺布等基材,到砂页、砂卷、砂带、异型制品的砂盘、砂页盘、砂页轮等等,众多的品种构成现代的、完善齐全的涂附磨具加工体系。
这一发展过程仅仅用了不到三十年的时间,特别是近十几年来,涂附磨具生产企业更是蓬勃发展,在市场强劲需求的带动下,现在用于转换为砂带的全树脂涂附磨具产品的产量已经超过三千万平方米。
涂附磨具的高速发展形势是客观的,在涂附磨具的磨削主体——磨料上也进入了新的发展时期。
过去涂附磨具常用的磨料如棕刚玉、白刚玉、黑碳化硅等“焕发青春”,新品种磨料层出不穷,如锆刚玉、陶瓷刚玉、煅烧刚玉、半脆刚玉乃至CBN、人造金刚石等,还有空心球磨料、堆积磨料、软木磨料、混合磨料等新的组合,等等这些,都为涂附磨具注入新的活力。
可以这样讲,磨料是涂附磨具的灵魂。
回顾涂附磨具的定义:涂附磨具是用粘结剂将磨料粘附在可挠曲的基材上制成的磨具。
从涂附磨具的定义就可以确定涂附磨具的结构:由图看出,涂附磨具在绝大多数情况下是一种单层磨料的磨具,其性能是由各个部分综合决定的。
现代涂附磨具生产工艺除了对于磨料、植砂密度的要求外,对基材、粘结剂的要求是极为严格的。
从涂附磨具的结构上得出:涂附磨具可以理解为具有众多磨粒构成的多刀多刃的刀具。
涂附磨具的磨粒是均匀的分布在基材表面的,基本上是单层分布。
涂附磨具表面的磨粒有很好的等高排列,特别是现代化的涂附磨具生产采用静电植砂工艺,保证了磨料的尖角朝外,磨料定向排列。
涂附磨具表面磨粒的定向排列和等高性,是涂附磨具保持磨削的高效率和冷态磨削的重要因素。
涂附磨具的磨削具有弹性的、高效的、冷切削的磨削特点,广泛应用于:①大型的平面厚、薄板材,包括金属带材的加工;②大批量生产的各种金属、非金属工件的加工;③复杂型面工件的成型磨削与抛光;④各种直径的金属管、棒、辊材的外圆磨削、弯曲面磨削、内圆磨削等;⑤利用页轮或筒型砂套可以替代抛光轮的抛光;⑥盘状产品用于大型壳体、箱体、船体、桥梁等的磨焊缝、去毛刺、大面积除锈等方面,高效、方便、安全。
磨料粒度
ТФ1 ТФ2 ТФ3 ТФ7 ТФ6 ТФ5 ТФ10 ТФ8 ТФ9
LaF1 LaF2 LaF3 TF1
119
LaF3
LaF3
110
LaF2
LaF2
52
LaFN7 LaF7
94
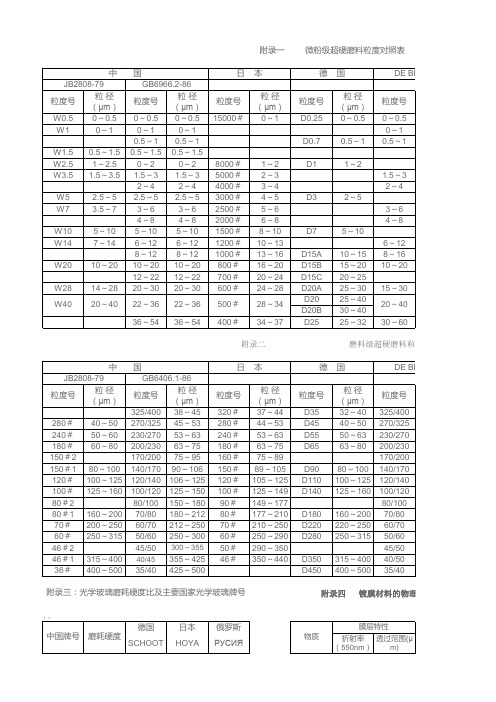
度对照表
DE BEERS
美国
欧盟
粒径 (μm) 0~0.5
0~1 0.5~1
1.5~3 2~4
3~6 4~8
粒度号 325/400
230/270 200/230 170/200
120/140 100/120
70/80 60/70 50/60
40/50 35/40
粒径 (μm) 41~57
49~65 65~85 75~97
107, ~ 1271~39165
181~227 213~271 255~322
302~455 425~500
氟化镁 MgF2 *
1.63
2.2 1.95 1.74 2.33
2.16 1.87 2.3-2.55
2.3-2.55 2.1 2.05 1.38
1.23-1.45 1.63 1.59 1.3
1.38-1.4
氟化钇 YF3 氟化钕 NdF3
1.61
0.2-5 0.4-12 0.22-12 0.2-8
0.3-10 0.3-12 0.4-3 0.4-3
沸点(℃)
材料
2046
1950 2810 2640 1520
1468 2410 1750
1850 1975 2677 1040 1418 1324 1490 842 1248
1152 1410
2980
5400 3600
P砂碳化硅标准
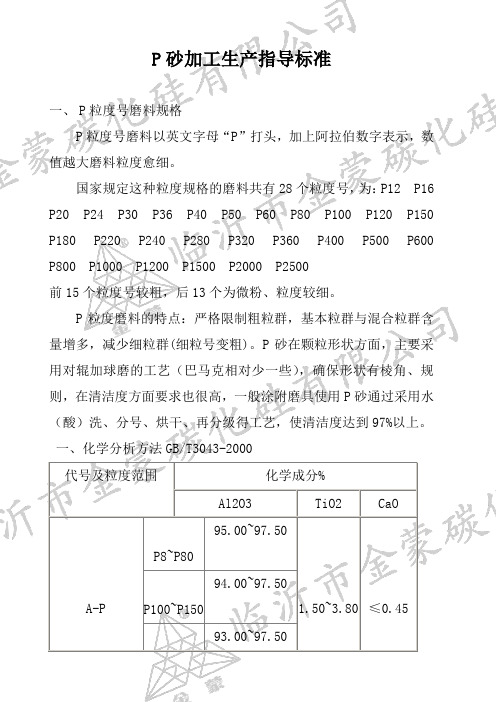
P砂加工生产指导标准一、P粒度号磨料规格P粒度号磨料以英文字母“P”打头,加上阿拉伯数字表示,数值越大磨料粒度愈细。
国家规定这种粒度规格的磨料共有28个粒度号,为:P12 P16 P20 P24 P30 P36 P40 P50 P60 P80 P100 P120 P150 P180 P220 P240 P280 P320 P360 P400 P500 P600 P800 P1000 P1200 P1500 P2000 P2500前15个粒度号较粗,后13个为微粉、粒度较细。
P粒度磨料的特点:严格限制粗粒群,基本粒群与混合粒群含量增多,减少细粒群(细粒号变粗)。
P砂在颗粒形状方面,主要采用对辊加球磨的工艺(巴马克相对少一些),确保形状有棱角、规则,在清洁度方面要求也很高,一般涂附磨具使用P砂通过采用水(酸)洗、分号、烘干、再分级得工艺,使清洁度达到97%以上。
一、化学分析方法GB/T3043-2000代号及粒度范围化学成分%Al2O3 TiO2 CaOA-PP8~P8095.00~97.501.50~3.80 ≤0.45 P100~P15094.00~97.5093.00~97.50P180~P220P220以细≥92.00二、棕刚玉磨料化学成分检验代表号粒度范围代表号P8~P80 P40P100~P150 P120P180~P220 P180P220以细P600二、粗磨粒(P24 ~ P220)粒度组成标准 (ISO 6344:1998、FEPA43GB1984、JIS R6010—1991、GB/T9258.1—2000等) 微粉(P240~P2500)粒度组成标准(ISO 6344:1998、FEPA43GB1984、JIS R6010—1991、GB/T 9258.1—2000等)粒度标记d0值最大μmD3值最大μmD50值μmD95值最小μmP240 110 81.7 58.5±2.0 44.5 P280 101 74.0 52.2±2.0 39.2 P320 94 66.8 46.2±1.5 34.2 P360 87 60.3 40.5±1.5 29.6 P400 81 53.9 35.0±1.5 25.2 P500 77 48.3 30.2±1.5 21.5 P600 72 43.0 25.8±1.0 18.0 P800 67 38.1 21.8±1.0 15.1P1000 63 33.7 18.3±1.0 12.4 P1200 58 29.7 15.3±1.0 10.2 P1500 58 25.8 12.6±1.0 8.3 P2000 58 22.4 10.3±0.8 6.7 P2500 58 19.3 8.4±0.5 5.4。
磨料粒度文档

磨料粒度简介磨料粒度是指磨料颗粒的大小和均匀程度,是磨料的重要物理特性之一。
磨料粒度对磨粒的磨削性能、表面质量和加工效率具有显著影响。
磨料粒度的评估指标主要包括磨料颗粒大小和颗粒分布均匀性。
本文将详细介绍磨料粒度的定义、测试方法以及对磨削性能和加工效率的影响。
磨料粒度的定义磨料粒度是指磨料颗粒的尺寸大小。
常见的磨料粒度指标有粒径和粒度分布。
粒径粒径是磨料颗粒的平均直径或尺寸。
常用的粒径单位有微米(μm)和目数(Mesh)。
微米是国际通用的长度单位,1微米等于千分之一毫米,常用来表示磨料粒径的绝对大小。
目数是用来表示筛网的开孔数的单位,表示每英寸线交叉点的数量。
根据不同国家和地区的标准,磨料的粒径与目数之间存在一定的对应关系。
粒度分布粒度分布是指磨料颗粒在不同粒径范围内的分布情况。
常见的粒度分布曲线有累积曲线和归一化曲线。
累积曲线表示磨料中颗粒尺寸小于等于某一粒径的百分比。
归一化曲线表示磨料中颗粒尺寸在某一范围内的百分比。
磨料粒度的测试方法磨料粒度的测试方法通常包括筛分法、显微镜法和激光粒度分析法。
筛分法筛分法是最常用的磨料粒度测试方法之一,通过将磨料样品放在不同孔径的筛网上进行振动筛分,根据筛网上通过孔的磨料颗粒数量和质量来确定磨料的粒径分布情况。
显微镜法显微镜法是一种直接观察和测量磨料颗粒尺寸的方法,需要使用显微镜放大观察磨料颗粒,然后通过测量显微镜视野中磨料颗粒的尺寸来确定磨料的粒径。
激光粒度分析法激光粒度分析法是使用激光散射原理来测量磨料粒子的尺寸分布的方法。
通过激光束照射样品,然后测量散射光的强度和角度,从而计算出磨料颗粒的尺寸分布。
磨料粒度对磨削性能的影响磨料粒度对磨削性能具有显著的影响,主要体现在以下几个方面:磨削质量磨料粒度对磨削表面的质量和光洁度有很大影响。
当磨料粒度过大时,磨粒切削能力较低,磨削表面粗糙度大,表面质量较差。
当磨料粒度过小时,磨粒的密度增大,磨削表面的粗糙度也会增加。
磨料的粒度
磨料的粒度磨料的粒度是指磨料颗粒的粗细程度,磨料的粒度规格用粒度号来表示。
*粒度号用目或粒度表示,是1英寸*1英寸的面积内有多少个颗粒数(是指磨料颗粒的大小相当于1平方英寸的多少分之一)。
例:1000,表示砂粒大小是微米。
磨料的国家标准把粒度规格分为两类:一类是用于固结磨具、研磨、抛光的磨料粒度规格,其粒度号以"F"打头,称为"F粒度号磨料";另一类是用于涂附磨料的磨粒粒度规格,其粒度号以"P"打头,称为"P粒度号磨料".(1)F粒度号规格普通磨料粒度按颗粒尺寸大小,分为39个粒度号,其筛比为,即粗磨粒F4、F5、F6、F7、F8、F10、F12、F14、F16、F20、F22、F24、F30、F36、F40、F46、F54、F60、F70、F80、F90、F100、F120、F150、F180、F220、微粉F230、F240、F280、F320、F360、F400、F500、F600、F800、F1000、F1200、F1500、F2000.根据磨料生产工艺,磨料粒度在F4~F220部分的称为"粗磨粒"、其磨粒尺寸在63µm以上,多用筛分法生产;磨料粒度在F230~F2000范围内,磨粒尺寸小于63µm的称为"微粉",多用于水选法生产。
F4~F220粗磨粒磨料粒度组成、F230~F2000微粉磨料粒度组成(光电沉降粒度)及F230~F2000微粉磨料粒度组成参见GB-T 2481-2009标准。
(2)P粒度号规格在涂附磨具中使用P粒度号磨料(P为popular的第一个字母)。
国标规定磨料有28个粒度号,即粗磨料P12、P16、P20、P24、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、细磨料P240、P280、P320、P360、P400、P500、P600、P800、P1000、P1200、P1500、P2000、P2500.P12~P220磨料较粗,其筛比为磨料为粒度较系及分为磨料,所用筛分比为→→磨料粒度组成与P240~P250磨料粒度组成参见GB-T 9258-2000标准。
磨料的粒度

磨料的粒度磨料的粒度是指磨料颗粒的粗细程度,磨料的粒度规格用粒度号来表示。
*粒度号用目或粒度表示,是1英寸*1英寸的面积内有多少个颗粒数(是指磨料颗粒的大小相当于1平方英寸的多少分之一)。
例:1000,表示砂粒大小是25.4微米。
磨料的国家标准把粒度规格分为两类:一类是用于固结磨具、研磨、抛光的磨料粒度规格,其粒度号以"F"打头,称为"F粒度号磨料";另一类是用于涂附磨料的磨粒粒度规格,其粒度号以"P"打头,称为"P粒度号磨料".(1)F粒度号规格普通磨料粒度按颗粒尺寸大小,分为39个粒度号,其筛比为1.1892,即粗磨粒F4、F5、F6、F7、F8、F10、F12、F14、F16、F20、F22、F24、F30、F36、F40、F46、F54、F60、F70、F80、F90、F100、F120、F150、F180、F220、微粉F230、F240、F280、F320、F360、F400、F500、F600、F800、F1000、F1200、F1500、F2000.根据磨料生产工艺,磨料粒度在F4~F220部分的称为"粗磨粒"、其磨粒尺寸在63µm以上,多用筛分法生产;磨料粒度在F230~F2000范围内,磨粒尺寸小于63µm的称为"微粉",多用于水选法生产。
F4~F220粗磨粒磨料粒度组成、F230~F2000微粉磨料粒度组成(光电沉降粒度)及F230~F2000微粉磨料粒度组成参见GB-T 2481-2009标准。
(2)P粒度号规格在涂附磨具中使用P粒度号磨料(P为popular的第一个字母)。
国标规定磨料有28个粒度号,即粗磨料P12、P16、P20、P24、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、细磨料P240、P280、P320、P360、P400、P500、P600、P800、P1000、P1200、P1500、P2000、P2500.P12~P220磨料较粗,其筛比为1.892.P240~P2500磨料为粒度较系及分为磨料,所用筛分比为1.120→1.589→1.196.P12~P220磨料粒度组成与P240~P250磨料粒度组成参见GB-T 9258-2000标准。
喷砂机砂材的粒度分布与表面形貌分析

喷砂机砂材的粒度分布与表面形貌分析喷砂机是一种常用的表面处理设备,常用于金属、石材等材料的清洁、去除氧化层和改善表面粗糙度。
砂材是喷砂机中所使用的磨料材料,其粒度分布和表面形貌对喷砂效果具有重要影响。
本文将对喷砂机砂材的粒度分布与表面形貌进行分析。
首先,我们来探讨砂材的粒度分布对喷砂效果的影响。
砂材的粒度分布指磨料颗粒的大小分布情况,常用于描述磨料颗粒的粗细程度。
通常来说,砂材的粒度分布越均匀,喷砂效果越好。
因为砂材的粗细不均匀会导致喷砂时不同颗粒大小的磨料对被处理材料表面的撞击力不同,可能产生过度磨损或不足磨损的情况。
其次,我们来讨论砂材的表面形貌对喷砂效果的影响。
砂材的表面形貌包括磨料颗粒的形状和表面粗糙度。
磨料颗粒的形状对喷砂效果的影响主要表现在砂材的撞击能力和破坏性上。
一般来说,颗粒形状规则、尖锐的砂材能够提供更高的撞击能力和更强的破坏性,而颗粒形状不规则、圆滑的砂材则相对较弱。
而表面粗糙度则影响砂材与被处理材料的接触面积,表面粗糙度越大,接触面积越大,喷砂效果越好。
砂材的粒度分布和表面形貌的选择取决于被处理材料的具体需求。
对于需要精细喷砂的材料,如高精度零件的表面处理,通常使用粒度分布狭窄、形状规则、表面粗糙度较低的砂材。
比如,颗粒大小在100目以下的金刚石磨料,能够提供较好的加工精度和表面质量。
而对于需要粗糙度较高的材料,如需要增加涂层附着力的表面处理,通常使用粒度分布宽泛、颗粒形状尖锐、表面粗糙度较大的砂材。
比如,颗粒大小在20目以上的铁砂,能够提供较好的涂层附着力。
需要注意的是,砂材的选择不仅与被处理材料的需求有关,还与喷砂机的工作参数有关。
例如,喷砂机的喷砂压力、角度和距离等参数会影响砂材的撞击能力和表面形貌的效果。
因此,在实际应用中,需要根据具体情况综合考虑砂材的粒度分布、表面形貌和喷砂机的工作参数。
总之,喷砂机砂材的粒度分布和表面形貌对喷砂效果具有重要影响。
粒度分布均匀、形状规则并且表面粗糙度适宜的砂材能够提供更好的喷砂效果。
磨料粒度的分类及适用范围

第6章宝石加工常用的工艺耗材第1节磨料 磨料指可用于是研磨或抛光的材料,它们是一些具有棱角和一定硬度及韧性的粉状物质,可直接研磨工件和制成磨具用。
6.1.1 磨料的基本特性(1)硬度较高,一般不应低于被加工材料的硬度。
(2)韧性较好,不能因有研磨压力而易变形和被磨损。
(3)自锐性较好,即当受研磨压力而碎裂时,破碎后的各部分仍保持尖锐的多棱角状。
自锐性示意图(4)熔点或软化点较高,在研磨发热作用下,磨料尖角不易熔化或变软。
(5)化学稳定性较好,不与被加工的材料起反应。
(6)形状和粒度较均匀,每号磨料粒度在一定范围内。
6.1.2 磨料粒度的分类及适用范围 1、磨料的粒度等级磨料粒度表示法:粒度号“#”、“w” 粒径尺寸“μm”磨料粒度分类:磨粒 2000~40 μm (17种) 微粉 40~0.5 μm (12种)(1)磨粒分级:12#、14#、16#、20#、24#、30#、36#、 46#、60#、70#、80#、100#、120#、 150#、180#、240 # 、280#磨粒的粒度号用筛号表示,例如:12# 表示12#筛以下~14#筛以上的颗粒级(2)微粉分级:W40 W28 W20 W14W10 W7 W5 W3.5 W2.5 W1.5 W1.0 W0.5微粉的粒度号以微米值表示,例如: W40 表示粒径40~28 μm级(上限) 磨料的粒度号与粒径尺寸的对应关系见下表:粒度号粒径(μm)粒度号粒径(μm)粒度号粒径(μm)12#2000-160080#200-160W1414-714#1600-1250100#160-125W1010-516#1250-1000120#125-100W77-3.520#1000-800150#100-80W57-3.524#800-630180#80-63W3.5 3.5-1.530#630-500240#63-50W2.5 2.5-1.036#500-400280#50-40W1.5 1.5-0.546#400-315W4040-28W1.0<160#315-250W2828-20W0.5<0.570#250-200W2020-14 2、不同磨料粒度的适用范围 在宝石加工中,不同粒度磨料的适用范围如下表:粒度号适用范围46#-80#大料切割,毛坯倒棱100#-120#小料切割,毛坯倒棱,预形150#-1803成型粗磨,预形,穿孔,小石切磨及修整240#-W40成型细磨,穿孔W28-W14成型精磨,粗抛光W10-W0.5细抛光,精抛光 6.1.3 磨料的种类和性能 磨料主要是一些具有一定硬度和韧性的粒状或粉状的矿物质材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磨料的粒度
磨料的粒度是指磨料颗粒的粗细程度,磨料的粒度规格用粒度号来表示。
*粒度号用目或粒度表示,是1英寸*1英寸的面积内有多少个颗粒数(是指磨料颗粒的大小相当于1平方英寸的多少分之一)。
例:1000,表示砂粒大小是微米。
磨料的国家标准把粒度规格分为两类:一类是用于固结磨具、研磨、抛光的磨料粒度规格,其粒度号以"F"打头,称为"F粒度号磨料";另一类是用于涂附磨料的磨粒粒度规格,其粒度号以"P"打头,称为"P粒度号磨料".
(1)F粒度号规格
普通磨料粒度按颗粒尺寸大小,分为39个粒度号,其筛比为,即
粗磨粒F4、F5、F6、F7、F8、F10、F12、F14、F16、F20、F22、F24、F30、F36、F40、F46、F54、F60、F70、F80、F90、F100、F120、F150、F180、F220、微粉F230、F240、F280、F320、F360、F400、F500、F600、F800、F1000、F1200、F1500、F2000.
根据磨料生产工艺,磨料粒度在F4~F220部分的称为"粗磨粒"、其磨粒尺寸在63µm以上,多用筛分法生产;磨料粒度在F230~F2000范围内,磨粒尺寸小于63µm的称为"微粉",多用于水选法生产。
F4~F220粗磨粒磨料粒度组成、F230~F2000微粉磨料粒度组成(光电沉降粒度)及F230~F2000微粉磨料粒度组成参见GB-T 2481-2009标准。
(2)P粒度号规格
在涂附磨具中使用P粒度号磨料(P为popular的第一个字母)。
国标规定磨料有28个粒度号,即
粗磨料P12、P16、P20、P24、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、
细磨料P240、P280、P320、P360、P400、P500、P600、P800、P1000、P1200、P1500、P2000、P2500.
P12~P220磨料较粗,其筛比为磨料为粒度较系及分为磨料,所用筛分比为→→磨料粒度组成与P240~P250磨料粒度组成参见GB-T 9258-2000标准。
砂纸的型号
常用的有 400# 600# 1000# 1200# 1500# 2000#。
例如W10代表04#号砂纸,800目。
其它型号砂纸各规格对照如下:。