2018年柴油机大修工程量单
大机年检表格(样表)
大机年检表格(样表)遗留问题处理表质检报告自验报告预检单状态修项目书不良状态单封面大型养路机械(年修)项目书编号:检修车辆:检修地点:检修部门:检修内容:详见附页计划入库时间:________计划出库时间:________实际入库时间:________实际出库时间:________计划检修工时:________实际检修工时:________编制:________审批:________年月日年月日大机不良状态单车号:车间:发动机小时:捣固次数:运行里程:序号所属系统不良状态描述备注填报人:车间主管:年月日年修状态修项目检修内容检修说明及技术要求检修完成情况记录检修人验收人123456789101112131415编制:审批:年月日预检问题汇总单预检人员:车型车号发动机小时:运行里程:捣固次数:班组存在问题机组是否预报工班机长签名:车间技术组签名:机械设备科主管工程师:日期:大机年修自验报告车型车号所属车间自验情况发现问题处理意见处理结果自验意见自验发现()项问题,已处理()项,申请()项作为遗留问题(详见上表)。
.技术主管:车间意见车间主管:申请日期年月日大机年修质检报告质检情况总计质检意见质检合格,同意申请验收质检人年月日年修遗留问题及处理意见表遗留问题机械设备科:验收室:年月日1.002.003.004.005.006.007.008.009.0010.0011.0012.0013.0014.0015.001.002.003.004.005.006.007.008.009.0010.001.002.003.004.005.006.007.008.009.0010.0011.0012.0013.0014.0015.0016.0017.0018.001.002.003.004.005.006.007.008.001.002.003.004.005.006.007.008.001.002.003.004.005.006.007.008.009.0010.0011.0012.0013.0014.00。
发动机大修质量检验记录单【整理精品范本】

发动机大修质量检验记录单
19 水泵节温器:检查工作性能不漏、无异响、运转灵活
20 电子扇双热扇开关:检查工作情况工作正常、转转灵活、启动自
如
21 离合器:检查压板、面片、轴承;
视情更换
起步平稳、无异响、灵活自如:
踏板自由行程:15—25mm
行程:mm
22 废气测试Co:怠速时0。
3
Hc:怠速时150
Co怠速时:
Hc怠速时:
23
气缸压力在节气门、阻风门全开、火花
塞全部拆下、油温80中心高
压线拨下,用马达起动应达到
10—13(巴)各缸压差不大于
3(巴)
气缸压力:1 2 3 4
各缸压差:
作业者: 检验员:
注:
1、作业者在操作过程中按技术要求作业并做好记录,填写数据无数据项目打“√”或注明。
完工后签名,注明日期。
2、检验员查验各作业项目,合格打“√”,不合格打“×”并返工,返工后得新检验,直至合格,并签名,注明日期。
年设备检修工作情况统计表
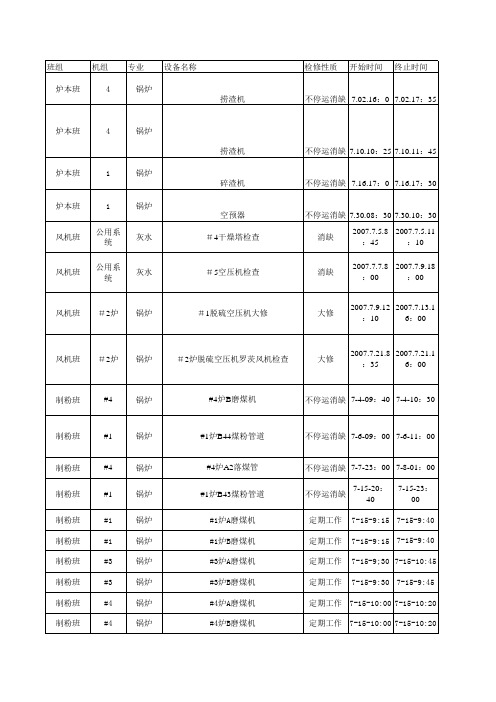
随机消缺 2007.07.05 2007.07.05
随机消缺 2007.07.05 2007.07.05
随机消缺 2007.07.05 2007.07.05
随机消缺 2007.07.05 2007.07.05
随机消缺 2007.07.06 2007.07.06
随机消缺 2007.07.13 2007.07.13
大修
2007.06.23. 2007.07.16. 11;48 23;27
大修
2007.06.25. 2007.07.26. 08;48 17;00
大修
2007.07.20. 2007.07.20. 17;00 21:45
厂用班 #2机组 电气
厂用班 厂用班 厂用班 厂用班 厂用班
公用 #2机组 #2机组 #2机组 #2机组
公用
公用
公用
公用
公用
公用
公用
#2机组
#2机组
#2机组
#2机组
#2机组
#2机组
锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 锅炉 汽机 汽机 汽机 汽机 汽机 化学
化学
灰水
化学
化学
化学
化学
灰水
化学
汽机
电气
电气
电气
电气
#1炉B43煤粉管道
不停运消缺 7-25-09:50 7-25-11:50
制粉班 制粉班 制粉班 制粉班 制粉班 制粉班 制粉班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 管阀班 附属班
附属班
附属班
附属班
附属班
学习任务十三 柴油机总成的大修

(一)发动机装配过程检验项目、方法、技术要求
10.配气机构和气缸盖的装配
1)气缸盖的平面度检测 将气缸盖翻过来,把刀形样板尺放到气缸盖下表面上,如图所示,用塞尺检 查气缸盖的平面度。
(一)发动机装配过程检验项目、方法、技术要求
(1)检测气门与气门导管间隙
经验检查法:将气门杆和导管擦净,在气门杆上涂一层薄 机油,将气门放入气门导管后上下拉动数次后,气门在自 重下能徐徐下落,表示气门杆与气门导管的配合间隙适当
• 6.以对正(角)原则,按从两边到中间的顺序松开汽缸盖螺栓,拆下 汽缸盖(先拆下凸轮轴及气门摇臂组),还应注意汽缸垫的安装 方向。
• 7.翻转发动机,以对正原则松开油底壳螺栓,拆油底壳,拆下机 油泵。 • 8.松开连杆轴承盖,依次拆下活塞连杆组。 注意,拆前还应注意活塞的安装方向、连杆及连杆盖的配对记号 ,拆下的活塞连杆组及轴承盖应按缸号顺序及方向摆放好。 • 9.拆下飞轮及端面轴承盖板。 • 10.按顺序依次拆下曲轴主轴径轴承盖,按顺序摆放好,注意安 装方向性。 • 11.拆下曲轴、平衡轴等,这时发动机解体完毕。
6)安装挺柱
有挺杆导向体时,应注意位置 和方向,不可错乱。 气门挺杆应对号入座,将挺杆 涂机油后放入气缸体挺杆孔内, 检查全部挺杆是否能上下自由滑 动、转动灵活。
(一)发动机装配过程检验项目、方法、技术要求
7)安装气门组件
用专用工具将气门油封压装在气门导管上,如左图所示,安装油 封一定要到位,并防止油封变形或损坏,在气门杆部涂抹润滑油后装 配气门、气门弹簧座、气门弹簧,使用气门弹簧压缩器专用工具安装 气门新锁片,其装配关系如右图所示。安装完要用木锤轻敲数下,以 确保安装到位。
(一)发动机装配过程检验项目、方法、技术要求
2018年12月潍柴道路用国六电控柴油机故障诊断指导与案例分析-WPJSZC60001

WD615发动机大修技术参数标准化表格
No.1
A
B 结 论 :
No.2
No.3
No.4
检测人:
No.5
百分表基准: No.6
日期:
四、Camshaft 凸轮轴
1 外观检查
有无
有
无
有无
有无
有无
磨损
破损
高温
裂纹
蚀点
结
论
检测人:
日期:
2 衬套轴径外径:【标准:59.94mm≤O.D.≤59.97mm】
No.1
A
B
结 论 :
No.2
No.3
No.4
【椭圆度:≤0.050mm(0.002in)】;【锥度:≤0.013mm(0.005in)】
No.1
No.2
No.3
No.4
No.5
No.6
A
B
结
论
:
检测人:
日期:
No.7
3 连杆轴径直径:【标准:81.970mm≤O.D.≤82.000mm】
【椭圆度:≤0.050mm(0.002in)】;【锥度:≤0.013mm(0.005in)】
50
51 Fit Rock lever assemblies 装 摇 臂
51
52 Adjust valves & EVB valve调气门和 EVB阀间隙
52
53 Fit rocker cover 装 气 门 室 盖
53
54 Install Injectors 装 喷 油 器
54
55 Fit fuel pump 装 柴油 泵
No.4
No.5
A
B
B
C
结 论 C :
BFM1015柴油机维修数据
凸轮轴齿轮螺栓
预紧:50N.m;拧紧:30º+60º+60º
22
风扇轴轴向间隙
0.30-0.80mm;极限:0.95mm
23
主轴瓦内径
+0.054
Ф103.048+0.000
24
活塞销外径
Ф51.993-Ф51.998mm
25
凸轮轴衬套内径
Ф69.99-Ф70.044mm;极限:Ф70.100mm
缸垫的确认:0.05-0.10mm*,1孔缸垫;
0.10-0.30mm*,2孔缸垫;
0.30-0.81mm*,3孔缸垫。
*-数值为缸套上端面在活塞上死点时与活塞顶部之间的两点Байду номын сангаас均距离。
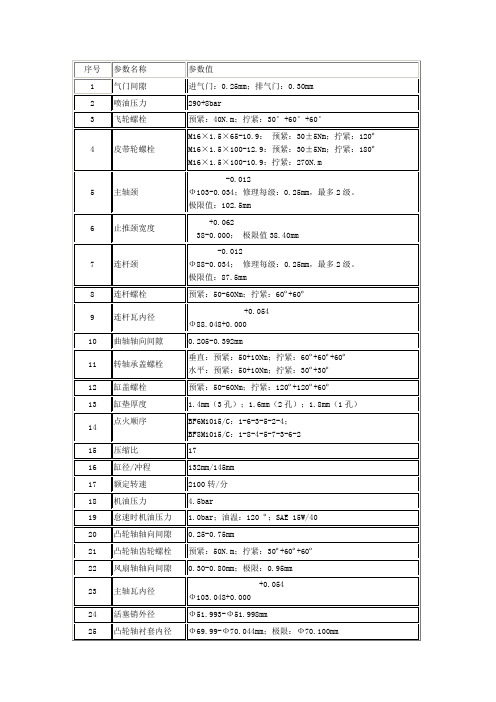
序号
参数名称
参数值
1
气门间隙
进气门:0.25mm;排气门:0.30mm
2
喷油压力
290+8bar
3
飞轮螺栓
预紧:40N.m;拧紧:30°+60°+60°
4
皮带轮螺栓
M16×1.5×65-10.9:预紧:30±5Nm;拧紧:120º
M16×1.5×100-12.9:预紧:30±5Nm;拧紧:180º
M16×1.5×100-10.9:拧紧:270N.m
5
主轴颈
-0.012
Ф103-0.034;修理每级:0.25mm,最多2级。
极限值:102.5mm
6
止推颈宽度
+0.062
38-0.000;极限值38.40mm
7
连杆颈
-0.012
Ф88-0.034;修理每级:0.25mm,最多2级。
设备中、大修明细表
设备中、大修明细表机电设备年度中修计划表单位名称:东海煤矿九采区六井2018年1月2日序号设备名称检修类别主要检修内容预计起止日期预计检修工时检修情况验收人1 主提升中修1、除检查小修内容外,增加以下检修项目2、主轴轴向水平度3、主轴及制动系统的传动杆件应进行无损探伤4、滚筒的组合连接件、焊接部分5、同一副制动闸两闸瓦工作面的平行度6、液压站应符合技术要求7、牌坊式深度指示器8、天轮及导向轮2月11日24时2 主通机中修1、除检查小修内容外,增加以下检修项目2、叶轮、风叶及导叶不得有缺陷3、检查润滑脂,如变质老化要及时清理、更换新的润滑脂4、保护好防爆面和防爆密封罩的各种密封胶垫5、叶片螺栓有无松动,变形6、反风系统灵活完整,能在10min内实现反风7、风压计、电流表、电压表、轴承温度计等仪表齐全,指示准确2月13日16时3 刮板输送机中修1、除检查小修内容外,增加以下检修项目2、机头、机尾、过渡槽、过桥架无开焊3、机壳各轴孔尺寸精度、粗糙度、中心距、各孔的形位公差,均应符合技术文件的要求4、链轮齿面应无裂纹或严重磨损5、链轮不得有轴向窜动6、刮板弯曲变形不得大于5mm7、溜槽平面变形不得大于4mm8、铲煤板(滑道)无开焊和明显变形,刃口无卷边2月14日16时4 局通风机中修1、除检查小修内容外,增加以下检修项目2、机座及壳体3、轴流式通风机叶轮4、润滑脂5、防爆面和防爆密封罩2月15日16时5 防爆开关中修1、除检查小修内容外,增加以下检修项目2、主回路连接紧固,导体截面与开关容量相适应3、触头行程、超行程等有关数据应符合规定4、真空断路器的检修,严格按出厂技术文件要求进行5、绝缘瓷瓶清洁,无油污及灰尘、无裂纹及损伤6、断路器及隔离小车分、合位置的机械指示准确7、中文液晶显示器显示漏电、过载、短路、绝缘监视各种故障信号8、电压表、电流表的量程与互感器的容量相匹配9、配电装置必须具有安全可靠的机械、电气联锁10、保护装置动作灵敏,断路器应可靠分闸11、短路、漏电保护试验灵敏可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
膨胀水箱
1
件
按照GK1C型内燃机车大修标准检修膨胀水箱,更换水表,清洗膨胀水箱。
40
柴油机加装四代机油
600
kg
柴油机加装四代机油。
41
302A调速器
2
kg
302A加装20#航空机油。
42
其他
配齐该柴油机所缺备件
43
柴油机试验
1
台
按照GK1C型内燃机车大修标准进行试验,符合各项指标。
44
柴油机喷漆
24
离心式滤清器
1
台
按照GK1C型内燃机车大修标准检修离心式滤清器。
25
VTC214增压器
1
台
按照GK1C型内燃机车大修标准检修VTC214增压器,更换不良部件,上试验台检测,符合技术要求。
26
增压器滤清器
1
台
更换
27
中冷器
1
套
更换中冷器组成
28
高、低温水泵
2
台
按照GK1C型内燃机车大修标准检修高、低温水泵,更换轴承及水封。
21
燃油粗滤器
1
件
按照GK1C型内燃机车大修标准检修检燃油精滤器,更换滤芯。
22
302A调速器
1
台
按照GK1C型内燃机车大修标准检修302A调速器,解体检修,更换不良部件,上试验台检测,符合技术要求。
23
进排支管、总管及烟筒
1
套
按照GK1C型内燃机车大修标准检修柴油机进排支管、总管及烟筒,不良部件更换。
15
缸套、水套
6
件
缸套、水套全部更换为新品,更换橡胶圈。
16
喷油泵
6
件
检测喷油泵,更换不良部件,喷油泵上端高压油管加装防护盖。
17
喷油器
6
件
更换喷油器并进行检测。
18
进、排气门
24
件
更换柴油机进、排气门。
19
柴油机示功阀
1
套
更换
20
燃油精滤器
2
件
按照GK1C型内燃机车大修标准检修检燃油精滤器,更换滤芯。
1
台
面漆中灰色
材料费合价
其他费合价(机械费、管理费、利润)
A
B
C
D
E
F
G
H
I=J+K+L
J
K
L
M=C*I
N=C*J
O=C*K
P=C*L
Q=H+M
1
柴油机体
1
台
彻底清洗机体,机体内部润滑油管路须清洁畅通;主机油道须进行1Mpa水压试验,保持20min不许渗漏;机体不许有裂纹。
2
主轴承螺栓与螺母;气缸盖螺栓与螺母;横拉螺钉
29
主机油泵
1
台
按照GK1C型内燃机车大修标准检修主机油泵。
30
柴油机齿轮组、减振器
1
套
按照GK1C型内燃机车大修标准检修柴油机齿轮组、减振器。
31
柴油机油底壳
1
件
清洗柴油机油底壳,清洗滤网。
32
柴油机减震胶垫
4
件
更换减震胶垫及螺栓。
33
循环水路
1
套
更换循环水路软联接。
34
循环油路
1
套
更换循环油路软联接。
工程量清单
板材铁运公司2018年6240ZJ型柴油机大修工程量单(1台)
序号
项目名称
数量
单位
说明(工程内容描述)
备件费报价
建安费报价
单项合计
备件规格型号
备件费单价(不含税)
备件费合价(不含税)
综合单价
(不含税)
综合单价其中
合价
(不含税)
合价其中
人工费单价
材料费单价
其他费单价(机械费、管理费、利润)
人工费合价
35
机油粗滤器
1
件
按照GK1C型内燃机车大修标准检修机油粗滤器,更换滤芯。
36
进、排气门顶杆
12
件
按照GK1C型内燃机车大修标准检进、排气门顶杆。
37
辅助机分解清洗、更换不良部件、组装、打压、上台试验,达标后装车。
38
机油热交换器
1
件
按照GK1C型内燃机车大修标准解体、清扫、检修机油热交换器,更换胶圈部件,并打压试验。
8
缸盖罩盖
6
件
更换缸盖罩盖。
9
缸盖组成
6
件
更换缸盖组成,包括气门座、气门导管、气门弹簧及垫圈等部件。
10
摇臂、摇臂销
6
件
检修摇臂、摇臂销,更换到限的摇臂销。
11
240活塞、活塞销
6
件
活塞、活塞销全部更换为新品。
12
活塞环
6
套
更换
13
连杆瓦
6
套
更换
14
曲柄连杆机构
6
件
按照GK1C型内燃机车大修标准检修曲柄连杆机构,不良更换。
1
套
全部更换新品。
3
机座支承
1
套
清洗机座支承,检查并消除裂纹。
4
曲轴
1
件
下曲轴检测,按照GK1C型内燃机车大修标准检修曲轴,拉伤处涂镀处理。
5
曲轴箱防爆阀
1
套
更换。
6
盘车机构
1
套
盘车机构各零部件不许有裂纹,转动灵活,作用良好。
7
凸轮轴
1
件
按照GK1C型内燃机车大修标准检修凸轮轴,下凸轮轴检测,不良单节更换,调整瓦量。