各种焊丝和焊条的特性
铝合金焊丝的介绍和特点
铝合金焊丝的介绍和特点
铝合金焊丝是一种用于焊接铝合金材料的焊接材料。
它通常由纯铝作为母材和合金焊丝组成。
铝合金焊丝的特点包括:
1. 优良的焊接性能:铝合金焊丝具有良好的流动性和可溶性,可以得到均匀且牢固的焊缝。
2. 耐腐蚀性好:由于铝合金焊丝中含有合金成分,因此焊接后的材料具有较好的耐腐蚀性,可在各种环境下使用。
3. 轻量化:铝合金焊丝与其他金属焊丝相比,具有较低的密度,可以减轻焊接材料的重量。
4. 良好的导电性:铝合金焊丝具有良好的电导性能,适用于需要良好导电性能的场合,如电子设备制造等。
需要注意的是,铝合金焊丝在焊接过程中需要注意控制焊接温度,避免过高的温度导致材料变形或裂纹的产生。
此外,由于铝合金的氧化性较强,焊接前需要对焊接接头进行表面处理,以提高焊接质量。
各种镍合金焊条焊丝的化学成分及用途
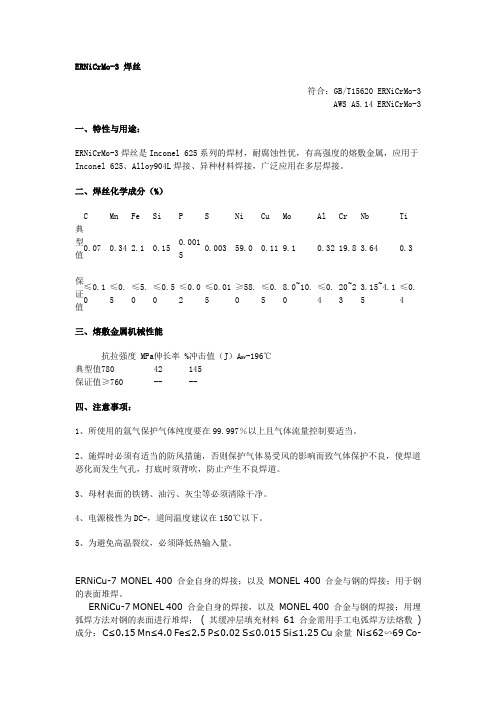
ERNiCrMo-3 焊丝符合:GB/T15620 ERNiCrMo-3AWS A5.14 ERNiCrMo-3一、特性与用途:ERNiCrMo-3焊丝是Inconel 625系列的焊材,耐腐蚀性优,有高强度的熔敷金属,应用于Inconel 625、Alloy904L 焊接、异种材料焊接,广泛应用在多层焊接。
二、焊丝化学成分(%)C Mn Fe Si P S Ni Cu Mo Al Cr Nb Ti 典型值0.07 0.34 2.1 0.15 0.00150.003 59.0 0.11 9.1 0.32 19.8 3.64 0.3保证值≤0.10 ≤0.5 ≤5.0 ≤0.50 ≤0.02 ≤0.015 ≥58.0 ≤0.5 8.0~10.0 ≤0.4 20~23 3.15~4.15 ≤0.4 三、熔敷金属机械性能抗拉强度 MPa 伸长率 % 冲击值(J )A KV -196℃ 典型值 780 42 145保证值 ≥760 -- --四、注意事项:1、所使用的氩气保护气体纯度要在99.997%以上且气体流量控制要适当。
2、施焊时必须有适当的防风措施,否则保护气体易受风的影响而致气体保护不良,使焊道恶化而发生气孔,打底时须背吹,防止产生不良焊道。
3、母材表面的铁锈、油污、灰尘等必须清除干净。
4、电源极性为DC-,道间温度建议在150℃以下。
5、为避免高温裂纹,必须降低热输入量。
ERNiCu-7 MONEL 400 合金自身的焊接;以及 MONEL 400 合金与钢的焊接;用于钢的表面堆焊。
ERNiCu-7 MONEL 400 合金自身的焊接,以及 MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊; ( 其缓冲层填充材料 61 合金需用手工电弧焊方法熔敷 ) 成分: C≤0.15 Mn≤4.0 Fe≤2.5 P≤0.02 S≤0.015 Si≤1.25 Cu 余量 Ni≤62∽69 Co-A1≤1.25 Ti1.5∽3.0镍合金焊条的国标对照镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
常用金属及焊接材料选择

常用金属及焊接材料选择引言在工程、制造和建筑等行业中,焊接是一项常见且重要的工艺。
选择合适的金属和焊接材料对于焊接质量和连接强度起着关键作用。
本文将介绍一些常用的金属和焊接材料选择准则,以帮助您做出正确的选择。
常用金属选择在焊接过程中,我们经常会遇到各种金属材料,如钢铁、铝、铜等。
以下是一些常用金属的特点和适用范围:1. 钢铁:钢铁是一种常见且广泛使用的金属材料。
它具有较高的强度和耐热性,适用于制作结构件和承受重压的零件。
2. 铝:铝是一种轻质金属,具有良好的导热和导电性能。
它常用于制造航空器、汽车零件和电子产品。
3. 铜:铜是一种导电性能极佳的金属材料,常用于电气工程和通信设备制造。
4. 不锈钢:不锈钢具有抗腐蚀性和耐高温性能,适用于制作需防止腐蚀的部件,如管道和。
焊接材料选择选择适合的焊接材料可以确保焊缝的质量和连接的牢固性。
以下是一些常用的焊接材料及其适用范围:1. 焊条:焊条是一种常见的焊接材料,用于手工电弧焊。
根据不同金属材料的需求,可以选择不同类型的焊条。
2. 焊丝:焊丝常用于半自动和全自动焊接。
常见的焊丝材料包括铝焊丝、钢焊丝和铜焊丝,根据具体应用需求选择合适的焊丝。
3. 焊剂:焊剂是一种用于清洁和保护焊缝的材料。
它可以帮助焊接过程中的氧化物和污染物溶解和蒸发,提高焊缝的质量。
4. 辅助材料:除了上述焊接材料外,还有一些辅助材料可以帮助焊接过程中的操作和修补。
例如,焊接帽可以保护焊接点免受外部环境的影响,焊接胶可用于焊接接头的固定等。
结论在进行焊接工作时,正确选择金属和焊接材料是确保焊接质量和连接强度的关键。
了解常用金属的特点和适用范围,以及选择适合的焊接材料,可以帮助您在工程、制造和建筑等领域取得良好的焊接效果。
记住根据具体应用需求做出选择,并遵循相关的安全操作规范,确保焊接过程的安全性和可靠性。
常用焊条型号、牌号及特性
常用焊条型号、牌号及特性焊条(coveredelectrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
[编辑本段]焊条的组成焊条由焊芯及药皮两部分构成。
焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。
焊条种类不同,焊芯也不同。
焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。
焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分(详见焊丝国家标准GB1300一77)。
采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。
加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要控制杂质的含量,并按工艺要求常加入某些特定的合金元素。
焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
在焊条前端药皮有45°左右的倒角,这是为了便于引弧。
在尾部有一段裸焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。
焊条的直径仲实际上是指焊芯直径)通常为2、2.5、3.2或3、4、5或6mm等几种规格,常用的是小3.2、小4、小5三种,其长度"L"一般在250^-450mm之间。
1.焊芯焊条中被药皮包覆的金属芯称为焊芯。
焊芯一般是一根具有一定长度及直径的钢丝。
焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。
焊条焊接时,焊芯金属占整个焊缝金属的一部分。
焊接材料速查手册

焊接材料速查手册第一章: 焊接基础知识1.1 焊接概述焊接是一种常用的金属加工方法,通过加热金属,使其熔化并与其他金属连接,在工业生产、建筑领域和制造业中得到广泛应用。
1.2 焊接材料焊接材料通常包括焊丝、焊剂、焊条等。
各种材料的选择取决于焊接的具体要求和工艺方法。
1.3 焊接方法常用的焊接方法包括气焊、电弧焊、激光焊等,每种方法都有自己的特点和适用范围。
第二章: 焊接材料分类和性能特点2.1 焊丝焊丝是焊接中常用的一种材料,分为铝焊丝、铜焊丝、不锈钢焊丝等,每种焊丝都有其特定的焊接要求和用途。
2.2 焊剂焊剂是焊接过程中常用的辅助材料,包括药芯焊剂、液体焊剂等,能够提高焊接质量和效率。
2.3 焊条焊条是一种包覆电弧焊材料,常用于手工电弧焊和机器焊接,适用于各种材料的接头。
第三章: 焊接材料的选择与应用3.1 焊接材料选择指南选择合适的焊接材料需要考虑材料的成分、性能、适用范围等因素,以确保焊接接头的质量和可靠性。
3.2 焊接材料的应用技巧在实际焊接操作中,需要掌握好焊接材料的使用技巧,包括熔化控制、焊接速度、填充方法等,以确保焊接质量。
第四章: 焊接材料的储存和保养4.1 焊接材料的储存要求各种焊接材料在储存期间需要注意避免潮湿、腐蚀和机械损伤等问题,以保证其正常使用。
4.2 焊接材料的保养技巧定期检查和清理焊接设备和材料,及时更换老化或损坏的部件,做好保养工作,延长材料的使用寿命。
结语:《焊接材料速查手册》是一本介绍焊接材料的基本知识、分类和选择应用的手册,旨在帮助焊接工作者快速了解各种焊接材料的特性和应用方法,提高焊接质量,确保焊接工作的顺利进行。
希望本手册能为广大焊接工作者提供有益的参考信息。
常用各种焊丝型号

常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y 级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于1Cr-0.5Mo和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于2.25Cr-1Mo耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
各种焊条焊丝的主要用途及选择.doc
各种焊条焊丝的主要⽤途及选择.doc 结构钢焊条的主要⽤途牌号型号主要⽤途 J423 E4301 焊接较重要的低碳钢结构 J422 E4303 J422CrCu E4303 ⽤于耐候钢、耐海⽔腐蚀的焊接 J421 J4313 ⽤于⼀般低碳钢薄板结构的焊接 J421X ⽤于碳钢薄板向下⽴焊和间断焊 J421Fe ⽤于低泰⼭压卵风薄结构的铁粉焊条,焊接效率较⾼ J427 E4315 焊接重要的低碳钢及同强度级别的低合⾦钢结构,如压⼒容器、锅炉、船舶桥梁等 J427Ni J426 E4316 ⽤于薄板结构的低碳钢的焊接 J422Fe13 E4323 焊接重要的低碳钢结构的⾼效铁粉焊条 J422Fe16 J422Z13 焊接低碳负结构的⾼效重⼒焊焊条 J203 E5001 焊接低碳钢及同强度合⾦钢的⼀般结构 J503Z 船舶、锅炉、船舶、桥梁、车辆中低碳钢、低合⾦钢结构重⼒焊焊条 J502J502Fe E5003 焊接同强度的低合⾦钢(如16Mn)⼀般结构 J505 E5010-G 焊接同等强度的低合⾦钢结构件 J505G 焊接16Mn钢管的管道焊条 J505MoG E5011 ⽤于厚壁容器及钢管的打底底层焊条 J507 E5015 焊接重要的低合⾦钢结构,如16MnR钢做的压⼒容器 J507H 越低氢焊条,⽤于海洋平台、船舶、压⼒容器等重要低合⾦钢结构的焊接 J507X ⽴向下焊条,⽤于低合⾦钢的⾓接或搭接焊 J507D 底层焊条,⽤于钢管及厚壁容器打底焊、单⾯焊双⾯成形 F507XG E5015管⼦⽴向下焊条,⽤于圆管下⾏焊或壁厚⼤于9mm的圆管下⾏打底焊 J507NiCu ⽤于相同强度级别的耐候钢及耐海⽔腐蚀钢的焊接 J507R ⽤低合⾦钢压⼒容器焊接,低温韧性较⾼ J507GR ⾼韧性焊条,表于低合⾦重要结构件的焊接 J507RH 越低氢焊条,⽤于低合⾦钢结构如船舶、⾼压管道的间接 JJ507Mo ⽤于含Mo、V、Al耐腐蚀钢的焊接、如12MoVAl钢及抗400°CS、H2腐蚀钢的焊接 J507CuP ⽤于Cu、P耐候及耐海⽔腐蚀钢的焊接 J506 E5016 ⽤于中碳及强度级别相当的低合⾦钢(16Mn、0916Mn2Si的)焊接 J506X ⽤于强度级别相当的低合⾦钢⽴向下焊焊条 J506DF ⽤于通风不良或容器内焊接的低尘低毒焊条 J506D 专⽤于底层焊、单⾯焊双⾯成形封底焊 J506GM 船舶、车辆、⼯程机械、压⼒容器的盖⾯焊、装饰焊 J506WCu E2016-G ⽤于耐候及耐海⽔腐蚀钢的焊接,如0916Mn2Ti J506R 具有⾼的低温韧性,⽤于海洋平台、船舶、⾼压容器等重要结构焊接 J506RH ⾼韧性焊条,⽤于低合⾦钢压⼒容器和船舶的焊接J506NiCu ⽤于强度级别的耐候、耐海⽔钢的焊接 J506H E5016-1 越低氢焊条,⽤于海上平台、船舶、压⼒容器的低合⾦钢的焊接,抗裂性好续表1牌号型号主要⽤途 J506LMA E5018 耐吸潮碳素钢焊条,⽤于低碳钢、你合⾦钢及钢性较⼤的船舶结构的焊接 J507Fe 铁粉你型焊条,焊接重要的碳钢及低合⾦钢结构 J506Fe J506Fe16J506Fe18J507Fe16 ⾼效铁粉焊条,⽤于16Mn、16MnR等低合⾦钢的焊接平焊和平⾓焊 J553 E5501-G 焊接低合⾦钢结构。
各种焊丝特性
一、铝及铝合金焊接材料应用纯铝焊丝ER1100性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。
对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL 余量用途广泛用于铁路机车、电力、化学、食品等行业。
铝硅合金焊丝ER4047性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。
低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量用途:焊接或堆焊轻质合金加工业。
铝硅合金焊丝ER4043性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱铝镁合金焊丝ER5356性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
铝镁合金焊丝ER5183性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等三、CrMo耐热钢、低温钢焊接材料一、不锈钢手工焊条二、不锈钢药芯焊丝三、不锈钢实芯焊丝一、镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
400 (-29°C) 20 550-650 ≥ ≥100 ≥
400 (-29°C) 20
850-980 ≥ ≥50
≥
(20°C)
750
17
620
520 80
19Байду номын сангаас
Mo:1.0 Cr:2.5,Mo: 1.1V:0.25
适 合 STC(步 冷 热 处 理 )焊 接 焊 接 和 堆 焊 Cr:2.25-Mo-V 铬 钼 钒 钢,进 行步冷热处理的焊接
GB 牌 号 <T17853> E308LT1-1 E309LT1-1 E309LMoT1-1 E316LT1-1 E317LT1-1 E347LT1-1
用
途
低 C-18Cr-8Ni钢用。 低 C-22Cr-12Ni钢用,异材焊接用。 低 C-22Cr-12Ni-2.5Mo钢用,异材焊接用。
Cr:8.9, V:0.2
焊 接 和 堆 焊 Cr:8--11%,Mo:2 铬 钼 钢,焊 接 T9.T91钢
Create PDF with GO2PDF for free, if you wish to remove this line, click here to buy Virtual PDF Printer
E1100
铝硅,抗裂性好,通用性大。
Al209 TAlSi 铝合金焊接用,不宜焊接铝镁
E4043
合金
Al309
TAMn
铝锰,强度高,耐蚀。铝合金 焊接用
E3003
三、CrMo耐热钢、低温钢焊接材料
AWS
σb
E7016-1 470
E7018-1 590
E7018G 555
E8018G 650
低温钢焊条
S321
Mn1.3Al Rem.
良好的耐蚀性、可焊性及塑性。 铝合金气焊、氩弧焊用
ER3003
S331
Mg5Mn0.4 AlRem.
耐蚀,强度高。铝合金氩弧焊 用
ER5183
5356
Mg5AlRem.
耐蚀、强度高,通用性大。铝 合金氩弧焊用
ER5356
Al109
TAl
纯铝,耐蚀性好,但强度不高, 纯铝焊接用
ECrMoWV12B 20
> 740
Mo:1.0
> >30 500 (+20°)
,Ni:0.65
>15 Cr:12,V:
0.3
W:0.5,焊 接 含 12%Cr的 耐 热 钢.
Mo:1.0,Ni: 0.6
一、不锈钢手工焊条
AWS 规格 GB 规格 牌 号
A5.4>
<T983>
E307-16
E307-16
E2209-16 E2209-16
22Cr 双相不锈钢用,如 UNS S31803(Alloy2205)。
E2553-16 E2553-16
25Cr 双相不锈钢用,如 UNS S32550(Alloy255)。
二、不锈钢药芯焊丝
AWS 规格 <A5.22>
E308LT1-1 E309LT1-1 E309LMoT1-1 E316LT1-1 E317LT1-1 E347LT1-1
Create PDF with GO2PDF for free, if you wish to remove this line, click here to buy Virtual PDF Printer
E410NiMo-16 E410NiMo-16 G202NiMo 13Cr-Ni-Mo 钢用。
Create PDF with GO2PDF for free, if you wish to remove this line, click here to buy Virtual PDF Printer
E7028 530
E7028G 580
E8018 620 C1 E8018 560 C2
430 80
Cr:5.1
焊 接 和 堆 焊 Cr:4--6%,Mo:0.5 铬 钼 钢,
E7Cr15 620 E9018B9 660
(-20°C)
440 25
25
(-20°C)
480 65
22
(-20°C)
Mo:0.5 Cr:8,Mo: 1.2 V:0.3
焊 接 和 堆 焊 Cr:7--9%,Mo:1 铬 钼 钢,
Cr:3.0,Mo: 焊 接 和 堆 焊 Cr:3.0-Mo 铬 钼 钒 钢,进 行
1.0
步冷热处理的焊接
Cr:3.0,Mo: 焊 接 和 堆 焊 Cr:3.0-Mo-V 铬 钼 钒 钢,进 1.1V:0.25 行 步 冷 热 处 理 的 焊 接
Cr:4.5,Mo: 焊 接 和 堆 焊 Cr:4-6%-Mo-V 铬 钼 钒 钢,进 0.81V:0.5 行 步 冷 热 处 理 的 焊 接
焊 接 和 堆 焊 Cr:1.25,Mo:0.5 铬 钼 钢,适 合 STC(步 冷 热 处 理 )焊 接
焊 接 和 堆 焊 相 应 的 Cr-Mo-V耐 热 钢.
焊 接 和 堆 焊 Cr:2.25-Mo铬 钼 钢,
E502-15 E502-15
500-650 ≥
(-60°C) ≥110 ≥
400 (-29°C) 20 550-650 ≥ ≥100 ≥
Create PDF with GO2PDF for free, if you wish to remove this line, click here to buy Virtual PDF Printer
典型化学成份:Mg3.5,Cr0.2,Fe0.15,Cu≤0.05,Zn0.10,Mn0.05,Ti0.1, AL余量
A212
E347-16
E347-16
A132
E347-15
E347-15
A137
E347-16
E347-16
E410-16
E410-16
G202
用
途
非磁性钢用,高锰钢及碳钢异材焊接用。 非磁性钢用,高锰钢及硬化性耐磨钢用。 18Cr-8Ni 钢用。 低于 300 C 的耐腐蚀不锈钢,可焊性较差的钢材及堆焊表面层用。 高 C-18Cr-8Ni 钢用。 18Cr-8Ni 钢用。 低 C-18Cr-8Ni 钢用。 18Cr-8Ni 钢-196 C 极低温用。 22Cr-12Ni 钢用,异材焊接用。 同类型不锈钢、异种钢以及高铬钢、高锰钢用。 低 C-22Cr-12Ni 钢用、异材焊接用。 22Cr-12Ni-2.5Mo 钢、碳钢用,异材焊接用。 低 C-22Cr-12Ni-2.5Mo 钢、碳钢用,异材焊接用。 25Cr-20Ni 钢用,异材焊接用。 同类型耐热不锈钢用,也可用来焊接硬化性大的铬 5 钼、铬 9 钼、铬 13 及铬 28 钢等结构。 25Cr-20Ni-2.5Mo 钢用,异材焊接用。 高 C-25Cr-20Ni 钢用。 29Cr9Ni 铸钢用,异材焊接用。 29Cr9Ni 铸钢用,异材焊接用,蓝色药皮。 18Cr-12Ni-2.5Mo 钢用。 焊接低碳的 0Cr18Ni12Mo2 不锈钢设备。 低 C-18Cr-12Ni-2.5Mo 钢用。 18Cr-12Ni-2.5Mo 钢-196 C 极低温用。 18Cr-12Ni-3.5Mo 钢用。 低 C-18Cr-12Ni-3.5Mo 钢用。 18Cr-12Ni-2Mo-Ti 钢用。 18Cr-9Ni-Ti 钢用。 重要的耐腐蚀含钛稳定的 0Cr19NillTi 型不锈钢用。 低 C-18Cr-9Ni-Ti 钢用。 13Cr 钢用。
E312-16
E312-16
E312-16
E312-16
E316-16
E316-16
A202
E316-15
E316-15
A207
E316L-16 E316L-16 A022
E316-16
E316-16
A202
E317-16
E317-16
A242
E317L-16 E317L-16
E318-16
E318-16
用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等
二、铝合金焊丝及焊条成分
国标牌 主要成份(%)
特性和用途
相当 AWS
号
S301 Al≥99.5
塑性好、耐蚀。纯铝气焊、氩 弧焊用
ER1100
抗裂性好,通用性大。铝合金
S311 Si5AlRem. 气焊、氩弧焊用。不宜用高镁
ER4043
合金
630
600-80
650
主要力学性能
σs AKV
δ5
550 100
24 Cr:0.5
(-20°C)
Mo:0.5
540 150
23 Cr:1.2
(-20°C)
≥ ≥50
≥
480
(20°C) 15
540 100
22
Mo:0.5 Cr:1.4,Mo: 1.0V:0.25
Cr:2.3
特性简单介绍 焊 接 和 堆 焊 Cr:0.5,Mo:0.5 铬 钼 钢,适 合 STC(步 冷 热 处 理 )焊 接
(-70°C)
焊 态 和 热 处 理 后 力 学 性 能 优 良.
480 45
30 Ni:3.5 低 温 钢 焊 条.焊 接 3.5Ni钢 .
(-106°C)
焊 态 和 热 处 理 后 力 学 性 能 优 良.
Cr-Mo 耐 热 钢 焊 条
AWS E8018B1 E8018B2
E9018B3
σb
640
主要力学性能
特性简单介绍
σs AKV
δ5
390 100
30 Ni:0.6 耐 吸 潮 超 低 氢 焊 条,低 温 冲 击 性 能 优 良. 适