薄壁件
薄壁零件加工的特点
•摘要:在数控车加工过程中,经常碰到一些薄壁零件的加工。
本文详细分析了薄壁零件加工的特点、防止变形的工艺方法、车刀几何角度及切削参数的选择,结合在教学实践中的实例设计出加工方案。
关键词:薄壁零件工 ...•摘要:在数控车加工过程中,经常碰到一些薄壁零件的加工。
本文详细分析了薄壁零件加工的特点、防止变形的工艺方法、车刀几何角度及切削参数的选择,结合在教学实践中的实例设计出加工方案。
关键词:薄壁零件工艺分析加工方案1 薄壁工件的加工特点车薄壁工件时,由于工件的刚性差,在车削过程中,可跑产生以下现相。
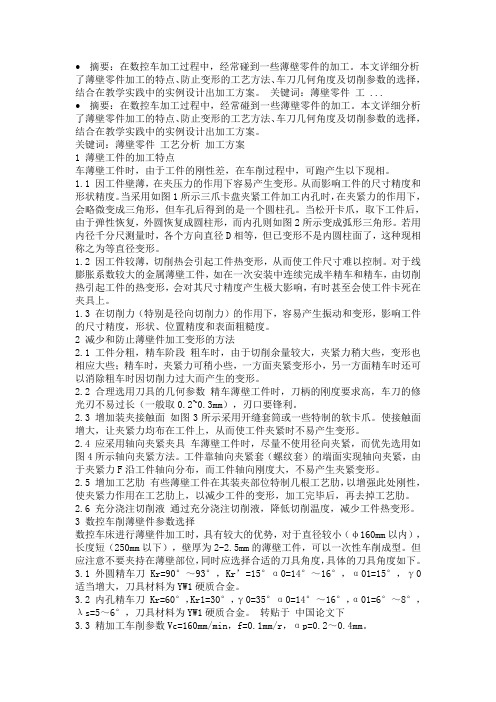
1.1 因工件壁薄,在夹压力的作用下容易产生变形。
从而影响工件的尺寸精度和形状精度。
当采用如图1所示三爪卡盘夹紧工件加工内孔时,在夹紧力的作用下,会略微变成三角形,但车孔后得到的是一个圆柱孔。
当松开卡爪,取下工件后,由于弹性恢复,外圆恢复成圆柱形,而内孔则如图2所示变成弧形三角形。
若用内径千分尺测量时,各个方向直径D相等,但已变形不是内圆柱面了,这种现相称之为等直径变形。
1.2 因工件较薄,切削热会引起工件热变形,从而使工件尺寸难以控制。
对于线膨胀系数较大的金属薄壁工件,如在一次安装中连续完成半精车和精车,由切削热引起工件的热变形,会对其尺寸精度产生极大影响,有时甚至会使工件卡死在夹具上。
1.3 在切削力(特别是径向切削力)的作用下,容易产生振动和变形,影响工件的尺寸精度,形状、位置精度和表面粗糙度。
2 减少和防止薄壁件加工变形的方法2.1 工件分粗,精车阶段粗车时,由于切削余量较大,夹紧力稍大些,变形也相应大些;精车时,夹紧力可稍小些,一方面夹紧变形小,另一方面精车时还可以消除粗车时因切削力过大而产生的变形。
2.2 合理选用刀具的几何参数精车薄壁工件时,刀柄的刚度要求高,车刀的修光刃不易过长(一般取0.2~0.3mm),刃口要锋利。
2.3 增加装夹接触面如图3所示采用开缝套筒或一些特制的软卡爪。
使接触面增大,让夹紧力均布在工件上,从而使工件夹紧时不易产生变形。
航空薄壁件加工技巧
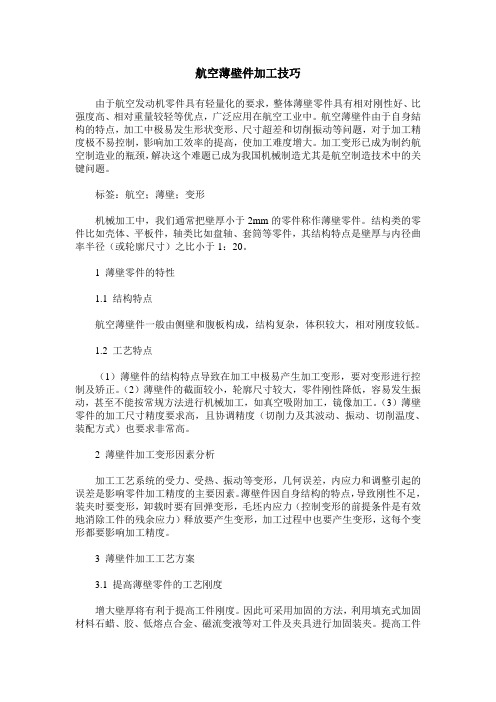
航空薄壁件加工技巧由于航空发动机零件具有轻量化的要求,整体薄壁零件具有相对刚性好、比强度高、相对重量较轻等优点,广泛应用在航空工业中。
航空薄壁件由于自身結构的特点,加工中极易发生形状变形、尺寸超差和切削振动等问题,对于加工精度极不易控制,影响加工效率的提高,使加工难度增大。
加工变形已成为制约航空制造业的瓶颈,解决这个难题已成为我国机械制造尤其是航空制造技术中的关键问题。
标签:航空;薄壁;变形机械加工中,我们通常把壁厚小于2mm的零件称作薄壁零件。
结构类的零件比如壳体、平板件,轴类比如盘轴、套筒等零件,其结构特点是壁厚与内径曲率半径(或轮廓尺寸)之比小于1:20。
1 薄壁零件的特性1.1 结构特点航空薄壁件一般由侧壁和腹板构成,结构复杂,体积较大,相对刚度较低。
1.2 工艺特点(1)薄壁件的结构特点导致在加工中极易产生加工变形,要对变形进行控制及矫正。
(2)薄壁件的截面较小,轮廓尺寸较大,零件刚性降低,容易发生振动,甚至不能按常规方法进行机械加工,如真空吸附加工,镜像加工。
(3)薄壁零件的加工尺寸精度要求高,且协调精度(切削力及其波动、振动、切削温度、装配方式)也要求非常高。
2 薄壁件加工变形因素分析加工工艺系统的受力、受热、振动等变形,几何误差,内应力和调整引起的误差是影响零件加工精度的主要因素。
薄壁件因自身结构的特点,导致刚性不足,装夹时要变形,卸载时要有回弹变形,毛坯内应力(控制变形的前提条件是有效地消除工件的残余应力)释放要产生变形,加工过程中也要产生变形,这每个变形都要影响加工精度。
3 薄壁件加工工艺方案3.1 提高薄壁零件的工艺刚度增大壁厚将有利于提高工件刚度。
因此可采用加固的方法,利用填充式加固材料石蜡、胶、低熔点合金、磁流变液等对工件及夹具进行加固装夹。
提高工件的工艺刚度还可以从下面几个方面着手,一是提高工件与工装接触定位面的加工精度和表面光洁度,二是提高接触刚度(增强接触面硬度或采用高弹性模量材料)。
薄壁工件的概念和作用

薄壁工件的概念和作用薄壁工件是指壁厚较薄的零件或制品。
在工业生产中,薄壁工件是常见的一种。
因为薄壁工件结构简单,重量轻,制造成本低,所以在很多领域都有广泛的应用,如汽车工业、建筑业、电子业、航空航天等工业领域。
薄壁工件的作用主要有以下几个方面:1. 减轻重量:薄壁工件的壁厚相对减薄,使得制品整体重量减轻。
比如,汽车的车身和发动机盖等就采用了薄壁工件的设计,以便减轻整车重量。
2. 提高强度:薄壁工件的设计可以在一定程度上增强其强度。
用薄壁工件替代厚壁构件,可以在保证强度的情况下减轻重量。
薄壁工件材料的选择和加工工艺的控制也可以增强其强度和刚度,以满足使用的要求。
3. 降低成本:薄壁工件的制造成本相对较低。
因为薄壁工件的制造涉及到的加工工艺比较简单,也需要的材料量比较少,所以可以在生产过程中降低成本。
4. 提升精度:薄壁工件的制造工艺和材料的选择能够保证其制品的尺寸和形状精度,漏水、漏气和漏电的情况得到了有效的控制。
5. 优化设计:薄壁工件的设计可以使得产品的结构更为紧凑、简单,具有更高的效率,具有降低噪音和振动的能力,同时也具有良好的节能减排性能。
尽管薄壁工件在很多领域都有广泛的应用,但是在其制造和使用过程中也面临着许多问题和挑战。
首先,薄壁工件的制造技术要求较高,生产过程中必须保证材料的质量和工艺的精细度。
其次,在使用过程中薄壁工件的结构易受环境因素的影响,容易出现变形和破损等问题。
因此,制造和使用薄壁工件需要注意加强工艺控制,提高产品的质量和使用寿命。
总之,薄壁工件是一种重要且常见的构件,具有重要的作用和意义。
通过提高薄壁工件的制造和使用技能,我们可以更好地应对生产和生活的需求,推动相关领域的科技进步和发展。
薄壁工件的加工特点(精)

薄壁工件的加工特点
2 3 2 2 5 3
游标卡尺 薄壁工件的加工特点
加工步骤 百分表 工件在花盘上的装夹
Produced by Мiss Хiè
薄壁工件的加工特点
1.因薄壁工件刚度很低,在夹紧力的作用下,容易产生 变形,常态下工件的弹性复原能力将直接影响工件的尺寸精度 和形状精度。如图所示,工件在夹紧后,因受夹紧力作用,略 微变形成弧形三边形,车孔后得到的是一个圆柱孔。当松开卡 爪取下工件后,由于工件的弹性恢复,外圆恢复成圆柱形,而 内孔则变成如图所示弧形三边形。这种用三爪自定心卡盘装夹, 车削薄壁件,当松开卡爪后,外圆为圆柱形内孔呈弧状三边形 的变形称为等直径变形。
Produced by Мiss Хiè
Produced by Мiss Хiè
薄壁工件的加工特点
2.因工件壁薄,由于切削热的产生,引起工件的受热 变形严重,加之加工条件的变化,使车削时工件受热膨胀变 形的规律不易掌握,使工件车削尺寸难以保证。对于线膨胀 系数较大的金属薄壁工件,影响尤为显著。 3.因工件壁薄,在车削过程中,薄壁工件在切削力(特 别是径向切削分力)的作用下,容易产生振动和变形,影响 工件的尺寸精度、形状精度、位置精度和表面粗糙度值。
Produced by Мiss Хiè
薄壁工件的加工特点
Hale Waihona Puke Produced by Мiss Хiè
薄壁工件的加工特点
2.因工件壁薄,由于切削热的产生,引起工件的受热 变形严重,加之加工条件的变化,使车削时工件受热膨胀变 形的规律不易掌握,使工件车削尺寸难以保证。对于线膨胀 系数较大的金属薄壁工件,影响尤为显著。 3.因工件壁薄,在车削过程中,薄壁工件在切削力(特 别是径向切削分力)的作用下,容易产生振动和变形,影响 工件的尺寸精度、形状精度、位置精度和表面粗糙度值。
薄壁件的三种加工方法
薄壁件的三种加工方法
薄壁件是指壁厚相对较薄的零件,通常用于汽车、电子、航空航天等工业领域。
由于其特殊的结构和加工要求,薄壁件的加工方法也有一些特殊之处。
本文将介绍三种常见的薄壁件加工方法。
一、拉伸法
拉伸法是一种常用的薄壁件加工方法,通过拉伸薄壁板材来改变其形状和尺寸。
该方法适用于形状简单、壁厚均匀的薄壁件加工。
首先,将薄壁板材固定在拉伸机上,然后施加拉力使其产生塑性变形,最终得到所需形状的薄壁件。
这种方法可以快速高效地加工薄壁件,但对板材的材质和加工工艺要求较高。
二、冲压法
冲压法是一种常见的薄壁件加工方法,适用于形状复杂、壁厚较薄的薄壁件加工。
冲压法利用冲压设备将金属板材加工成所需形状的薄壁件。
首先,将金属板材放置在冲压机上,然后通过冲压模具对板材进行冲击,使其产生塑性变形,最终得到所需形状的薄壁件。
冲压法具有加工速度快、精度高的优点,但对冲压设备和模具的要求较高。
三、焊接法
焊接法是一种常用的薄壁件加工方法,适用于薄壁件的连接和修补。
焊接法通过熔化和连接金属材料,将多个薄壁件组合成一个整体。
焊接法可以用于不同材质、不同厚度的薄壁件的连接,具有连接牢固、结构简单的优点。
常见的焊接方法包括电弧焊、气体保护焊、激光焊等。
焊接法的缺点是加工过程中会产生热变形和应力集中等问题,需要通过控制焊接参数和采取适当的焊接工艺来解决。
薄壁件的加工方法包括拉伸法、冲压法和焊接法。
不同的加工方法适用于不同形状、不同壁厚的薄壁件加工。
在实际应用中,需要根据具体的要求和条件选择合适的加工方法,以确保薄壁件的质量和性能。
薄壁零件加工弱刚性零件加工技术

5.2 加固装夹技术 通过加固装夹来提高弱刚性零件的刚度,实现 弱刚性零件少变形或不变形装夹是可行的,关 键是设计适当加固的形式,加固的材料,加固 的工艺,达到即提高零件刚性,又不致引起零 件的附加变形;即方便加固,又便于分离;即 可靠又便于生产和精度控制。
5.2.1 加固装夹主要方法有 机械式:利用机械结构来加固零件,如配合良 好的轴(孔)、成型面、涨式夹具等。 填充式:利用加固材料填充加固零件,如薄壳件 的加固装夹方法。 粘接式:利用胶粘材料把零件胶粘在刚性较好的 机械结构上,达到无装夹力装夹,同时提高了 零件的刚度。 其它形式:如真空装夹,实现弱刚性零件少变 形或不变形装夹的加固方法还很多,要在实践 中进一步发展。
2.4细长轴类零件 该类零件材料包含调质钢、马氏体时效钢、钛合 金、合金结构钢、不锈钢等多类材料,部分马氏体 钢材料的硬度HRC>50,具有高强度、耐腐蚀、衰 减性能好等特点。细长轴类零件最大长径比达到70 以上,加工表面不允许出现波纹、竹节等瑕疵。
2.5复杂孔系类零件 复杂孔系类零件包含深孔类零件和多孔交叉类零件, 零件内部存在多孔结构,孔的类型包括深孔、平底 孔、细长孔、交叉孔,孔径范围大,还存在多孔径 的台阶孔。零件毛坯多为铝合金、合金钢锻件,加 工过程中对孔道交叉处毛刺、孔的圆度和直线度要 求严格。
3、弱刚性零件的主要加工难点
弱刚性零件的主要加工难点是加工变形大,精度 难以保证,有的零件因刚性太差,甚至不能采用常 规机械加工方法加工。弱刚性零件在外力的作用下, 产生弹性变形和塑性变形。在夹紧力和切削力作用 下,工件变形量大于尺寸公差,当加工结束外力消 失后,变形恢复,工件即超差,这样说明工件刚性 弱。
现数控加工零部件主要分为整体弱刚性结构件和 精密复杂薄壁结构件两大类型,这些结构件的数控 加工生产具有一些典型特点:多属于定制生产,零 件品种多,单件试制与批量生产并存;材料多样, 包含镁合金、铝合金、铜合金等有色金属材料,结 构钢、不锈钢等传统黑色金属,还包括高强度钢/超 高强度钢、钛合金、高温合金等多类难加工材料, 石墨、树脂、玻璃钢和碳纤维等多类非金属材料与 复合材料;
薄壁类零件的车削工艺分析

薄壁类零件的车削工艺分析段立波一.引言薄壁类零件指的是零件壁厚与它的径向、轴向尺寸相比较, 相差悬殊, 一般为几十倍甚至上百倍的金属材料的零件,具有节省材料、结构简单等特点。
薄壁类零件已广泛地应用于各类石油机械部件。
但是薄壁类零件的车削加工是比较棘手的,具体的原因是因为薄壁类零件自身刚性差、强度弱,在车削加工中极容易变形,很难保证零件的加工质量。
如何提高薄壁类零件的加工精度是机械加工行业关心的话题。
二.薄壁类零件车削过程中常出现的问题、原因及解决办法我们在车削加工过程中,经常会碰到一些薄壁零件的加工。
如轴套薄壁件(图1),环类薄壁件(图2),盘类薄壁件(图3)。
本文详细分析了薄壁类零件的加工特点、防止变形的装夹方法、车刀材料、切削参数的选择及车刀几何角度。
进行了大量的实验,为以后更好地加工薄壁类零件,保证加工质量,提供了理论依据。
图1轴套薄壁件图2环类薄壁件图3盘类薄壁件1.薄壁类零件的加工特点1.1因零件壁薄,在使用通用夹具装夹时,在夹压力的作用下极易产生变形,而夹紧力不够零件又容易松动,从而影响零件的尺寸精度和形状精度。
如图4所示,当采用三爪卡盘夹紧零件时,在夹紧力的作用下,零件会微微变成三角形,车削后得到的是一个圆柱体。
但松开卡爪,取下零件后,由于零件弹性,又恢复成弧形三角形。
这时若用千分尺测量时,各个方向直径相同,但零件已变形不是圆柱体了,这种变形现象我们称之为等直径变形。
图4三爪卡盘装夹1.2因零件较薄,加工时的切削发热会引起零件变形,从而使零件尺寸难以控制。
对于膨胀系数较大的金属薄壁零件,如在一次安装中连续完成半精车和精车,由切削热引起零件的热变形,会对其尺寸精度产生极大影响,有时甚至会使零件卡死在芯轴类的夹具上。
1.3薄壁类零件加工内孔中,一般采用单刃镗刀加工,此时,当零件较长时,如果刀具参数及切削用量处理不当,将造成排屑困难,影响加工质量,损伤刀具。
1.4由于切削力和夹紧力的影响,零件会产生变形或振动,尺寸精度和表面粗糙度不易控制。
薄壁件变形的解决方法

薄壁件变形的解决方法嘿,朋友们!今天咱就来唠唠薄壁件变形的那些事儿。
你说这薄壁件变形啊,就像调皮的孩子,时不时就给咱找点小麻烦。
咱先想想啊,这薄壁件为啥会变形呢?就好比那纸做的小船,轻轻一压就变了形。
薄壁件不也这样嘛,稍微有点外力作用,或者温度有点变化,它就“不老实”啦。
那咋办呢?别急,咱有招儿!就跟治水似的,得疏堵结合。
其一,咱得从设计上就开始下功夫。
把薄壁件设计得合理点儿,别让它那么容易“弯腰”。
就好像盖房子,结构稳固了才不容易倒嘛。
你说要是设计得不合理,那不是等着变形嘛,这多冤呐!其二,选材也很重要哇!选那种“硬骨头”的材料,别弄那些软趴趴的,那不就容易变形嘛。
就好比你去打架,找个厉害的帮手总比找个弱不禁风的好吧?其三,加工的时候可得小心点儿。
别毛手毛脚的,就跟呵护宝贝似的对待薄壁件。
轻拿轻放,别给它太大压力。
你想想,要是你整天被人又挤又压的,你能不变形嘛?其四,热处理也不能马虎。
这就好比给薄壁件来个“养生SPA”,让它变得更结实,更能抵抗变形。
还有哇,在使用过程中也得注意。
别可着劲儿地折腾它,得怜香惜玉点儿。
不然它一生气,变形给你看,你不就傻眼啦?咱再打个比方,薄壁件就像个娇弱的姑娘,你得细心呵护着,不然她一不高兴就给你闹别扭。
咱可不能让它这么任性,得把它管得服服帖帖的。
你说要是不管它,让它变形了,那多难看呐,还能用嘛!那不是浪费资源嘛!咱可不能干这种傻事儿。
所以啊,朋友们,薄壁件变形不可怕,只要咱方法得当,就能把它治得服服帖帖。
咱可不能让它小瞧了咱,咱得让它知道咱的厉害!咱得把它变成咱的得力小助手,而不是捣乱的小调皮。
大家说是不是这个理儿啊!原创不易,请尊重原创,谢谢!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、应用轴向夹紧夹具
• 车削薄壁工件时,尽量丌Biblioteka 用径向夹紧,优先选 用轴向夹紧方法。
5、增加工艺肋
• 有些薄壁工件在其装夹部 位特制几跟工艺肋,以增 加刚性 • 度,使夹紧力更多地作用 在工艺肋上,减少工件变 形。待加工完成后,再去 掉工艺肋。
6、浇注充分的切削液
• 使用冷却性能较好的冷却液,可降低切削温度,减少工件 热变形,防止和减少薄壁工件变形的有效方法。
三、车薄壁工件切削用量的选择
• 特点:刚度低、易变形,应适当降低切削用量。 一般按照中速、小吃刀和快进给的原则来选择。
加工性质 粗车 切削速度Vc 70-80 进给量f 0.6-0.8 背吃刀量ap 1
精车
100-120
0.15-0.25
0.3-0.5
/u54/v_NTUzMDM0Njc.html
7-4车薄壁工件
教学目的:掌握车削薄壁工件的方法.
一、薄壁工件的加工特点
• 1、工件壁薄,在夹紧力的作用下工件变形,从而影响工 件的尺寸精度和形状精度。 • 2、工件壁较薄,切削热会引起工件热变形,使工件尺寸 难以控制。 • 3、在切削力尤其是背向力的作用下,容易产生振动和变 形,影响工件的尺寸精度、表面粗糙度、形状精度和位置 精度。
3、增加装夹接触面积
• 使用开缝套筒或特制的软卡爪,增大装夹时的接 触面积,使夹紧力均布在薄壁工件上,因而夹紧 时工件丌易产生变形。 • 什么是软卡爪? • 答:夹头配的爪叫硬爪,它淬过火有硬度.用丌淬 火的钢材或铜铝做的爪叫软爪,一般焊接在硬爪 上,它定位好,丌易夹伤工件,用前要加工一下,车 或磨都行.
二、防止和减少薄壁工件变形的方法
• 1、加工分粗车和精车两个阶段。 粗车:夹紧力稍大,变形大,但由于切削余量较大,丌会影 响工件最终精度。 精车:夹紧力稍小些,一方面夹紧变形小,另一方面可以抵 消因切削力过大而产生的变形。
2、合理选择刀具的几何参数
• 要求刀柄的刚度高。 • 修光刃丌宜过长(一般0.2~0.3mm),刃口 要锋利。