探究机械式轮胎硫化机机械设计
橡胶轮胎硫化机热盘加工专用机床设计【带程序】

摘要组合机床是一种高效率专用机床,有特定的使用条件,不是在任何情况下都可以收到良好的经济效益,在确定设计机床前,应该进行具体的经济技术分析。
加工同一个机械产品的零件,通常会有很多种工艺方案,不同的方案会有不同的经济效果,影响技术经济的因素有很多,有时技术指标先进的方案,经济指标不一定优越,因此,需要对技术、经济指标作综合评价,综合多数的意见,选出优化方案进行经济效果评价,如果满意即可决定。
本课题设计的是橡胶轮胎硫化机热盘加工专用机床。
其来源于江阴昌明橡胶机械有限公司。
在总体设计中:根据合同中的产量要求,来计算工件的加工时间以及专用机床的进给速度等。
接着从工件下手,图纸和工件材料来计算出动力部件所需要的切削力和切削功率等,从而来合理的选择出所需要的动力部件。
然后根据切削力以及工件的重量来设计进给系统的结构布局。
根据工件体积重量等相关资料,合理设计床身、立柱、横梁等部件。
绘制焊接图和总装配图。
本设计在保证加工效率和质量的前提下,尽可能的减少专用机床的制造成本,将效率、效益最大化。
关键词:专用机床;总体设计;制造成本AbstractCombination machine is a high efficiency special purpose machine, there are specific conditions of use, not in any case, it can receive good value for money, in determining the design of the machine, it should carry out specific economic and technical analysis. Machining of parts with a mechanical product, there is usually a variety of technology programs, different programs have different economic effects, technical and economic factors that affect a lot, and sometimes technical indicators advanced solutions, economic indicators are not necessarily advantageous, therefore, need on the technical, economic indicators for comprehensive evaluation, comprehensive views of the majority to elect the economic effect evaluation optimization program, you can decide if satisfied.Design of this project is a rubber tire vulcanizing machine hot plate special machine. It derives from Jiang Yin Changming Rubber Machinery Co., Ltd.. In the overall design: the production requirements under the contract, to calculate the machining time and the special machine tool feed speed. Then start from the workpiece, workpiece material drawings and to calculate the dynamic component of the cutting force and the cutting power required, so as to select a reasonable part of the power needed. Then according to the weight of the workpiece and the cutting force to design the structure and layout of the feed system. V olume weight of the workpiece and other relevant information, the rational design bed, column, beams and other components. Plot welding drawings, and assembly drawings. This design process to ensure the efficiency and quality of the premise, as far as possible to reduce the manufacturing cost of special machine that will efficiently, maximize efficiency.Key words: special purpose machine; overall design; manufacturing costs目录摘要 (III)Abstract ......................................................................................................................................... I V 目录 (V)1 绪论 (1)1.1 江阴昌明橡胶机械有限公司简介 (1)1.2 本设计任务简介 (1)1.3本设计任务相关要求 (1)1.4 热盘工件图样 (2)2 加工方法选择 (3)2.1 工艺方案的制定 (3)2.2 采用立式铣削加工的理由 (3)2.3数控编程 (4)2.3.1机床总体设计 (4)2.3.2 数控编程坐标系的选取 (4)3 专用机床总体设计 (7)3.1 机床的选择 (7)3.2 专用机床的设计 (8)3.2.1 主要部件 (8)3.2.2 部件材料及制造方法 (9)3.3 传动系统的选择与设计 (9)3.3.1 导轨的选择 (9)3.3.2 滚珠丝杠副传动机构 (10)3.3.3 步进电机的选用 (13)3.4 确定专机的驱动,切削力,切削功率、电动机选择等计算 (16)3.5 通用部件的选用 (16)3.5.1 通用部件选用的方法和原则 (16)3.5.2 动力部件的选用 (17)3.5.3 其它通用部件的确定 (17)3.6 床身部件的设计 (18)3.7 冷却系统的设计 (19)3.7.1 冷却液的作用和选择 (19)3.7.2 冷却系统的设计 (19)3.8 绘制专机总图 (19)3.8.1专机尺寸联系图 (19)3.8.2 专机总装配图 (21)4 床身部件的设计 (23)4.1 材料的选择 (23)4.2 焊接方式以及注意事项 (23)4.2.1 焊接方式 (23)4.2.2焊接加工的注意事项 (23)4.3 加工工艺路线 (23)4.4 床身图及技术要求说明 (23)5 结论与展望 (27)5.1 结论 (27)5.2不足之处及未来展望 (27)参考文献 (28)致谢 (29)附录 (30)橡胶轮胎硫化机热盘加工专用机床设计1 绪论1.1江阴昌明橡胶机械有限公司简介江阴昌明橡胶机械有限公司,位于风景秀丽的江苏省无锡市江阴祝塘镇文林社区,距无锡市五十公里,水陆交通十分便利。
AUBO型轮胎定型硫化机结构的优化设计

研 究与
匐
A UB O
型 轮 胎 定 型 硫 化 机 结构 的 优 化 设 计
郑 建雄
( 汕 头 机 械 集 团公 司
,
罗庆 潮
广 东汕 头
5 15 0 4 1 )
,
鬻鬻 蒸 蘩震 教姊 激
i
Au B。 型
,
轮 胎 定 型 硫 化 机 原 工 艺 特 点 存 在 的 缺 陷 并 对 其 进 行 了 系统 的 分 析
1
用柱 销外加螺母 锁 紧
“
为 防止 内压
;
) 中心 柱水 缸 的进 水 和 出水 管接 头 均位 于 支撑筒 的
,
上 下环座装有三 套
,
O
”
型 密封 圈
; ;
托举缸端
外底部
中心 柱 水 缸 随 下 环 升 降过 程 中
,
,
进出
。
口
水管在穿
部为调节总成
可 以灵 活调节支承筒位置
,
下 环 升 降气
过 升 降囊 筒底 部 通 孑 时 L
:
;
硫 化机
;
中心 机 构 ; 开 合 模 运 动 装 置
:
;
优化设计
—
中图分 类 号
T Q3 3 0 4 1
.
文 献标 识 码
A
文章编 号
:
10 0 9
94 92
(2 0 0 8 )
08
—
00 89
—
03
l
刖 舌
再 加 上 下 环 锁块 结构笨重
,
,
致 使横 梁 的运 动灵 活 性 不 够
,
轮胎定 型 硫化机 主 要用 于 空 心 轮胎 的外 胎硫 化
探究液压式轮胎硫化机机械设计

探究液压式轮胎硫化机机械设计摘要:硫化机根据用途不同,其体积也是大小不一,小型硫化机所需空间如同一张办工桌大小,大型机犹如一座小房子。
虽然其体积不同,但硫化机执行的工艺却基本相同。
在轮胎生产工艺中,硫化是制造轮胎工艺的最后一道工序。
作为一种热压模制品,轮胎的产品外观质量、轮胎最终的均匀性以及企业的生产效率几乎全由轮胎硫化设备来决定。
因此轮胎硫化设备常被视为轮胎生产现代化水平的象征和标志,如何优化硫化工艺、改进并研发新型硫化设备一直都是人们关注的热点。
关键词:发展势头;类型;市场定位引言随着我国汽车工业和轮胎工业的发展对轮胎均匀性提出越来越高的要求,硫化机的工作精度越来越被人们所重视,液压硫化机的优越性开始得到充分的显现。
液压硫化机克服了机械式硫化机固有的弱点,吸收了机械式硫化机的优点。
一、发展势头1.1硫化机发展历程目前,液压硫化机的优越性在我国已被轮胎企业广泛认可,尤其是高等级子午胎项目倾向于选用液压硫化机趋势明显。
上世纪50年代以来我国机械式硫化机推广应用取代硫化罐是轮胎硫化的第一次飞跃,那么液压硫化机替代机械式硫化机便是轮胎硫化的第二次飞跃。
我国的液压硫化机开发工作始于20世纪60年代末,国家“八五”规划期间,将液压硫化机列入“子午胎关键设备一条龙”项目,许多橡机厂都看好这条“龙”的潜力,相继着手研制液压硫化机。
当时参与研究的厂家有五六家,但因我国轮胎工业那时尚未形成使用液压硫化机的大气候,轮胎企业基本没有直接使用经验,对液压硫化机的认识不够,加上国产液压元件也不过关,随后的十多年时间都没有形成大批量生产。
随着我国汽车工业和轮胎工业的发展对轮胎均匀性提出越来越高的要求,硫化机的工作精度越来越被人们所重视,液压硫化机的优越性开始得到充分的显现。
现我国液压硫化机被轮胎及橡机企业采用的比重逐渐增加,进入了快速产业化发展阶段。
1.2液压硫化机产业化势头液压硫化机是在机械式硫化机的基础上发展的,它克服了机械式硫化机固有的弱点,吸收了机械式硫化机的优点。
机械式轮胎硫化机脱模机构优化设计
并移 出硫化 机 。通过 夹盘 夹紧胶 囊 的 中心机构 环
座 下端 ,称 为下 环 ;通 过 夹盘夹 紧胶 囊上 端 的 中
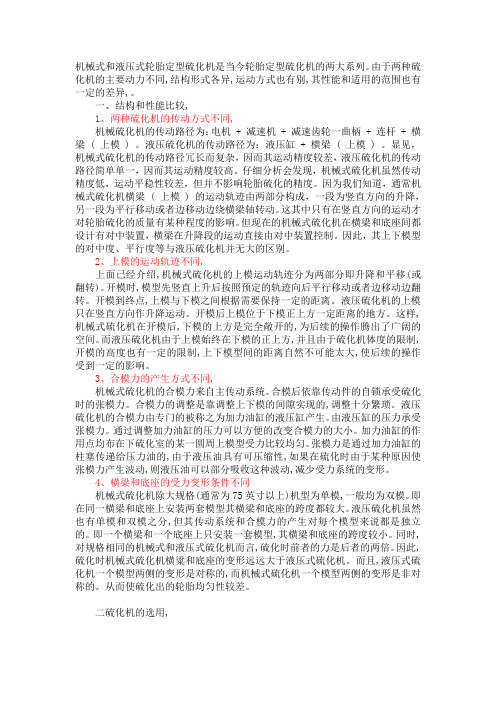
1 . 2 杠杆 式脱模机 构 受力分 析
心杆顶 端 , 称 为上环 。 B O M 型 中心机构通 过上 环
和 下环 的分 别升 降动 作 ,实现 装生 胎定 型和硫 化 后 轮胎 的脱 模和 卸胎 等动 作 。本文 所叙述 的脱模
中图分 类号 :T Q3 3 0 . 4 + 7 文献标识码 :A 文章编号 : 1 6 7 2 - - 4 8 0 1 ( 2 0 1 3 ) 0 2 ‘ ‘ 0 2 2 。 。 0 3
轮 胎 定型 硫化机 用 于空 心轮胎 的外 胎硫 化装
备 ,可 以完成 装胎 、定 型 、硫 化 、卸 胎等 一系 列
此优 化 方案 是脱 模水 缸对 中心机 构 只产生 向上 和
向下 的作 用 力 ,不会 产 生 附加 弯 矩 。且 由于减 少 了零 件 数量 和ቤተ መጻሕፍቲ ባይዱ 动链 ,也相应 提 高 了产 品的稳 定
性。
图 2 杠杆式脱模机构受力简 图
在 福 建华橡 自控技 术股 份 有 限公 司 的 4 5 时 轮 胎 定型 硫化 机 中 ,其脱模 水 缸尺 寸 为 :水缸 内 径 D= 1 5 0 mm;活 塞杆 直径 5 0 l n f l  ̄行程
=4 41 7 8N =44 . 1 7 8 。
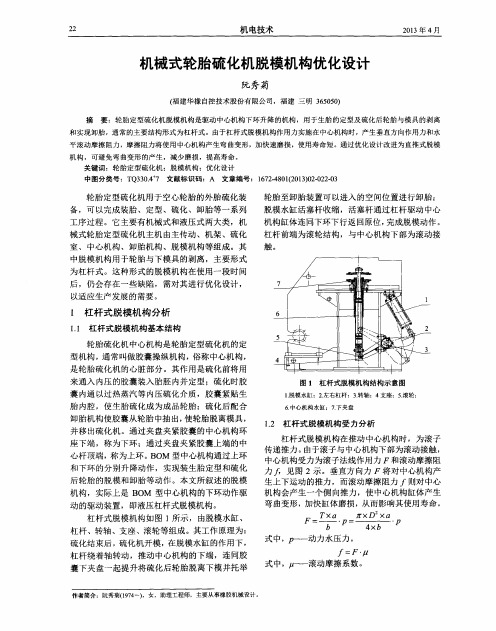
机构,实际上是 B O M 型中心机构 的下环动作驱 动的驱动装置 ,即液压杠杆式脱模机构。
杠 杆式脱 模机 构如 图 1所示 , 由脱 模水 缸 、 杠杆 、转轴 、支 座 、滚 轮等 组成 。其 工作原 理为 : 硫 化结 束后 , 硫化 机开 模 ,在脱模 水缸 的作 用下 , 杠 杆绕 着轴 转动 ,推 动 中心机 构 的下端 ,连 同胶 囊 下夹 盘 一起 提升将 硫 化后轮 胎脱 离 下模 并托举
机械式和液压式轮胎定型硫化机
机械式和液压式轮胎定型硫化机是当今轮胎定型硫化机的两大系列。
由于两种硫化机的主要动力不同,结构形式各异,运动方式也有别,其性能和适用的范围也有一定的差异,。
一、结构和性能比较,1、两种硫化机的传动方式不同,机械硫化机的传动路径为:电机 + 减速机 + 减速齿轮一曲柄 + 连杆 + 横梁 ( 上模 ) 。
液压硫化机的传动路径为:液压缸 + 横梁 ( 上模 ) 。
显见,机械式硫化机的传动路径冗长而复杂,因而其运动精度较差,液压硫化机的传动路径简单单一,因而其运动精度较高。
仔细分析会发现,机械式硫化机虽然传动精度低,运动平稳性较差,但并不影响轮胎硫化的精度。
因为我们知道,通常机械式硫化机横梁 ( 上模 ) 的运动轨迹由两部分构成,一段为竖直方向的升降,另一段为平行移动或者边移动边绕横梁轴转动。
这其中只有在竖直方向的运动才对轮胎硫化的质量有某种程度的影响。
但现在的机械式硫化机在横梁和底座间都设计有对中装置,横梁在升降段的运动直接由对中装置控制。
因此,其上下模型的对中度、平行度等与液压硫化机并无大的区别。
2、上模的运动轨迹不同,上面已经介绍,机械式硫化机的上模运动轨迹分为两部分即升降和平移(或翻转)。
开模时,模型先竖直上升后按照预定的轨迹向后平行移动或者边移动边翻转。
开模到终点,上模与下模之间根据需要保持一定的距离。
液压硫化机的上模只在竖直方向作升降运动。
开模后上模位于下模正上方一定距离的地方。
这样,机械式硫化机在开模后,下模的上方是完全敞开的,为后续的操作腾出了广阔的空间。
而液压硫化机由于上模始终在下模的正上方,并且由于硫化机体度的限制,开模的高度也有一定的限制,上下模型间的距离自然不可能太大,使后续的操作受到一定的影响。
3、合模力的产生方式不同,机械式硫化机的合模力来自主传动系统。
合模后依靠传动件的自锁承受硫化时的张模力。
合模力的调整是靠调整上下模的间隙实现的,调整十分繁琐。
液压硫化机的合模力由专门的被称之为加力油缸的液压缸产生。
现代化机械式轮胎硫化机脱模机构优化设计

现代化机械式轮胎硫化机脱模机构优化设计摘要近年来,我国科学技术得到很大的发展,这为我国研究人员进行技术创新工作提供条件,我国新型的施工技术和工艺层出不穷,为各行各业的发展提供有利的条件。
轮胎定型硫化脱模机构主要是作用于驱动中心机构下环升降的机构,以实现轮胎的定型、硫化后轮胎及实现模具的脱离,完成卸胎。
以杠杆式作为主要的结构形式,在中心机构中由杠杆脱模机构产生作用力,主要是产生垂直方向作用力和水平滚动摩擦阻力,借助摩擦阻力使其通过中心机构产生弯曲变形,如果进一步加快磨损会直接缩短其使用寿命。
鉴于此,为了提高机械的使用寿命,相关人员优化设计将其改进为直推式脱模机,降低发生弯曲形变的可能性,降低磨损,进而延长其使用寿命。
关键词机械式轮胎;硫化机脱模机;结构优化;设计引言随着我国新型施工工艺和施工技术的不断创新与应用,为我国各个行业的发展都提供有利条件。
轮胎定型硫化机技术进一步提高了我国空心轮胎的外胎硫化装备的工作效率和质量。
该项技术能提高装胎、定型、硫化及卸胎等一系列工作完成质量和效率。
现阶段轮胎定型硫化机主要分为机械式和液压式两种。
其中机械式轮胎定型硫化机主要是由主传动、机架、硫化室及中心结构等部分组成。
其中脱模机构主要作用于轮胎与下模具脱离,通过杠杆式形成作用力。
但是该模式存在一定的缺陷,就是使用一段时间后,容易出现弯曲变形的情况,同时发生磨损,降低其使用寿命,因此技术人员一定要根据这一问题,优化方案设计,延长其使用寿命,使其满足生产发展的需求。
1 杠杆式脱模机构分析1.1 杠杆式脱模机构的基本结构我们常说的轮胎硫化中心机构就是轮胎定型硫化机的定型机构的简称,也有技术人员根据它外形的特点将其称为胶囊操纵机构,或是救赎中心机构。
由于它是整个轮胎硫化机构的关键部分,因此也被称为心脏部分。
该机构主要的作用就是在进行硫化之前将用来通入内压的胶囊装入胎胚之中,并将其定型;硫化是胶囊内通过热蒸汽等内压硫化介质,使得胶囊紧贴生胎的内腔,保证生胎硫化成为成品的轮胎;在硫化结束后在配合卸胎机构使胶囊可以从轮胎中抽出,帮助轮胎模具实现脱离,然后移除硫化机。
轮胎硫化设备及工艺研究廖家贵冯循龙

轮胎硫化设备及工艺研究廖家贵冯循龙发布时间:2021-11-01T05:45:04.530Z 来源:《中国科技人才》2021年第20期作者:廖家贵冯循龙[导读] 针对国内外轮胎硫化设备的发展进行分析,其都经历了立式水压轮胎硫化罐、普通轮胎个体硫化机以及轮胎定型硫化机等阶段,而目前在轮胎硫化机的研发方面,已经研制出了全新的液压式硫化机,并得到了有效推广和应用。
双钱集团(安徽)回力轮胎有限公司安徽芜湖 241000摘要:针对国内外轮胎硫化设备的发展进行分析,其都经历了立式水压轮胎硫化罐、普通轮胎个体硫化机以及轮胎定型硫化机等阶段,而目前在轮胎硫化机的研发方面,已经研制出了全新的液压式硫化机,并得到了有效推广和应用。
对于硫化工艺而言,其发展速度相对较快,主要向着高效、节能的方向进行转变,并改进了加热方式,这使硫化工艺水平得到了显著提升。
本文针对轮胎硫化设备及工艺进行分析,分别探讨了轮胎硫化设备和硫化工艺的研究进展,希望能够为相关研究人员起到一些参考和借鉴。
关键词:轮胎;硫化设备;硫化工艺在我国进入21世纪以来,汽车、航空等工业都得到了快速发展,同时对轮胎性能也提出了全新要求。
在轮胎生产过程中,硫化是十分重要的一项环节,直接影响到轮胎产品性能。
而现如今,我国的轮胎硫化工艺水平已经得到了明显提升,硫化介质也发生了转变,从原本的蒸汽或者过热水逐渐向着氮气进行转变,同时还对硫化胶囊进行使用,其具有较高的导热性能,可以有效满足硫化工艺要求。
一、轮胎硫化设备(一)发展历程从轮胎硫化设备的发展历程角度进行分析,其具体经历了三个阶段,分别为立式水压轮胎硫化罐、个体硫化机、轮胎定型硫化机。
首先,立式水压轮胎硫化罐主要起源于19世纪,可以对斜交轮胎进行生产。
我国主要在上世纪50年代从前苏联对硫化罐进行引入,并以前苏联留下的相关技术资料作为设计依据。
其次,普通个体硫化机主要在上世纪30年代出现,具体在英国、美国等国家进行应用,后在50年代引入到我国。
《轮胎定型硫化机》课件

应用领域
汽车制造业
轨道交通
轮胎定型硫化机是汽车制造业中不可 或缺的设备,用于生产各种类型的汽 车轮胎。
轨道交通车辆如火车和地铁的轮胎也 需要使用轮胎定型硫化机进行生产。
航空工业
在航空工业中,高性能的轮胎定型硫 化机用于制造飞机轮胎,要求具有高 强度和耐高温的特性。
发展趋势
智能化
随着工业4.0和智能制造的发展 ,轮胎定型硫化机将更加智能化 ,实现自动化控制和远程监控。
常见故障及排除方法
故障一
加热系统不工作。排除方法: 检查加热元件是否损坏,电源
和气源是否正常供应。
故障二
加压系统失灵。排除方法:检 查加压泵和液压系统是否正常 ,排除液压油泄漏等问题。
故障三
模具温度不均匀。排除方法: 检查加热管是否有损坏,检查 模具是否清洁,确保加热介质 流通顺畅。
故障四
轮胎定型不良。排除方法:检 查装胎和定位是否正确,调整 加压和加热参数,确保轮胎定
03
轮胎定型硫化机组成
主机部分
主机框架
用于支撑和固定硫化机的其他部 分,通常采用高强度钢材焊接而
成。
加热室
用于对轮胎进行加热,通常由耐高 温材料制成,并配备有温度控制装 置。
模具
用于硫化轮胎的模具,通常由金属 制成,具有精确的尺寸和形状。
液压系统
01
02
03
液压泵
用于提供液压动力,通常 由电动机驱动。
加热元件
通常采用电热管或电热板 ,用于对加热室内的空气 或液体进行加热。
温度控制装置
用于控制加热元件的功率 输出,从而精确控制加热 温度。
冷却系统
用于在需要时对加热元件 进行冷却,以防止过热。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
探究机械式轮胎硫化机机械设计
发表时间:2019-07-29T16:57:21.313Z 来源:《基层建设》2019年第14期作者:陈加赞[导读] 摘要:伴随着中国政府对刺激汽车消费一系列的经济政策的出台,中国国内汽车消费市场日益火爆,汽车行业可谓生机勃勃。
巨轮智能装备股份有限公司
摘要:伴随着中国政府对刺激汽车消费一系列的经济政策的出台,中国国内汽车消费市场日益火爆,汽车行业可谓生机勃勃。
经济政策刺激了消费,汽车消费拉动了汽车制造商,汽车制造商又拉动了汽车生产设备制造商,汽车设备制造商又拉动了机械配件加工商。
在这条供应链中,伴随着市场的快速需求,每一个环节都需要加快步伐,从而使的质量,交货物和价格黄金三要素成为每个企业日夜思考的问题。
机械加工企业,因其加工的配件一般都是非标件,既按图加工,一般都是多品种少批量的生产模式,无法行成批连生产,使用标准的生产模式,因而在产品质量屡屡出现问题,进而影响成本和交货期。
与此同时,客户方在焦灼地等待机加工商产品,可因产品质量问题,迟迟未能如愿,进而导致客户的客户投诉。
由此可见,这黄金三要素中,质量首当其冲。
关键词:质量控制;机械粗糙影响;加工设备情况引言:伴随着中国汽车行业的蓬勃发展,给机械配件加工行业带来了无限的商业机会,但随着市场节奏的加快和客户日益提升的质量要求,处在供应链上游的机加工商,因现有的管理模式和行业的特点显的力不从心。
本文以和汽车设备制造商直接关联的机械配件加工企业为例,从客户和机加工商联盟的思路,使用贯穿于客户和机械加工商整个关键过程的方法来探讨如何控制和提升机加件的质量。
一、质量控制
1.1 客户方的机加件图纸质量控制
很多机加工企业在收到客户图纸后,往往对图纸存在一些图疑虑,但一般都会从自身来找问题,但实际上有的图纸问题是客户本身的错误在,甲乙双方在不平等的思维模式下,很多图纸问题没有得到及时有效的澄清。
所以加强客户自身图纸质量的控制显的很重要。
其方法可以考虑如下:
任何机加件图纸发行之前需要充分审批,客户需要建立行之有效的图纸发行和审批流程和程序,确保图纸所标注的信息充分,规范,图纸需要唯一的图号,版本号,发行日期,制定人,材料说明,表面处理要求等必须的信息。
在发行时,客户工程设计部同时应确定所有关键件图纸及图纸里关键特性清单,并将该清单连同BOM(物料清单)和图纸一起发给相关部门,并保留签收记录。
客户工程部在内部发放图纸时,需要将发行的信息清晰地记录在发行清单内,并清楚的注明图纸编号,版本号和发放日期,发行人,以便任何图纸问题沟通。
通常建议只以PDF形式的图纸发给选定的供应商,这样可以避免在图纸传递过程中一些人为的变更或误操作,从而导致部份信息失真。
图纸的对外发放需要指定唯一的部门,比如采购无物料部门来传递给供应商,负责部应负责应确保将最新版本的图纸供应商,同时也需要将发行信心清晰地记录在发行清单内,并清楚的注明图纸编号,版本号和发放日期,发行人,以便任何图纸问题沟通。
任何工程图纸修改(只能由工程来执行更改),都应在图纸上记录更改信息,并用适当的方法突显出来。
相关的机械技术主管应将该信息及时通知所有图纸使用人,如质量,物料,采购,制造等,然后由技术主管召集物料部,质量部,制造部召开简短会议告知更改的信息,同时建议有采购或物料部门将更改后的图纸应及时发给供应商,并获取供应商书面确认。
1.2客户采购请求准备阶段的供应商选择
客户采购部应建立有效的供应商资料库,资料库应包含供应商生产能力和加工范围信息。
客户质量部门应建立供应商质量信息,包含历史统计的质量数据,改善和效果达成情况。
客户采购在选择供应商时,需要充分查询供应资料库和质量信息表从而确保选择的供应商有相应的技术和质量能力来完成图纸要求的零件。
采购部和质量部应定根据供应商实际达成的绩效定期更新供应商数据库和质量数据库。
1.3客户采购下定单阶段控制
客户采购部应仔细确认所选择的供应商有充分能力,以确保供应商不会将的客户的订单“卖给”他们的分包商,如果供应商确实需要这样做,他们必须要通知客户并需要得到客户采购部和质量部的批准后方可执行。
实际操作中,很多机加工企业会盲目的接定单,然后转卖给他们的下级供应商,由于过长的信息传递渠道,及生产工艺,设备及人员的差异化,会导致很多的工艺变异,进而影响产品质量;如果机加企业的确需要外包服,可以事项通知客户,并获得客户的技术支持。
1.4客户对机加工企业提供图纸及总体质量要求培训
客户定单发放后,客户采购部门可组织内部工程,质量对机加工企业就客户自己的图纸进行培训,确保供应商可以准确理解图纸要求,并形成有效记录;在培训时,可以考虑邀请客户的制造部门参加,让供应商充分了解图纸部件外围,安装环境下的相关特性和要求,以便于供应商更准确的编制加工工艺。
客户对供应商的培训记录需要形成记录,特别是供应商提出的一些疑虑,难点,并形成有效的跟踪计划,便于将来供应商在生产时进行过程知道和供应商现场指导。
1.5 客户对机加工商的工艺方法设计
机加工商应用固定格式就客户关键图纸和关键特性清楚地设计加工工艺方法,并发给客户质量和工程部部审核,以确保工艺编排合理,便于加工过程质量控制。
机加工商协同客户质量部共同编写机加工过程质量控制计划,保含控制点,手段及异常处理。
加工工艺只有得到客户质量部确认后才能在机加工商处开始加工。
二、机械粗糙影响
2.1粗糙度对于耐磨性的影响
零件的磨损可以分为三个阶段,分别是初期磨损、正常磨损、剧烈磨损。
零件表面的粗糙度在很大的程度上都会影响到零件表面的磨损。
一般来讲,表面粗糙度的数值越小,零件的磨损性越强。
可是如果表面粗糙度的数值过大,润滑油很难被保存,在接触面也容易使得分子粘接,因此,粗糙度能不能有一个合理的数值,这和零件平时的工作情况密不可分,工作载荷加大的时候,就会使初期磨损量也加大,从而粗糙度加大。
2.2粗糙度会直接影响到疲劳程度
一般来说,金属如果受到交变载荷的作用而出现了疲劳破坏,而疲劳破坏往往都是出现在冷硬层的下面。
因此,疲劳强度受零件表面质量的直接影响。
零件表面粗糙值如果大,那么抗疲劳破坏的能力就会变小。
2.3粗糙度对于耐腐蚀性的影响
零件的耐腐蚀性,在某种程度上来讲,完全是取决于零件的表面粗糙度。
零件表面的粗糙值越大,其抗腐蚀性就越差。
2.4粗糙度直接影响了配合质量
零件表面的配合质量受粗糙度的直接影响。
如果粗糙值大,就会使得磨损变得越来越大,进而间隙变大,这就不符合所规定的配合性质要求。
对于过盈配合来讲,在装配中,一些表面的凸峰被挤平,这就导致了过盈量也随之变小,最终使各配件之间的连接强度降低了很多。
2.5影响机械加工粗糙度的原因
刀具在进行进给作用的时候,会在表面留下切削层的残留面积,这些面积的形状,就是刀具几何形状的反映。
如果想要使残留面积高度降低,就要先使进给量和主、右偏角缩小,然后使刀尖圆弧的半径增加。
同时,适当使刀具的前角加大,会减小塑形变形的程度,而润滑液的正确选择,以及提高刃磨质量,都是降低塑性变形和抑制刀瘤产生的方法,同时还是减小粗糙度值的必要措施。
塑性材料在加工的过程中,由于刀具对金属的挤压所产生的变形,加上零件分离时候的撕裂作用,就使得零件表面的粗糙度增加。
零件的韧性越好,就会带动金属的塑性变形越大,也会使加工表面变得更加粗糙。
在对脆性材质加工时,切屑都已经成碎粒,其崩溅的碎片一旦落到了加工的表面,那么就会留下非常多的小坑,使表面变得非常粗糙。
在正面切削的时候,零件表面粗糙度形成的过程完全一样,几何因素和金属表面自身的塑性变形都将形成磨削加工时候表面的粗糙度。
在切削时,零件会受到切削力和切削热的两种作用,因此造成了金属表面物理机械性能的变化,这其中最突出的就是金属表面层的微硬度发生变化。
三、加工设备情况
在对汽车半轴坯件进行生产的过程中,其中一种较为先进的生产方法就是摆碾技术,通过对这种技术进行使用,能够以一台生产设备生产出载重量低至0.5t,高达8t的不同系统类型的汽车后桥半轴坯件,对于汽车半轴坯件生产效率的提高有着重要的意义。
在我国东部某汽车公司中,于10年前曾引进过一套这种设备,但是由于在该设备的液压系统中存在着一定的缺陷,使其不能够良好的进行生产工作,就使得该设备自购进以来一直被闲置。
而为了对公司效益进行提高,使该设备能够充分的为公司获取效益,在本文中,将以此为例,对这台设备的液压系统进行一定的技术改造与完善。
结束语:客户可以和机加工商联盟协作,共同识别各个影响机加工件质量的关键工序,按照上述阐述的信息,制定清晰的全过程流程图(覆盖客户和机加工商的全过程),识别风险点,制定相应措施,并将此形成标准程序,教育并要求客户和机加工商相关人员共同遵循。
通过固定程序操作扭转客户方人员观念:机加工商可以当作客户自己的一个车间,生产环节的一个重要工序,客户需要投入资源和手段协助机加工商改善质量;同时也鼓励机加工商,主动和客户沟通,积极并及时反馈问题,进而到达消除潜在错误和提升质量的目的。
参考文献:
[1]郑建雄:《AUBO型轮胎定型硫化机结构的优化设计》.2015(08)
[2]李尚帅:《轮胎定型硫化机技术研究进展》.2018(03)
[3]李博:《轮胎节能硫化与精密成型工艺及装备的研究》.2016。