品保部基本相关知识点
品保基础知识教材

一. 基本概念定义1.品质 Quality :一项产品或服务整体的特性和特征,此种整体性的特征和特性具有满足顾客规定或潜在的需求能力.2.质量管理 Quality control :即将购买者所满意之最经济最实用之产品加以设计开发、生产、销售、服务.3.产品 Production : 活动或过程的结果.4.合格:即满足规定要求.5.不合格: 没有满足某个规定要求.6.缺陷: 没有满足某个预期的使用要求或合理的期望,包括与安全性有关的要求.7.监定过程: 证实实体是否有能力满足规定要求的过程..8.监定合格: 某个实体满足规定要求的能力得到证实的状况.9.检验: 对实体的一个或多个特性进行诸如测量检查试验或度量并将结果与规定要求进行比较以确定每项特性合格..10.进料检验: Ining Quality Control IQC ,又称验收检验.是管制不让不良品原物料进入仓库的控制点.11.制程检验: In Process Quality Control IPQC ,又称中间检验.是指原物料入库以后至产品完工之前这一过程中的生产管制.12.最终检验: Final Quality Control FQC ,又称在线检验.指在生产过程中设置的控制点.13.出货检验: Outing Quality Control OQC ,产品出货前的检验.14.品质保证: Quality Assurance QA ,包括质量设计功能的制度是否在运作及执行人员确实是否执行加以查核.二品质的认识1.品质的定义:一项产品或服务整体的特征和特性,此种整体性的特性和特征具有满足顾客规定的或者潜在的需求能力.1.1铗义的品质:包括直接与产品有关的特质. 如外观,强度,纯度.1.2广义的质量:1.2.1有关成本.价格之特性---包括效率,损耗,单价,不良率,成本和利润等.1.2.2有关服务之质量--------包括零件互换性,修理的难易,售后服务的速度与效率,说明书的好坏,包装的情形,抱怨处理的深度与速度.1.3 决定质量的因素:1.3.1市场的需要1.3.2生产技术与能力.1.3.3经济原则.1.3.4质量与代用特性.1.3.5数量化的质量.1.3.6公差的范围.2.管制的意义2.1在管理活动中交付责任与权利的一种手段 ,使管理者方面可以避免过问不必要的细节而促进质量,使结果令人满意.2.2 做好今天的工作水平的维持2.3 为了明天的工作水平的提高2.4 管制的步骤:2.4.1计划 plan :想如何才能顺利展开 what How Who When Where2.4.2实旋.执行 do : 按照计划做.2.4.3确认,检核 check : 看结果如何.2.4.4对策;矫正行动 action :不好的部份应加以修改,矫正有效的要标准化,要设法保持.3.质量的二大目标3.1品质保证:确保你的顾客或下一道工序能满意地接受你的产品或服务.3.1.1品质保证的四大要素:3.1.1.1设计正确: 掌握市场和消费者的需要,设计正确的规格及公差.3.1.1.2制造正确: 合格的材料,良好的制程管制.3.1.1.3检验正确: 良好的检验管理.3.1.1.4使用正确: 使用前熟读使用说明,良好的售后服务.3.2 降低成本:3.2.1减少不良率,报废率.3.2.2减少错误,修理,重制.3.2.3减少各种浪费.3.2.4减少质量成本.三检验基本知识1.定义:检验是对实体的一个或多个特性进行诸如测量检查试验或度量并将结果与规定要求进行比较以确定每项特性要求.2.检验的类别:检验是实施质量管理最基础的手段,通过检验工作之进行,可以评鉴产品质量状况,并且获得质量信息回馈,采取矫正及改善措施,包括:I进料检验:Ining Quality ControlII制程检验:In Process Quality ControlIII最终检验:Final Quality controlⅣ出货检验:Outgoing Quality controlⅤ品质稽核:Quality Assurance2.1进料检验:进料检验又称验收检验,是管制不让不良品原物料进入仓库的控制点,也是评价供应商质量的主要信息来源,它分为全检.抽检及免检.全检: 数量少,单价高之物料抽检: 数量多或经常性之物料免检: 数量多,单价低或经认定可列为免检之厂商或局限性之物料2.1.1检验项目:2.1.1.1外观检验:包括颜色.形状.毛边,脏污等.2.1.1.2尺寸.结构性检验:依图纸进行检验2.1.1.3电气性能检验:包括导通性.绝缘性及耐压性2.1.1.4化学性检验:包括耐酸性.耐腐蚀性及氧化性等2.1.1.5物理特性检验:包括端子强度.硬度等2.1.1.6机械特性检验:包括开关操作部位的灵活度2.1.2 检验手法2.1.2.1外观检验:一般用目视,手感限度样品2.1.2.2尺寸检验:如卡尺,投影仪等.2.1.2.3其它检验项目:以实验法来检验之2.1.3 抽样条件:一般随机抽样2.1.4 验收条件:2.1.4.1允收水准 AQL 一般依产品而定2.1.4.2采用MIL-STD-105E II 检验水准2.1.5 合格品与不合格品的处置:2.1.5.1检验合格之产品须贴上合格标签或盖PASS章2.1.5.2检验不合格品须贴上不合格标签或盖REJECT 不良批退章2.1.5.3申请特采产品须贴上特采标签2.2 制程检验:制程管制是质量管理的核心,一般的制程管制指进料管制入物料仓库至成品管制以前之间的生产管制活动,又称中间检验.制程可分为:1>首件检验 2>巡回检验3>自主检验 4>检验站2.2.1 制程检验的目的2.2.1.1于大量生产型的工厂中,及时发现不良,采取措施,可以防止大量不良品发生.2.2.1.2针对非机遇性之变因.于作业过程中,加以查核防止不良品之发生,如查核作业流程是否更动,新手对于作业标准方法是否了解,机器.模具是否正常,作业条件有无变动.2.2.1.3通过检验之实施,不让本制程的不良品流入下一工序2.2.2 制程检验之做法2.2.2.1制程检验最有效,成本最低的是由品保人员实施巡回检验2.2.2.2使用巡回检验记录表2.2.2.3查核因素除了在制品外,应包括可能造成质量变因的作业因素2.2.2.4查核项目、查核方法、时间频率应事先设计于记录表中2.2.3 制程检验的重点IPQC检验员为有效控制制程,使不良率不会因异常的制程原因而升高,对于不稳定的因素应事先了解,并做重点控制,不稳定性因素包括:2.2.3.1该产品以前生曾有异常,有不良较高之记录2.2.3.2使用机器不稳定2.2.3.3 IQC有材料不理想的讯息2.2.3.4新投入量产品2.2.3.5新操作人员2.2.4 质量异常处理:检验人员对于突发性质量异常或对于经常性,而且具有严重性的制程应开出质量异常通知单 QFM-013 ,通知有关部门迅速处理,并追踪处理结果.2.3 最终检验 FQC : Final Quality Control,又称在线检验.在线检验是制程中很重要的一个管制点,属于要点检验,就整个生产制程来说大到致分为三大阶段:粗胚成形及处理半成品修饰及处理装配组装及包装.2.3.1 管制点的设定在整个生产体系的众多制程中,有否需设检验站或检验站设于何处应是在线考虑之处2.3.2 检验标准每一检验站应设置有检验标准,作为检验员作业之依据,检验标准包括:检验项目、规格要求及检验手法2.3.3 检验手法2.3.3.1制程不稳定时或数量小,价格贵时,通常用全数检.2.3.3.2制程稳定,或属于连续大量生产型,则使用抽检方法.2.3.3.3检验仪器:检验人员使用之量具.仪器. 、塞规等检验设备,经常性使用,会产生变动造成产品误判,因此须定期校正及日常保养,并做好记录.2.3.3.4 回馈与矫正措施1 突发性之严重异常应立即反应处理.2 经常性的质量问题,交由生产部技术人员会同品管技术人员进行对策处理.2.4 出货检验: Outgoing Quality control2.4.1出货检验一般于出厂前1-3天实施2.4.2检验项目:2.4.2.1外观2.4.2.2尺寸检验2.4.2.3指定的特性检验2.4.2.4寿命试验2.4.2.5产品的包装和标示检验2.4.3检验的目的就是不让不良品流入下一道工序.2.4.3.1进产检验过程中,对于不合格品应贴上不合格标签标识,并存放于不合格品管制区,以便区隔,IQC将来料异常反馈给供货商,要求供货商改善质量.对于特采或因急需生产来不及检验而例外放行之进料,应予以跟踪.2.4.3.2制程检验中,作业自主检验不合格品应放入红色盒中以便隔离.IPQC对于部品或成品发现不良,应及时知会生产部门.2.4.3.3 QA及OQC检验之不合格品,应置于不合格品放置区或红色盒中,并及时将不良情形反馈生产部门.2.4.3.4检验只是质量管理中的一种手段,没有达到提高质量的功能,主要的是应用检验所取得的信息进行质量改善活动,,才能提高质量.2.4.4 质量管理应用手法:2.4.4.1层别法 2.4.4.2柏拉图2.4.4.3特性要因图 2.4.4.4散布图2.4.4.5直方图 2.4.4.6管制图2.4.4.7抽样计划 2.4.4.8查核表2.4.4.9 IE方法研究四. 抽样检验1.定义:抽样检验指从群体中,随机抽出一定数量的样本,经过试验或测定以后,以其结果与判定基准作比较,然后利用统计的方法判定此群体是否合格或不合格的检验过程.2.适用抽样检验的场合:2.1属于破坏性检验,如材料强度试验.2.2检验群体数量多,如螺丝,注塑件等.2.3检验群体体积非常大,如原棉等.2.4产品属于连续体的产品,如纱线等.3.抽样检验的优劣:3.1优点:3.1.1抽样费用远比全检少.3.1.2 检验数量少,可较详细.3.1.3 判定不合格,全部批退,可以刺激供方加强质量管理.3.2 缺点:3.2.1 虽然判为合格,也难免存在一些不良品.3.2.2 可能把良品的群体误判为不合格,亦有可能把不良品的群体误判为合格.4.抽样计划:4.1检验水平:4.1.1 检验水平决定批量与样本大小之间的关系,一般检验水平有I,II,III三级,除非特别规定,都采用II级检验水平.在无需太高判别力时,可采用I级水平,需要较高判别力时采III级水平.4.1.2另外有特殊检验水平S-1,S-2,S-3,S-4四级,采用特殊检验水平,但是当批量相当大,检验成本高或破坏性检验可采用4.2 允收水平:即限定产品群体的最高不良称为允收水平,以符号PO或AQL表示.5. MIL-STD-105E II抽样步骤:5.1决定质量基准决定检验项目及判定规格5.2决定质量允收水平AQL值.5.3决定检验水平,通常使用II级.5.4群体批 LOT 之构成,尽可能接近同一条件下之产品.5.5求样本代字.5.6决定抽检方式,使用一次抽样还是多次抽样.5.7查出抽检方式:5.7.1由表上查出样本的代字的行.5.7.2由表上查出所的指定的AQL的列.5.7.3由样本代字的行与AQL的列交会点,查出合格 AC 判定个数及不合格 Re 判定个数.5.8 由样本代字查出抽取样本数n.5.9抽取样本.5.10测定样本,判定群体批量允收 AC 还是拒收 Re .五 ISO基本知识1.定义:1.1 ISO : International organization for standardization 国际标化组织.1.2 ISO国际标准化组织成立时间:1946年.1.3 ISO国际标准化组织总部:位于瑞士日内瓦.1.4主要工作:制订各类国际标准.1.5主要制订:由TC Technical mittees 技术委员会制订.1.6 ISO-9000的历程:起源—美国 MZL—Q—9858A英国引用 BS—5750加拿大转换 CSA— ZZ991.7 ISO9000修订用期:五年2. ISO-9000的精神:2.1制度须有涵盖性.2.2制度须合理化,具有说服性.2.3以证据证明按制度实施.2.4说你所说的,写你所说的,做你所写的.2.5注意预防,并强调事后矫正能力.3. 为什么要实施ISO90003.2对质量体系来说,按ISO9000要求建立和实施的质量体系,具有如下优势:3.2.1提高产品的设计质量. 3.2.2改进产品的质量.3.2.3减少返工和投诉. 3.2.4有效利用人、机器和材料、提高生产效率.3.2.5减少生产和环境故障. 3.2.6提高职工的质量意识 ,建立企业文化.3.2.7增强用户的信心. 3.2.8提高企业形象..3.3 对组织来说有如下优势 :3.3.1提高管理水平. 3.3.2使工作规范化.3.3.3明确内部职责 3.3.4提高办事效率.3.3.5提高产品质量. 3.3.6符合市场要求.3.3.7满足有关法律方面的要求.3.3.7.1实现产品认证和体系认证的要求.3.3.7.2实验和试验室评定和检验机构评定的要求.3.3.7.3实现许可证年审的要求.4. ISO9000体系ISO9000体系包括ISO-9001、ISO-9002、ISO-9003、ISO-9004.4.1 ISO-9001质量体系是设计、开发、生产、安装和、服务的质量保证模式.4.2 ISO-9002质量体系是生产安装和服务的质量保证模式,当需要证实供方生产合格产品的控制能力时 ,应选择和使用ISO9002.4.3 ISO-9003质量认证体系是最检验和试验的质量保证模式,当仅需求供方保证在最终检验和试验时符合要求,应选择ISO9003.4.4 ISO-9001的内容4.5 ISO-9001之条文:4.质量管理休系; 5.管理职责 ; 6.资源管理7. 产品实现 ; 8.测量,分析和改进.八安规的基础知识1. UL的概念:1.1 UL的全称:Undenuriters Laboratonrene 保险商试验室 ,建于十八世纪末,对进入美国市场的所有建筑、电器、电子及灯饰产品进行全性能测试的试验机构:1.2对所有进入美国市场销售的产品,法律上需通过UL的认证.1.2.1 UL为美国认证: 1.2.2 CSA为加拿认证.1.2.3 VDE为德国认证. 1.2.4 SEMKO为瑞典认证.1.2.5 DEMKO 为丹麦认证. 1.2.6 NEMKO 为挪威认证.1.2.7 FIMKO 为芬兰认证. 1.2.8 NF 为法国认证.这八个国的安规认是独自独立的,不相互涵盖.。
品保部基本相关知识点

学习必备欢迎下载品管部基础知识一 .什么是品保 ?1.品保:产品品质质量的保证,2.包括品质管理与品质管制,3. 对外是一种承诺即保证将客户所需要的产品质量交给客户,对内是一种要求 ,即要求生产线要生产出符合客户质量要求的产品.二 .为什么要品保 ?1.市场竞争强烈,市场竞争也由价格竟争转向质量竞争为主.因此品质是拉住客户最有效的利器2.对于一个公司的产品没有质量就没有明天,“以质取胜”是使企业立于不败之地的法宝.三 .何为品质管理 ?如何做品质管理 ?所谓品质管理就是利用一些必要的手段,进行维持、改善提高品质.它涵盖有 4 个步骤:制定品质标准 .检验与标准是否一致 .采取矫正措施并追踪结果.修订新标准 .要做好品质管理步骤如下:重视制度 ,实施标准化重视执行 (重视品质管理所涵盖的 4 个步骤 )重视分析重视不断的改善重视教育训练改善循环与维持循环 .制定企业品质活动月推行 5S 运动品保岗位名词解释:IQC: 进料检验人员 ,本公司针对原物料部分以及OEM 产品来料检验部分 ;QA: 品质保证 ,主要针对产品功能性进行检验IPQC:制程检验人员 (随线检验人员 );OQC:出货检验人员 (对产品出货过程进行抽检工作,保证产品出货之品质 ):四 .品质异常单的发放程序 :IPQC:1.IPQC 提出品质异常 ,IPQC 填写品质异常单 .2.交品管主管确认签名3.发至生产部主任手上 ,生产部主任可将品质异常单发给下面各各级主管填写 ,也可由主任自己填写 ,但其改善措施和其原因分析必须由下面级别干部签名并落实改善对策.4.交生产部最高主管签名确认 .5.交品管登记回收并跟踪确认改善结果 ,品管主管根据改善结果确认其改善的有效性 ,决定该品质异常是否结案 ,对于不能结案的品质异常 ,制造单位需要重新提出改善措施直到结案为止 .6.经品管主管签名确认 .学习必备欢迎下载7.回归品管存档IQC:1.IQC 提出品质异常 ,IQC 填写品质异常单 .2.交品管主管确认签名3.发至异常责任部门主管填写 ,填写改善措施和其原因分析落实改善对策 .4.交品管登记回收并跟踪确认改善结果 ,品管主管根据改善结果确认其改善的有效性 ,决定该品质异常是否结案 ,对于不能结案的品质异常 ,制造单位需要重新提出改善措施直到结案为止 .5.经品管主管签名确认 .6.回归品管存档●品质异常单内容填写 :1.品质异常现象和结果确认需由品管填写 .2.品质异常原因分析、改善措施、改善结果需由责任单位填写.3.品质异常单的原因分析和改善措施不得重复出现 ,否则其改善措施将列入无效措施 (除非特殊情况 , 但需经厂内最高主管签名确认 ,品管才承认事实 .)五.不合格品处理程序 :1.不合格品处理单由各相关单位主管申请 ,经生产部经理、品管部经理、厂内最高主管批准后方可去品保拿不合格品处理单 .2.不合格品处理单发放回收一律需由品管登记编号 .3. 不合格品处理单需填写清楚该批不合格品的具体数量 (由相关单位统计 ,IPQC 签名确认 )及不合格原因 .4.每张不合格品处理单只准填写一个料号 .5.不合格品处理单需经相关各部门最高主管签名 ,最后需经品管部经理签名处置裁决 ,各相关单位按不合格品处理单上处置裁决的内容处理该批不良板 .六.连盟料号意义及常用公英制单位常用之公英制单位换算:长度: 1m=10dm=100cm=1000mm=1000000um1in=2.54cm=25.4mm=1000mil1mm=39.37mil1oz=1.36mil 电容: 1F=1000000μF,1μF=1000nF=1000000pF贴片电容一般采用直接表示法,例如:103 表示 10*10 3 =1000pF=0.01uF;229 表示22*10 9 =22000000000pF=1000μF电阻: 1MΩ=1000KΩ=1000000Ω贴片电阻一般采用直接表示法,单位为Ω(欧姆),如“ 202”表示 20*10 2=2000Ω=2K七 . 常用量规仪器的使用学习必备欢迎下载一.游标卡尺的使用 .1.先打开游标卡尺 ,直接将游标卡尺闭合后旋转示数表直至显示正中间零位置.2.将游标卡尺归零 ,要反复调试 ,至少三次 ;3.测量电路板外形时 ,用两爪牙刚好抓住被测物体的两条边 ,所测出之数值即为要量之值 ,与归零时的松紧要一致 .4.测量卡槽时 ,且两个爪牙刚好卡在槽边 ,与归零时的松紧一致 .二.高脚镜的使用 :1.把高脚镜放在待测物之上 .2.移动高脚镜到待测之具体位置 .3.左手扶着高脚镜 ,用右眼对着上端之目镜向下看 .4.用右手调粗调之清晰度 ,直到能十分清晰、明确的看到待测点时为止 .5.用右手调细调中之十字刻度 ,待位置定好后 ,能够准确读取数值方可 .6.读取所测之数值且记录下来 .三.目镜之使用 .1.打开盒子取出目镜 ,且打开盖子 .2.把目镜放在待测物上 .3.移动目镜到所测之准确位置 .4.用目镜中之扇形刻度中的一条直线刻度线量取所测物之长,刻度线应与所测物平行 .5.用目镜测斜边角度时,把扇形中的直线刻度与所取纵截面的左侧线相重合,且0 点与横截面的下止线聚积点吻合 ,待斜边与近似量角器的某一斜线相贴合时 ,与之相对应的角度值 ,即为所测斜边之角度 .八. 8S培训一 .整理整顿的重要性1.仪容不整或穿着不整齐的工作人员.有碍观瞻 ,影响工作场所气氛 :缺少一致性 ,不易识别防碍沟通协调.2.机器设备摆放不当 .作业流程不流畅 ,增加搬运距离 ,虚耗工时增多 .3.机器设备保养不良 .不整洁的机器 ,就如同开或坐一部脏乱的汽车 ,开车及坐的人均不舒服 ,影响工作士气 ,机器设备保养不讲究 ,从而对产品的品质也不讲究 ,机器设备保养不良 ,影响使用寿命及机器精确度 ,从而降低生产效率 ,并使品质无法提高 .故障率高 ,增加开机时间及增加修理成本 .4.原料、半成品、成品、整修品、报废品随意摆放.容易混料 ,要花时间去找要用的东西 ,管理人员看不出物品到底有多少 ,增加人员走动的时间 ,易造成堆积 .5.工具乱摆放 .增加找寻时间 ,增人员走动 ,工具损坏快 .6.运料通道不当 .工作场所不流畅 ,增加搬运时间 ,易生危险 .7.工作人员的座位或坐资不当.易生疲劳 ,有碍观赏 ,影响作业场所士气 ,易产生工作场所秩序问题.综合以上种种不良现象,可以看出 ,不良现象均会造成浪费 ,这些浪费包括 :(1)资金的浪费 ;(2)场所的浪费 ;(3)人员的浪费 ;(4)士气的浪费(7)品质的浪费;;学习必备(5)形象的浪费 ;(8)成本的浪费 ;欢迎下载(6)效率的浪费;二.8S 效应1.提升企业的形象 .2.提升员工的归属感 .3.减少浪费 .4.安全有保障 .5.效率提升 .6.品质保障 .九 . IQC 基础知识一 .建立 IQC 的目的 :建立 IQC 主要为保证所进原物料及相关物品的质量得到保证避免给公司造成不必要的损失和浪费.,从而减少在使用过程中不良现象的发生,二 .IQC人员要做到快、准、熟、细、深、记、实、比、多、敢10 点:1.快 :逢事要快 ,应该办的事要马上办理 ,特别是生产急用物料 ,要以最快的速度检验完毕 ,以免影响生产进度 .2.准:准确无误 ,保证所检查之物料投入生产不会遭到投诉 ,不要经常失误 .3.熟:熟悉理解检验标准并熟练检查 .4.细:仔细检查 ,细心检查 .5.深:深入、彻底、检查物料要全面 ,要多深入了解物料情况 ,跟踪问题要彻底 .6.记:记录 ,大脑记忆是有限 ,把问题重点记在笔记本上 .7.实:检查要脚踏实地 ,不要马马虎虎得过且过 .8.比:把自己的工作经验和别人的工作经验作对比 ,吸取别人的优点 ,改善自己的缺点 .9.多:多学、多问、多思考、多理解 .10.敢:敢于承担责任 ,出现失误立即采取补救措施 ,把损失降到最低点 .三 .原物料检查 :收到仓库进料验收单后 ,准备好所需的使用工具及相关表单 ,对照相应的进料检验规范进行检查 ,并作好记录 ,检验完毕须贴进料制程标示卡 ,检验合格贴合格标示卡 ,通知仓库可入库 ,若检验不合格 ,须写出进料检验报告 ,呈交上级主管 ,待上给主管裁决裁决结果出来后要立即通知仓库如何处置该批不良品 ,并贴上标示 ,以免混乱误发给生产线给生产带来影响 .。
品保基础知识讲解概要

倒塌的维冠大楼
倒塌的维冠大楼
周边建 筑物没 有受太 大影响 ,但4 栋维冠 大楼却 全部倒 塌
品质意识理念一
• 品质理念:就是对质量管理的一种总的看法、态度 而且理念一经形成之后,就是使人对某种对象或事 物采取相应的行为模式。
• 品质是制造出来的,取决于人员的品质观念和态度 ,如果人员的品质观念和态度发生偏差,则品质系 统再完善、品质控制方法再先进也没用。
百格测试的标准有五个等级:等级0:5B (不允许脱落) 等级1: 4B (划格区域累计脱落≤5%) 等级2: 3B (累计脱落面积大于5%-15%) 等级3:2B (累计脱落面积大于15%-35%) 等级4: 1B (脱落面积大于35%)
• 二:硬度测试
测试涂层硬度。
铅笔的分类有18种即:6B、5B、4B、3B、2B、B、HB、F、H、2H、3H、4H、5H、 6H、7H、8H、9H、10H(质地由软到硬)我们常用的是H型。
•2:工程Sample
客户签的MP样,即产品的喷漆区域及表面效果样品
•3:限度样
即超过SIP的管控范围,却不影响性能,客户可以让步接受从而签 的一些样品
•4:履历表
即把产品打样以来所发生的所有问题整理成一份表单,从而用来 防范发生同样的问题。
实验室五项常规测试
• 一:百格测试
测试油漆的附着力。
使用的工具是百格刀(百格刀头分为1mm、2mm和3mm,膜厚小于60um(不含60)的 用1mm刀头,常用于普通油漆;60-120um(含60,120)的用2mm刀头,常用于皮革漆; 120um(不含120)的用3mm刀头,常用于粉末喷涂)
品质意识理念三
• 一:零缺陷的核心内容:第一次就把事情做对 零缺陷理论之父--克劳士比
品保部培训资料整理
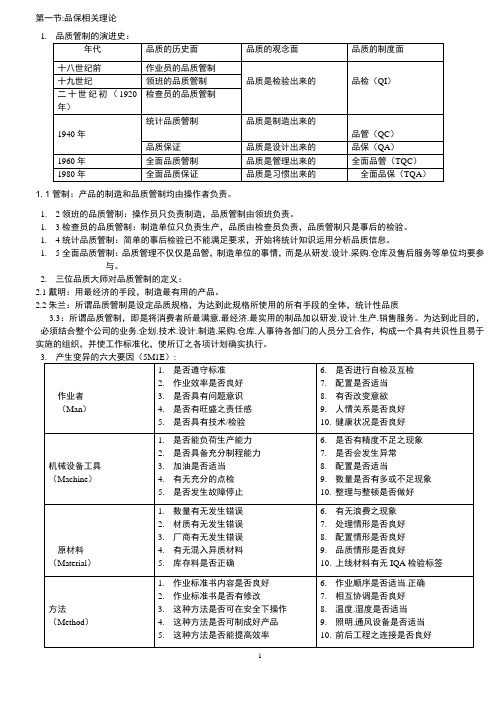
第一节:品保相关理论1.1. 1管制:产品的制造和品质管制均由操作者负责。
1.2领班的品质管制:操作员只负责制造,品质管制由领班负责。
1.3检查员的品质管制:制造单位只负责生产,品质由检查员负责,品质管制只是事后的检验。
1.4统计品质管制:简单的事后检验已不能满足要求,开始将统计知识运用分析品质信息。
1.5全面品质管制:品质管理不仅仅是品管,制造单位的事情,而是从研发.设计.采购.仓库及售后服务等单位均要参与。
2.三位品质大师对品质管制的定义:2.1戴明:用最经济的手段,制造最有用的产品。
2.2朱兰:所谓品质管制是设定品质规格,为达到此规格所使用的所有手段的全体,统计性品质3.3:所谓品质管制,即是将消费者所最满意.最经济.最实用的制品加以研发.设计.生产.销售服务。
为达到此目的,必须结合整个公司的业务.企划.技术.设计.制造.采购.仓库.人事待各部门的人员分工合作,构成一个具有共识性且易于实施的组织,并使工作标准化,使所订之各项计划确实执行。
4.产生变异的分类:4.1机遇性原因(因经常性问题或一般原因):这类问题属于系统问题,如环境因素.管理因素,如一个人的体温在正常情况下会有0.5度左右的上下起伏变动,这个变动即可接受与不易防止的.4.2非机遇性原因(偶发性问题或特殊原因):这类问题属于局部性问题,如模具突发故障,或新进之员工造成不良.此类变异是假如有去注意应该可以发现的,也是产品不稳定的来源,而且是容易控制的。
5.防止不良品发生的要诀5.1稳定的人员 5.2良好的教育训练 5.3建立标准化 5.4消除环境脏乱的现象 5.5统计品质管制 5.6稳定的供应商 5.7完善的机器保养制度6.品质管理的《三不政策》:1不接受不良品6.2不制造不良品6.3不放过不良品7.品质管理三现原则:现场现物,现时8.不良改善的《四不放过》原则:8.1原因未查明不放过8.2责任不清楚不放过8.3对策没落实不放过8.4效果不明显不放过9.P—Plan 计划D—Do 做C—Check 检查A—Action 处置10.品质管理的四个步骤10.1制定品质标准;Plan 10.2检验是否与标准一致;Do 10.3采取纠正措施并追踪效果;Check 10.4修订新的标准11.解决问题的八大步骤(8D):11.1建立问题小组11.2问题描述11.3紧急对策(临时改善措施) 11.4根本原因分析11.5长期改善对策和方案11.6长期改善方案效果确认11.7预防再发生/标准化11.8团队激励12.异常追踪的三条基本线索12.1以材料为线索,展开对策(不良数量有多少?)a.单品材料如何处理?b.半成品如何处理?c.成品如何处理?d.已销到市场的如何处理?12.2以时间为线索,展开对策(是么时候发生?)a.新设定的4M1E是么时候开始实施?b.不良品什么时候处理完毕?c.良品什么时候能出货?12.3以作业方法为线索,展开对策(在哪里进行了处理?)a.工序内用了什么新的作业方法?b.QC增添什么新的检查方法?c.QA更改什么规格?13.不良品之管制:13.1标示:用红色标签将不良品标示出来。
品保部培训资料

讲解如何正确记录检测结果,并对结果进行分析和处理,以提供 准确的质量数据和改进建议。
不合格品的处理与纠正措施
介绍不合格品的处理程序和纠正措施,帮助员工掌握如何及时发 现和解决问题。
问题解决能力培训
问题解决的方法与流程
讲解问题解决的方法和流程,包括问题的识别、分析、解决和验 证等方面,帮助员工掌握解决问题的技巧和思路。
总结词
加强团队协作,提高沟通效率,确保产品质量和生产进度的顺利进行。
详细描述
该案例介绍了团队协作的重要性和沟通技巧的运用。通过实际案例的分析,学员可以了解如何与团队成员进行 有效的沟通和协作,解决生产过程中的质量问题,提高生产效率。同时,强调了沟通中的倾听、表达和反馈等 技巧的重要性。
THANKS
品保部培训资料
xx年xx月xx日
contents
目录
• 品保部职责概述 • 品保部人员素质要求 • 品保部培训内容 • 品保部培训方法与实施 • 品保部培训效果评估与改进 • 品保部培训案例分享
01
品保部职责概述
什么是品保部
品保部是品质保证部的简称,是负责产品品质控制和保证的 重要部门。
品保部是企业中非常重要的一个部门,它能够确保产品的质 量,提高企业的信誉度和市场竞争力。
02
品保部人员素质要求
专业技能要求
了解产品知识
品保部人员需要具备扎实的行业和产品知识,包括产品种类、规格、性能、用途等,以便 能够准确地进行产品检测和评估。
掌握检测技能
品保部人员需要熟练掌握各种检测技能和方法,如质量检测、功能测试、外观检查等,以 便能够准确地检测产品的各项指标和性能。
熟悉质量管理体系
能够承担责任
品保培训资料
品保培训资料第一部分:品保概述品质保证(Quality Assurance,简称QA)是指通过一系列预防措施和活动,确保产品或服务达到特定的质量要求。
品质控制(Quality Control,简称QC)则是通过实施检验、测试等活动,对产品或服务进行评估和纠正。
品保培训旨在提高员工的品质意识和技能,确保产品或服务的质量达到公司的标准和客户的期望。
下面是一些品保培训资料,可供参考和学习。
第二部分:1. 品质管理体系(Quality Management System,简称QMS):该资料介绍了建立和维护有效的品质管理体系的要求和方法。
包括质量政策、质量目标、过程管理、文件控制、记录保持等内容。
2. 过程控制和持续改进:该资料详细说明了如何通过过程控制和持续改进来提高产品或服务的质量。
包括流程图、控制计划、PDCA循环(Plan-Do-Check-Act)等内容。
3. 统计过程控制(Statistical Process Control,简称SPC):该资料介绍了使用统计方法对过程进行监控和控制的技术和工具。
包括控制图、过程能力分析、抽样方法等内容。
4. 标准作业规程(Standard Operating Procedures,简称SOP):该资料提供了标准作业规程的编写和执行要点。
包括操作步骤、工序要求、质量检查点等内容。
5. 问题解决和纠正措施:该资料介绍了如何有效地分析和解决问题,采取纠正措施以防止问题再次发生。
包括问题分析、根本原因分析、纠正行动计划等内容。
6. 内审和外审:该资料解释了内部审核和外部审核的目的和要求。
包括审核计划、审核程序、审核报告等内容。
7. 品质数据分析和报告:该资料介绍了品质数据的分析方法和报告格式。
包括直方图、散点图、趋势图、品质报告等内容。
第三部分:总结品保培训是提高员工品质意识和技能的重要方式,有助于确保产品或服务的质量达到标准和顾客的期望。
上述品保培训资料提供了丰富的内容,可以帮助企业和员工更好地理解和应用品质保证的知识和工具。
品保知识培训-
品保学问培训1、名目一、品管部组织架构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈2二、品管部各部门的工作职责┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈2三、6S相关学问┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈21、6S的起源与进展┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈22、6S的含义和做法┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈33、6S的功能┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4四、ISO学问简介┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈41、什么是ISO┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈42、ISO9001---2000版本介绍┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈432、、质量方针┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈54、概念说明┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈54.1质量的定义┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈54.2品质管制┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈64.3全面质量管理┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈6五、品管统计技术常用的七大手法┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈6六、QC式看事、做事方法┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈91、流程把握┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈92、解决问题的挨次┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈93、工作绩效提升的利器:PDCA 3、┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈94、QC式看事、做事方法在于养成一种习惯┈┈┈┈┈┈┈┈┈┈┈┈┈┈9七、工作留意提示┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈101、静电环的佩带┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈102、产品、物料标识┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈103、作业标准┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈10IQCIPQC总经理冲压成形组电子组QAQE品管主管一、品管部组织架构二、品管部各部门的工作职责1、IQC:来料检验。
品保部培训教材
1、品保部组织名称解讲:IQC:进货检验IPQC:过程检验FQC:最终检验OQC:出货检验QA:品质稽核QE:品质工程PE:生产制造工程CR:严重缺点MA:要紧缺点MI:次要缺点AQL:接收质量〔允收水准〕AC:接收数Re:拒收数2、检验定义:检验确实是根基对产品或效劳的一种或多种特性进行测量、检查、试验、计量,并将这些特性与的要求进行比立以确定其符合性的活动。
美国质量专家朱兰对“质量检验〞一词作了更简明的定义:所谓检验,确实是根基如此的业务活动,决定产品是否在下道工序使用时适合要求,或是在出厂检验场合,决定能否向消费者提供。
3、品质定义:A:消费者能够满足的产品确实是根基品质;B:用最低本钞票制造出最高利益;C:一组固有特性满足客户要求的程度。
4、品质管制重点:可靠度、品质意争、品质水准5、品质瞧念:品质是第一次生产确实是根基好,品质瞧得见,制程是要害;品质不是检栓出来的,是制造/设计出来;是习惯/瞧念产生的。
6、传统品质与现代品质管制区不7、品质三不政策不接收不良品不制造不良品不流出不良品1、鼠标测试要求设备与工具:电脑两台、USB延长线、线不宜太长、转换头〔有屏蔽〕测试记录表、铅笔、。
仪器设备:将USB延长线一端插进电脑USB对应接口,另一端插进被测试鼠标USB头内。
,双击桌面鼠标测试程序图标运行鼠标测试程序。
测试程序界面讲明:击色块后能够选取画线颜色。
X,Y数值代表了箭头在窗口中的坐标系位置。
点击Clear〔往除〕能够往除屏幕线条。
点击Exit能够退出程序。
窗口靠左边有两竖条:左边是鼠标滚轮前推显示,右边是鼠标滚轮后推显示。
窗口右上角依次是最小化窗口,缩小窗口,关闭窗口。
测试环境:正常室温,测试无线鼠标时要尽量防止电磁干扰。
人员要求:具有一定的电脑操作知识。
〔明白开关机,翻开程序,熟悉电脑全然硬件,保卫电脑。
〕测试步骤:鼠标功能测试:A:把被测试鼠标插进延长线;B:检查LED装饰灯和IC光源灯的亮度、光束方向是否正常;C:按鼠标左、中、右键应分不对应L、M、R红色显示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学习必备欢迎下载
品管部基础知识
一 .什么是品保 ?
1.品保:产品品质质量的保证,
2.包括品质管理与品质管制,
3. 对外是一种承诺即保证将客户所需要的产品质量交给客户,
对内是一种要求 ,即要求生产线要生产出符合客户质量要求的产品.
二 .为什么要品保 ?
1.市场竞争强烈,市场竞争也由价格竟争转向质量竞争为主.因此品质是拉住客户最有效的利器
2.对于一个公司的产品没有质量就没有明天,“以质取胜”是使企业立于不败之地的法宝.
三 .何为品质管理 ?如何做品质管理 ?
所谓品质管理就是利用一些必要的手段,进行维持、改善提高品质.它涵盖有 4 个步骤:
制定品质标准 .
检验与标准是否一致 .
采取矫正措施并追踪结果.
修订新标准 .
要做好品质管理步骤如下:
重视制度 ,实施标准化
重视执行 (重视品质管理所涵盖的 4 个步骤 )
重视分析
重视不断的改善
重视教育训练
改善循环与维持循环 .
制定企业品质活动月
推行 5S 运动
品保岗位名词解释:
IQC: 进料检验人员 ,本公司针对原物料部分以及OEM 产品来料检验部分 ;
QA: 品质保证 ,主要针对产品功能性进行检验
IPQC:制程检验人员 (随线检验人员 );
OQC:出货检验人员 (对产品出货过程进行抽检工作,保证产品出货之品质 ):
四 .品质异常单的发放程序 :
IPQC:
1.IPQC 提出品质异常 ,IPQC 填写品质异常单 .
2.交品管主管确认签名
3.发至生产部主任手上 ,生产部主任可将品质异常单发给下面各各级主管填写 ,也可由主任自己填写 ,
但其改善措施和其原因分析必须由下面级别干部签名并落实改善对策.
4.交生产部最高主管签名确认 .
5.交品管登记回收并跟踪确认改善结果 ,品管主管根据改善结果确认其改善的有效性 ,决定该品质异常是
否结案 ,对于不能结案的品质异常 ,制造单位需要重新提出改善措施直到结案为止 .
6.经品管主管签名确认 .
学习必备欢迎下载
7.回归品管存档
IQC:
1.IQC 提出品质异常 ,IQC 填写品质异常单 .
2.交品管主管确认签名
3.发至异常责任部门主管填写 ,填写改善措施和其原因分析落实改善对策 .
4.交品管登记回收并跟踪确认改善结果 ,品管主管根据改善结果确认其改善的有效性 ,决定该品质异常是
否结案 ,对于不能结案的品质异常 ,制造单位需要重新提出改善措施直到结案为止 .
5.经品管主管签名确认 .
6.回归品管存档
●品质异常单内容填写 :
1.品质异常现象和结果确认需由品管填写 .
2.品质异常原因分析、改善措施、改善结果需由责任单位填写.
3.品质异常单的原因分析和改善措施不得重复出现 ,否则其改善措施将列入无效措施 (除非特殊情况 , 但
需经厂内最高主管签名确认 ,品管才承认事实 .)
五.不合格品处理程序 :
1.不合格品处理单由各相关单位主管申请 ,经生产部经理、品管部经理、厂内最高主管批准后方可去
品保拿不合格品处理单 .
2.不合格品处理单发放回收一律需由品管登记编号 .
3. 不合格品处理单需填写清楚该批不合格品的具体数量 (由相关单位统计 ,IPQC 签名确认 )及不合格原
因 .
4.每张不合格品处理单只准填写一个料号 .
5.不合格品处理单需经相关各部门最高主管签名 ,最后需经品管部经理签名处置裁决 ,各相关单位按不合
格品处理单上处置裁决的内容处理该批不良板 .
六.连盟料号意义及常用公英制单位
常用之公英制单位换算:
长度: 1m=10dm=100cm=1000mm=1000000um
1in=2.54cm=25.4mm=1000mil1mm=39.37mil1oz=1.36mil 电容: 1F=1000000μF,1μF=1000nF=1000000pF
贴片电容一般采用直接表示法,例如:103 表示 10*10 3 =1000pF=0.01uF;229 表示22*10 9 =22000000000pF=1000μF
电阻: 1MΩ=1000KΩ=1000000Ω
贴片电阻一般采用直接表示法,单位为Ω(欧姆),如“ 202”表示 20*10 2=2000Ω=2K
七 . 常用量规仪器的使用
学习必备欢迎下载
一.游标卡尺的使用 .
1.先打开游标卡尺 ,直接将游标卡尺闭合后旋转示数表直至显示正中间零位置.
2.将游标卡尺归零 ,要反复调试 ,至少三次 ;
3.测量电路板外形时 ,用两爪牙刚好抓住被测物体的两条边 ,所测出之数值即为要量之值 ,与归零时的松紧
要一致 .
4.测量卡槽时 ,且两个爪牙刚好卡在槽边 ,与归零时的松紧一致 .
二.高脚镜的使用 :
1.把高脚镜放在待测物之上 .
2.移动高脚镜到待测之具体位置 .
3.左手扶着高脚镜 ,用右眼对着上端之目镜向下看 .
4.用右手调粗调之清晰度 ,直到能十分清晰、明确的看到待测点时为止 .
5.用右手调细调中之十字刻度 ,待位置定好后 ,能够准确读取数值方可 .
6.读取所测之数值且记录下来 .
三.目镜之使用 .
1.打开盒子取出目镜 ,且打开盖子 .
2.把目镜放在待测物上 .
3.移动目镜到所测之准确位置 .
4.用目镜中之扇形刻度中的一条直线刻度线量取所测物之长,刻度线应与所测物平行 .
5.用目镜测斜边角度时,把扇形中的直线刻度与所取纵截面的左侧线相重合,且0 点与横截面的下止线聚
积点吻合 ,待斜边与近似量角器的某一斜线相贴合时 ,与之相对应的角度值 ,即为所测斜边之角度 .
八. 8S培训
一 .整理整顿的重要性
1.仪容不整或穿着不整齐的工作人员.
有碍观瞻 ,影响工作场所气氛 :缺少一致性 ,不易识别防碍沟通协调.
2.机器设备摆放不当 .
作业流程不流畅 ,增加搬运距离 ,虚耗工时增多 .
3.机器设备保养不良 .
不整洁的机器 ,就如同开或坐一部脏乱的汽车 ,开车及坐的人均不舒服 ,影响工作士气 ,机器设备保养不讲究 ,从而对产品的品质也不讲究 ,机器设备保养不良 ,影响使用寿命及机器精确度 ,从而降低生产效率 ,并使品质无法提高 .故障率高 ,增加开机时间及增加修理成本 .
4.原料、半成品、成品、整修品、报废品随意摆放.
容易混料 ,要花时间去找要用的东西 ,管理人员看不出物品到底有多少 ,增加人员走动的时间 ,易造成堆积 .
5.工具乱摆放 .
增加找寻时间 ,增人员走动 ,工具损坏快 .
6.运料通道不当 .
工作场所不流畅 ,增加搬运时间 ,易生危险 .
7.工作人员的座位或坐资不当.
易生疲劳 ,有碍观赏 ,影响作业场所士气 ,易产生工作场所秩序问题.
综合以上种种不良现象,可以看出 ,不良现象均会造成浪费 ,这些浪费包括 :
(1)资金的浪费 ;(2)场所的浪费 ;(3)人员的浪费 ;
(4)士气的浪费(7)品质的浪费;
;
学习必备
(5)形象的浪费 ;
(8)成本的浪费 ;
欢迎下载
(6)效率的浪费;
二.8S 效应
1.提升企业的形象 .
2.提升员工的归属感 .
3.减少浪费 .
4.安全有保障 .
5.效率提升 .
6.品质保障 .
九 . IQC 基础知识
一 .建立 IQC 的目的 :
建立 IQC 主要为保证所进原物料及相关物品的质量得到保证
避免给公司造成不必要的损失和浪费.
,从而减少在使用过程中不良现象的发生,
二 .IQC人员要做到快、准、熟、细、深、记、实、比、多、敢10 点:
1.快 :逢事要快 ,应该办的事要马上办理 ,特别是生产急用物料 ,要以最快的速度检验完毕 ,以免影响生产
进度 .
2.准:准确无误 ,保证所检查之物料投入生产不会遭到投诉 ,不要经常失误 .
3.熟:熟悉理解检验标准并熟练检查 .
4.细:仔细检查 ,细心检查 .
5.深:深入、彻底、检查物料要全面 ,要多深入了解物料情况 ,跟踪问题要彻底 .
6.记:记录 ,大脑记忆是有限 ,把问题重点记在笔记本上 .
7.实:检查要脚踏实地 ,不要马马虎虎得过且过 .
8.比:把自己的工作经验和别人的工作经验作对比 ,吸取别人的优点 ,改善自己的缺点 .
9.多:多学、多问、多思考、多理解 .
10.敢:敢于承担责任 ,出现失误立即采取补救措施 ,把损失降到最低点 .
三 .原物料检查 :
收到仓库进料验收单后 ,准备好所需的使用工具及相关表单 ,对照相应的进料检验规范进行检查 ,并作好记录 ,检验完毕须贴进料制程标示卡 ,检验合格贴合格标示卡 ,通知仓库可入库 ,若检验不合格 ,须写出进
料检验报告 ,呈交上级主管 ,待上给主管裁决裁决结果出来后要立即通知仓库如何处置该批不良品 ,并贴上标示 ,以免混乱误发给生产线给生产带来影响 .。