过程检查记录表
过程检验记录表

隙最长不超过120mm;
5、围条与隔仓板、阻浪板紧密贴合, 垂直度误差≤2mm;
6、其它要求应符合设计图样标准及相 关质量验收标准。
1、筒体不允许在焊缝及其边缘20mm 内开孔,
罐体拼板
2、开孔直径大于75mm时,筒体孔处
检查外观、 测量长宽高 及工艺开孔
等尺
应翻边处理;
3、相邻筒节的纵向焊缝在对应筒节横 截面的弧长距离不少于100mm;
0.5mm。
1、长宽尺寸允差:气割L≤3m时-3~
0mm,L每增加1m允差增加0.5mm;
检验值
判定
工艺员、 作业员确
备注
2、砂轮切割L≤3m时-3~0mm,L每增
加1m允差增加0.4mm;
下料尺寸偏 差
检查部件剪 切口、测量 长、宽、厚 、对角线等
尺寸
3、剪切L≤3m时-3~0mm,L每增加1m 允差增加0.3mm;
规格:
(立方) 作业人员/班组:
拉码 封头
检查外观、
1、符合设计图纸规定;
形状、测量 长、宽、高
2、焊缝外观质量:无焊渣和飞溅,无 严重焊接缺陷且成形美观;
目测、卷尺
等尺寸 3、垂直度≤1mm,其它尺寸偏差±1mm
。 1、封头成型用相对应的R模板靠检,
截面形状与标准模板的形状误差≤
2mm;
2、弧高应不小于100mm,外壁周长L应
邻纵焊缝U间距≤200mm,最短筒节≥
300mm
焊缝布置
检查拼板尺 2、相邻筒子节的纵向焊缝在对应筒节
寸
横截面的弧长距离不少于100mm;
卷尺
3、封头板、隔仓板、阻浪板的对接焊 缝间距应不少于100mm。
其它成形零 检查外观、
生产过程检查记录表
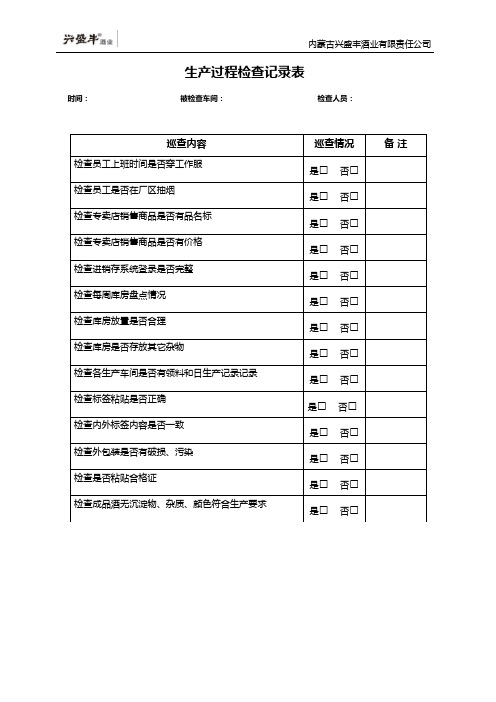
检查各生产车间是否有领料和日生产记录记录
是□否□
检查标签粘贴是否正确
是□否□
检查内外标签内容是否一致
是□否□
检查外包装是否有破损、污染
是□否□
检查是否粘贴合格证
是□否□
检查成品酒无沉淀物、杂质、颜色符合生产要求
是□否□
生产过程检查记录表
时Hale Waihona Puke :被检查车间:检查人员:巡查内容
巡查情况
备注
检查员工上班时间是否穿工作服
是□否□
检查员工是否在厂区抽烟
是□否□
检查专卖店销售商品是否有品名标
是□否□
检查专卖店销售商品是否有价格
是□否□
检查进销存系统登录是否完整
是□否□
检查每周库房盘点情况
是□否□
检查库房放置是否合理
是□否□
检查库房是否存放其它杂物
生产过程检查项目记录表
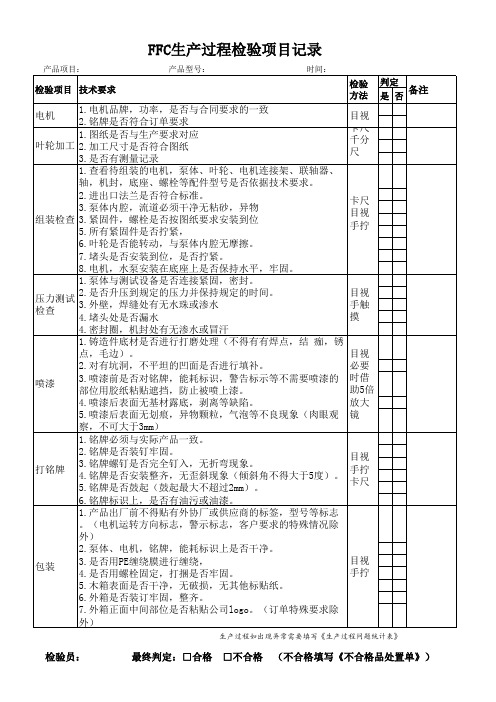
产品项目: 产品型号Biblioteka 时间:检验项目 技术要求
检验 方法
判定 是 否
备注
1.电机品牌,功率,是否与合同要求的一致 2.铭牌是否符合订单要求 1.图纸是否与生产要求对应 叶轮加工 2.加工尺寸是否符合图纸 3.是否有测量记录 1.查看待组装的电机,泵体、叶轮、电机连接架、联轴器、 轴,机封,底座、螺栓等配件型号是否依据技术要求。 2.进出口法兰是否符合标准。 3.泵体内腔,流道必须干净无粘砂,异物 组装检查 3.紧固件,螺栓是否按图纸要求安装到位 5.所有紧固件是否拧紧, 6.叶轮是否能转动,与泵体内腔无摩擦。 7.堵头是否安装到位,是否拧紧。 8.电机,水泵安装在底座上是否保持水平,牢固。 1.泵体与测试设备是否连接紧固,密封。 2.是否升压到规定的压力并保持规定的时间。 压力测试 3.外壁,焊缝处有无水珠或渗水 检查 4.堵头处是否漏水 4.密封圈,机封处有无渗水或冒汗 1.铸造件底材是否进行打磨处理(不得有有焊点,结 痂,锈 点,毛边)。 2.对有坑洞,不平坦的凹面是否进行填补。 3.喷漆前是否对铭牌,能耗标识,警告标示等不需要喷漆的 喷漆 部位用胶纸粘贴遮挡,防止被喷上漆。 4.喷漆后表面无基材露底,剥离等缺陷。 5.喷漆后表面无划痕,异物颗粒,气泡等不良现象(肉眼观 察,不可大于3mm) 1.铭牌必须与实际产品一致。 2.铭牌是否装钉牢固。 3.铭牌螺钉是否完全钉入,无折弯现象。 打铭牌 4.铭牌是否安装整齐,无歪斜现象(倾斜角不得大于5度)。 5.铭牌是否鼓起(鼓起最大不超过2mm)。 6.铭牌标识上,是否有油污或油漆。 1.产品出厂前不得贴有外协厂或供应商的标签,型号等标志 。(电机运转方向标志,警示标志,客户要求的特殊情况除 外) 2.泵体、电机,铭牌,能耗标识上是否干净。 3.是否用PE缠绕膜进行缠绕, 包装 4.是否用螺栓固定,打捆是否牢固。 5.木箱表面是否干净,无破损,无其他标贴纸。 6.外箱是否装订牢固,整齐。 7.外箱正面中间部位是否粘贴公司logo。(订单特殊要求除 外) 电机 检验员: 最终判定:□合格 □不合格
过程审核检查及记录表
内部评审: 外部评审:
编号: 编号:
产品: 供应商:
评审人: 日期:
No
第一章 QAP.p
评审标准
N/A
R
C
CRI
备注
CAR
1 2
1.1 QAP.p 有一份完整的强制性要求文件提供吗?
有关的要求文件必须提供,并要求随时更新;
5 10
有一份完整的质量保证文件提供吗?
标识:零件号、更改等级、标记、可见性、可读性,等等; 可追踪性:产品由来源到终点存在联系
46 在生产工位和传送过程中无破损风险?
包装和装卸设备,周转库存区,等
5 5
47 生产计划与荣光公司交货要求(每日送货需求量)一致? 紧急批次有标识吗?
R: Risk重要性C: Conformity合格程度 (0 = 好; 4 =通过; 7 =不足; 10 =没有)
评审标准
Chap. 2 sub-total carried over:
N/A
R
C
CRI
备注
CAR
16 对于进货产品有评审程序吗?
对于有关的产品进行PQA评审。有一份评审时间安排吗?
5 5
17 对于每一类零件,是否进行包括更改等级的PQA归档吗 (手工样件,试装零件)? 2.1.4 标识与可追溯性 18 对于物料批次和具有受控特性、关键特性、安全/法规特性的零部件, 有标识和可追溯性吗? 19 分有如下质量状态吗?:待决定、接受、拒收、例外接受、返工等等?
评审标准
N/A
R
C
CRI
备注
CAR
8 9
2.1 采购及进货检验 采购订单上有特定的要求吗?
过程审核检查记录表
-仓库管理系统
-FIFO 先进先出 / 按照批次投入使用
-有序和清洁
-气候条件
-防损防污防锈
-标识可追溯性/ 检验状态/ 加工工序/ 使用状态
-确保防止混放和混用
-隔离库设置并使用
1.9员工素质是否满足了相应的岗位要求
- 产品/技术规范/特殊的顾客要求
-模块中的零部件的产品特性和加工过程的专业知识
- 工装模具/设备/机器的保养和维修状态包括有计划的维修
2.2.2在批量生产中使用的测量和检验设备能否有效地监控质量要求-可靠性试验、功能试验和耐腐蚀试验
-测量精度/检测设备能力
-数据采集和可评价性
-检测设备的校准证明
2.2.3生产工位和检验工位是否符合要求
-人机工程学
-照明
-有序清洁
-环境保护
-工作环境/零件搬运
-数据采集和可评价性
-检测设备的校准证明
2.2.3生产工位和检验工位是否符合要求
-人机工程学
-照明
-有序清洁
-环境保护
-工作环境/零件搬运
-安全生产
2.2.4在生产文件和检验文件中是否标出全部的重要事项并得到遵守
- 过程参数如压力、温度、时间、速度
-机器/工装模具/辅助器具的数据
-检验规范重要的特性、检验器具、方法、检验频次
-安全生产
2.2.4在生产文件和检验文件中是否标出全部的重要事项并得到遵守
- 过程参数如压力、温度、时间、速度
-机器/工装模具/辅助器具的数据
-检验规范重要的特性、检验器具、方法、检验频次
-过程控制图中的控制限
-机器能力和过程能力的证明
-设备操作指导
-作业指导书
毕业设计(论文)过程检查情况记录表

盐城纺织职业技术学院毕业设计(论文)过程检查情况记录表学生姓名王少伟学号08304231所在机电一体化专业(班级)812题目:基于PLC自动扶梯调速系统的改造设计指导老师姚月琴下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除!!谢谢!!出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
一定有很多人想说:“这还在北京混个什么劲儿啊!”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
我很杞人忧天地问他:“那上海的市场不激烈吗?新快递怎么驻足啊!”小伙子嘿嘿一笑说:“我们老板肯定有办法呗!他都过去好几个月了,据说干得很不错呢!”“那老婆孩子呢?孩子不是刚生还很小吗?”“过去了,一起去上海了!”那个瞬间,我回头看了一眼办公室里坐着的各种愁眉苦脸的同事,并且举起手机黑屏幕照了一下我自己的脸,一股“人生已经如此的艰难,有些事情就不要拆穿”的气息冉冉升起。
并不是说都跳槽出去开公司才厉害,在公司瞪着眼睛看屏幕就是没发展,我是想说,只有勇气才能让自己作出改变。
我们每个人都觉得自己越活越内向,越来越自闭,越长大越孤单,以至于滋生了“换个新环境,我这种性格估计也不会跟其他人相处融洽,所以还是待着忍忍凑合过算了”的思想感情。
与其说自己自闭,其实就是懒,不想突破自己好不容易建立起来的安全区域。
于是大家都活在了对别人的羡慕嫉妒恨与吐槽抱怨生活不得志中,搞得刚毕业的学生都活得跟30岁一样。
《拒绝平庸》里有一句话:很多时候我们为什么嫉妒别人的成功?正是因为知道做成一件事不容易又不愿意去做,然后又对自己的懒惰和无能产生愤怒,只能靠嫉妒和诋毁来平衡。
施工过程监督检查记录表

□现场验证□书面验证
检查人员(签字): 年 月 日
原因分析:
施工队负责人: 年 月 日
纠正及预防改进措施:抓紧组织人员对以上存在问题进行修补。砼浇筑过程中插入式振捣器的移动间距不宜大于振捣器作用半径的1.5倍,且插入下层混凝土内的深度宜未50~100mm,与侧模应保持50~100mm的距离。每一振点的振捣延续时间宜为20~30s,以混凝土不再沉落、不出现气泡、表面呈现浮浆为度,防止过振、漏振,加强对模板的加固。
施工过程监督检查记录表
施工过程监督检查记录表
表格编号
项目名称:
受检单位
检查部位
检查人员
记录表编号
问题描述:1、xx路堑墙身墙身模板脱模过程中发现墙身混凝土有漏振现象,蜂窝、麻面较多、上述问题的处理要求:
□进行整改 □采取纠正措施 □进行整改并采取纠正措施
制定人: 年 月 日
批准人: 年 月 日
验证情况:
验证人: 年 月 日
附图1
附图2
过程检查记录表

施工部门
检查人
检查日期
检查内部
检查结果
项目质量管理策划结果的实施
对本企业、发包方或监理方提出的意见和整改要求的落实
合同的履行情况
质量目标的实现
检查结论:(该过程是否具备实现预定目标的能力)
需要改进的问题:
过程检查记录表
(对公司管理部门检查用表) GLJD/JL-08-07-2
过程名称
检查日期
过程主管部门
检查人
检查内部
检查结果
法律、法规和标准规范的执行
质量管理制度及其支持性文件的实施
岗位职责的落实和目标的实现
对整改要求的落实
检查结论:(该过程是否具备实现预定目标的能力)
需要改进的问题:
过程检查记录表
(对作业部门检查用表) GLJD/JL-08-07-3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程检查记录表
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(过程检查记录表)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为过程检查记录表的全部内容。
过程(产品)检查记录表
一、。
每项检查扣分最多不得大于标准分。
2.公司将每个月组织对项目进行一次考核。
3.检查组成人员:有工程部与项目总监组成。
4.计分规则:总分实得分÷(总分未发生项分数)×报验验收资料;
报验验收资料得分报验验收资料实得分÷(未发生项分数)×。
检查结果将作为对项目部总监或负责人年终评先的考核条件之一。
奖惩:每考核一次,将进行一次评比,
.对序号大型机械(塔吊、施工电梯、物料提升机)报验资料检查内容如下:
①检查生产厂家资质有关资料:营业执照、生产许可证、产品合格证、使
用说明书及制造技术资料、出厂检验合格报告、当地产品产权备案及销售备案手续。
②检查出租(经销商)单位资质有关资料:当地产品销售备案手续.其他同
生产厂家资料.
③检查安装单位资质有关资料:营业执照、资格证书、人员上岗证书(复
印件盖公章)以及检查安拆方案(技术负责人签章)、安拆过程记录(基础隐蔽及旁站记录签字齐全)、法定检测机构检测合格报告。
④检查使用单位(施工)当地安全监督机构办理的【准用证】。
项目部环境、职业健康安全过程检查记录
说明:
、检查内容共项,每个检查项目分,对不符合处打×扣分,最多扣分不得>分、项目监理部根据项目部环境、职业健康安全过程检查记录中存在的问题向施工单位发出安全通知并督促其整改,复查期限为年月日.
不合格监理服务评审处置记录
监理费回收情况评价表
项目名称:
现场观感质量评价表
注
观感质量为标准,考核人员在相应表格内根据实际情况浮动打分,必须做到客观、公证;
(1)砌体、混凝土、抹灰工程以外观尺寸偏差、平整度、垂直度、砌体勾缝等符合规范标准为好;不符合规范项在可控范围内(≤)为一般;不符合规范项过多()为差;
(2)安装工程以预留洞口位置形状、穿线合理情况、后期剔槽量等是否符合要求为评价标准。
、在存在问题表格内记录项目存在的主要问题,要求项目及时进行整改。
建设单位对工程项目评价表
甲方项目负责人:填写日期:。