齿轮冷挤压加工研究
锥齿轮冷挤压成形加工数值模拟研究
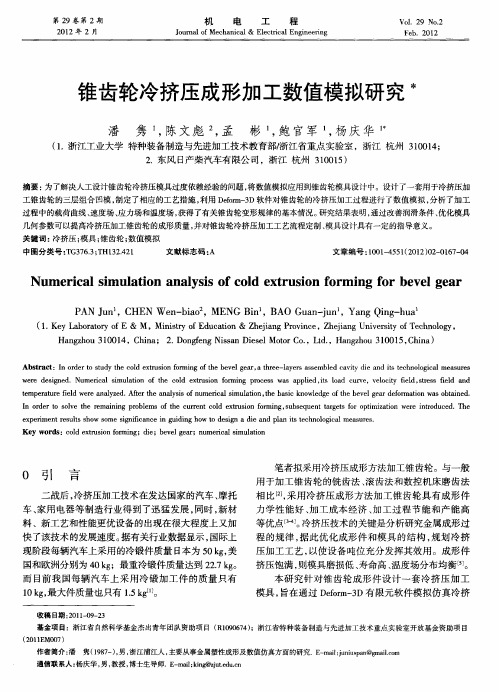
数齿形 、 齿轮大端倒角和小端凹陷又进一步加大了冷 挤压加工的变形难度。 为了提高凸模 的强度 , 通常凸模 压 头平整 或者 中部较 为突 出 ,图中大 端倒 角设计 无法 满足冷挤压加工三向受压的条件 ;齿轮小端 凹陷使得
外 围尖角 突 出 , 挤压成 形 困难 。 不对此 成 品零件 图 冷 若 作一 些适合 冷挤 压加工 的改 动 ,在加 工过程 中齿 轮大 端极 易开 裂 ; 同时为 了成 形饱 满 的小端 尖角 , 加工 过程 中的变形抗 力会 在此 部位 急剧升高 , 从而破 坏模 具 。
破坏 , 冷挤压加工就无法继续进行下去了。即使拉应力
未超过 材料 的抗拉 极 限 ,由于坯料 缺少 了冷 挤压 加工 时“ 两压 一 拉 ” 变形 过 程 , 成形 件 也会 不 可避 免 地 出现
各种缺陷 , 如气孔、 夹杂 、 缩孔 、 空洞等 。 ]
图 1中的欲成 形锥齿 轮结 构 复杂 ,同时 周 向小模
车、 家用 电器 等制 造 行 业得 到 了迅 猛 发 展 , 同时 , 材 新
笔 者拟 采用 冷挤 压成 形方 法加 工锥 齿 轮 。与一般
用于加工锥齿轮的铣齿法 、 滚齿法和数控机床磨齿法 相 比[ 采用冷挤压成形方法加工锥齿轮具有成形件 2 3 ,
力 学 性 能 好 、 工成 本 经 济 、 工 过 程 节 能 和 产 能 高 加 加 等 优点 [ ]冷挤 压 技术 的关 键是 分析 研究 金属 成形 过 3。 - 4
料 。第一次冷挤压加工 的目的是减少材料的浪费 , 并
且 通 过 冷 挤 压把 原本 需 要 通 过 机 加 工 车 削 掉 的 材料 转 移 到坯料 的其 他 区域 。由于 冷挤压 无 法将坯 料 中部 的底 料完 全 挤 压 至坯料 外 围 , 一次 冷挤 压 后得 到 的 第 坯 料 需 要 再 通 过 机加 工 , 中心 加 T 为通 孑 , 到 可 将 L得 用于 成形 齿 轮 的坯 料 。在 第 二次 冷挤 压 前 , 要再 次 需 通过退火和酸洗 、 化 、 磷 皂化 等 预处 理 T 序 以改 善 坯 料塑 性 , 且给 坯 料 附着 一层 润 滑 支承 层 以减 小摩 擦 并 系数 , 防止模 具 擦 伤 与 破 碎 , 后 经 第 二 次冷 挤 压 得 然
齿轮冷挤压加工研究

用材料为 1) 钢。
图 &
二、冷挤压模具设计
根据零件的齿轮状况以及冷挤压工艺的特点,采用 了闭合正挤压方式,模具如图 * 所示。为了保证零件的 精度和提高模具的寿命,节省贵重材料,降低模具成 本,便于进行热处理,模具中各部分的选材如下:模架 支承部分采用 1) 钢调质处理,硬度 *) $ *%345;导柱与 导套采用 657&) 淬火处理,硬度 )) $ )%345;凸模采用 57&*89: 淬火后三次回火处理,硬度 )% $ 0*345。凹模 为关键部分,为了加强凹模的强度,采用了两层组合凹 模,凹模镶块采用 57&*89: 淬火后三次回火处理,硬度 )% $ 0*345,凹模预应力环采用 1) 钢调质处理,硬度 *% $ 2*345。
图 0
!" 预防措施及取得的效果 在空气锤上制坯时,通过增加坯料的长度,使坯料 一开始就接近跨过模具型腔,这样就可以使折叠随飞边 完全带走,不至于留在锻件上;另外,当切飞边操作工 发现飞边两端太窄或出现裂缝时,能及时把有缺陷的锻 件剔出。 生产实践证明,通过采取以上措施,可以完全避免 *).. 美式强力环锻造时产生的折叠,使产品拉力保持 稳定,从而减少了废品损失。 (*"")"22&)
8;<,= >97.?@A 压力加工
4 机械工人"
齿 轮 冷 挤 压 加 工 研 究
广东省江门市机床厂有限公司 (!"#$$$) 何大开
一、概述
和其他机械传动相比,齿轮传动的主要优点是:工 作可靠,使用寿命长;瞬间传动比为常数;传动效率 高;结构紧凑;功率和速度适用范围很广等。由于渐开 线齿轮具有这些优点,在机械行业中的应用十分广泛。 渐开线齿轮的生产,过去主要采用滚、插、铣等传统工 艺,但传统工艺加工的齿轮存在生产效率低和产品质量 差等缺点。 为了克服这些缺点,近年出现了渐开线齿轮的冷挤 压加工工艺。采用该工艺加工渐开线齿轮,不但使生产 效率大大提高,产品尺寸稳定,表面粗糙度低,材料利 用率达 !"# $ %"# ,而且冷挤压使工件表面产生压应 力,可以增加产品的疲劳强度。基于冷挤压加工的优 点,我们在生产中引进了这一加工工艺。 图 & 是一款全自动洗衣机离合器的传动轴,其参数 如下:模数为 "’(,齿数为 &),压力角为 *"+,齿顶圆 ! , - &)’*&.., 齿 根 圆 ! / - &&’%.., 表 面 粗 糙 度 值 ,所 " , - &’0..,公法线长度为 1’&0..(跨齿数为 *) !!!!!!!!!!!!!!!!!!!!! 产 生 折 叠 的 锻 件,在 折 叠处 外 观 无 明 显 痕 迹,但 仔 细观 察 切 掉 的 飞 边,在 对 应 锻 件 折 叠 处,有 一 小 裂 缝, 并且 此 处 飞 边 很 窄,有 时 不 到 2..。
太阳轮内外齿冷挤压成形工艺方案研究

太阳轮内外齿冷挤压成形工艺方案研究一、引言- 研究背景和意义- 国内外研究现状和进展- 本文研究的工艺方案及主要内容介绍二、太阳轮内外齿冷挤压成形工艺概述- 太阳轮内外齿成形原理- 冷挤压成形工艺特点和应用范围- 太阳轮内外齿冷挤压成形工艺的工艺流程三、太阳轮内外齿冷挤压成形过程参数设计研究- 冷挤压成形过程参数概述- 影响太阳轮内外齿成形的主要因素分析- 冷挤压成形过程参数的优化设计四、太阳轮内外齿冷挤压成形模拟仿真研究- 太阳轮内外齿冷挤压成形的数值模拟方法及算法介绍- 模拟太阳轮内外齿冷挤压成形过程参数的对比实验研究- 太阳轮内外齿冷挤压成形计算实例及结果分析五、结论和展望- 本文的贡献点和创新点- 本文研究的局限性和不足- 对未来太阳轮内外齿冷挤压成形工艺方案研究的展望第一章:引言随着现代工业的发展,机械设备和零部件的质量和精度要求越来越高。
太阳轮是一种大型机械传动零部件,广泛应用于各种机械装置中。
为了提高太阳轮的制造质量和生产效率,一些新的成形工艺逐渐出现,其中太阳轮内外齿冷挤压成形工艺是一种比较先进的加工方法。
太阳轮内外齿冷挤压成形工艺是通过冷挤压设备将金属坯料按照成形模具的形状进行成形制造,在太阳轮制造过程中可以使得内外齿的成形效果更加优良,提高太阳轮的精度和质量,避免太阳轮使用过程中发生失效的可能性。
本文以太阳轮内外齿冷挤压成形的工艺方案研究为主要研究内容,结合国内外太阳轮成形技术的发展趋势,对太阳轮内外齿冷挤压成形工艺方案进行了深入研究和探究,旨在为提高太阳轮制造过程的效率和质量提供有力的技术支持。
第二章:太阳轮内外齿冷挤压成形工艺概述2.1 太阳轮内外齿成形原理太阳轮是由一个中心孔和多个外齿或内齿组成的零部件,广泛应用于各种机械装置中。
太阳轮内外齿冷挤压成形工艺是由金属坯料压制成一定形状的成品,具有以下优点:成品内部结构致密、表面平整,精度高,加工效率高,节省材料等。
其原理为:太阳轮内外齿冷挤压成形是使用冷挤压设备,将金属坯料按照成形模具的形状进行压制加工。
直齿圆锥齿轮挤压成形工艺与数值模拟

直齿圆锥齿轮挤压成形工艺与数值模拟直齿圆锥齿轮是一种常用的传动元件,通常用于传递轴的旋转运动。
其制造过程中,挤压成形工艺是一种常见的加工方法。
通过挤压成形,可以有效地提高生产效率,减少成本,并且可以获得高精度的产品。
本文将介绍直齿圆锥齿轮挤压成形工艺,并结合数值模拟进行分析。
挤压成形是一种通过挤压机将金属材料塑造成所需形状的加工方法。
在直齿圆锥齿轮的生产中,通常采用冷挤压的方法。
冷挤压可以有效地提高材料的强度和硬度,同时还可以减少材料的损耗。
在挤压成形的过程中,需要设计合适的模具,通过模具的压力和形状来塑造金属材料。
经过一系列的挤压、压缩和塑性变形,最终可以得到符合要求的直齿圆锥齿轮。
为了更好地控制挤压成形的过程,可以借助数值模拟进行分析和优化。
数值模拟是一种利用计算机模拟物理过程的方法,可以预测挤压成形中可能出现的问题,并提前进行调整。
通过数值模拟,可以优化模具的设计,调整挤压机的参数,以确保最终产品的质量和精度。
在进行数值模拟时,需要考虑多个因素,如材料的性能、模具的形状、挤压机的参数等。
通过建立合适的数学模型,并进行模拟计算,可以得到挤压成形过程中的应力分布、变形情况等重要信息。
通过分析这些数据,可以找出潜在的问题,并提出改进措施,以提高生产效率和产品质量。
总的来说,直齿圆锥齿轮挤压成形工艺与数值模拟在传动元件的生产中起着重要作用。
通过合理设计模具、优化挤压工艺,并结合数值模拟进行分析,可以提高生产效率,降低成本,并且可以获得高质量的产品。
希望本文的介绍能够帮助读者更好地理解直齿圆锥齿轮的加工过程,并为相关行业的工作者提供参考。
齿轮冷挤压过程中的乱齿及多齿缺陷分析
齿轮冷挤压过程中的乱齿及多齿缺陷分析摘要:本文从齿轮冷挤压加工过程入手,通过正确分齿的条件,提出了齿轮冷挤压过程中出现的乱齿或多齿缺陷产生的原因并提出了避免产生缺陷的措施。
关键词:齿轮;冷挤压;乱齿1.问题的提出齿轮的切削加工是常用的工艺方法,工艺比较成熟。
齿轮的冷挤压工艺相对于齿轮切削工工艺有很多优点,这种工艺越来越受到重视,但是这种工艺还不够成熟,加工过程中经常产生乱齿或多齿等缺陷,因此,分析这些缺陷产生的原因及提出解决措施具有十分重要的意义。
2.齿形冷挤压成形工艺过程:为了找到齿轮冷挤压过程中这些缺陷产生的原因,首先要弄清楚齿形冷挤压成形过程。
齿形冷挤压成形过程是金属材料在滚压轮的挤压下产生塑性变形并产生强制流动的工艺过程,分为以下三个阶段:1)分齿阶段滚压轮在接触坯料的瞬间,在摩擦力作用下滚压轮带动坯料旋转,并在齿坯外圆上压出n段印痕,n即为齿数。
2)齿形成形阶段滚压轮逐步径向进给咬入,在与坯料的展成运动过程中,使坯料表层金属强制流动形成渐开线齿形。
3)校正阶段滚压轮不再径向进给,保持滚压轮与工件间中心距不变,对成形阶段形成的齿形进行校正,获得较高精度的齿形。
3.正确分齿的条件:为保证坯料正确分齿,必须满足以下三个条件:(1)均匀分齿条件滚压轮应带动坯料初始外圆做纯滚动滚压过程中,为了保证能均匀分齿,坯料应匀速旋转,而这个可由纯滚动实现。
根据力学关系,计算得到滚压轮与坯料初始外圆做纯滚动的条件如下:自然咬入的情况下:在齿坯滚压过程中,坯料由于受滚压轮的挤压而沿滚压轮齿根方向向滚压轮两齿所形成的空间区域发生塑性流动变形,从而形成轮齿。
坯料初始直径的大小对挤压后的齿数有很大的影响。
因为冷挤压是塑性成形过程,坯料在挤压前后体积不变,且假设坯料轴向不发生流动,因此,可利用坯料变形前后截面积相等原则,如图2所示,即面积A1=A2图2 坯料截面积相等确定初始直径示意图根据以上关系,求得坯料初始直径如下:式中,da为齿顶圆直径,命df为齿根圆直径,Sa为齿顶厚度,Sf为齿根厚度,αf为齿根圆压力角,db为基圆直径,化αk为齿顶圆压力角。
内齿轮冷挤压参数优化设计及模具寿命预测(精)

内齿轮冷挤压参数优化设计及模具寿命预测【摘要】将正交试验设计方法和冷挤压数值模拟方法相结合,评估了冷挤压过程中参数:凹模锥角、摩擦系数和挤压速度对成形力的影响,并确定最优的工艺参数组合。
以汽车减速轴为例,分组建立了冷挤压件和模具的有限元模型,运用正交试验方法进行分组仿真分析,通过对轴向挤压力数据的方差分析,确定最优的工艺参数组合,并根据优化后的参数,对模具的寿命进行预测。
试验方法对实际工艺设计具有指导意义。
【关键词】冷挤压工艺参数,数值模拟,正交试验,寿命预测Optimization For Cold Extrusion Parameters Of Inner GearAnd Die’s Life PredictionAbstract: combining the orthogonal experiment with cold extrusion simulation, the parameters of the cold extrusion process, such as hail-cone-angle of the bottle die, friction coefficient and punch speed, were generally studied and the load on the dies was evaluated. Then the optimization of the parameters were obtained. Taking an automobile shaft as an example, the FEA models were built, and the orthogonal experiment was conducted to make plans for simulation. With the statistical analysis of the variance on Z load, the optimization of parameters were obtained, and the life of mold was predicted, which could provide guidance in the producing design.Key words: cold extrusion processing parameters, numerical simulation, orthogonal experiment,life prediction1 引言汽车起动机减速轴是起动机的重要零部件之一,在汽车起动时起传递转矩和力的作用。
齿轮轴的冷挤压成型工艺毕业设计

齿轮轴的冷挤压成型工艺摘要本文主要对齿轮轴的冷挤压加工进行了分析研究。
将齿轮轴由过去的切削加工工艺改变成冷挤压成形工艺,实现少废料加工,并改善齿轮轴制件质量,是加工方法的进步。
在过去齿轮的生产,主要采用滚、插、铣等传统工艺,但传统工艺加工的齿轮存在生产效率低和产品质量差等缺点。
为了克服这些缺点,近年出现了渐开线齿轮的冷挤压加工工艺。
采用该工艺加工渐开线齿轮,不但使生产效率大大提高,产品尺寸稳定,表面粗糙度低,材料利用率达70%~80%,而且冷挤压使工件表面产生压应力,可以增加产品的疲劳强度。
基于冷挤压加工的优点,我们在生产中引进了这一加工工艺。
为了在制造齿轮轴时减少工艺不合理性所带来的误差及难以加工等现象,本课题主要介绍了齿轮轴的冷挤压加工,通过加工中挤压成型中受力的分析,解决细长轴挤压出现的镦粗变形情况及冷挤压工件的热处理方法。
应此本课题的研究具有重要的现实意义。
关键词:齿轮轴;冷挤压;加工工艺,热处理AbstractMain gear shaft of cold extrusion processing were analyzed. Gear shaft from the previous machining process change into cold extrusion forming process, less waste processing, gear shaft and improve part quality, advances in processing methods.In the past the gear production, mainly by rolling, insert, milling and other traditional techniques, but the traditional processing of gear has low production efficiency and poor product quality. In order to overcome these shortcomings, in recent years, the involute gear cold extrusion process. The processing technology of involute gear, not only improves the production efficiency, product size stability, low surface roughness, material utilization rate up to70%~80%, and cold extrusion of the workpiece to produce compressive stress, can increase the product fatigue strength. Based on the cold extrusion processing advantages, we in the production of the introduction of the process.In order to reduce the process of manufacturing gear shaft is not reasonable and the difficulty of processing error caused by the phenomenon, this paper mainly introduces the gear 0axis cold extrusion processing, through the processing of extrusion force analysis, solve the elongated shaft extrusion of upsetting and extrusion workpiece heat treatment method. Should this topic research has the important practical significance.Keywords: Gear shaft Cold extrusion Processing Heat treatment目录第1章绪论 (1)1.1毕业设计选题的背景及意义 (1)1.2冷挤压在国内外研究概况及发展趋势 (1)1.2.1 冷挤压技术发展趋势 (2)1.3冷挤压工艺对模具的要求 (2)1.4冷挤压的特点 (3)1.4.1冷挤压特点 (3)1.4.2冷挤压的基本类型 (3)1.4.3冷挤压的优点 (4)1.4.4冷挤压缺点 (4)1.5冷挤压模具的构造及特点 (5)第2章齿轮轴成形工艺确定 (8)2.1齿轮轴的结构分析 (8)2.2冷挤压工艺的分析 (9)2.3冷挤压几种工艺组合形式 (9)2.4齿轮轴冷挤的理论基础 (10)2.5冷挤压工艺方案设计 (10)2.6齿轮轴冷挤压变形计算 (11)第3章齿轮轴的加工 (15)3.1基准的概念和分类 (15)3.2毛坯直径的计算及优化 (15)3.3各加工阶段的主要任务 (17)3.4加工顺序的安排 (18)3.5限制局部挤压镦粗办法 (18)3.6拟定加工工艺路线方案 (20)3.7冷挤压关键技术研究 (23)3.7.1 冷挤压前期出来 (23)3.7.2 冷挤压成形中的润滑 (23)第4章总结 (26)答谢词 (27)参考资料 (28)毕业设计(论文)报告纸┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊第1章 绪论1.1 毕业设计选题的背景及意义本课题是“齿轮挤压模具参数优化设计产业化推广”的一部分,过去采用切削加工方法得到,其生产工艺较复杂,成本较高,效率较低,质量也不易保证。
基于Deform_3D的传动齿轮冷挤压成形工艺研究_王广卉

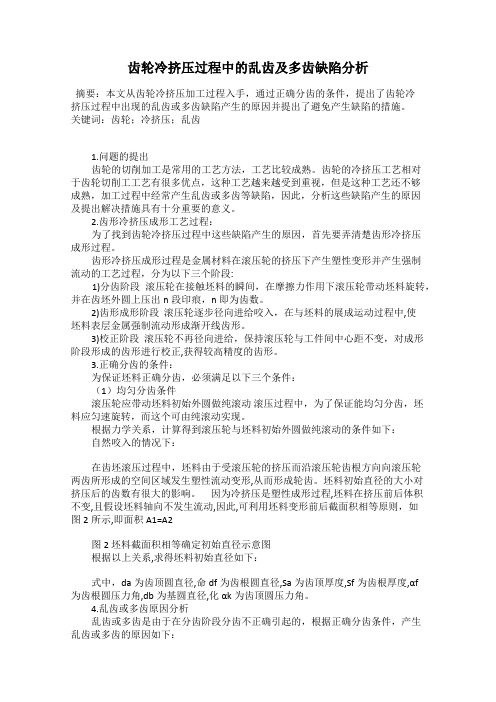
3.1 两种成形方案模拟结果 方案Ⅰ与方案Ⅱ经过冷挤压模拟后最终成形的
形状如图 2(a)、(b)所示。 方案Ⅰ中模拟共进行了 158 步,方案Ⅱ中的模拟共进行了 97 步。 在冷挤压成形 工艺中,零件的最终形状由模具内腔保证,如果零件 与 模 具 内 腔 贴 合 完 全 , 则 可 形 成 尺 寸 准 确 的 制 件 [8]。 经过 Deform 后处理中的 contact 功能显示, 可以看 出,方案Ⅱ成形零件贴靠模具,与方案Ⅰ比较,完全 可以满足零件尺寸要求,获得合格的产品,证明了方 案Ⅱ的可行性。
(a)方 案 Ⅰ
(b)方 案 Ⅱ
图 2 两种成形方案零件的最终挤压形状 Fig.2 The final extrusion shape of the part in two kinds of
forming schemes
在 Deform 后处理中查看模拟数值云图, 方案 Ⅰ和方案Ⅱ的应变场、 应力场和速度场, 分别如图 3、4 所示。 从等效应变图可以看出,在方案Ⅰ中零件 最大等效应变为 7.34,方案Ⅱ中为 5.17;在等效应力 图中, 零件获得的最大等效应力在方案Ⅰ中为 914
析。 模拟结果表明,一次复合挤压成形同样可以得到形状精确的传动齿轮,而且具有更好的金属流动性能,说明传动齿
轮一次冷挤压成形是可行的。
关键词:冷挤压工艺; Deform; 传动齿轮; 数值模拟
中 图 分 类 号 :TG376.3
文 献 标 识 码 :A
文 章 编 号 :1001-3814(2014)23-0154-03
F D
B
G
B
(a)等 效 应 变 分 布
A=0.000
G
E
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
781 90* + 2 : 3 4 5 78701 %#! 2 %#13 4 5 温度 +% 2 +$; 时间 !% 2 !$’</ 皂化配方如下: 硬脂酸钠 $ 2 (3 4 5 温度 :% 2 "%; 时间 !% 2 !$’</ $" 挤压力 挤压力的计算由经验公式求得,即 ! = "# "!(! )# $$ % + & ) ’ 式中 — —挤压力,7; !— — —坯料头部高度,’’; &— — —坯料头部直径,’’; $— — —模芯型腔截面积,’’1 ; ’— — —冷挤压材料的抗拉强度; "! —
? 机械工人! 热加工
" !
1%%$ 年第 ( 期
图 *
!" 毛坯的软化处理 齿轮材料为 +$ 钢,其硬度高、变形抗力大、塑性 较差且有加工硬化存在。为了降低其变形抗力,提高塑 性,增加模具的寿命,毛坯必须进行软化处理。 此处采用的软化处理工艺是球化退火。完全退火虽 然能使坯料的硬度降低到 !$%,- 以下,但是其显微组织 是粗大的片状珠光体。由于塑性不足,仍然可能引起裂 纹,特别是轴身槽位受冲击是很容易产生断裂现象的。 而球化退火后,显微组织是球状珠光体,碳化物颗粒均 匀分布在铁素体基体上,这种组织克服了片状珠光体的 不足。该球化退火工艺曲线如图 + 所示。
用材料为 1) 钢。
图 &
二、冷挤压模具设计
根据零件的齿轮状况以及冷挤压工艺的特点,采用 了闭合正挤压方式,模具如图 * 所示。为了保证零件的 精度和提高模具的寿命,节省贵重材料,降低模具成 本,便于进行热处理,模具中各部分的选材如下:模架 支承部分采用 1) 钢调质处理,硬度 *) $ *%345;导柱与 导套采用 657&) 淬火处理,硬度 )) $ )%345;凸模采用 57&*89: 淬火后三次回火处理,硬度 )% $ 0*345。凹模 为关键部分,为了加强凹模的强度,采用了两层组合凹 模,凹模镶块采用 57&*89: 淬火后三次回火处理,硬度 )% $ 0*345,凹模预应力环采用 1) 钢调质处理,硬度 *% $ 2*345。
— —变形系数; "— — —工件形状系数; #— — —冷挤部分形状系数; #— — — $ —摩擦系数。 经过计算,挤压力约为 +"%>7,因此,生产中选用 的挤压设备为公称压力 (%%>7 的四柱双动油压机。
四、挤压试验
图 +
#" 坯料的润滑 冷挤压的摩擦条件非常苛刻,润滑的好坏决定着挤 压的成败,因而必须对坯料进行润滑。润滑剂有两个作 用:其一是降低材料和模具之间的摩擦系数;其二是防 止材料和模具热胶着。若材料和模具之间产生热胶着, 材料与模具的摩擦就会强烈化,导致模具寿命下降,同 时冷挤压件的表面可能发生挤裂或划伤。坯料的润滑方 法是:先对坯料进行磷酸盐表面处理,再进行皂化处 理。在钢表面化合的磷酸盐层比较软,但由于牢固地附 着在表面上,即使是对剧烈摩擦的接触面来说,也不能 轻易受到破坏。而且这种磷酸盐层是多孔质,在孔中含 有足够的金属皂,因而滑动阻力较低。 磷酸盐表面处理的配方如下: ./0 1% 2 *%3 4 5 ,* 60+ 1% 2 *%3 4 5 ,70* *% 2 +% 3 4 5
8;<,= >97.?@A 压力加工
4 机械工人"
齿 轮 冷 挤 压 加 工 研 究
广东省江门市机床厂有限公司 (!"#$$$) 何大开
一、概述
和其他机械传动相比,齿轮传动的主要优点是:工 作可靠,使用寿命长;瞬间传动比为常数;传动效率 高;结构紧凑;功率和速度适用范围很广等。由于渐开 线齿轮具有这些优点,在机械行业中的应用十分广泛。 渐开线齿轮的生产,过去主要采用滚、插、铣等传统工 艺,但传统工艺加工的齿轮存在生产效率低和产品质量 差等缺点。 为了克服这些缺点,近年出现了渐开线齿轮的冷挤 压加工工艺。采用该工艺加工渐开线齿轮,不但使生产 效率大大提高,产品尺寸稳定,表面粗糙度低,材料利 用率达 !"# $ %"# ,而且冷挤压使工件表面产生压应 力,可以增加产品的疲劳强度。基于冷挤压加工的优 点,我们在生产中引进了这一加工工艺。 图 & 是一款全自动洗衣机离合器的传动轴,其参数 如下:模数为 "’(,齿数为 &),压力角为 *"+,齿顶圆 ! , - &)’*&.., 齿 根 圆 ! / - &&’%.., 表 面 粗 糙 度 值 ,所 " , - &’0..,公法线长度为 1’&0..(跨齿数为 *) !!!!!!!!!!!!!!!!!!!!! 产 生 折 叠 的 锻 件,在 折 叠处 外 观 无 明 显 痕 迹,但 仔 细观 察 切 掉 的 飞 边,在 对 应 锻 件 折 叠 处,有 一 小 裂 缝, 并且 此 处 飞 边 很 窄,有 时 不 到 2..。
图 *
三、工艺分析
#" 毛坯尺寸的确定 根据闭合正挤压的特点,以及挤压前后体积不变的
4 机械工人" 热加工 *"") 年第 % 期
" !
? 机械工人! 压力加工 @AB8C DEF’</3
原理,结合成品零件的精确尺寸,毛坯的挤齿部直径为 % ) %#! !!"#$ & %#%$ ’’,高度为 !$#( % ’’,如图 * 所示。
图 0
!" 预防措施及取得的效果 在空气锤上制坯时,通过增加坯料的长度,使坯料 一开始就接近跨过模具型腔,这样就可以使折叠随飞边 完全带走,不至于留在锻件上;另外,当切飞边操作工 发现飞边两端太窄或出现裂缝时,能及时把有缺陷的锻 件剔出。 生产实践证明,通过采取以上措施,可以完全避免 *).品损失。 (*"")"22&)
按上述方法确定毛坯尺寸后,对原材料进行球化退 火软化处理,硬度为 !*$ 2 !+$,-,加工 !% 件毛坯,并 对其进行磷酸盐表面处理及皂化处理。装模试挤,!% 件 样品的齿部均符合技术要求。挤齿加工样品见图 $。
图 $
将该项技术投入生产后,产量由原来(滚齿加工) 的 *$% 件 4 天提高到现在的 1(%% 件 4 天,极大地提高了生 产效率。 (1%%$%+1()