内齿轮冷挤压参数优化设计及模具磨损分析
轴承钢内齿圈冷挤压模设计

轴承钢内齿圈冷挤压模设计杭州电子工业学院(浙江杭州310037)李沛同[摘要]轴承钢变形抗力大,用筒形坯料挤压内齿圈可减小变形程度、挤压成形力、模具弹性变形量、金属流动量及模具的磨损量,提高挤压成形的精度。
关键词冷挤压内齿圈轴承钢精度2级以内,使模具能达到要求的使用寿命。
(3)组合凹模外圈硬度应进行严格检查,硬度控制在38~42HRC ,如超过44HRC 则不能使用,否则会引起预应力凹模外圈开裂。
(4)组合凹模内圈底部平面应高出中、外圈底平面1~2mm (见图7),如做成等高平面,会造成使用过程中中、外圈相对内圈上移,影响模具使用功能。
(5)各层组合圈之间的配合面接触应大于75%以上,以保证模具良好的工作状态。
参考文献1湖南省锻压学会编.冲压工艺.长沙:湖南省科技出版社,1983.超越离合器上的单向轴承内齿圈的齿面是对数螺旋面,如图1所示,齿轮冷挤压后不再进行机加工,所以对挤压件的形状和尺寸精度要求较高。
采用冷挤压工艺加工对数螺旋内齿面是一种效率较高的加工方法,为了提高内圈寿命,齿圈材料采用GCr15。
由于GCr15含碳量高、变形抗力大,在冷挤压成形时挤压力很大,模具的磨损和弹性变形较大,因此不利于形状和尺寸精度控制。
通过分析内齿圈的挤压工艺,提出了通过减小挤压力及金属流动和提高模具刚度来减小模具的磨损和弹性变形量,以达到提高挤压精度的目的。
图1单向轴承内齿圈——————————————————————收稿日期:1999年1月29日1模具结构及凸、凹模设计模具设计时主要考虑减小变形程度和变形抗力,使模具的弹性变形量变小,减缓金属流动,成形时产生的热量少,则模具的磨损小。
为此把坯料预先加工成筒形,模具结构如图2所示,这种反挤压成形的特点是凸模底部没有金属变形和流动,所以变形力小,金属流动不激烈,有利于提高挤压精度。
图2模具结构1.压套2.镶套3.凸模4.坯料1.1凸模设计凸模成形部分是挤压成形的关键,承受着全部变形力,摩擦力大,为此把凸模成形部分设计成镶拼式,材料选用W18Cr4V ,结构见图3。
齿轮冷挤压加工研究

用材料为 1) 钢。
图 &
二、冷挤压模具设计
根据零件的齿轮状况以及冷挤压工艺的特点,采用 了闭合正挤压方式,模具如图 * 所示。为了保证零件的 精度和提高模具的寿命,节省贵重材料,降低模具成 本,便于进行热处理,模具中各部分的选材如下:模架 支承部分采用 1) 钢调质处理,硬度 *) $ *%345;导柱与 导套采用 657&) 淬火处理,硬度 )) $ )%345;凸模采用 57&*89: 淬火后三次回火处理,硬度 )% $ 0*345。凹模 为关键部分,为了加强凹模的强度,采用了两层组合凹 模,凹模镶块采用 57&*89: 淬火后三次回火处理,硬度 )% $ 0*345,凹模预应力环采用 1) 钢调质处理,硬度 *% $ 2*345。
图 0
!" 预防措施及取得的效果 在空气锤上制坯时,通过增加坯料的长度,使坯料 一开始就接近跨过模具型腔,这样就可以使折叠随飞边 完全带走,不至于留在锻件上;另外,当切飞边操作工 发现飞边两端太窄或出现裂缝时,能及时把有缺陷的锻 件剔出。 生产实践证明,通过采取以上措施,可以完全避免 *).. 美式强力环锻造时产生的折叠,使产品拉力保持 稳定,从而减少了废品损失。 (*"")"22&)
8;<,= >97.?@A 压力加工
4 机械工人"
齿 轮 冷 挤 压 加 工 研 究
广东省江门市机床厂有限公司 (!"#$$$) 何大开
一、概述
和其他机械传动相比,齿轮传动的主要优点是:工 作可靠,使用寿命长;瞬间传动比为常数;传动效率 高;结构紧凑;功率和速度适用范围很广等。由于渐开 线齿轮具有这些优点,在机械行业中的应用十分广泛。 渐开线齿轮的生产,过去主要采用滚、插、铣等传统工 艺,但传统工艺加工的齿轮存在生产效率低和产品质量 差等缺点。 为了克服这些缺点,近年出现了渐开线齿轮的冷挤 压加工工艺。采用该工艺加工渐开线齿轮,不但使生产 效率大大提高,产品尺寸稳定,表面粗糙度低,材料利 用率达 !"# $ %"# ,而且冷挤压使工件表面产生压应 力,可以增加产品的疲劳强度。基于冷挤压加工的优 点,我们在生产中引进了这一加工工艺。 图 & 是一款全自动洗衣机离合器的传动轴,其参数 如下:模数为 "’(,齿数为 &),压力角为 *"+,齿顶圆 ! , - &)’*&.., 齿 根 圆 ! / - &&’%.., 表 面 粗 糙 度 值 ,所 " , - &’0..,公法线长度为 1’&0..(跨齿数为 *) !!!!!!!!!!!!!!!!!!!!! 产 生 折 叠 的 锻 件,在 折 叠处 外 观 无 明 显 痕 迹,但 仔 细观 察 切 掉 的 飞 边,在 对 应 锻 件 折 叠 处,有 一 小 裂 缝, 并且 此 处 飞 边 很 窄,有 时 不 到 2..。
齿轮冷挤压过程中的乱齿及多齿缺陷分析
齿轮冷挤压过程中的乱齿及多齿缺陷分析摘要:本文从齿轮冷挤压加工过程入手,通过正确分齿的条件,提出了齿轮冷挤压过程中出现的乱齿或多齿缺陷产生的原因并提出了避免产生缺陷的措施。
关键词:齿轮;冷挤压;乱齿1.问题的提出齿轮的切削加工是常用的工艺方法,工艺比较成熟。
齿轮的冷挤压工艺相对于齿轮切削工工艺有很多优点,这种工艺越来越受到重视,但是这种工艺还不够成熟,加工过程中经常产生乱齿或多齿等缺陷,因此,分析这些缺陷产生的原因及提出解决措施具有十分重要的意义。
2.齿形冷挤压成形工艺过程:为了找到齿轮冷挤压过程中这些缺陷产生的原因,首先要弄清楚齿形冷挤压成形过程。
齿形冷挤压成形过程是金属材料在滚压轮的挤压下产生塑性变形并产生强制流动的工艺过程,分为以下三个阶段:1)分齿阶段滚压轮在接触坯料的瞬间,在摩擦力作用下滚压轮带动坯料旋转,并在齿坯外圆上压出n段印痕,n即为齿数。
2)齿形成形阶段滚压轮逐步径向进给咬入,在与坯料的展成运动过程中,使坯料表层金属强制流动形成渐开线齿形。
3)校正阶段滚压轮不再径向进给,保持滚压轮与工件间中心距不变,对成形阶段形成的齿形进行校正,获得较高精度的齿形。
3.正确分齿的条件:为保证坯料正确分齿,必须满足以下三个条件:(1)均匀分齿条件滚压轮应带动坯料初始外圆做纯滚动滚压过程中,为了保证能均匀分齿,坯料应匀速旋转,而这个可由纯滚动实现。
根据力学关系,计算得到滚压轮与坯料初始外圆做纯滚动的条件如下:自然咬入的情况下:在齿坯滚压过程中,坯料由于受滚压轮的挤压而沿滚压轮齿根方向向滚压轮两齿所形成的空间区域发生塑性流动变形,从而形成轮齿。
坯料初始直径的大小对挤压后的齿数有很大的影响。
因为冷挤压是塑性成形过程,坯料在挤压前后体积不变,且假设坯料轴向不发生流动,因此,可利用坯料变形前后截面积相等原则,如图2所示,即面积A1=A2图2 坯料截面积相等确定初始直径示意图根据以上关系,求得坯料初始直径如下:式中,da为齿顶圆直径,命df为齿根圆直径,Sa为齿顶厚度,Sf为齿根厚度,αf为齿根圆压力角,db为基圆直径,化αk为齿顶圆压力角。
内齿轮冷挤压参数优化设计及模具寿命预测(精)

内齿轮冷挤压参数优化设计及模具寿命预测【摘要】将正交试验设计方法和冷挤压数值模拟方法相结合,评估了冷挤压过程中参数:凹模锥角、摩擦系数和挤压速度对成形力的影响,并确定最优的工艺参数组合。
以汽车减速轴为例,分组建立了冷挤压件和模具的有限元模型,运用正交试验方法进行分组仿真分析,通过对轴向挤压力数据的方差分析,确定最优的工艺参数组合,并根据优化后的参数,对模具的寿命进行预测。
试验方法对实际工艺设计具有指导意义。
【关键词】冷挤压工艺参数,数值模拟,正交试验,寿命预测Optimization For Cold Extrusion Parameters Of Inner GearAnd Die’s Life PredictionAbstract: combining the orthogonal experiment with cold extrusion simulation, the parameters of the cold extrusion process, such as hail-cone-angle of the bottle die, friction coefficient and punch speed, were generally studied and the load on the dies was evaluated. Then the optimization of the parameters were obtained. Taking an automobile shaft as an example, the FEA models were built, and the orthogonal experiment was conducted to make plans for simulation. With the statistical analysis of the variance on Z load, the optimization of parameters were obtained, and the life of mold was predicted, which could provide guidance in the producing design.Key words: cold extrusion processing parameters, numerical simulation, orthogonal experiment,life prediction1 引言汽车起动机减速轴是起动机的重要零部件之一,在汽车起动时起传递转矩和力的作用。
齿轮轴的冷挤压成型工艺毕业设计

齿轮轴的冷挤压成型工艺摘要本文主要对齿轮轴的冷挤压加工进行了分析研究。
将齿轮轴由过去的切削加工工艺改变成冷挤压成形工艺,实现少废料加工,并改善齿轮轴制件质量,是加工方法的进步。
在过去齿轮的生产,主要采用滚、插、铣等传统工艺,但传统工艺加工的齿轮存在生产效率低和产品质量差等缺点。
为了克服这些缺点,近年出现了渐开线齿轮的冷挤压加工工艺。
采用该工艺加工渐开线齿轮,不但使生产效率大大提高,产品尺寸稳定,表面粗糙度低,材料利用率达70%~80%,而且冷挤压使工件表面产生压应力,可以增加产品的疲劳强度。
基于冷挤压加工的优点,我们在生产中引进了这一加工工艺。
为了在制造齿轮轴时减少工艺不合理性所带来的误差及难以加工等现象,本课题主要介绍了齿轮轴的冷挤压加工,通过加工中挤压成型中受力的分析,解决细长轴挤压出现的镦粗变形情况及冷挤压工件的热处理方法。
应此本课题的研究具有重要的现实意义。
关键词:齿轮轴;冷挤压;加工工艺,热处理AbstractMain gear shaft of cold extrusion processing were analyzed. Gear shaft from the previous machining process change into cold extrusion forming process, less waste processing, gear shaft and improve part quality, advances in processing methods.In the past the gear production, mainly by rolling, insert, milling and other traditional techniques, but the traditional processing of gear has low production efficiency and poor product quality. In order to overcome these shortcomings, in recent years, the involute gear cold extrusion process. The processing technology of involute gear, not only improves the production efficiency, product size stability, low surface roughness, material utilization rate up to70%~80%, and cold extrusion of the workpiece to produce compressive stress, can increase the product fatigue strength. Based on the cold extrusion processing advantages, we in the production of the introduction of the process.In order to reduce the process of manufacturing gear shaft is not reasonable and the difficulty of processing error caused by the phenomenon, this paper mainly introduces the gear 0axis cold extrusion processing, through the processing of extrusion force analysis, solve the elongated shaft extrusion of upsetting and extrusion workpiece heat treatment method. Should this topic research has the important practical significance.Keywords: Gear shaft Cold extrusion Processing Heat treatment目录第1章绪论 (1)1.1毕业设计选题的背景及意义 (1)1.2冷挤压在国内外研究概况及发展趋势 (1)1.2.1 冷挤压技术发展趋势 (2)1.3冷挤压工艺对模具的要求 (2)1.4冷挤压的特点 (3)1.4.1冷挤压特点 (3)1.4.2冷挤压的基本类型 (3)1.4.3冷挤压的优点 (4)1.4.4冷挤压缺点 (4)1.5冷挤压模具的构造及特点 (5)第2章齿轮轴成形工艺确定 (8)2.1齿轮轴的结构分析 (8)2.2冷挤压工艺的分析 (9)2.3冷挤压几种工艺组合形式 (9)2.4齿轮轴冷挤的理论基础 (10)2.5冷挤压工艺方案设计 (10)2.6齿轮轴冷挤压变形计算 (11)第3章齿轮轴的加工 (15)3.1基准的概念和分类 (15)3.2毛坯直径的计算及优化 (15)3.3各加工阶段的主要任务 (17)3.4加工顺序的安排 (18)3.5限制局部挤压镦粗办法 (18)3.6拟定加工工艺路线方案 (20)3.7冷挤压关键技术研究 (23)3.7.1 冷挤压前期出来 (23)3.7.2 冷挤压成形中的润滑 (23)第4章总结 (26)答谢词 (27)参考资料 (28)毕业设计(论文)报告纸┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊第1章 绪论1.1 毕业设计选题的背景及意义本课题是“齿轮挤压模具参数优化设计产业化推广”的一部分,过去采用切削加工方法得到,其生产工艺较复杂,成本较高,效率较低,质量也不易保证。
基于Deform-3D的冷挤压旋转模设计与磨损分析
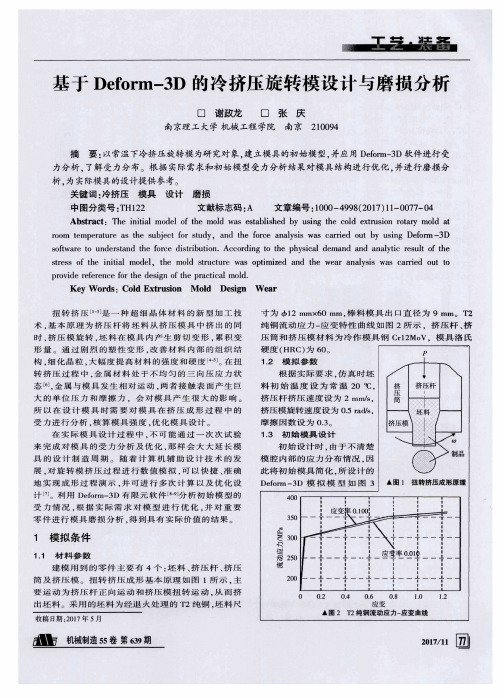
根 据 优 化 结 果 ,设 计 一 套 简 单 的 旋 转 模 冷 挤 压 试 验 模具 , 用 于对 旋转 模 冷挤压 的 研究 , 如图 1 0所 示 。
压 筒上 部对 于 挤 压 杆 和坯 料 来说 主要 起 到 导 向作 用 ,
其 简 壁 厚 度 可 以 减 小 很 多 ,而 其 下 部 由 于 在 挤 压 时 与 坯 料 相接 触 . 受到坯 料 的挤压 和摩 擦 , 需 要 一 定 的 壁 厚 满 足 强 度 条 件 ,通 过 受 力分 布 . 可 对 壁 厚 进 行 适 当 调 整 。 对 于挤 压 模 ,也 可 以通 过 模 具 的 受 力 分 布 进 行 优
,
转 挤
构 , 细 化 晶粒
大 的单 位 压 力 和摩 擦 力
篓 二 : 扭 竺 竺 ? 状
: : . 邑
赳 程 甲 的
.
妻 譬 ! 变 m 特 , 棒 性 料 模 磊 具 出 口 直 票 径 为 挤压杆 、 挤 材 料 为 冷 : 点 模 具 洛 氏 硬度( H R c ) 为6 0 …一 : : 兰 竺 ! :
3 模具磨 损分析
3 . 1 磨 损 模 型 磨损失效[ ] 是 模 具 主 要 的 失效 形 式 , 金 属 蝮 性 成 形 加工 巾最 常 用 的 磨损 模 型 是 A r c h a r d模 型 … , 表 达
式为 :
化 。 挤 压 模 需 要 旋 转 , 其 下 半 部 做 成 方 形 台 与 花 键 连 接 . 上半 部 则 与挤 压 筒进 行 配合 , 需 要 加 入 配 合结 构 。
布 的地 方所 留 的壁厚 较大 .其它应 力 较小 的 地 方 厚 度 进 行 了适
量 减 小 .最 大 等 效 应 力为 9 8 5 MP a .比优 化 前 的 最 大 等 效 应 力
冷冲压模具改进设计实例分析

冷冲压模具改进设计实例分析冷冲压模具是一种用于制造金属零件的工具,它通过在金属表面施加压力使其变形,同时具备一定的冷却功能。
冷冲压模具的设计直接影响到产品的质量和生产效率。
本文将以一款汽车零部件模具为例,对其进行改进设计分析。
首先,我们需要对原有的冷冲压模具进行分析,并识别出存在的问题和改进的空间。
该模具用于制造汽车车门锁芯零件,主要问题如下:1.模具使用寿命较短:由于该模具在长时间使用后容易出现磨损,并且需要定期更换,这导致了生产效率的下降和成本的增加。
2.产品变形和尺寸不准确:由于金属材料的收缩和热变形,以及模具本身的精度问题,导致制成的零件存在一定的变形和尺寸不准确性,影响了产品的质量。
3.制造周期长:该模具需要多道工序进行制造,且每道工序之间的处理时间较长,导致整个制造周期过长,无法满足快速交付的需求。
基于以上问题,我们可以提出以下改进设计方案:1.优化材料选择:选择更耐磨、抗拉力更强的材料制作模具。
优化后的模具材料能够增加使用寿命,减少更换次数,提高生产效率和降低成本。
2.设计增加辅助冷却系统:在模具设计中增加冷却孔和冷却水道,通过冷却水的流动来降低模具温度,以减缓模具和金属材料的热变形,从而改善零件的尺寸准确性。
3.采用多道工序一体化加工:通过模具设计的一体化,将原本需要多次装配和加工的工序合并在一个模具中完成。
这样可以减少制造时间和人力资源的浪费,缩短制造周期,提高生产效率。
4.优化模具结构和形状:通过对模具结构和形状的优化,减少零件变形的可能性。
例如,采用适当的辅助结构和强度加固设计,以及减小模具开缝的尺寸,从而提高模具的准确度和稳定性。
5.引入模具设计软件和先进制造工艺:利用模具设计软件进行模拟和仿真,对模具进行优化设计。
同时,引入先进的制造工艺,如数控加工和电脉冲成型等,以确保模具的精度和稳定性。
经过以上的改进设计方案,我们预计可以得到以下改进结果:1.提高模具使用寿命:通过优化材料选择和增加冷却系统,降低模具磨损和温度变形的可能性,从而提高模具的使用寿命。
内齿轮冷挤压工艺参数分析及模具寿命预测
内齿轮冷挤压工艺参数分析及模具寿命预测张瑞妍;刘德仿;王平;葛如海【摘要】采用刚粘塑性有限元法对盲孔内齿轮冷挤压成形工艺参数进行了分析,并预测了模具寿命.运用金属塑性成形软件DEFORM-3D,以275减速轴为研究对象,成形载荷为评价指标,就影响成形工艺的模具设计参数、齿轮特征和工艺条件进行分组建模分析.结果表明:凹模芈锥角、模数、齿数对成形载荷影响较大;工艺条件中摩擦系数对载荷的影响最大;而挤压速度对载荷的影响则不显著.最后基于Archard 模型预测了模具寿命.分析结果对实际生产具有重要的指导意义.【期刊名称】《机械设计与制造》【年(卷),期】2010(000)006【总页数】3页(P241-243)【关键词】内齿轮;工艺参数;数值模拟;磨损【作者】张瑞妍;刘德仿;王平;葛如海【作者单位】盐城工学院优集学院,盐城,224003;江苏大学汽车与交通工程学院,镇江,212013;盐城工学院优集学院,盐城,224003;盐城工学院优集学院,盐城,224003;江苏大学汽车与交通工程学院,镇江,212013【正文语种】中文【中图分类】TH16;TG3761 引言盲孔内齿轮冷挤压工艺是一种先进的齿轮精密成形工艺。
齿轮在冷挤压过程中变形复杂,包含物理、几何和边界条件三个非线性因素。
一些传统的理论方法,如主应力法、上限法、能量法等,都有各种局限性,不能全面地分析其变形规律。
随着计算机软硬件技术的发展,有限元法理论和微观机理不断得到完善,有限单元法已可以较为真实地模拟金属的变形过程,为合理选择工艺方案提供有力的参考依据[1][2]。
本文运用商业化金属塑性成形软件Deform-3D,以汽车启动机的减速轴为研究对象,分析其模具设计参数、零件特征参数、摩擦条件和工艺条件对内齿轮冷挤压成形工艺的影响规律;并基于Archard 模型预测了模具的寿命,为进一步深入研究齿轮冷挤压工艺及提高模具寿命提供了依据。
2 内齿轮冷挤压数值模拟2.1 刚粘塑性有限元理论刚粘塑性有限元法是利用Markov 变分原理对变形体进行数值模拟求解:完全广义变分原理是对能量泛函进行求极值,以求得问题的真实解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技 术纵横
轻 型汽车技 术
2 1 ( ) 20 0 1 4 总 6
内齿轮冷挤压参数优化设计及模具磨损分析
葛如海 张瑞妍
( 苏大学汽 车 与交 通工程 学院 ) 江
摘
要
将 正交试验 设计 方法和 冷挤压数 值模拟 方 法相结合 ,评估 了冷挤 压过程 中参 数 : 凹
模锥 角、 擦 系数 和挤 压速度 对成形 力 的影 响 , 摩 并确定 最优 的 工 艺参数 组合 。 以汽车减速 轴 为例 , 分组 建 立 了冷挤 压件 和模 具 的有 限元模 型 , 用正 交试验 方 法进 行分 组仿 真 分 运 析 , 过 对轴 向挤 压 力数 据 的 方差 分析 , 定 最优 的 工 艺参数 组合 , 通 确 并根 据优 化 后 的参
5 】
。
综合 以上 的考虑 , 确定 减速轴 的材料 为 2C 。 0 r 2C 是合金 结构 钢 , 0r 其主要 的 化学 成分 和机 械
性 能如表 1表 2所示 。 、
图 1 2 5减 速轴 7 表 1 2 C 化 学 成 分表 0r
由图 1 以看 出 , 可 减速 轴一 端属 于轴杆类 零件 ,
作 用 的试验 。两个 因素 的交 互作 用 当作一个 新 的因 素, 占用 一列 , 为交互 作 用列 ; 水 平交 互作 用 列 为 二
一
2C 80 0r 8
水 水 8 0 或 2H O 0 D 、 油 空 气
1 5
45 .
22 冷 挤压工 艺 .
2 5减速 轴冷 挤压 加工 工艺 的设 计 关键 在 于 内 7
为 了更 清 楚地 表达 正 交试 验 的设 计 方法 , 一般
mm)
将 它列 成 正交 表 。在制 订 试验 计 Y u 首 先 必须 根 J, ,/, 据 实 际情 况 , 确定 因子 、 因子 的 水 平 和需 要 考 察 的 交互 作 用 , 后 选 取 一 张 适 当 的正 交 表 , 排 交 互 然 安
数, 对模具 的磨损进 行 分析 。试验方 法对 实际工 艺设 计具 有指 导意 义。 关键词 : 冷挤压 工艺参 数 数 值模 拟 正 交试验 磨损 分析
1 引 言
汽 车 起 动 机 减速 轴是 起 动 机 的重 要 零 部 件 之
- _
的更 新 ,冷 挤压 加工 工 艺 的优越 性越 来越 受 重视 , 并 逐渐 扩大 应用 范 围 。因此 , 用冷挤 压 技术 加 工 采 内齿 轮成为 先进制 造工艺 。而随着 计算机 的升级 和 相关 软件 的发展 , 应用 有 限单 元法 对金 属 挤压 工艺
齿轮 的成 形 。齿轮 为变位 渐开线 式 , 齿数 较多 , 且 对
列 。这是 因为 两个二 水平 因子 的交互 作用 自由度 (自由度等 于该列 水平 数减 1 。 水平 交互作 用列 )三
精 度要求 高 。确定采 用反挤 压加 工工艺 i 3 ] 。
反挤 压加 工工艺 , 就是挤 压 时 , 金属 的流动方 向
8 5
5 5
1 4 0 0
6
~ 1 8 2- 0 3 0 4 0 2- o 0 6 0
1 . 32 1 - 42
厂
淬 火 温 (C) 冷 回 火 变 o 热 处 理 用 退火或 回火 却 温 度 冷 却 毛 坯 尺 寸 后 硬度压痕 第 1 次 第 2次 剂 (℃ ) 剂 ( 直 径 ( ≥
齿轮传动。 本文基于 25 7 减速轴进行研究 , 其结构如
图 1 示。 所
仿 真优 化 ,并 根 据优 化 结 果 预 测 了模 具 的 使用 寿
命。
2 2 5减 速 轴 7
2 1 材 料选择 .
2 5减速 轴选 材时 整体要 求具 有优 良的力学性 7
能 , 高 的强 度 和 韧 性 ; 受 较 大 的交 变 载 荷 时要 及 承 求有 高 的抗 疲劳强 度 ; 部要求 高硬 度 、 耐磨性 1 局 高 3 ・
05 08 . - .
O7 1O . ~ .
O
轻 型汽车技 术
2 1 ( 总 20 0 1 4) 6
表 2 2 C 机械・ 0r l 生能
试 验 线 膨胀
技 术 纵横
1 3
性、 典型性 的点 , 应用 正交 表合 理安排 试验 。正 交试 验 的设 计方 法具 有 下列 两 个性 质 :水 平均 匀 性 , 即 选 择 的试 验 对 每 个 因子 和 因 子 的 每个 水 平 都 是 均
\\成分
C S i Mn Cr
另一端 是齿轮 类零件 , 结构 比较 复杂 。 采用传 统 的加 工方式 , 生产 内齿 轮 工序 复 杂 , 操 作 困难 , 不 到 且 达 无 越程槽 的要求 。随着金 属挤压 技术 的发展 和设 备
名称 \
2 C 0 r
O.7 0.4 1 - 2 02 04 .- .
匀分 配 的 , 它 们 能 够 全 面 地 反 映试 验 ; 配 均 匀 则 搭
盯h 盯 8 中 k (g・ HB k 温 度 系 数 (gm) k/ 2 %1 %) m c k/  ̄ gm) ( f f /m% ( ) (O ℃ 1
℃ )
—
2 l o O o
l3 2 ̄ 0 3 02 0
1 - l3
1 6 1
.
性 , 所 有 的试 验 中 , 在 每个 因子 的水 平 出现 的 次 数 相 同, 而且 任 何 两个 因子 的搭 配 也都 以相 同 的次数
出现 。 因此 , 从各 因子 搭 配上 也 能全 面 反 映所 有试
验。
2 Cr O
,
在 汽车起 动时起 传递 转矩 和力 的作 用 。因此 , 对
其结构 要求严 格 。 其一端 为盲 孔 内无 越程槽 内齿轮 ,
另一端 是具有 螺旋 花键 的减速杆 ,主要 应用 于行 星
进行 数值模 拟 成为 可能 ,并 获得 可靠 的理 论结果 【 1 1
。
本文针 对 2 5减速轴 进行 冷挤压 工艺参数 的数值 7