高炉喷煤控制系统中喷吹率算法的实现
冶金行业、板带坯连铸连轧缩略词
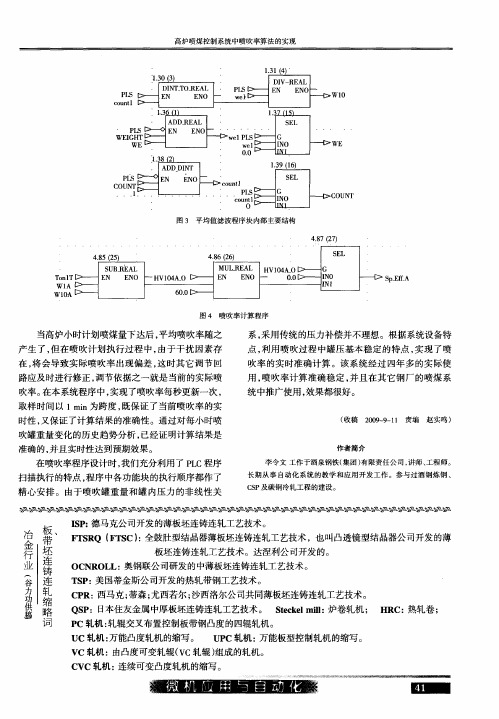
系, 采用传统 的压力补偿并不 理想 。根据系统设备 特
点, 利用 喷吹过程 中罐压基本 稳定 的特点 , 实现 了喷
吹率 的实 时准确计算 。该 系统经过 四年 多的实 际使
用 , 吹率计算 准确稳定 , 且在其 它钢 厂的喷煤 系 喷 并
统 中推广使用 , 效果都很好 。
P C轧机 : 轧辊交 叉布置控制板带钢 凸度 的四辊轧机 。 UC轧机 : 万能凸度轧机的缩写。 U C轧机 : P 万能板 型控制轧机 的缩写 。 V C轧机 :由凸度可变轧辊( c轧辊 ) v 组成 的轧机 。 C VC轧机 : 连续可变凸度轧机的缩写。
瘟
词
lM ULR EAL EN ENO
一
8 2) 5(5
O 口—
S EL
TnT ol
Wl A Wl A O
_ ~VA _S JU E N H4 1 0
_
HV1 4 0A
_
00口—~ .
O~G 口 —
N0 I
I N1
S EfA p f _Leabharlann 6. —J 0 — _ o
( 收稿 20 — — 1 责编 09 9 1 赵实呜 )
作者简介 李令文 工作于酒泉钢铁( 集团 ) 有限责任公 司, 讲师 、 工程师 。
在喷吹率程序设计 时 , 我们充分利用 了 P C程序 L 扫描执行 的特点 , 程序 中各功能块 的执行顺序都作 了 精心 安排 。由于喷吹罐重量 和罐 内压力 的非线 性关
长期从 事 自动 化系统 的教 学和应用 开发工作 。参与过酒 钢炼钢 、
C P及碳钢冷轧工程的建设 。 S
。
高炉喷煤量算法模型的优化改进

算法中取样信号被放大到 3 600 倍产生的误差, 直 接反映了喷吹罐实际喷吹煤量, 小时喷煤量数据更 加准确可靠, 提高了喷吹的精准性。
夏江波
高炉喷煤量算法模型的优化改进
2016 年第 5 期
料罐重量/t
M2 M0
在算法模型中, 建立一组 60 位的寄存器 W, 采集二 次滤波值, 即从倒罐后 5 min 开始每 5 s 采集一次经 过二次滤波后的罐重值, 并在每 5 s 的触发时间将罐 重值放入寄存器 W [60] 中。在第 1 个 5 s 的时刻将
收稿日期: 2016-01-08 作者简介: 夏江波, 男, 1982 年生, 2006 年毕业于安徽工业大学自动 化专业。现为山钢股份济南分公司检修工程公司高炉部工程师, 从事高炉炼铁自动化方面工作。
10
������������������������������������������������������������
前 言
高炉喷煤是高炉生产的重要组成部分, 在高炉
完成喷吹。首先 A 罐先泄压, 依次打开下钟阀、 下料 阀, 煤粉进入 A 罐中, A 罐罐重到达上限, 依次关闭 下料阀和下钟阀, A 罐进入待喷吹状态。当 B 罐罐 重下降到达 C 罐流化极限时, C 罐开流化阀; 当B罐 罐重下限到达时, C 罐进入预倒罐状态, C 罐依次开 充压阀和补气阀, 向罐内充压, 到达罐内压力上限 停止充压; 当 B 罐罐重下下限到达时, C 罐进入倒罐 状态, 此时 C 罐依次开启送煤阀、 补气阀和下煤阀, C 罐进入喷吹状态。同时 B 罐依次关闭下煤阀、 补气 阀和送煤阀, 停止喷吹, 接着 B 罐开始泄压, 执行流 程与 A 罐泄压相同。这样, ABC 3 个喷吹罐依次交 替作业, 喷吹工艺连续、 稳定进行。
高炉煤粉喷吹系统工艺简介.

高炉煤粉喷吹系统工艺简介摘要:高炉煤粉喷吹是优化炼铁系统结构的重要环节,是国内外高炉炼铁技术发展的大趋势,。
本文结合实际工程介绍了高炉煤粉喷吹系统的工艺及其取得的重大意义。
关键词:高炉原煤储运;煤粉制备;煤粉喷吹一、高炉煤粉喷吹概述近年来随着钢铁行业的高速发展,矿石资源和焦炭资源日趋紧张,节能降耗已经成为钢铁行业刻不容缓的重大课题,而炼铁系统又占钢铁行业能耗的70%左右,是名副其实的耗能大户,而高炉煤粉喷吹系统在高炉生产过程中已成为节焦和改进冶炼工艺最有效的措施之一。
喷煤工艺种类繁多,按喷吹方式可分为直接喷吹和间接喷吹,按喷罐布置可分为并罐布置和串罐布置,按喷吹管路可分为多管路喷吹和单管路加分配器喷吹,按制粉系统烟气循环方式可分为引热风炉废气和烟气自循环方式。
完整的高炉喷煤工艺流程应包括原煤储运系统、制粉系统、煤粉输送系统、喷吹系统、供气系统和煤粉计量系统,最新设计的高炉喷煤系统还包括整个喷煤系统的计算机控制中心。
二、工艺介绍高炉喷煤就是把原煤(无烟煤、烟煤)经过烘干、磨细,用压缩空气输送,通过喷煤枪从高炉风口直接喷入炉缸的生产工艺。
高炉喷煤系统的工艺流程主要由原煤贮运、煤粉制备、煤粉喷吹、热烟气和供气等几个部分组成。
如下图所示。
1. 原煤储运系统:为保证高炉喷煤作业的连续性和有效性,在喷煤工艺系统中,首先要考虑的是建立合适的原煤储运系统,该系统应包括综合煤场、煤棚、储运方式。
为控制原煤粒度和除去原煤中的杂物,在原煤储运过程中还必须设置筛分破碎装置和除铁器。
筛分破碎即可以控制磨煤机入口的原煤粒度,除铁器则主要用于清除煤中的磁性金属杂物2. 煤粉制备系统: 煤粉制备是指通过磨煤机将原煤加工成粒度和含水量均符合高炉喷吹需要的煤粉。
制粉系统主要由给料、干燥与研磨、收粉与除尘几部分组成。
3. 喷吹系统:喷吹系统由不同形式的喷吹罐组和相应的钟阀、流化装置等组成。
煤粉喷吹通常是在喷吹罐组内充以压缩空气,在自混合器引入二次压缩空气将煤粉经管道和喷枪喷入高炉风口。
高炉喷煤量精确控制

高炉喷煤量精确控制1、前言随着钢铁工业的发展,焦炭需求量也随之增加。
我国煤炭资源虽然丰富,但炼焦煤资源有限,仅占煤炭资源的27%左右;而其中强粘结性焦煤仅占炼焦煤的19%,粘结性肥煤仅占13%左右,而且炼焦煤资源分布也极不均匀,因此,高炉炼铁节焦和喷煤就是钢铁工业持续发展的重要课题之一。
高煤比冶炼技术既是世界性的热点技术同时也是高难度的系列集成技术。
尽管世界上部分高炉的喷煤比曾经达到过200Kg/吨铁以上,但是,由于高炉原燃料条件的不一、风温、富氧等条件等的差异、资源条件的不同,以及许多技术壁垒,致使高炉喷煤仍然没有达到理想水平。
2.问题的提出提高煤比是降低焦比、降低炼铁生产成本的重要措施,而实现喷煤量的精确控制、减少煤粉脉动瞬时波动,是影响高炉提高喷煤比的重要因素。
济钢1#1750m3高炉于2003年9月份投产,投产后,喷煤量一直不高,前期主要受设备故障多,加上炉况不正常影响,充分暴露出喷煤量控制及喷吹系统设计上没有考虑喷吹量自动精确控制的问题,主要表现在:(1)计量误差大(500Kg左右),计量信号因为罐压波动造成失真。
(2)高炉操作室内不能显示喷煤量瞬时值,操作工只能依据罐压靠人工计算求出瞬时煤量,再通过手动调节,如此落后的调节,非常不利于喷煤量的提高以及高喷煤量下炉况的稳定。
(3)由于影响煤量的参数较多,诸如罐压、阀门开度、补气量大小,冲压及卸压过程的波动等等,实际生产中这些参数并非不变的,单靠人工调节,往往顾此失彼,很难及时到位。
为保证高炉的高效、顺行,喷煤系统需要提供精确、均匀的喷煤量,而喷煤量受氮气压力、补气流量、煤粉质量等诸多因素的影响而变化,为了保证喷煤量精确均匀,操作工需不断调节罐内压和补气流量阀,这有一定的操作难度和工作强度,而且也无法保证长期性、连续性。
3、研究的思路及技术开发主要内容喷煤控制系统的软件平台采用施耐德的MP7工控软件,MP7具有开放性好,但复杂的特点,以MP7软件为平台,把研究总结出的数学模型输入其中,既达到精确控制目的,而又不影响其原有的控制软件的使用及性能。
高炉喷煤工艺流程的粉吹和喷吹工艺全过程
评定成绩伊犁职业技术学院系别:机电工程系专业:机电设备维修与管理班级:09-1 学号:A********** **********: ***完成时间: 2012-6-20伊犁职业技术学院姚富强摘要我国的钢铁企业为了节约生产成本,探索了多种节能降耗的手段,而高炉喷煤是钢铁企业降焦比增效益的有效途径。
我国对高炉喷煤技术的开发和应用尽管较早,但从近几年的发展情况来看,国家产业政策对高能源消耗进行了限制,高炉要想在激烈的竞争环境中取得生存和发展,只有努力寻求技术创新和进步,着力降低能耗,提高经济效益,减少和控制污染。
关键词:高炉喷煤;工艺流程图;磨煤机;干燥炉目录前言 (3)第一章绪论 (3)第二章高炉喷煤工艺介绍 (4)第三章磨煤机. (6)第四章干燥炉 (9)前言高炉喷煤技术始于1840年S.M.Banks关于喷吹焦炭和无烟煤的设想;世界最早的工业应用即是根据这一设想于1840~1845年间在法国博洛涅附近的马恩省炼铁厂实现的。
高炉喷吹煤粉是从高炉风口向炉内直接喷吹磨细了的无烟煤粉或烟煤粉或这两者的混合煤粉,以替代焦炭起提供热量和还原剂的作用,从而降低焦比,降低生铁成本,它是现代高炉冶炼的一项重大技术革命。
由此背景引出本次毕业设计的题目高炉喷煤工艺流程。
课题主要阐述了高炉喷煤工艺流程的粉吹和喷吹工艺全过程。
第一章绪论1.1课题研究的意义目前高炉喷煤对现代高炉炼铁技术来说是具有革命性的重大措施。
它是高炉炼铁能否与其他炼铁方法竞争,继续生存和发展的关键技术,其意义具体表现: (1)以价格低廉的煤粉部分替代价格昂贵而日趋匮乏的冶金焦炭,使高炉炼铁焦比降低,生铁成本下降;(2)喷煤是调剂炉况热制度的有效手段;喷煤可改善高炉炉缸工作状态,使高炉稳定顺行;1.2 高炉喷煤技术的现状及发展趋势高炉喷煤是大幅度降低然比和生铁成本的重大技术措施,是推动炼铁系统技术进步的核心力量。
自80年代初高炉喷煤技术在世界范围内广泛开发应用以来,世界各国钢铁厂的高炉喷煤量不断地提高。
高炉喷煤自动控制系统设计

高炉喷煤自动控制系统设计作者:李晓鹏张青旺来源:《科学与财富》2017年第01期摘要:随着科学技术的不断发展进步,人们对钢铁的产能与产品质量要求也一直在不停的提高,这加速了钢铁行业的快速发展。
高炉喷吹焦炉煤气的工艺越来越广泛应用于我国冶金企业,而自动化控制系统是实现高炉喷吹焦炉煤气工艺目标不可缺少的控制解决方案。
本文介绍了高炉喷煤技术发展趋势、以及高炉喷煤自动化控制系统的组成和功能。
关键词:高炉;喷煤;自动控制一、高炉喷煤技术发展趋势高炉喷煤技术是钢铁生产过程中大幅度降低焦比和生铁生产成本的重要技术措施,同时也是推动钢铁生产工艺流程技术更新升级的核心力量。
自20世纪80年代初,高炉喷煤技术在钢铁生产工艺中得到广泛推广使用以来,在大量研发人员的共同努力下,各国钢铁厂的高炉喷煤量也有了很大提高。
我国经过最近十来年的研发和工程实践,高炉喷煤技术也取得了很多令人满意的成果,推动钢铁生产的快速发展。
富氧喷煤技术、氧煤喷吹技术、粒煤喷吹和配煤混合喷吹技术等新技术在钢铁生产高炉喷煤系统中得到广泛推广应用。
高炉喷煤系统由于工作原理复杂、专业性较强等因素的影响,在钢铁生产自动控制系统中具有非常重要的地位,因而对整个高炉喷煤系统各环节动作保护的可靠性、灵敏性、精确性等均有很高的要求。
高炉喷煤系统虽然整体结构较为复杂,但是各电气设备相互间的连锁工作原理较为简单,工艺流程较为系统。
随着各种喷煤技术的不断开发和在工程实践中的广泛推广应用,高炉喷煤控制过程均离不开相应的自动控制系统,也就是说相应技术的产生必须有对应控制系统模型作为支撑,以发挥出其应有的功能效果。
因此,在结合高炉喷煤系统的总体流程方案的基础上,构筑高效精确的高炉喷煤自动控制数据模型和计算机可视化监视控制系统是钢铁企业自动控制工作人员研究的一个重要课题。
二、高炉喷煤自动化控制系统的组成高炉喷煤自动化控制系统包括两套PLC控制站,高炉喷煤PLC控制站和焦炉煤气加压站PLC控制站。
高炉煤粉喷吹率的优化控制方法及应用

高炉喷煤技术是高炉系统结构优化的中心环 节,具有大幅度降低焦比、提高经济效益、减轻环境 污染等优点[1]。 喷煤技术作为国内外高炉炼铁技术 发展的大趋势,是我国钢铁行业发展的三大重要技 术路线之一。 随着喷煤技术向大喷吹率浓相输送方 向发展,如何稳定、均匀、准确地调节喷吹率,是维 持炉温稳定、保证高炉顺行,使得高炉达到最佳冶 炼 状 态 的 重 要 基 础 [2]。
向高炉连续喷粉。 被喷吹出的煤粉通过喷煤阀排出 制回路,其罐压的设定值根据罐压设定函数进行计
罐外至混合器,并在混合器处加入压缩空气(或氮 算,然后通过仿人工智能规则控制算法对补压调节
气),将煤粉输送到安装在高炉附近的分配器,经分 阀和小放散切断阀进行调节,最终达到快速稳定的
控制罐压。 对于载气量控制回路,其载气量的设
高,因此国内很少采用,而普遍采用检测单位时 间内喷吹罐内煤粉重量的减小量来计算喷吹速 率,但是采用这种算法,喷吹率将产生较大的随 机误差,主要是因为在采样时间间隔内,△W 相 对于 W 而言非常小, 且煤粉重量的测量容易受
38
Automation & Instrumentation 2011(2)
到 诸 如 罐 体 晃 动 、电 磁 干 扰 等 随 机 因 素 的 扰 动 [4], 同
收 稿 日 期 :2010-10-15 ;修 订 日 期 :2010-11-11 作 者 简 介 :李 泽 辉 (1981-),男 ,硕 士 ,工 程 师 ,主 要 从 事 高 炉 炼 铁 自 动 化 技 术 的 研 发 工 作 ;强 健 (1962-),男 ,教 授 级 工 程
师,主要从事冶金自动化设计研发工作。
文 章 编 号 :1001-9944(2011)02-0037-05
控制系统
浅谈高炉喷煤智能喷吹系统

浅谈高炉喷煤智能喷吹系统摘要:随着科学技术的不断发展进步,人们对钢铁的产能与产品质量要求也一直在不停的提高,这加速了钢铁行业的快速发展。
高炉喷吹焦炉煤气的工艺越来越广泛应用于我国冶金企业,而自动化控制系统是实现高炉喷吹焦炉煤气工艺目标不可缺少的控制解决方案。
本文介绍了高炉喷煤技术发展趋势、以及高炉喷煤自动化控制系统的组成和功能。
关键词:高炉;喷煤;自动控制1 本文主要内容(1)分析自动控制的主要特点,以及对喷煤所起的重要作用。
(2)结合生产需求和具体情况,进行合理的PLC硬件选型和软件设计,并对各生产环节的上位机软件设计进行论述。
2自控系统设计方案2.1 自控系统的组成系统可以分为以下三个部分:第一是现场部分,主要任务是控制现场设备,并将现场的一些控制信号以及测点信号传送给PLC。
第二是PLC系统部分,这部分的主要任务是接收现场返回的各种信号并进行处理,实现对现场设备的自动或者半自动控制。
第三是上位机监控部分,由计算机、监控软件和工业以太网组成,主要任务是对现场设备在计算机上进行操作,监控PLC接收的实时数据,记录数据归档及报警记录。
2.2 系统硬件组成2.2.1 制粉系统硬件配置本系统主要由一个CPU主站和两个远程站组成,一共包括80个模拟量输入点,16个模拟量输出点,176个数字量输入点,64个数字量输出点。
2.2.2 喷吹系统硬件设计本系统主要由一个主站和一个远程站组成,一共包括24个模拟量输入点,8个模拟量输出点,128个数字量输入点,64个数字量输出点。
2.2.3 主要模块功能及参数(1)电源模块PS307 5A:电源模块为PLC的CPU以级I/O模块提供24V直流电源。
(2)CPU模块315-2DP:128 KB 工作内存,0.1ms/1000 条指令,MPI+ DP连接(DP 主站或 DP 从站),此CPU带有内存卡插槽,在本系统中配有512KB内存卡。
(3)CP343-1:用于将系统连接至工业以太网并支持PROFINET IO。