cam操作手册DOC
CAM电子凸轮控制器用户手册
-目录第一章序言 (3)1.1开箱检查注意事项 (3)1.2安装环境要求 (3)1.3安装使用警告 (4)1.4接口设计注意 (4)第二章功能及规格 (6)2.1功能表 (6)2.2规格表 (7)第三章安装与接线 (8)3.1安装尺寸 (8)3.2部件连接示意图 (9)3.3主控制器接口端子说明表 (10)3.4接口电路 (11)3.5传感器外形尺寸 (11)第四章系统接口 (12)4.1顶点补正动作时序图 (12)4.2顶点补正功能配线范例 (13)4.3顶点补正功能 (14)4.3.1 功能说明 (14)4.3.2顶点补正功能 (14)4.3.3 PLC程序范例 (15)第五章参数设置 (16)5.1 键盘功能说明 (16)5.2 数码显示 (16)15.3 进入设置 (17)5.4 凸轮参数设定 (17)5.4.1 裁剪凸轮输出设定 (17)5.4.2生产计数到达功能设定 (20)5.5 系统参数设定 (20)5.5.1系统菜单进入 (20)5.5.2系统参数设置表如下 (21)5.5.3系统菜单说明 (21)5.5.4旋转方向设定 (21)5.5.5控制器180度校准 (22)5.5.6计数点设置 (22)5.5.7控制器其它参数 (22)第六章保护及报警处理 (23)6.1保护及报警说明 (23)6.2保护及故障代码表 (23)2第一章序言谢谢您选用大祺自动化公司生产的CAM888凸轮控制器(以下简称控制器),该控制器是我公司采用最新技术,完全自主知识产权的产品;并且通过了欧盟CE认证,具有以下特点:●技术领先☆主控制器与显示面板单独安装.☆先进的系统结构,简化用户主机布线.☆凸轮角度设置动态指示,使设置更加人性化.☆超强的可靠性,多重保护.●多功能2路刹车输出,可编程裁剪凸轮6路输出,裁剪凸轮6路输出,1路生产计数到达输出,系统正常指示1路输出.共计16路输出.在使用控制器之前,请您仔细阅读该手册,以保证正确使用并充分发挥其优越性能。
cam操作手册
CAM350操作流程一.接受客户资料,将.pcb文件进行处理:用Protel99SE或者DXP软件进行格式转换,(1)Protel99SE操作过程如下:鼠标左键双击.pcb文件出现如图1-1画面,一般来说DesignStorageT不须更改,如果有需要的话可以对文件命名(Database)和路径(DatabaseLocation)进行适当修改。
Menu 选择键点击键选择图1-4(2)进行Edit—Orign-Set进行定位。
图1-5定位完后,进行Gerber格式的产生。
点击File-FabricationOutputs-GerberFiles,出现GerberSteup,在General下选择Format2:4;在Layers下选择PlotLayers–AllOn,OK完成。
如图1-6所示。
选择2,出现2-1个(。
1在NCEditor状态下,用Analysis-----CheckDrill.如图2-2所示。
如图2-2检查重孔,有重孔根据文件要求进行正确的处理。
如图2-3所示。
检查OK,然后返回CAMEditor状态进行下一步操作。
图2-32.判断孔属性孔分为PTH孔和NPTH孔:鼠标左键双击钻孔层文件(.tet),然后再在单击(.GTL)层和(.GBL)层,键盘上点(-)和(+)进行缩放比较;图形盘比孔大的为PTH孔,图形盘比孔小的或者与孔一样大的为NPTH孔。
HAL放大0.1mm---0.15mm,OSP放大0.08mm---0.13mm,NPTH孔放大0.05 mm。
先,如下图(.GTO的D码。
如图快捷键:点击Add-DrillSlot。
1排孔长度小于刀径两倍的排孔,在CAM设计时,在排孔2边各加上1个引导孔。
2引导孔的刀径为排孔长度减去0.1MM再除以2。
3排孔长度等于、大于刀径两倍的排孔,程序不加引导孔。
图2-5PTH孔和NPTH孔分别COPY到新的层命名为P、NP。
将钻孔层COPY到新建一层drill,然后放大0.4mmCOPY到新的层(Drill+0.4)。
CAM操作指南2

P36
§4-1
一、点的创建—曲线节点
3、曲线节点 ※ 功能:该选项在参数式样条曲线(P曲线)的节点上创建点. ※ 格式:绘图→曲线节点→手动输入→画一N曲线和 参数式曲线P 绘图→点→曲线节点→选参数式曲线P.即可
4、控制点 ※ 功能:该选项在N曲线的控制点上创建点. ※ 格式:绘图→点→控制点→选N曲线. 即可 修整→控制点 → 选中N曲线→对任意控制点点一下→ 动态编修→左键再点一下任意控制点,放到任意位置即可
P37
§4-1
一、点的创建—动态绘点
5、动态绘点 ※ 功能:该选项沿着一条线、圆弧、样条曲线用鼠标在任何地 方创建点. ※ 格式:绘图→点→动态绘点→选曲线→抓点→按Esc
练习11、
6、指定长度 ※ 功能:该选项沿着一条线、圆弧、样条曲线是给定长度创建点. ※ 格式:绘图→点→指定长度→选曲线→输入长度20. 回车
图1
P40
§4-1
四、矩形的创建
※ 格式:绘图 →矩形→ 一点、两点、选项→
一点
选项
P42
§4-1
练习七
练习10、绘制图中的一点矩形(60,30)、两点矩形(20,40) (60,60)5种选项矩形。 1)绘图 →矩形→ 一点→输入(60,30)→点的位置放在左上点 →确定→原点 2)→两点→输入(20,40)(60,60) 3)→选项→产生曲面→开√→确定→两点→输入原点和(60,30)
图2 图1 图3 图4加工
§4-1
一、点的创建—圆周点
12、小弧圆心:在圆弧上创建圆心. ※ 格式:绘图→点→下一页→小弧圆心→选圆R25→执行→输入大 于原来圆的半径R30→执行
Y—不保留圆 N —保留圆 R25
P38
CAM操作指引1.0(最新)
4.4.3.1内层功能性焊盘孔环大小:一般情况下内层铜厚≤4OZ时,都以0.3mm制作;特殊情况下则按HOZ、1 OZ:≥0.18mm;2 OZ:≥0.25mm;3 OZ:≥0.30mm;4 OZ:≥0.35mm;
4.3.2.8按F9完成Ouput程式执行程式后按OK后才会将程式导出,导出路
径:D:/disk/film/$job/$job.drl。($job代表生产编号)
4.3.3 盲孔板钻带制作
4.3.3.1盲孔板内层钻带制作:需内层钻孔的板必须增加对位防呆孔,一、作对位定位孔的作用;二、防止同一生产型号中有多个内层需钻孔,对位时造成内层芯板混乱,故每层钻带上的防呆孔至少有一个孔是错位排列,错位距离必须≥5mm;
4.1.5.1.1孔图资料或钻带
4.1.5.1.1.1 生产制作指示上有清晰的孔标记或刀号,且注明相应的孔径(完成孔径及钻咀直径)。
4.1.5.1.1.2 生产制作指示上注明孔的属性:即哪种孔为PTH孔和哪种孔为NTPH孔。
4.1.5.1.2 外型资料及外型数据
4.1.5.1.2.1 生产制作指示上是否有外型资料及外型数据且与客来资料相符。
2.0范围
本指引适用于公司所有由客户提供CAD数据资料的PCB的相关工具制作。
3.0职责
CAD/CAM人员负责依此指引制作生产工具;
QAE人员负责依此指引检查生产工具是否满足客户的需求。
4.0 CAM制作流程及内容
4.1 Gerber文件处理
4.1.1 CAD/CAM概述
4.1.2目前使用的Genesis2000 9.00A2系统主要包括以下几个主要功能: Input(数据输入)、DFM(数据优化)、Analysis(数据检测)、Output(数据输出)等。
CAM操作说明(共28张PPT)
27
將游標放置方框內,按 滑鼠左鍵。
輸入文字後(皆大寫),按滑鼠 左鍵,即輸入完成,再按滑 鼠右鍵,即解除文字輸入指
令。
確認文字位置是否置中,若歪 斜,利用Move功能使其置中。
28
1
打開Gerber檔程序: File > Import > Auto Import >
點取資料夾 > Finish
2
點選Finish鍵
3
請先找出文字層與Pad層
4Hale Waihona Puke 利用滑鼠左鍵點一下即可關掉該 層面
利用滑鼠左鍵點一下即可鎖 定該文字層
5
Delete(移除)
Edit > Delete 利用該編輯方式移除不必要物件
利用滑鼠左鍵點一下即可關掉該層面
該欄位為設定文字排版方式
點Line鍵後,游標會呈現十字型,請選L0,務必對準線頭中心點後,按一滑鼠左鍵,再拖曳至另一線頭,再按一滑鼠左鍵,即連接,再按
一滑鼠右鍵,即解除Line鍵指令。
Rectangle(矩形框)--------------------------------------11~12
點一滑鼠左鍵。
14
Edit > Rotate
完全框住後,按滑鼠左鍵一下,即反白。
相同大小之零件,可利用Copy框線方式。
Edit > Move
打開Gerber檔程序:
當您點選Delete鍵後,將游標中心點對準橫槓,點一滑鼠左鍵,即可移除。
Copy(複製)-----------------------------------------------13~15
劃直線或橫線請選L90
Edit > Move
CAM详细使用教程

CAM详细使用教程SMT和PCB工程师必备--CAM350详细使用教程一、FILE菜单:1、New(NO)清空原来的所有数据,准备调入新的数据。
热键Ctrl-N2、Open打开当前及以下CAM350版本输出的CAM/PCB文件。
热键Ctrl-O3、Save将当前各层所有数据保存到*.cam/pcb里。
以后打开*.cam/pcb所有数据都在里面。
热键Ctrl-S4、Save as将当前各层所有数据另存为*.cam/pcb文件里。
5、Merge可调入预先准备好的模块、添加标识用的CAM350PCB文件,或制作完的另一个型号的数据的CAM350PCB(可用于把几个处理完的资料拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE,就可修改模块中的数据。
6、Import导入文件Autoimport可自动导入CAM350识别的数据文件,包括274D,274X,*.DPF,带刀具的钻孔文件,*.DXF文件,铣边数据等。
数据需在同一目录。
z不要直接选Finish,选NEXT,这样如果软件识别制式不对,还能手动修正。
z所有调入数据不要只看后缀,需要解读ASCII码,来确认数据格式的实质(后缀是可以任意的)Gerber data手动调入各种制式的GBR数据如导入数据的ASCII码中有DCODE定义,都设置为RS274-X,是*.DPF则应设置为Barco DPF,如数据ASCII码有FILE9*设置为Fire9xxx调入数据。
274X、DPF、Fire9xxx的都无须再设置公英制及小数点前后有多少位,只需要告知是RS274X/DPF/Fire9xxx就可直接调入。
调入不自带D码的文件就应设置为RS274的,同时要设好正确制式还要能正确匹配D码文件才能显示正确的图形。
如何判别RS-274D(GBR数据中无D码定义)的制式:z一般GBR数据是LEADING,钻孔数据是TRAILING的,且大都是绝对坐标。
CAM操作流程
CAM操作流程一、导入文件1.首先自动导入文件(FILE-IMPORT-AUTOINPORT)检查资料是否正确齐全。
2.对齐各层(依钻孔为准)设定原点位置(EDIT-CHANGE-ORIGIN-DATUM COODINATE)3.按一定顺序进行层排序(EDIT-LAYERS-RENOVE)将没用的层删除(EDIT-LAYERS=RENOVE)二、删除板外物及外形线,进入NC菜单编辑钻孔1.当客户未提供钻孔文件时,可以使用孔位孔径图(分孔图)转成FLASH (UTILITIS-DRAW=CUSTOM UTITIES-DRAW-FLASH-INTERACEIWE)后再转成钻孔(NC编辑状态下,UTILITIES-GERBER TO DRILL)2.如直接有提供钻孔文件则按MI要求放大,并分孔(NPTH PTH VIA)3.检查孔数与MI是否相符,位置是否正确,属性是否正确。
4.检查最小孔径规格,孔边与孔边(或槽边)最小间距(ANALYSIS-CHECK DRILL)孔边与成型边最小间距(INFO-MEASURE-OBJECT-OBIECT)是否满足本司制程。
5.将NPTH孔分到单独一层(NC状态下)在进行下步操作之前,先设定好层属性及愉捷方式:1.点L 更改各层名称,以便操作2.定义各层属性3.TABLES-LAYER SETS-USER 定义各层开启快捷方式三、内层资料制作1.转PAD(将线画的PAD转成FLASHPAD)UTILIES-DRAWS TO FLASH-INTER ACTIWE2.将所有PAD隐藏,检查有无未转换的PAD3.删除内层独立PADUTILIES-DATA OPTIMIZATION-REMWE ISOLANDS PADS删除后核对原装,确定有无错删,少删。
4.将铜皮、PAD及LINE分别MOVE出来,分三层,以便操作5.将LINE层线路按MI要求加粗UTILITIES-OVER/THNDER SIZE ,产生NEW层,检查过后将LINE层清空,将NEW 层MOVE过去6.RING制作AA VIA孔RING制作(1)打开钻孔层MOVE-FILTER(输入VIA孔编号)-点“SELECT ALL”MOVE TO NEW LAYER(命名为VIA)(2)COPY PAD层至VIA层(#不是所有PAD都有VIA孔通过,只有与VIA重合的才需做RING。
CAM模块界面 基本操作
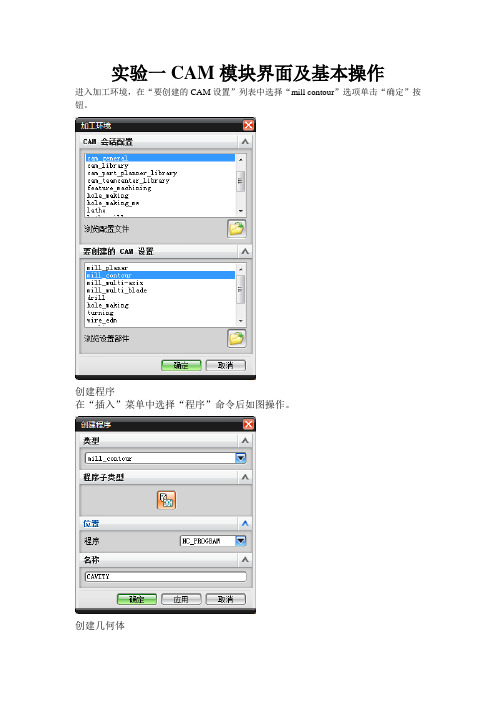
实验一CAM模块界面及基本操作
进入加工环境,在“要创建的CAM设置”列表中选择“mill contour”选项单击“确定”按钮。
创建程序
在“插入”菜单中选择“程序”命令后如图操作。
创建几何体
创建机床坐标系
选择“创建几何体”按钮
单击“确定”按钮
单击“CSYS对话框”
单击“确定”按钮,返还“MCS”
创建安全平面
单击“安全设置选项”下选择“平面”选项
单击“确定”按钮
创建工件几何体
选择“创建几何体”按钮
单击“确定”按钮
单击
选择整个零件实体为部件几何体
单击“确定”按钮单击
单击“确定”按钮创建切削区域几何体
单击“确定”按钮
单击
单击“确定”按钮
创建刀具
单击“创建刀具”按钮
单击“确定”按钮
单击“确定”按钮创建加工方法
单击“确定”按钮
单击“确定”按钮创建工序
单击“确定”按钮
单击
单击
单击“确定”按钮单击
生产刀轨并确定单击
单击
单击
单击“确定”按钮生成车间文档
单击“车间文档”按钮
单击“确定”按钮
输出CLSF文件
单击“确定”按钮
后处理
单击“后处理”
保存文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM350操作流程一.接受客户资料,将.pcb文件进行处理:用Protel 99SE或者DXP软件进行格式转换,(1)Protel 99 SE操作过程如下:鼠标左键双击.pcb文件出现如图1-1画面,一般来说Design Storage T不须更改,如果有需要的话可以对文件命名(Database)和路径(Database Location)进行适当修改。
图1-1出现画面如图1-2所示。
进行编辑Edit-Qrigin-Set定位,一般取左下角点作为定位点如图1-3所示。
图1-3定位完后,进行Gerber格式的产生。
首先点File--CAM Manger出现Output Wizard 窗口点击Next选则Gerber然后继续Next直到出现如图1-4所示画面,点击Menu选择Plot Layers –All On,一直点Next ,最后点击Finish。
接着右键点击Insert NC Drill,出现画面选择比例2:4点OK。
最后点击右键选择Generate CAM Files (F9) 完成格式的转换。
图1-4(2)DXP软件操作流程如下:点击File-Open-(.PCB)出现如图1-5所示画面,然后进行Edit—Orign-Set 进行定位。
图1-5定位完后,进行Gerber格式的产生。
点击File-Fabrication Outputs-Gerber Files,出现Gerber Steup,在General下选择Format 2:4;在Layers下选择Plot Layers –All On,OK完成。
如图1-6所示。
切换到上一层图继续产生钻孔文件。
点击File- Fabrication Outputs-NC Drill Files,选择2:4比例,最终生成钻孔文件如图1-7所示。
图1-7二. 以GERBER的格式在CAM软件中导入,点击File-Import-AutoImport,出现2-1画面。
双击要导入的文件,Finish,然后保存2个此状态下导入的文件,一个(save)为原稿(一般来说是Untitled),另一个(save as)为工作搞(自己命名)。
1.检查重孔在NC Editor状态下,用Analysis-----Check Drill.如图2-2所示。
如图2-2检查重孔,有重孔根据文件要求进行正确的处理。
如图2-3所示。
检查OK,然后返回CAM Editor 状态进行下一步操作。
图2-32.判断孔属性孔分为PTH孔和NPTH孔:鼠标左键双击钻孔层文件(.tet),然后再在单击(.GTL)层和(.GBL)层,键盘上点(-)和(+)进行缩放比较;图形盘比孔大的为PTH孔,图形盘比孔小的或者与孔一样大的为NPTH孔。
HAL放大0.1mm---0.15mm,OSP放大0.08mm---0.13mm,NPTH孔放大0.05 mm。
先将英制改成公制,点击Setting—Unit选择Metric,然后点Tables---NC Tool Table,如下图2-4所示。
根据表面处理适当放大PTH孔和NPTH孔。
图2-4PTH孔分为过孔和插件孔。
过孔和插件孔的判断,将钻孔层(.txt)与字符层(.GTO)与GPT层、GPB层做比较,有字符相应符号的孔,在GPT层、GPB层有盘的为插件孔,反之为过孔。
(0.6 mm包括0.6 mm以下的孔需要判断过孔和插件孔,是过孔的可以不加放。
插件孔的必须按标准加放。
)对于GKO上的孔一般为NPTH孔,将GKO先COPY到另一层,把它变成0的D码。
如图2-5所示。
对于D码表中没有0的D码,需要新建一个:点击Tables-Apertures或者使用快捷键A;改变D码:点击Changes-Dcode。
把变好D码的圈转变为盘:点击Utilities-Draws To Flash—Interactive; 在NC Editor状态下盘转变为孔: 点击Utilities-Berber to Drill;有排孔的需要打排孔,在NC Editor状态下,点击Add-Drill Slot。
2引导孔的刀径为排孔长度减去0.1MM再除以2。
3排孔长度等于、大于刀径两倍的排孔,程序不加引导孔。
图2-5PTH孔和NPTH孔分别COPY到新的层命名为P、NP。
将钻孔层COPY到新建一层drill,然后放大0.4 mmCOPY到新的层(Drill+0.4)。
3. 图形(1)蚀刻余量:GTL层和GBL层分别放大0.05mm(GTL+0.05、GBL+0.05)如图3-1所示。
图3-1(2)增加环宽,单边环宽不能小于0.2 mm。
把P+0.4层分别COPY到GTL+0.05、GBL+0.05(3)检查间距,点击Analysis- DRC出现如图3-2所示画面,输入测试的数据再按RUN检查OK。
有间距不够的进行相应的处理。
贴片盘、插件孔不能移,线条可以移就移,尽量不要割。
在切割前要新建一层作为切割层,通过建立新D码一般用0.15的D码取切割,割命令一般使用ADD-line 或者ADD-circle/arc(注意开启Object snap)图3-2(4)刨槽的需要成形边距图形边间距不能小于0.5 mm,小于0.5 mm要加负层铣型的话只需要0.3MM(5) NP层+0.6 mm做图形负层(在非导通孔距离图形的单边环宽小于0.3时候才需要加)。
4. 阻焊(1)过孔阻焊(GPT+0.2、GPB+0.2),不过孔阻焊(GT S、GBS)(2)P+0.4层+0.15 mm拷到阻焊层(3)NP层+0.3 mm拷到阻焊层(4)阻焊层间距为0.08mm;需要使用GCCAM检查符合图形一起五、字符0) 阻焊加0.2作为字符负层1) 把P+0.4COPY到字符负层2)字符线宽不能小于0.15 mm,字高0.85 mm3)用GTO与GTON比较,字符不能上盘,没有上盘的字符框子线不用移开。
4)添加三联厂标。
命令File-Merge-三联厂标,在Edit-change-Explode-all(最好拷到新的一层,用于改变scale 一般来说基本上是取X=Y=80 字体高度一般取2-3)5)拼版。
拷贝时应开启GKO TXT及所有生产层,先测量长宽写下数据,使用COPY命令,鼠标右击,然后先点ABS在点Rel然后根据拼缝以及工作指示进行一个方向的偏移,然后再整体COPY,先点ABS在点Rel,根据拼缝按ENTER)6)封边。
(Macro-Play-FTC)将外层只拷到图形上,内层copy除了GKO ADD DRL以外层(到图形需要放大1MM),中层COPY到GKO。
7)添加钻孔料号。
在钻孔状态下,选择ADD-DRLL TEXT,在将料号转成钻孔(注意在DRL 层下),和DRL一起考到TXT。
然后打开TXT,OUT两层移动料号。
)8)点首尾孔。
先合并刀,最好在保存一个新文件,以免合刀错误。
然后按S V捕捉,在钻孔状态下,选中TXT层,ADD-HIT。
)9)优化首尾孔。
在U-SDH OK。
在change改变DRILL\F\L)10)导出钻孔,把3.175的孔拉到孔层的最上面(tables-NC Tool Tables-Export order-单击移动),打开File-Export-Drill data,改TXT后缀为NC1,选NONE 3:3,公制.上下镜像(Edit-Mirror NONE 2:4 XN1,英制(ENGLISH))镜像完后注意返回。
最后将钻孔程序进继续导入新的CAM 检测孔数,如果有3.55以上的导通孔需要打保护孔将其复制在2.05孔的那段程序下六、铣形1)新建2张孔表(Tables- NC Tool Tables-NEW Table-Table Name-OK –否,一张为DXL (Drill),一张为XL(Mill)。
再新建2层,DXL ,XL.修改层属性按快捷键Y修改TYPE改为NC primary。
在钻孔状态下选择铣型定位孔根据AUTOCAD铣型资料进行选取定位孔(注意要将每一拼盘的定位孔都选中然后拷到DXL层)。
将2.05的一个边框孔(防带孔)也放到DXL2)打开XL和GKO层在XL上进行铣型。
先铣里面,再铣-。
里面为顺时针,外面为逆时针(注意有凹槽的地方要先进行洗,分刀洗)。
3)外形的边框线必须大于0.2 mm。
4)外框要导圆角,在NC Editor状态下5)铣形后偏移选中要偏移的线,6) 导出钻孔(export-Drill data)NONT 3.3 XXX.DXL 导出铣型NONT 3.3 XXX.XL》打开定位孔(DXL)和铣型层(XL),上下镜像导出钻孔(export-Mill data) NONT 3.3 XXX.DXL 导出铣刀NONT 3.3 XXX.ROU.注意返回如何出底片?首先将做好的GKO各层导入CAM里面,注意不要重叠在一起,设置底片最大尺寸step-Film box 厚片规格大小是630*500 ,薄片540*400。
图形出底片时候新建一层,将边框拷到那层,然后ADD-Polygon 鼠标先右后左2次OK,将该层在复合时设置为第一层,然后开始检测,注意设置0.1D码,最后分三步走:Edit change-Expolde-custom Change-SctorizeUtilities-Ployon conversion-Raster POLY TO-VECTOR PLOY有字符层需要调比例为99.97出厚片(黑片):图形A和阻焊A不需要镜像:图形B和阻焊B需要镜像,字符A面镜像B面不镜像,GKO不镜像。
注意图形A,B面复合时候注意要与原来的复合相反。
出厚片(红片):图形A阻焊A镜像,图形B阻焊B不镜像,字符A面镜像B面不镜像,GKO不镜像,注意图形A,B面复合时候注意要与原来的复合相反。
出薄片(黑片):图形A阻焊A镜像,图形B阻焊B不镜像,字符A面不镜像B面镜像,GKO不镜像,注意图形A,B面复合时候注意要与原来的复合相反。
出薄片(红片):图形A和阻焊A不需要镜像图形B和阻焊B需要镜像,字符A面不镜像B面镜像,GKO不镜像。
注意图形A,B面复合时候注意要与原来的复合相反。
调比例的时候要注意将比例和设计者以及比例日期写上改变字高为2,输出比例可以在输出的时候调整切忌勿忘.如何进行铣型格式转化?将.DRI和. rou 进行格式转换分别对应XX, XXX文件在铣型格式转换那进行,选的是公制,000.000,前导零。
如何进行多层复合?TABLE –Composites 然后Utilities-convert Composit如何进行工艺边铺铜:工艺边铺铜的话需要注意:将GKO拷贝出来,然后再进行铺铜,注意设置间距为0.5。