制程能力(Cpk)分析教程.
CPK培训教材详细讲解

C PK 培訓教材一.Cpk 的定義某一制程在一定因素與正常管制狀態下的品質作業能力.二.Cpk 的影響因素製程要因--—原料,机器設備,人員能力,測量儀器.製程條件-——常態分配,統計管制狀態。
三。
Cpk 的計算USL :上限尺寸L SL:下限尺寸Ave ra ge:測量數据的平均值σ:標準差,其公式為: σ=1/)(22--∑∑n n x xCpu=(USL —Average)/3σCp l=(Average-L SL )/3σCpk=Min(Cpu,C pl) σ:其大小表示測量數据的離散程度, σ越小表示數据的離散程度越小,反之則數据的離散程度越大.C pu:其值表示測量數据偏離上限的程度, Cpu 越大表示測量數据偏離上限較遠; 反之則數据靠近上限。
Cpl: 其值表示測量數据偏離下限的程度, C pl 越大表示測量數据偏離下限較遠; 反之則數据靠近下限。
四.Cp k的等級A : 1.33≦C pkA 級,製程能力滿足圖紙要求,生產中几乎沒有不良品產生。
B: 1。
00≦Cpk〈1.33B級,製程能力基本滿足圖紙要求,生產中約有0。
27%不良品產生,必須加以注意,並設法維持不使其變坏。
C: Cpk<1.00C級,製程能力不能滿足圖紙要求,生產中可能有較多不良品產生, 應採取緊急措施,全面檢討所有可能影響的因素,必要時得停止生產。
五.Cpk 管制抽樣的基本原則管制方法取樣頻率管制圖查檢表高 1—-2小時15——30分鐘中 4-—8小時每小時低每班次 2小時六.CPK數据分析.1.數据均分布于中值兩旁, Cpk值一般大于1。
33,見附圖1. 2。
數据离散地分布中值兩旁,Cpk值一般小于1.33,見附圖2.3。
數据分布离散度小,但偏中值不遠,Cpk值大于1.33,見附圖3。
4.數据分布离散度小,但偏中值較遠,Cpk值小于1.33. 見附圖4.5。
數据絕大多數雖均分布于中值兩旁,但個別超差,將大大降低Cpk值,甚至Cpk值小于1。
CPK制程能力分析培训教材

德信诚培训
2
课堂练习及应用表单
德信诚培训
3
1.CPK的定义
品质的一致性 :
工程能力评价(CPK)
甲选手
乙选手
深圳德信诚经济咨询公司
疑问:1. 谁的成绩好呢?谁比较有潜力呢?你会选谁当选手? 2.你的工厂/服务品质/供应商若有问题,你希望的是甲状态还是乙状态呢?
目录
1.CPK的定义
LSL
散开就完蛋了
集中在中心 才是合格
USL
即使是Spec-in 达不到水准也不合格
2.CPK分析及结果判定 3.CPK应用事例
提前预测不合格 隐患
Spec
啊 !是我的食 物 !!
1.CPK的定义
1.1 CPK是:工程能力评价指数
1.CPK的定义
新旧质量概念 : • • 传统的质量概念:只要符合规范就是合格。如图一: CPK的定义: 尽量靠近中心线。如图二:
课程的频次、地点及时间将参照客户的需求订立。详情请参阅本公 司网站 的每月课程安排﹒希望计划的课程能达到下面
的效果﹕
帮助您实施各种管理系统或监督及改善其运作﹐ 引导您了解最新管理系统的内容及要求﹐ 提供您先进的管理模式或方法来提高效能。
欢迎我们的客户或新朋友来参加这些课程。我司还将会根据客户的 反馈而增设公开课程,或者根据客户的需求提供内训服务。
2.CPK分析及结果判定
STEP1:正态检定
2)不定期评价:有下列变动时,需实施评价: A:购入新设备时 B:机器、设备修理完成时 C:作业方法变更时 D:4M中其它因素变更发生时 E:某工程发生不良时对全面工程做系列评价 F:新规部品检讨承认时
3σ Cpu = (USL-Xbar) / 3 σ
CPK制程能力分析讲解
CPK为什么要定1,,,这几个值?CPK:Complex Process Capability index 的缩写,是现代企业用于表示的指标。
现今下产品的质量要求越来越高,产品的质量也不是仅仅能保证在公差范围内就能满足要求,因此对产品的质量关注从原来的被动检查产品尺寸转换到对产品加工过程的控制,那么如何来评价某个过程对产品加工质量的控制能力,利用统计学的原理按照一定的时间规律、对加工生产出的产品进行数据统计,通过计算其产品数据的离散度、标准差等数据来表达这个过程中产品的质量波动情况,CPK就在这种情况应运而生。
CPK用数值来表示,该值反映的是制造加工过程控制能力的大小,数值越大表示该过程的控制能力越好,产品的一致性越好,产品的尺寸变化波动越小越靠近中间值;而数值越大表示该过程的控制能力越差,产品的一致性越差,产品的尺寸变化波动越大离散度越大,甚至容易超出两边极限公差。
CPK的计算数据由至少125组数据组成,抽取的数据也有一定的要求(每5件为一组连续数据,每组之间按一定的时间间隔进行),抽取数据时制程必须是无任何异常状态下进行,所以CPK值反应的是某个制程在正常工作状态下的过程控制能力。
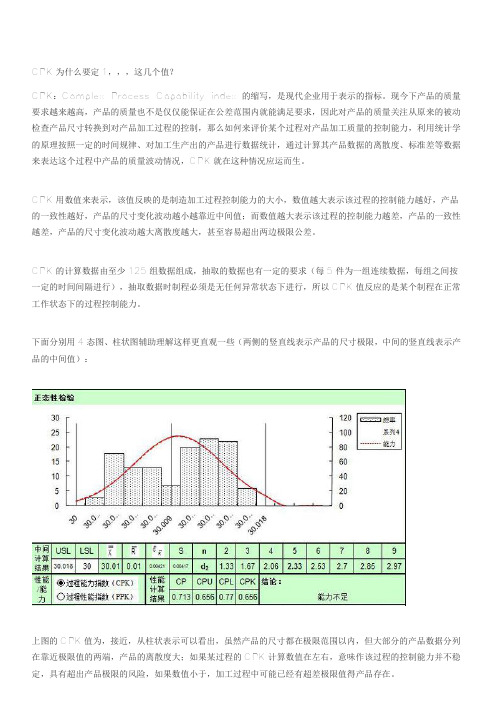
下面分别用4态图、柱状图辅助理解这样更直观一些(两侧的竖直线表示产品的尺寸极限,中间的竖直线表示产品的中间值):上图的CPK值为,接近,从柱状表示可以看出,虽然产品的尺寸都在极限范围以内,但大部分的产品数据分列在靠近极限值的两端,产品的离散度大;如果某过程的CPK计算数值在左右,意味作该过程的控制能力并不稳定,具有超出产品极限的风险,如果数值小于,加工过程中可能已经有超差极限值得产品存在。
上图的CPK值为,与CPK值为的图形对比可以看出,产品的尺寸的波动范围比前一副图约小一点,更趋近中间值。
因此当CPK值增大时,该图反应出的过程控制能力就比CPK值为的过程控制能力要好,那么产品超差两端极限的情况也就更小。
下面分别为CPK值为和左右的图形从上列4张图片的对比不难看出,当CPK值越大时,过程控制能力越强,加工出的产品越靠近中间值且波动范围越小,产品互换性好质量越高。
CPK 制程能力分析讲解

CPK为什么要定1,1.33,1.67,这几个值?CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
现今下产品的质量要求越来越高,产品的质量也不是仅仅能保证在公差范围内就能满足要求,因此对产品的质量关注从原来的被动检查产品尺寸转换到对产品加工过程的控制,那么如何来评价某个过程对产品加工质量的控制能力,利用统计学的原理按照一定的时间规律、抽样方案对加工生产出的产品进行数据统计,通过计算其产品数据的离散度、标准差等数据来表达这个过程中产品的质量波动情况,CPK就在这种情况应运而生。
CPK用数值来表示,该值反映的是制造加工过程控制能力的大小,数值越大表示该过程的控制能力越好,产品的一致性越好,产品的尺寸变化波动越小越靠近中间值;而数值越大表示该过程的控制能力越差,产品的一致性越差,产品的尺寸变化波动越大离散度越大,甚至容易超出两边极限公差。
CPK的计算数据由至少125组数据组成,抽取的数据也有一定的要求(每5件为一组连续数据,每组之间按一定的时间间隔进行),抽取数据时制程必须是无任何异常状态下进行,所以CPK值反应的是某个制程在正常工作状态下的过程控制能力。
下面分别用4张正态图、柱状图辅助理解这样更直观一些(两侧的竖直线表示产品的尺寸极限,中间的竖直线表示产品的中间值):上图的CPK值为0.656,接近0.67,从柱状表示可以看出,虽然产品的尺寸都在极限范围以内,但大部分的产品数据分列在靠近极限值的两端,产品的离散度大;如果某过程的CPK计算数值在0.67左右,意味作该过程的控制能力并不稳定,具有超出产品极限的风险,如果数值小于0.67,加工过程中可能已经有超差极限值得产品存在。
上图的CPK值为1.078,与CPK值为0.656的图形对比可以看出,产品的尺寸的波动范围比前一副图约小一点,更趋近中间值。
因此当CPK值增大时,该图反应出的过程控制能力就比CPK值为0.656的过程控制能力要好,那么产品超差两端极限的情况也就更小。
自-制程能力分析CpkCpCa

CPK (Process CapabilityIndex )的定义:制程能力指数;ﻫCPK的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
与CPK相关的几个重要概念:USL (Upper Specification Limit): 即规格上限;ﻫLSL (Lower Specification Li mit): 即规格下限;C (Center Line):规格中心;ﻫ=(X1+X2+……+Xn)/n 平均值;(n为样本数)T=USL-LSL:即规格公差;δ(sigma)为数据的标准差。
标准差是一组数据平均值分散程度的一种度量。
一个较大的标准差,代表大部分数值和其平均值之间差异较大;一个较小的标准差,代表这些数值较接近平均值。
例如,A、B两组各有6位学生参加同一次语文测验,A组的分数为95、85、75、65、55、45,B 组的分数为73、72、71、69、68、67。
这两组的平均数都是70,但A组的标准差约为17.08分,B 组的标准差约为2.16分,说明A组学生之间的差距要比B组学生之间的差距大得多。
ﻫ(Excel中的“ST DEV”函数自动计算所取样数据的标准差(σ) )样本: 从总体中随机抽取的若干个个体的总和称为样本。
组成样本的每个个体称为样品。
样本标准偏差S: 因为标准偏差是用数据整体计算,所以当数据量大太时,就不便以操作,而且不符合现场需要。
所以一般情况下,会用样本标准偏差S来代替σ。
S ≈σﻫCa (Capability of Accuracy):制程准确度,Ca衡量的是“实际平均值“与“规格中心值”的一致性;ﻫ1.对于单边规格,不存在规格中心,因此也就不存在Ca;2.对于双边规格: ﻫCa等级评定及处理原则:A:作业员依作业标准.继续维持.B:有必要时.尽可能改为A级.C:作业员可能看错规格或未照作业标准操作,应加强训练,检讨规格及作业标准.D: 应采取紧急措施.全面检讨可能影响因素.必要时停产.准确度Ca Capability ofAccuracy:代表制程平均值偏离规格中心值之程度。
CPK制程能力分析
1
名詞介紹
USL:產品之規格上限 LSL:產品之規格下限 u:規格中心值 N X /N 樣本算術平均(平均值): X Σ i=1 N ( X i )2 / N :母體標準差: i 1 n s:樣本標準差: ( X i )2 / n 1 i 1 T:規格公差=規格上限-規格下限(USL-LSL) 平衡公差:18.0 ±0.5 不平衡公差:18.0 +0.5/–0.2 or 18.0 +0.3/ –0.5 PPM(Parts Per Million):每百萬個單位的不合格數
ቤተ መጻሕፍቲ ባይዱ
Cpk = Min ( Cpku ,Cpkl )
= Cp ( 1 - Ca )
Cpku =
USL -X
3σ
LSL
Cpkl =
x u
USL
X - LSL
3σ
-∞ -3σ -2σ -1σ TARGET +1σ +2σ +3σ
+∞
6
Ca/Cp/Cpk等級判定
等級
A B
Ca
0 ≦ Ca < 0.0625
0.0625 < Ca ≦ 0.125
(18.4-18.1)2+(17.6-18.1)2+ (17.9-18.1)2 +….+ (18.3-18.1)2
σ=
9
=0.2981
T=18.5 -17.5=1
Ca = (18.1-18.0)/0.5=0.2……………... B級 Cp = 1/(6× 0.2981)=0.559…………….. D級 Cpk = 0.559 × (1-0.2)=0.4472…………D級 結論:此產品須大大的改善才可符合現代化的要求.
CPK 制程能力分析讲解

CPK为什么要定1,1.33,1.67,这几个值?CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
现今下产品的质量要求越来越高,产品的质量也不是仅仅能保证在公差范围内就能满足要求,因此对产品的质量关注从原来的被动检查产品尺寸转换到对产品加工过程的控制,那么如何来评价某个过程对产品加工质量的控制能力,利用统计学的原理按照一定的时间规律、抽样方案对加工生产出的产品进行数据统计,通过计算其产品数据的离散度、标准差等数据来表达这个过程中产品的质量波动情况,CPK就在这种情况应运而生.CPK用数值来表示,该值反映的是制造加工过程控制能力的大小,数值越大表示该过程的控制能力越好,产品的一致性越好,产品的尺寸变化波动越小越靠近中间值;而数值越大表示该过程的控制能力越差,产品的一致性越差,产品的尺寸变化波动越大离散度越大,甚至容易超出两边极限公差.CPK的计算数据由至少125组数据组成,抽取的数据也有一定的要求(每5件为一组连续数据,每组之间按一定的时间间隔进行),抽取数据时制程必须是无任何异常状态下进行,所以CPK值反应的是某个制程在正常工作状态下的过程控制能力。
下面分别用4张正态图、柱状图辅助理解这样更直观一些(两侧的竖直线表示产品的尺寸极限,中间的竖直线表示产品的中间值):上图的CPK值为0。
656,接近0.67,从柱状表示可以看出,虽然产品的尺寸都在极限范围以内,但大部分的产品数据分列在靠近极限值的两端,产品的离散度大;如果某过程的CPK计算数值在0。
67左右,意味作该过程的控制能力并不稳定,具有超出产品极限的风险,如果数值小于0.67,加工过程中可能已经有超差极限值得产品存在。
上图的CPK值为1.078,与CPK值为0.656的图形对比可以看出,产品的尺寸的波动范围比前一副图约小一点,更趋近中间值.因此当CPK值增大时,该图反应出的过程控制能力就比CPK值为0。
制程能力分析方法培训教材

σ= R = 0.01435 = 0.00617
d2
2.326
UCL = X + 3 σ=0.8312 + 3 x 0.00617 = 0.8497
LCL = X - 3 σ= 0.8312 - 3 x 0.00617 = 0.8127
Z 分布
步骤 2. 计算出UCL / LCL 超出规格上下限所占之比率
制程不良趋势图
3.47%
规格下限=0.82
46.53%
规格上限=0.84
42.3%
7.7%
LCL=0.8127
X =0.8312
3σ
3σ
UCL=0.8497
制程不良趋势图
规 格 下 限 LCL
ቤተ መጻሕፍቲ ባይዱ
规 格 上 UCL 限
σ
3σ
3σ
σ
6σ
x
UCL及LCL都在规格上下限之内,且距离规格上下限皆有一个δ以
上,此种状况正表示制程能力很好,且非常稳定.
制程能力
制程能力值 CPK(U) =
规格上限值 - 实际平均值 3 σ(制程分布值)
本公式适用于规格只有设定 上限值 (max 值 ).
制程能力值 CPK(L) =
实际平均值 - 规格下限值 3 σ(制程分布值)
本公式适用于规格只有设定 下限值 (min 值 ).
计算方式如附件所示.
GO
Z 分布
Z (UCL) = 规格上限 - 0.8312 σ
0.84 - 0.8312
=
= 1.426
0.00617
由Z分布表查知 1.426 所占面积约 0.423 = 42.3%
超出规格上限的不良比率 : 50% - 42.3% = 7.7%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作其直方圖如下:
(二.直方圖的觀察与分析
(1對圖形形狀的分析:常見的直方圖有以下幾种
工程能力分析与控制
統計量与統計圖
4228272633291824321434223029222422284812429353630341442386283222253639241828163836212026208181237
¤À²Õ0~5
6~1011~1516~2021~2526~3031~3536~4041~4546~50 Ó¼Æ1236
10
10
8
7
2
1
1
2
3
6
10
10
8
7
2
1
系列2
正常型
偏向型孤島型雙峰型
1正常型
2孤島型:說明在短時間內有异常因素在作用,如原材料發生變化,有不熟練工人替班等.3偏向型:說明加工中心發生了偏移4雙峰型:是由產品混批造成的
式中K為偏移系數,其值為K=ε/T/2
ε為偏移量,其值為
第五章:工序能力分析
C P =T/6σ
C P =T/6α=T U -T L /6S
工程能力分析与控制
工序能力分析
工程能力分析与控制
工序能力分析
,,
,
重要差別.正常生產
低,誤差小
規律的圖形
123610108721
.
定的生產高,所加工
服從政態圍會增大至花費更大,用6σ來表
.
(二數据分類与數据整理
數据可分為計量值數据和計數值數据兩類:
計量值數据是可以連續取值的:如長度,重量,溫度等.
計數值數据是不可以連續取值的:如不合格品數,缺陷數等.
數据的整理可分為兩種形式:1整理成能夠反映某些信息的統計量2整理成反映一定規律的圖形
第三章:統計量与統計圖
(一典型常用的統計量
(1平均數Xbar
(二工序能力指數
以6σ定義的工序能力只表示工序所固有的實際加工能力,并不說明這一能力能否滿足產品質量要求.為了反映工序能力滿足產品質量要求的程度,引入工序能力指數的概念.
工序能力指數,是指產品質量標准(或技朮要求與工序能力的比值.一般采用符號C P (Process Capability表示,即
T為質量標准的范圍,即公差.
名稱日期02/08/02頁號章節
5.0
頁版本
A
小頁號
動刻度盤,使指針指向“0”位置,再將刻度盤鎖緊螺絲擰緊.
因為這時計算的C P值,只考慮了質量指標值的波動,而忽略了分布中心的位置對工序質量的影響.為了避免這種現象,對C P值要進行修正,工序能力指數,用C PK來表示如下:C PK =(1-K。C P
(2極值X max;Xmin (3極差R=X max-Xmin (4標准偏差σ
(二直方統計圖
直方圖是在統計數据頻率數的基礎上,用圖形表示數据分布情況的一种圖形化方法. (1直方圖的作法
例:在1-50的范圍內,有如下一組數据(50PCS
文件編號
版本A
名稱日期02/08/02頁號章節
3.0
頁版本
A
小頁號
1.工序能力指數的計算.當質量標准為雙向公差,且質量數據的分布中心(μ與公差中心(M重合時,用符號C P表示.
式中:TL------公差下限; TU------公差上限; S-------樣本的標准差.
CP值的計算式,只有在分布中心μ與公差中心M重合時才成立.實際生產中,這種情況是極少的,
文件編號
版本A
是極少的,
是工序能力准的前提下,
般工藝可以既縮小T,
定的生產高,所加工
服從政態
圍會增大至花費更大,
用6σ來表
是極少的,
是工序能力准的前提下,
般工藝可以既縮小T,
5造成這种情況不是生產上的問題,往往是由于測量誤差或分組不當造成的.
文件編號
版本A
名稱日期02/08/02頁號章節
4.0
頁版本
A
小頁號
(一正態分布( nomal distribution
在計量值數据中,應用最廣的一類連續形概率分布為正態分布.正態分布隨机變量X的分布函數為
正態分布函數密度曲線為
(二正態分布的解釋与應用
我們可以用產品質量的實際波動來定量描述工序能力的大小,定義:
B=6σ,為什么用6σ來刻划工序能力呢?因為當工序處于穩定狀態時,產品的質量指標服從政態分布,此時,在μ±3σ的范圍內包括了99.73%的產品,如果取μ±4σ或μ±5σ,相應的產品范圍會增大至99.994%和99.9994%,分別增加了0.264%和0.26994%,而同時要求提供的各种保証更多,精力花費更大,經濟上是不合理的.因此在兼顧工序能力滿足技術要求的程度和工序加工的經濟兩個方面,用6σ來表示工序能力.
正態分布函數中的μ与σ是互相獨立的兩個分布函數,μ決定正態曲線的位置,σ決定它的形狀.
第四章:質量數據的統計分布規律
工程能力分析与控制
質量數據的統計分布規律
μ
σ
折齒型
篩選不良
文件編號
版本A
名稱日期02/08一工序能力
工序能力是指工序處于穩定狀態下的實際加工能力.有時也稱工序能力為工序能夠穩定的生產出合格品的能力.從定量的角度看,工序能力是工序本身所固有的一种可以度量的特性.如果工序能力高,所加工產品質量指標的波動就小,說明工序質量好.