经验公式确定钢的热处理温度修订稿
钢的热处理工艺设计经验公式大全

钢的热处理工艺设计经验公式大全热处理是钢材加工过程中非常重要的一环,通过改变钢材的晶体结构和组织状态,可以提高钢材的力学性能和耐腐蚀性能。
热处理工艺设计是确定热处理参数和过程的过程。
在热处理工艺设计中,经验公式是实践经验的总结,可以作为指导设计的依据。
以下是一些常用的钢的热处理工艺设计经验公式:1.碳钢淬火温度(Tc)经验公式:Tc=727+0.33*C其中,Tc为淬火温度(单位:摄氏度),C为碳含量(单位:百分比)。
这个公式是根据碳钢的相图和强度要求推导出来的。
2.碳钢回火温度(Th)经验公式:Th=500+5*HRC-10其中,Th为回火温度(单位:摄氏度),HRC为硬度值(单位:洛氏硬度)。
这个公式是一种经验化的关系,用于估算碳钢的回火温度。
3.碳钢退火温度(Ta)经验公式:Ta=800+20*M-10*F其中,Ta为退火温度(单位:摄氏度),M为马氏体体积分数(百分比),F为珠光体体积分数(百分比)。
这个公式是根据马氏体转变的温度范围和组织形态确定的。
4.合金钢的时效温度(Ts)经验公式:Ts=Ac3+100-60*Ln(t)其中,Ts为时效温度(单位:摄氏度),Ac3为奥氏体转变温度(单位:摄氏度),t为时效时间(单位:小时)。
这个公式是用于选择合金钢的时效温度和时间。
5.不锈钢的固溶温度(Ts)经验公式:Ts=0.6*Ac1+0.4*Ac3其中,Ts为固溶温度(单位:摄氏度),Ac1为铁素体转变温度(单位:摄氏度),Ac3为奥氏体转变温度(单位:摄氏度)。
这个公式是选择不锈钢的固溶温度的经验方法。
6.复合材料的固化温度(Tc)经验公式:Tc=0.6*Tg+0.4*Tm其中,Tc为固化温度(单位:摄氏度),Tg为玻璃化转变温度(单位:摄氏度),Tm为熔融转变温度(单位:摄氏度)。
这个公式适用于选择复合材料的固化温度。
钢的热处理工艺设计经验公式

随着科学技术的发展,为满足机械零件越来越高的性能要求,研制和引进的新钢种日益增多。
由于诸多原因,大多数生产厂家无法及时获得新钢种的有关资料数据,纷材料选择、技术设计和热处理工艺编制带来困难。
解决的办法之一是进行必要的工艺试验,为此,要消耗大量的经费和时问。
这对于从事单件、小批量生产的中小企业是难以办到的。
经过热处理工作者的多年努力,采用试验和数理统计方法导出了许多实用的经验公式。
本文收集整理出的33个公式,可在缺乏新材料的有关数据资料的情况下(只需通过理化分析得到新锕种的化学成分)估算出钢的热处理工艺参数,进行热处理工艺设计。
这是建立金属热处理柔性系统(FCM)数据库的前期工作。
1 钢的热处理相变点及再结晶温度的计算_1](1)亚共析钢加热时,所有铁素体转变为奥氏体的温度Ac (℃):Ac :908-223.7C+438 5P+30 49Si+37.92V一34.4Mn一23Ni一200(C一0 54+0.06Ni) ??(1)Ac =854—180C一14Mn+44Si一17_8Ni一1.7Cr ? ?(2)式(1),(2)适用于0.3%≤C≤0.6%,0≤si≤1.0%,O≤N 3.5%,0~<Cr<-I.5%,O<-Mc~<0.5%。
航空棚遣技术(2)钢加热时,开始形成奥氏体的温度Ac,(℃):Ac =723—14Mn+22Si一14.4Ni+23.3cr---(3)式(3)适用范围同式(1)。
Ac =723+25Si一7Mn+l5Q 一15Ni+30W +40Mo+50V ?---(4)式(4)适用于0≤c≤0.8%,0≤Mo≤0.5%,0≤v≤0.5%,oKwK1、5%,0≤CrY7.5%。
(3)钢奥氏体化后冷却时,奥氏体开始转变为马氏体的温度M (℃):M .=550—350C一40Mn一35V 一20Cr—l7Ni—Cu一10Mo一5W +15Co+30Al+0Si ? ?(5) M =561—474C一33Mn一17Cr一17Ni一21Mo?(6)式(5),(6)适用于中低碳钢。
经验公式确定钢的热处理温度
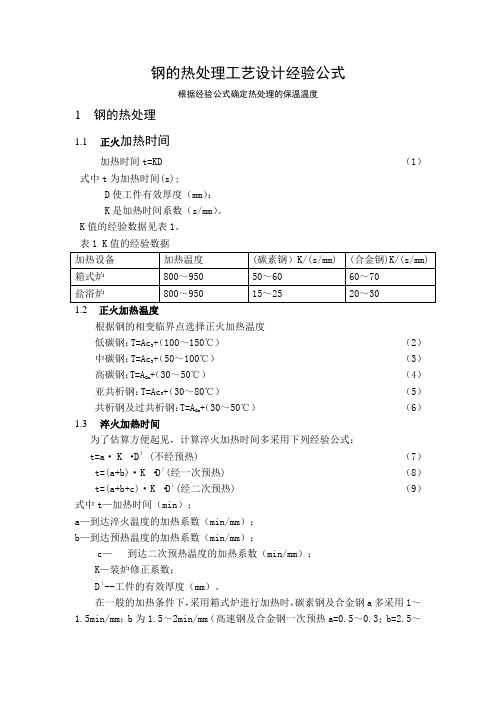
钢的热处理工艺设计经验公式------------根据经验公式确定热处理的保温温度------------1钢的热处理1.1正火加热时间加热时间t=KD (1)式中t为加热时间(s);D使工件有效厚度(mm);K是加热时间系数(s/mm)。
K值的经验数据见表1。
表1 K值的经验数据1.2 正火加热温度根据钢的相变临界点选择正火加热温度+(100~150℃)(2)低碳钢:T=Ac3中碳钢:T=Ac+(50~100℃)(3)3+(30~50℃)(4)高碳钢:T=ACm亚共析钢:T=Ac+(30~80℃)(5)3共析钢及过共析钢:T=A+(30~50℃)(6)Cm1.3淬火加热时间为了估算方便起见,计算淬火加热时间多采用下列经验公式:t=a· K ·D︱ (不经预热) (7)t=(a+b)· K ·D︱(经一次预热) (8)t=(a+b+c)· K ·D︱(经二次预热) (9)式中t—加热时间(min);a—到达淬火温度的加热系数(min/mm);b—到达预热温度的加热系数(min/mm);c—到达二次预热温度的加热系数(min/mm);K—装炉修正系数;D︱--工件的有效厚度(mm)。
在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~1.5min/mm;b为1.5~2min/mm(高速钢及合金钢一次预热a=0.5~0.3;b=2.5~3.6;二次预热a=0.5~0.3;b=1.5~2.5;c=0.8~1.1),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a 约为1.5~20秒/毫米,系数b 不用另加。
若用盐浴加热,则所需时间,应较箱式炉中加热时间少五分之一(经预热)至三分之一(不经预热)左右。
工件装炉修正系数K 的经验值如表2:表2 工件装炉修正系数K1.4 淬火加热温度按常规工艺, 亚共析钢的淬火加热温度为Ac 3+(30~50℃); (10)共析和过共析钢为Ac 1+(30~50℃); (11)合金钢的淬火加热温度常选用Ac 1(或Ac 3)+(50~100℃) (12) 1.5 回火加热时间对于中温或高温回火的工件,回火时间是指均匀透烧所用的时间,可按下列经验公式计算:t=aD+b (13) 式中t —回火保温时间(min );D —工件有效尺寸;(mm );a —加热系数(min/mm );b —附加时间,一般为10~20分钟。
钢热处理工艺设计经验公式

钢的热办理工艺设计经验公式参照文件:黄春峰 . 钢的力学性能及热办理工艺经验公式 [J]. 金属热办理 .1998 ,(4):12-171 钢的热办理正火加热时间加热时间 t=KD(1)式中 t 为加热时间 (s);D 使工件有效厚度( mm );K 是加热时间系数( s/mm )。
K 值的经验数据见表 1。
表 1 K 值的经验数据加热设施 加热温度 ( 碳素钢) K/(s/mm) ( 合金钢 )K/(s/mm)箱式炉 800~950 50~60 60~70 盐浴炉800~95015~2520~30正火加热温度依据钢的相变临界点选择正火加热温度低碳钢:T=Ac 3 +(100~150℃) (2)中碳钢:T=Ac 3 +(50~ 100℃) (3)高碳钢:T=A Cm +(30~50℃) (4)亚共析钢:T=Ac 3+(30~80℃)(5)共析钢及过共析钢: T=A Cm +(30~ 50℃)(6)淬火加热时间为了估量方便起见,计算淬火加热时间多采纳以下经验公式:︱( 不经预热 )(7)t=a · K ·Dt=(a+b) ·K︱(8)·D ( 经一次预热 )t=(a+b+c) ·K ︱(9)·D ( 经二次预热 )式中 t —加热时间( min );a —抵达淬火温度的加热系数( min/mm );b —抵达预热温度的加热系数( min/mm );c —抵达二次预热温度的加热系数( min/mm );K—装炉修正系数;︱D -- 工件的有效厚度( mm)。
在一般的加热条件下,采纳箱式炉进行加热时,碳素钢及合金钢 a 多采纳 1~;b 为 1.5 ~2min/mm(高速钢及合金钢一次预热a=0.5 ~0.3 ;b=2.5 ~3.6 ;二次预热 a=0.5 ~ 0.3 ;b=1.5 ~ 2.5 ; c=0.8 ~1.1 ),若在箱式炉中进行快速加热时,当炉温较淬火加热温度超出100~150℃时,系数 a 约为 1.5 ~ 20 秒/毫米,系数 b 不用另加。
经验公式确定钢的热处理温度

钢的热处理工艺设计经验公式------------根据经验公式确定热处理的保温温度------------1 钢的热处理1.1正火加热时间加热时间t=KD (1)式中t为加热时间(s);D使工件有效厚度(mm);K是加热时间系数(s/mm)。
K值的经验数据见表1。
表1 K值的经验数据1.2 正火加热温度根据钢的相变临界点选择正火加热温度低碳钢:T=Ac3+(100~150℃)(2)中碳钢:T=Ac3+(50~100℃)(3)高碳钢:T=A Cm+(30~50℃)(4)亚共析钢:T=Ac3+(30~80℃)(5)共析钢及过共析钢:T=A Cm+(30~50℃)(6)1.3淬火加热时间为了估算方便起见,计算淬火加热时间多采用下列经验公式:t=a·K ·D︱(不经预热) (7)t=(a+b)·K ·D︱(经一次预热) (8)t=(a+b+c)·K ·D︱(经二次预热) (9)式中t—加热时间(min);a—到达淬火温度的加热系数(min/mm);b—到达预热温度的加热系数(min/mm);c—到达二次预热温度的加热系数(min/mm);K—装炉修正系数;D︱--工件的有效厚度(mm)。
在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~1.5min/mm;b为1.5~2min/mm(高速钢及合金钢一次预热a=0.5~0.3;b=2.5~3.6;二次预热a=0.5~0.3;b=1.5~2.5;c=0.8~1.1),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a约为1.5~20秒/毫米,系数b不用另加。
若用盐浴加热,则所需时间,应较箱式炉中加热时间少五分之一(经预热)至三分之一(不经预热)左右。
工件装炉修正系数K的经验值如表2:表2 工件装炉修正系数K1.4淬火加热温度按常规工艺,亚共析钢的淬火加热温度为Ac3+(30~50℃);(10)共析和过共析钢为Ac1+(30~50℃);(11)合金钢的淬火加热温度常选用Ac1(或Ac3)+(50~100℃)(12)1.5回火加热时间对于中温或高温回火的工件,回火时间是指均匀透烧所用的时间,可按下列经验公式计算:t=aD+b(13)式中t—回火保温时间(min);D—工件有效尺寸;(mm);a—加热系数(min/mm);b—附加时间,一般为10~20分钟。
钢的力学性能及热处理工艺经验公式
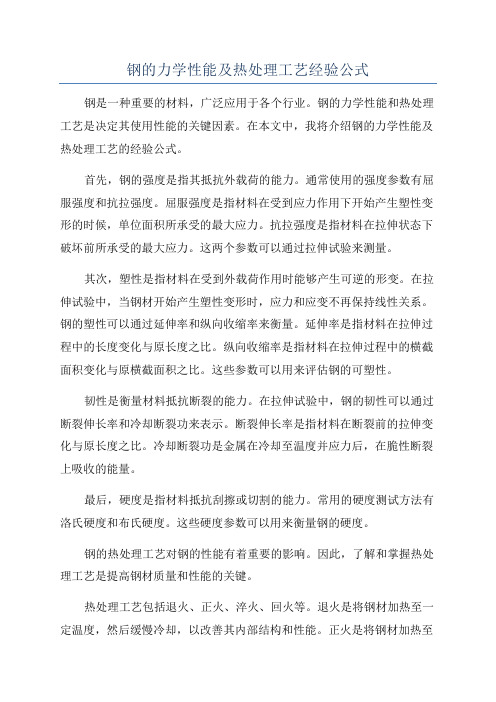
钢的力学性能及热处理工艺经验公式钢是一种重要的材料,广泛应用于各个行业。
钢的力学性能和热处理工艺是决定其使用性能的关键因素。
在本文中,我将介绍钢的力学性能及热处理工艺的经验公式。
首先,钢的强度是指其抵抗外载荷的能力。
通常使用的强度参数有屈服强度和抗拉强度。
屈服强度是指材料在受到应力作用下开始产生塑性变形的时候,单位面积所承受的最大应力。
抗拉强度是指材料在拉伸状态下破坏前所承受的最大应力。
这两个参数可以通过拉伸试验来测量。
其次,塑性是指材料在受到外载荷作用时能够产生可逆的形变。
在拉伸试验中,当钢材开始产生塑性变形时,应力和应变不再保持线性关系。
钢的塑性可以通过延伸率和纵向收缩率来衡量。
延伸率是指材料在拉伸过程中的长度变化与原长度之比。
纵向收缩率是指材料在拉伸过程中的横截面积变化与原横截面积之比。
这些参数可以用来评估钢的可塑性。
韧性是衡量材料抵抗断裂的能力。
在拉伸试验中,钢的韧性可以通过断裂伸长率和冷却断裂功来表示。
断裂伸长率是指材料在断裂前的拉伸变化与原长度之比。
冷却断裂功是金属在冷却至温度并应力后,在脆性断裂上吸收的能量。
最后,硬度是指材料抵抗刮擦或切割的能力。
常用的硬度测试方法有洛氏硬度和布氏硬度。
这些硬度参数可以用来衡量钢的硬度。
钢的热处理工艺对钢的性能有着重要的影响。
因此,了解和掌握热处理工艺是提高钢材质量和性能的关键。
热处理工艺包括退火、正火、淬火、回火等。
退火是将钢材加热至一定温度,然后缓慢冷却,以改善其内部结构和性能。
正火是将钢材加热至适宜温度,然后迅速冷却,以提高其硬度和强度。
淬火是将钢材加热至临界温度,然后迅速冷却,使其获得高硬度和高强度。
回火是将淬火后的钢材加热至适宜温度,然后缓慢冷却,以减轻淬火时产生的内应力。
在实际应用中,钢的力学性能和热处理工艺往往需要通过实验和经验进行调整和优化。
工程师们通过实验和经验总结出了一些公式,用于预测和计算钢的力学性能和热处理工艺。
一些常用的公式包括哈氏公式、拉伸公式和冷却断裂功公式等。
经验公式确定钢的热处理温度
经验公式确定钢的热处理温度Company number:【0089WT-8898YT-W8CCB-BUUT-202108】钢的热处理工艺设计经验公式------------根据经验公式确定热处理的保温温度------------1钢的热处理正火加热时间加热时间t=KD (1)式中t为加热时间(s);D使工件有效厚度(mm);K是加热时间系数(s/mm)。
K值的经验数据见表1。
表1 K值的经验数据正火加热温度根据钢的相变临界点选择正火加热温度低碳钢:T=Ac3+(100~150℃)(2)中碳钢:T=Ac3+(50~100℃)(3)高碳钢:T=A Cm+(30~50℃)(4)亚共析钢:T=Ac3+(30~80℃)(5)共析钢及过共析钢:T=A Cm+(30~50℃)(6)淬火加热时间为了估算方便起见,计算淬火加热时间多采用下列经验公式:t=a· K ·D︱ (不经预热) (7)t=(a+b)· K ·D︱(经一次预热) (8)t=(a+b+c)· K ·D︱(经二次预热) (9)式中t—加热时间(min);a—到达淬火温度的加热系数(min/mm);b—到达预热温度的加热系数(min/mm);c—到达二次预热温度的加热系数(min/mm);K—装炉修正系数;D︱--工件的有效厚度(mm)。
在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~mm;b 为~2min/mm(高速钢及合金钢一次预热a=~;b=~;二次预热a=~;b=~;c=~),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a约为~20秒/毫米,系数b不用另加。
若用盐浴加热,则所需时间,应较箱式炉中加热时间少五分之一(经预热)至三分之一(不经预热)左右。
工件装炉修正系数K的经验值如表2:表2 工件装炉修正系数K淬火加热温度按常规工艺,亚共析钢的淬火加热温度为Ac3+(30~50℃);(10)共析和过共析钢为Ac1+(30~50℃);(11)合金钢的淬火加热温度常选用Ac1(或Ac3)+(50~100℃)(12)回火加热时间对于中温或高温回火的工件,回火时间是指均匀透烧所用的时间,可按下列经验公式计算:t=aD+b (13)式中t—回火保温时间(min);D—工件有效尺寸;(mm);a—加热系数(min/mm);b—附加时间,一般为10~20分钟。
经验公式确定钢的热处理温度
经验公式确定钢的热处理温度钢的热处理工艺设计经验公式------------根据经验公式确定热处理的保温温度------------1钢的热处理1.1正火加热时间加热时间t=KD (1)式中t为加热时间(s);D使工件有效厚度(mm);K是加热时间系数(s/mm)。
K值的经验数据见表1。
表1 K值的经验数据加热设备加热温度(碳素钢)K/(s/mm) (合金钢)K/(s/mm) 箱式炉800~950 50~60 60~70盐浴炉800~950 15~25 20~301.2 正火加热温度根据钢的相变临界点选择正火加热温度低碳钢:T=Ac+(100~150℃)(2)3+(50~100℃)(3)中碳钢:T=Ac3高碳钢:T=A+(30~50℃)Cm(4)亚共析钢:T=Ac+(30~80℃)(5)3+(30~50℃)共析钢及过共析钢:T=ACm(6)1.3淬火加热时间为了估算方便起见,计算淬火加热时间多采用下列经验公式:t=a· K ·D︱ (不经预热) (7)t=(a+b)· K ·D︱(经一次预热) (8)t=(a+b+c)· K ·D︱(经二次预热) (9)式中t—加热时间(min);a—到达淬火温度的加热系数(min/mm);1.6回火加热温度钢的回火定量关系式很早就有人研究,其经验公式为:钢的回火温度的估算,T=200+k(60-x) (14)式中: x —回火后硬度值,HRC;k—待定系数,对于45钢,x>30,k =11;x≤30,k=12。
大量试验表明,当钢的回火参数P一定时,回火所达到的工艺效果——硬度值或力学性能相同。
因此,按传统经验式确定回火参数仅在标准态(回火1h)时方可使用,实际生产应用受到限制.为了解决上述问题,将有关因素均定量表达,文献中导出如下回火公式:(1)在200~40O℃范围:HV=640-(T-20)×1.05+(lgt-1.28)×366+( T-200)(lgt-1.28)×0.036 (15)(2)在400~600℃范围:HV=17.2×103/T-(1gt一1.28)×29.4-(T-400)(Igt-1.28)×0.023 (16)式中T--回火温度℃t--回火时间,min对比可以看出影响回火效果的主要因素是T和t能较好,较真实地反映出实际工艺参数的影响,定量地表达了不同温度区间回火硬度的变化特征。
经验公式确定钢的热处理温度(习题教学)
钢的热处理工艺设计经验公式------------根据经验公式确定热处理的保温温度------------1钢的热处理1.1正火加热时间加热时间t=KD (1)式中t为加热时间(s);D使工件有效厚度(mm);K是加热时间系数(s/mm)。
K值的经验数据见表1。
表1 K值的经验数据加热设备加热温度(碳素钢)K/(s/mm) (合金钢)K/(s/mm) 箱式炉800~950 50~60 60~70盐浴炉800~950 15~25 20~301.2 正火加热温度根据钢的相变临界点选择正火加热温度+(100~150℃)(2)低碳钢:T=Ac3中碳钢:T=Ac+(50~100℃)(3)3+(30~50℃)(4)高碳钢:T=ACm亚共析钢:T=Ac+(30~80℃)(5)3+(30~50℃)(6)共析钢及过共析钢:T=ACm1.3淬火加热时间为了估算方便起见,计算淬火加热时间多采用下列经验公式:t=a· K ·D︱ (不经预热) (7)t=(a+b)· K ·D︱(经一次预热) (8)t=(a+b+c)· K ·D︱(经二次预热) (9)式中t—加热时间(min);a—到达淬火温度的加热系数(min/mm);b—到达预热温度的加热系数(min/mm);c—到达二次预热温度的加热系数(min/mm);K—装炉修正系数;D︱--工件的有效厚度(mm)。
在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~1.5min/mm;b为1.5~2min/mm(高速钢及合金钢一次预热a=0.5~0.3;b=2.5~3.6;二次预热a=0.5~0.3;b=1.5~2.5;c=0.8~1.1),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a 约为1.5~20秒/毫米,系数b 不用另加。
若用盐浴加热,则所需时间,应较箱式炉中加热时间少五分之一(经预热)至三分之一(不经预热)左右。
热处理回火工艺温度的确定
热处理回火工艺温度的确定50种常用钢材的回火方程回火是热处理工艺过程中的主要工序之一。
通常,机械零件热处理的硬度(H),取决于回火温度(T)和回火时间(t),三者之间存在着一定的函数关系H=f(T,t)。
当回火时间一定时,钢的回火硬度与回火温度的函数关系可划为四种类型(H和T 互为反函数):①直线型;②抛物线型;③幂函数型;④直线与幂函数复合型。
因③④两种类型在使用时,计算和作图都极为不便,所以,为方便实用起见,大多数情况下都可简化成直线或抛物线型,用经验方程(公式)表示,即:H=a1+R1TH=a2+R2T式中:H――回火硬度值(HRC、HV、HB或HRA)T――回火温度(℃)a1、a2、R1、R2――待定系数。
下表所列的50种钢材的热处理回火方程,主要是依据实际工艺试验和有关参考文献的数据,运用数理统计方法计算和修正所得。
回火方程实用性强,可作为机械零件的技术设计和制定热处理工艺规范时参考。
表中列举的50种钢材热处理回火方程,在实际生产中使用时应注意下列问题:(1)钢材原材料的化学成分及力学性能应符合国家技术标准要求(GB、YB等),最大外径(或相对厚度)接近或小于淬火临界直径。
(2)回火方程仅适用于常规淬火、回火工艺;不适用于亚温淬火、复合热处理、形迹热处理等工艺。
(3)在热处理过程中,应正确选用淬火介质,使冷却能力满足工艺要求;钢材按要求进行预备热处理;除高速钢外,一般仅进行一次回火。
(4)考虑到随机因素的影响,钢材热处理后,实际回火硬度和温度与计算所得值允许有≤5%的误差。
实践证明,本文推荐的常用50种钢材的热处理回火方程(经验公式),实用方便。
对机械零件金属材料的选择、力学性能潜力的发挥,技术指标的制定以及产品质量的提高均有帮助。
金属材料热处理回火方程的建立,也是建立热处理柔性系统(FCM)的首要前期工作之一。
常用50种钢材的热处理回火方程序号钢种淬火温度(℃)/冷却介质回火方程Hi T1 30 855/水 H1=-1/20•T T=850-20H12 40 835/水 H1=65-1/15•T T=950-15H13 45 840/水 H1=62-1/9000•T2 T=4 50 825/水 H1=-1/13•T T=-13H15 60 815/水 H1=74-2/25•T T=925-6 65 810/水 H1=-1/12•T T=942-12H17 20Mn 900/水 H4=85-1/20•T T=1700-20H48 20Cr 890/油 H1=50-2/45•T T=1125-9 12Cr2Ni4 865/油 H1=-3/40•T(T≤400)T=-(H1≥)H1=-1/16•T(T>400)T=1080-16H1(H1<)10 18Cr2Ni4W 850/油 H1=48-1/24000•T2 T=11 20CrMnTiA 870/油 H1=48-1/16000•T2 T=12 30CrMo 880/油 H1=-1/16•T T=1000-16H113 30CrNi3 830/油 H1=600-1/2•T T=1200-2H3(H3≤475)14 30CrMnSi 880/油 H1=62-2/45•T T=1395-15 35SiMn 850/油 H1=-5/8•T T=1020-16 35CrMoV 850/油 H1=540-2/5•T T=1350-17 38CrA 850/油 H1=-(15/28)×10-4•T2 T=18 38CrMoAl 930/油 H1=64-1/25•T(T≤550);T=1600-25H1 (H1≥45)H1=95-1/10•T(T>550);T=950-10H1 (H1<45)19 40Cr 850/油 H1=75-3/40•T T=1000-20 40CrNi 850/油 H1=63-3/50•T T=1050-21 40CrNiMo 850/油 H1=-1/20•T T=1250-20H122 50Cr 835/油 H1=-3/55•T T=-23 50CrVA 850/油 H1=73-1/14•T T=1022-14H124 55SiMoV 850/油 H1=70-3/50•T T=-25 55SiMnMoV 870/油 H1=61-1/25•T T=1525-25H126 60Si2Mn 860/油 H1=68-1/11250•T2 T=27 65Mn 820/油 H1=74-3/40•T T=-28 T7 810/水 H1=-1/12•T T=930-12H129 T8 800/水 H1=78-1/80•T T=-30 T10 780/水 H1=-1/11•T T=-11H131 T12 780/水 H1=-1/16•T T=1160-16H132 CrMn 840/油 H1=67-1/30•T(100≤T≤400) T=1821-30H1(≤H1≤)33 CrWMn 830/油 H1=69-1/25•T T=1725-25H134 Cr12 980/油 H1=64-1/80•T(T≤500) T=5120-80H1(H1≥)H1=-1/10•T(T>500) T=1075-10H1(H1<)35 Cr12MoV 1000/油 H1=65-1/100•T(T≤500) T=6500-100H1(H1≥60)36 Cr12Mo 970/油 H3=850-1/2•T(T≤500) T=1700-2H3(H3≥600)H3=1267-4/7•T(T>500) T=-(H3<600)37 3Cr2W8V 1150/油 H3=1750-2•T(T≥600) T=875-(H3≤550)38 8CrV 850/油 H3=800-5/9•T T=1440-39 8Cr3 870/油 H1=68-7/150•T(T≤520)T=1457-(H1<44)H1=148-1/5•T(T>520) T=740-5H1(H1>44)40 9SiCr 865/油 H1=69-1/30•T T=2070-30H141 5CrNiMo 855/油 H1=-1/16•T T=1160-16H142 5CrMnMo 855/油 H1=69-3/50•T T=1150-43 W18Cr4V 1280/油 H1=93-3/31250•T T=44 GCr15 850/油 H2=733-2/3•T T=-45 1Cr13 1040/油 H1=41-1/100•T(T≤450)T=4100-100H1 (H1≥)H1=1150-3/20•T(450<T≤620) T=-(22≤H1≤)46 2Cr13 1020/油 H1=150-1/5•T(T≥550)T=750-5H1(H1≤40)47 3Cr13 1020/油 H1=62-(5/6)×10-4•T2(T≥350) T=48 4Cr13 1020/油 H1=-(20/21)×10-4•T2(T≥400) T=49 1Cr17Ni2 1060/油 H1=60-1/20•T(T≥400) T=1200-20H1 (H1≤40)50 9Cr18 1060/油 H1=62-1/50•T(T≤450)T=3100-50H1(H1≥53)H1=83-1/15•T(T>450) T=1245-15H1 (H1<53)51 35CrMo 860/油 H1=+ 23MnNiMoCr54 880/水 H=+注:式中H1---HRC,H2---HB,H3---HV,H4---HRA。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
经验公式确定钢的热处理温度WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-钢的热处理工艺设计经验公式------------根据经验公式确定热处理的保温温度------------1钢的热处理正火加热时间加热时间t=KD (1)式中t为加热时间(s);D使工件有效厚度(mm);K是加热时间系数(s/mm)。
K值的经验数据见表1。
表1 K值的经验数据正火加热温度根据钢的相变临界点选择正火加热温度低碳钢:T=Ac3+(100~150℃)(2)中碳钢:T=Ac3+(50~100℃)(3)高碳钢:T=A Cm+(30~50℃)(4)亚共析钢:T=Ac3+(30~80℃)(5)共析钢及过共析钢:T=A Cm+(30~50℃)(6)淬火加热时间为了估算方便起见,计算淬火加热时间多采用下列经验公式:t=a· K ·D︱ (不经预热) (7)t=(a+b)· K ·D︱(经一次预热) (8)t=(a+b+c)· K ·D︱(经二次预热) (9)式中t—加热时间(min);a—到达淬火温度的加热系数(min/mm);b—到达预热温度的加热系数(min/mm);c—到达二次预热温度的加热系数(min/mm);K—装炉修正系数;D︱--工件的有效厚度(mm)。
在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~mm;b为~2min/mm(高速钢及合金钢一次预热a=~;b=~;二次预热a=~;b=~;c=~),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a约为~20秒/毫米,系数b不用另加。
若用盐浴加热,则所需时间,应较箱式炉中加热时间少五分之一(经预热)至三分之一(不经预热)左右。
工件装炉修正系数K的经验值如表2:表2 工件装炉修正系数K淬火加热温度按常规工艺,亚共析钢的淬火加热温度为Ac3+(30~50℃);(10)共析和过共析钢为Ac1+(30~50℃);(11)合金钢的淬火加热温度常选用Ac1(或Ac3)+(50~100℃)(12)回火加热时间对于中温或高温回火的工件,回火时间是指均匀透烧所用的时间,可按下列经验公式计算:t=aD+b (13)式中t—回火保温时间(min);D—工件有效尺寸;(mm);a—加热系数(min/mm);b—附加时间,一般为10~20分钟。
盐浴的加热系数为~mm;铅浴的加热系数为~mm;井式回火电炉(RJJ系列回火电炉)加热系数为~mm;箱式电炉加热系数为2~mm。
回火加热温度钢的回火定量关系式很早就有人研究,其经验公式为:钢的回火温度的估算,T=200+k(60-x) (14)式中: x —回火后硬度值,HRC;k—待定系数,对于45钢,x>30,k =11;x≤30,k=12。
大量试验表明,当钢的回火参数P一定时,回火所达到的工艺效果——硬度值或力学性能相同。
因此,按传统经验式确定回火参数仅在标准态(回火1h)时方可使用,实际生产应用受到限制.为了解决上述问题,将有关因素均定量表达,文献中导出如下回火公式:(1)在200~40O℃范围:HV=640-(T-20)×+×366+( T-200)×(15)(2)在400~600℃范围:HV=×103/T-(1gt一×(T-400)×(16)式中T--回火温度℃t--回火时间,min对比可以看出影响回火效果的主要因素是T和t能较好,较真实地反映出实际工艺参数的影响,定量地表达了不同温度区间回火硬度的变化特征。
2钢的热处理相变点及再结晶温度的计算2.1 A C1和A C3温度的经验公式A C1和AC3分别表示在加热过程中组织开始转变为奥氏体和全部转变为奥氏体时的温度,它们对钢的热处理工艺的制定以及新材料和新工艺的设计都具有重要意义。
因此,对A C1和A C3的预测具有较大的理论和应用价值。
Andrews搜集了英,德,法,美等国家的资料通过对大量试验数据进行回归分析,获得了根据钢的化学成分计算A C1和A C3温度的经验公式:AC3(℃)=910 - 203C1/ 2- + + 104V + + (17)AC1(℃)=723–– + 29Si + + 290As + (18)式中的元素符号代表其含量 (质量分数,wt%,下同) ,适用钢的成分范围为:≤0.6C, ≤, ≤5Cr , ≤5Ni , ≤。
公式(1)~(2)表达了钢的AC1和AC3与化学成分之间的关系,其优点是形式简明、直观,便于应用。
钢奥氏体化后冷却时,奥氏体开始转变为马氏体的温度Ms(℃)Ms=550-350C-40Mn-35V-20Cr-17Ni-Cu-10Mo-5W+15Co+30Al+0Si (19) Ms=561-474C-33Mn-17Cr-17Ni-21Mo (20) 式(19),(20)适用于中低碳钢。
Ms=-423C (21)式(21)适用于%≤C≤%,%≤Mn ≤%,%≤Si ≤% ,0≤Ni≤%,0≤Cr≤% ,0≤Mo≤%。
注意 ,上述 Ms点的计算公式主要用于亚共析钢;对于过共析钢,由于淬火加热温度对奥氏体的成分影响较大,故根据钢的成分来计算Ms点是没有意义的。
Ms=++33+28+1677 (22)式(22)适用于SUS类不锈钢(日本)。
奥氏体转变为马氏体(M)的终了温度Mf(℃)Mf点根据不同的马氏体转变量的计算公式:Mf=(100%M)=Ms-(215±15) (23) Mf=(90%M)=Ms-(103±12) (24) Mf=(50%M)=Ms-(47±9) (25) Mf=(10%M)=Ms-(10±3) (26) 贝氏体组织开始转变的温Bs(℃)Bs=830-270C-90Mn-37Ni-70Cr-83Mo (27) 钢的再结晶温度TR(K)TR= (28)式中: Tm—钢的熔点温度,K。
3钢在空气炉中加热时间(考虑节能)的计算按工件形状确定加热时间t(min)t = kiw (29) 式中:ki—形状系数,k圆柱=1/6~1/9,k板=1/3~1/6,k薄壁管=(δ/D<1/4)=1/4~1/5,k厚壁管(δ/D>1/ 4) = 1/2~1/4 ;w—形状特征尺寸,直径、板厚或壁厚,mm。
按实际装炉量确定加热时间t(min)t=~∑Gw (30)式中:∑Gw—装炉工件总重量,kg。
式(30)适用于45kW箱式电炉加热。
4钢的临界冷却速度的计算钢在油中淬火时心部得到马氏体的临界冷却速度νM(℃/h)logνM=-4.62C+++++ (31)式中: PA—奥氏体化参数(加热时间×加热温度,此处加热时间为1h)。
钢在油中淬火时心部得到贝氏体的临界冷却速度νB(℃/h)logνB=-3.80C+++++ (32)钢在油中淬火时心部得到珠光体-铁素体混合物的临界冷却速度νPF(℃/h)logνPF=-0.43C+++++ (33)钢在油中淬火时心部得到50%马氏体+50%贝氏体的临界冷却速度ν50MB(℃/h)logν50MB=-4.13C+++++ (34)式(31)~(34)适用条件:C≤%,Mn≤%,Ni≤%,Cr≤% ,Mo≤% ,Mn+Ni+Cr+Mo≤%。
5钢的淬火冷却时间的计算钢预冷淬火时空气预冷时间ty(s)ty=12+(3~4)D (35) 式中:D—淬火工件危险截面厚度,mm。
钢Ms 点上分级冷却时间tf(s)tf=30+5D (36)6 钢的淬火硬度的计算钢终端淬火试验时,距试样顶端4~40 mm范围内各点硬度H4~40 (HRC) =88C 1/2C2+19Cr1/2+ 1/2+16Mn 1/2+35Mo 1/2H4~40+5Si 1/2-0.82G-20E 1/2+ (37)式中: E—到顶端距离,mm;G—奥氏体晶粒度。
钢的最高淬火硬度,即淬火钢获得90%马氏体时的硬度Hh(HRC)Hh=30+50C (38) 钢的临界淬火硬度,即淬火钢获得50%马氏体时的硬度Hl(HRC)Hl=24+40C (39) 钢淬火组织为马氏体时的硬度HVMHVM=127+949C+27Si+11Mn+8Ni+16Cr+21logνM (40) 钢淬火组织为贝氏体时的硬度HVBHVB=-323+185C+330Si+153Mn+65Ni+144Cr+191Mo+logνB(89+54C-55Si-22Mn- 10Ni-20Cr-33Mo) (41) 钢淬火组织为珠光体- 铁素体的硬度HVPFHVPF=42+223C+53Si+30Mn+13Ni+7Cr+19Mo+logνPF(10-19Si+4Ni+8Cr+130V) (42) 式(40)~(42)适用条件同式(31)~(33)。
7钢回火后硬度的计算钢淬火组织为马氏体时的回火硬度HVMHVM=-74-434C-368Si+15Mn+37Ni+17Cr-335Mo-2235V+(103/PB)(260+616C+321Si-21Mn-35Ni-11Cr+352Mo-2345V) (43) 式中: PB—回火参数(回火温度×回火时间,此处加热时间为1h)。
钢淬火组织为贝氏体时的回火硬度HVBHVB=262+162C-349Si-64Mn-6Ni-186Cr-485Mo-857+(103/PB)(-149+43C+336Si+79Mn+16Ni+196Cr+498Mo+1094V) (44) 式(42) , (43) 适用条件:C≤% ,Mn≤%,Si≤%,Cr≤%,Mo≤%,Ni≤%,V≤%,Mn+Ni+Cr+Mo≤%。
钢回火后硬度回归方程HRC=0.66CM (45)式中: T—回火温度, ℃;CM—钢的含碳量或碳当量,%;CM=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (46)45钢回火后硬度回归方程HV=640-(T-200) +(T-200)(logt- (47)20≤T≤400HV=×104/T- -(T-400) (48)400≤T≤600式中: t—回火时间,min。
8钢的回火温度的估算(适用于碳素钢)T=200+k(60-x) (49) 式中: x—回火后硬度值,HRC;k—待定系数,对于45钢,x>30,k=11;x≤30,k=12。
9钢的力学性能的换算切削性能M=(50)T=(51)M是扭矩,T是轴向推力,t是进给量,D为钻头直径,HB是布氏硬度。
抗拉强度 b×MPa)与布氏硬度HB普通碳钢及合金钢σb≈1/3HB≈= (52)铸铁σb=(.030~HB (53)灰口铸铁σb=1/6(HB-40) (54) 屈服极限σs(MPa)与抗拉强度σb(MPa)退火状态结构钢σs=(~)σb (55)调质状态结构钢σs=(~)σb (56)(MPa)与抗拉强度σb(MPa)对称弯曲疲劳极限σ-1碳钢(奥金格公式)σ-1=±σb,σb<1200MPa (57)合金钢(茹科夫公式)σ-1=σb+,σb>1200MPa (58)铸铁(莫尔公式)σ-1=σb+ (59)对称拉压疲劳极限σ-1p (MPa)与对称弯曲疲劳极限σ-1(MPa)普通钢σ-1p =σ-1(60)铸铁σ-1p=σ-1 (61)剪切强度Γb(MPa)与抗拉强度σb(MPa)退火钢及碳钢Γb=(~)σb,σb<700MPa (62)中高强度钢Γb=(~)σb,σb=800~1200MPa (63)生铁Γb=(~)σb (64)对称扭转疲劳极限Γ-1(MPa)与对称弯曲疲劳极限σ-1普通钢Γ-1=σ-1 (65)铸铁Γ-1=σ-1 (66)解除疲劳极限σRH(MPa) 与布氏硬度(HB)(应力循环基数为107)σRH=280(HB-25),HB>400 (67)σRH=290(HB-30),HB<400 (68)钢的硬度换算HRC≈HS-15 (69)HV≈HB,HB<450 (70) HS≈1/10HB+12 (71) HB≈10HC,HB=200~600 (72)10 由钢的化学成分估算力学性能求屈服比(屈服极限σs/抗拉强度σb)(1)油夜淬火调质σs/σb(﹪)σs/σb=55+3Si+4Mn+8Cr+10Mo+3Ni+20V (73)式中,金属元素重量百分数(﹪)适用范围:Si≤﹪,Mn≤﹪,Cr≤﹪,Mo≤﹪,Ni≤5﹪,V≤﹪。