BS5163标准内容摘抄
BS 5135-84 Weld Quality
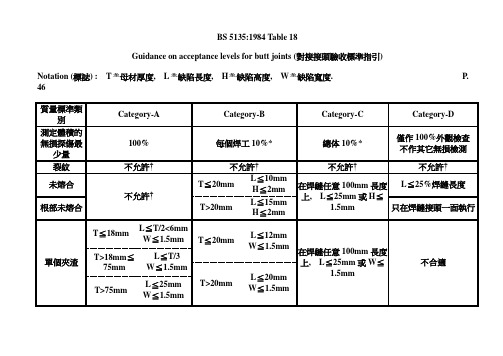
BS 5135:1984 Table 18Guidance on acceptance levels for butt joints (對接接頭驗收標準指引)Notation (標誌) : T 母材厚度, L 缺陷長度, H 缺陷高度, W 缺陷寬度. P. 46* 當“測定體積的無損探傷”隨機抽檢揭露出在一個接合焊縫中有不及格的缺陷時,另兩個在此組(類,群)構件中相若的接合焊縫將需以類似探傷手段加驗。
若這兩個另外加檢接頭的探傷結果及格,則原來的不及格焊縫將需翻修及以同樣探傷手段復驗。
如翻修質量令人滿意,此組(類,群)構件的接合焊縫將可及格。
若這兩個另外加檢接頭的探傷結果不及格,每一個此組(類,群)構件中的接合焊縫將需執行無損檢測。
不及格的缺陷必須翻修及以同樣探傷手段復驗。
† 這並不意味著整個接合焊縫不及格,僅是給予特定地區加以處理(關注),例如:局部修理或打磨而無需補焊。
‡ 在進行超聲波檢驗時發現這類缺陷,還必須採用放射線探測再加以檢查。
§此面積必將被視為受氣孔群所影響焊縫的長度倍於其最大寬度。
BS 5135:1984 Table 19Guidance on acceptance levels for fillet welds (角焊縫驗收標準指引) P.47* 這並不意味著整個接合焊縫不及格,僅是給予特定地區加以處理(關注),例如:局部修理或打磨而無需補焊。
† 如發現裂紋或未熔合,那裡可能需要執行高達100%的檢驗。
‡ 咬邊的可容許性必將由設計師偕同顧問公司(在監管下)的承包商質檢部門和任何(參予的)檢驗機構共同斟酌。
BS 5135:1984, Clause 27. Quality of welds27.1 Welded joint shall be free from defects that would impair the service performance of the construction. Such acceptancerequirements, covering both surface and subsurface defects, shall be in accordance with the application standard where it exists.27.2 If no application standard exists, acceptance requirements shall be agreed between the contracting parties.Note: When no application standard exists which specifies acceptance criteria, the guidance given in Appendix H may be used to facilitate agreement between the contracting parties on the requirements to be met.Appendix H Guidance on acceptance levelsTo facilitate agreement between the contracting parties where no acceptance levels are specified in an application standard, the arbitrary levels given in tables 18 and 19 may be used for guidance, bearing in mind that a standard higher than quality category A may be essential for fatigue situation in butt joints when surface grinding of welds may be required.These quality categories relate to individual joints, not the complete fabrication.It is emphasized that the consequences of failure in service of the particular welded joint in a structure should be the essential basis for deciding which quality category to use and the extent of appropriate non-destructive testing, taking into account whether the weld is designed as a partial-penetration joint.In general, defects buried within the inner half of the cross section of a joint are less significant than those in the outer quarters, a feature which should be borne in mind when considering rejection of joint that appear to be borderline.Although arbitrary, these categories have been applied successfully in practice and are based on other British Standards as fallows:Quality Category A: Similar to the level required for (BS 4870: Part 1 & BS 4871: Part 1)Quality Category B: Class I welding (BS 2633)Quality Category C: Class II welding (BS 2971)Quality Category D: Similar to the level required for general purpose welders when there is no approval of procedures (BS 4872: Part 1)Note: There is no relationship between the letter designations for quality categories and those used for hydrogen scales.* For definitions of defect types, see BS 499: Part 1.! In assessing porosity the area of radiograph to be considered is the length of weld affected by the porosity times the maximum width of the weld.!! Individual inclusions within the group should not exceed the sizes for isolated pores (or individual pores In a group). A linear group is defined as a number of inclusions in line and parallel to the weld axis where the spacing between their adjacent ends does not exceed 6 times the length of the longest inclusion within the group. With parallel groups, all inclusions count towards the aggregate.NOTE. The significant dimension of a defect in terms of its effect on service performance is the height or through thickness dimension. If ultrasonic examination is employed, it is probable that defect indications of very minor cross section will be obtained. In interpreting the requirements of this table, such indications having a dimension h of 1.5 mm or less should be disregarded unless otherwise agreed between the contracting parties.。
除油粉执行标准

除油粉执行标准行业标准-医药,关于除油粉的标准YY 0258-1997 除粉筛行业标准-机械,关于除油粉的标准JB/T 20035-2013 除粉筛JB 20035-2004 除粉筛JB/T 8704-1998 蜂窝式电除焦油器JB/T 8704-2012 蜂窝式电除焦油器JB/T 7381-2010 粉末冶金含油轴承PV值测定JB/T 7381-1994 粉末冶金含油轴承pv值测定JB/T 7907-1999 粉末冶金机油泵齿轮.技术条件JB/T 7907-2011 粉末冶金机油泵齿轮.技术条件JB/T 9736-1999 喷油嘴偶件、柱塞偶件、出油阀偶件.磁粉探伤方法JB/T 9736-2013 喷油嘴偶件、柱塞偶件、出油阀偶件磁粉探伤方法JB/T 8397-1996 粉末热锻浮动油封密封环技术条件JB/T 11791-2014 柴油机润滑油中碳黑去除装置的性能试验方法初始滤清效率JB/T 7908-1999 内燃机粉末冶金机油泵转子.技术条件JB/T 7379-1994 JZS系列粉末冶金机油泵转子.技术条件JB/T 5090-1991 内燃机机油泵粉未冶金转子技术条件JB/T 5091-1991 内燃机机油泵粉未冶金齿轮技术条件IN-BIS,关于除油粉的标准IS 6178-1982 除虫菊除尘粉规范IS 4322-1967 硫丹除尘粉规范IS 6429-1981 七氯除尘粉规范IS 10950-1984 酚酸除尘粉规范IS 8489-1977 佛沙龙除尘粉规格IS 7122-1984 西维因除尘粉规范IS 8029-1985 喹硫磷除尘粉规范IS 5163-1969 甜奶油酪乳粉规范IS 61-1988 油漆用板岩粉规范IS 6014-1978 除虫菊基杀幼虫乳油规范IS 63-1978 油漆和腻子粉刷规范IS 6410-1971 磁力探伤油墨和粉末规范IS 3980-1982 多孔金属粉末油浸轴承规范IS 3536 E-1966 预拌油漆规范刷涂木材底漆粉红色RU-GOST R,关于除油粉的标准GOST 3024-1974 除虫菊粉GOST 13979.5-1968 油渣饼,油饼粉和芥末粉油饼.金属杂质的测定GOST 13979.7-1978 油渣饼,油饼粉和芥末粉油饼.异硫氰酸盐的测定GOST 13979.0-1986 油渣饼,油饼粉和芥末粉油饼.验收规则和取样方法GOST 13979.1-1968 油渣饼,油饼粉和芥末粉油饼.水及挥发物含量的测定方法GOST 13979.4-1968 油渣饼,油饼粉和芥末粉油饼.油饼颜色,气味,黑色杂质和微粒的测定GOST 13979.6-1969 油饼、油粕与芥粉.灰分测定法GOST R 54661-2011 罐装奶.奶油粉.规范GOST 27670-1988 玉米面粉.油脂测定法GOST 13979.9-1969 油饼和油饼粉.测量尿素酶的活性GOST 24903-1981 粉末制品.油含量测定法GOST 13979.3-1968 油饼/油饼粉.可溶性蛋白质的测定方法GOST 33007-2014 除尘器和除尘设备. 气体流的粉尘荷载的测定方法. 通用技术要求和控制方法GOST R 50820-1995 洗涤及除尘设备.测定气体粉尘流含灰量的方法GOST 32749-2014 油籽, 油饼和油粉. 采用近红外反射测定湿度, 油, 蛋白质和纤维"GOST 13979.2-1994 油饼,油粕及芥粉.脂肪和萃取物含量测定法GOST 13979.2-1968 油饼,油粕及芥粉脂肪和萃取物含量测定法GOST R 53600-2009 油籽,油饼与油粉.采用近红外反射发测定水分,油,蛋白质与纤维GOST 13979.8-1969 油饼和油饼粉.自由和组合氰化氢的测定方法GOST 6073-1975 乙醇汽油.溴,氯清除剂含量的测定方法GOST R 53153-2008 油籽粉.含油量的测定.第1部分:正己烷的萃取法(或石油醚)GOST 19284-1979 油漆工业用细滑石粉.技术条件GOST R 52026-2003 林业机械.汽油动力链锯,灌木清除机与除草机.内燃机技术数据的测量方法GOST 12.4.137-2001 "防护石油, 油, 酸, 碱, 无毒和爆炸性粉尘的安全皮鞋. 规格"GOST 12.4.137-1984 防石油,油,酸,碱,无毒和爆炸性粉尘的安全皮革鞋.规范GOST 30002-1993 粉末制品.真空升华油含量的测定法GOST 29012-1991 金属粉末.挤压力去除后及烧结时的压块尺寸变化的测定方法行业标准-化工,关于除油粉的标准HG 2-1461-1982 除草醚原粉HG/T 4922~4924-2016 芸苔素乳油、可溶粉剂和水剂(2016)HG/T 3754~3756-2016 啶虫脒原药、乳油和可湿性粉剂(2016)SE-SIS,关于除油粉的标准SIS SMS 2848-1975 粉尘分离.除尘枪SIS 17 63 20-1972 油漆.立德粉SIS 11 01 78-1964 粉末金属硬度试验的采样除硬质合金外的产品SIS SS-ISO 6713:1989 油漆和清漆.液态或粉末状油漆酸抽提配制品SIS SS 3418-1980 小船.化油器火焰消除装置.要求和测试农业农村部,关于除油粉的标准NY/T 3579-2020 除虫脲可湿性粉剂NY/T 3044-2016 蜜蜂授粉技术规程油菜中国团体标准,关于除油粉的标准T/CAQI 212-2022 洗衣液(粉)除螨虫、除过敏原技术规范T/QGCML 975-2023 油箱除油雾装置T/ZSHG 009-2021 气雾型除油剂T/SGLYCYX 002-2022 粉末茶油T/SAWS 001-2020 涉爆粉尘除尘系统验收规范T/HNSPXH 001-2020 油条预拌粉T/QFIA 0027-2022 粉末水产动物油脂(微胶囊粉)T/GDAR 0001-2020 空气调节器除病毒、除油性能要求及试验方法T/BJAGS 0001-2022 北京好粮油小麦粉T/XJLSXH 1103-2021 新疆好粮油雪花粉T/LNSLX 011-2020 辽宁好粮油小麦粉T/XJLSXH 1102-2020 《新疆好粮油小麦粉》T/SXAGS 0012-2020 山西好粮油小麦粉T/SXAGS 0016-2020 山西好粮油高粱粉T/GPA 001-2020 《陇上好粮油小麦粉》T/SXAGS 0018-2020 山西好粮油玉米粉T/HEBLX 0002-2021 《燕赵好粮油小麦粉》T/LFMCXH 003-2021 绿豆油粉饭制作规范T/SAGS 009-2021 陕西好粮油关中小麦粉T/SAGS 011-2021 陕西好粮油榆林荞麦粉T/SXAGS 0013-2020 山西好粮油富硒小麦粉T/QGCML 068-2020 高油乳清粉加工技术规范T/HLHX 021-2022 黑龙江好粮油强筋小麦粉T/XJLSXH 1104-2021 新疆好粮油玉米馕(饼)专用粉T/XJLSXH 1106-2022 新疆好粮油荞麦馕(饼)专用粉T/HLHX 016-2019 黑龙江好粮油南瓜籽蛋白粉T/ZPP 040-2023 民用建筑油漆粉刷作业要求T/YLZZ 0004-2023 昭苏油菜蜜蜂授粉技术规程T/CQAGS 3204-2023 重庆好粮油重庆小面面条用小麦粉T/CQAGS 3204-2019 重庆好粮油重庆小面面条用小麦粉T/CCPIA 114-2021 三唑酮乳油防治小麦白粉病施用限量T/GAPEC 004-2019 10kV油浸式变压器(非晶合金型除外)质量检验规范美国机械工程师协会,关于除油粉的标准ASME A112.14.4-2001(R2017) 除油装置ASME A112.14.4/CSA B481.5-2022 除油装置ASME A112.14.4-2001 油脂清除装置丹麦标准化协会,关于除油粉的标准DS/EN 615:2009 防火灭火剂粉末规范(D 类粉末除外)DS/EN ISO 21171:2006 医用手套可去除表面粉末的测定DS/EN 12806:2003 汽车液化石油气部件容器除外DS/EN ISO 3549:2003 油漆用锌粉颜料规范和试验方法立陶宛标准局,关于除油粉的标准LST EN 615-2009 防火灭火剂粉末规范(D 类粉末除外)LST EN ISO 21171:2006 医用手套可去除表面粉末的测定(ISO 21171:2006)LST EN 12806-2004 汽车液化石油气部件容器除外LST ISO 6713:1998 油漆和清漆从油漆中制备液体或粉末形式的酸提取物LST EN ISO 3549:2002 油漆用锌粉颜料规格和测试方法(ISO 3549:1995)AENOR,关于除油粉的标准UNE-EN 615:2009 防火灭火剂粉末规范(D 类粉末除外)UNE-EN ISO 21171:2007 医用手套可去除表面粉末的测定(ISO 21171:2006)UNE-EN 12806:2003 汽车液化石油气部件容器除外法国标准化协会,关于除油粉的标准NF EN 615:2009 防火灭火剂粉末要求(D 类粉末除外)NF S60-204:1995 防火.灭火介质.粉未(D类粉末除外)规范NF T75-233:1980 香精油.除蚤薄荷香精油NF A95-121:1993 粉末冶金.热金属用除外粉末.单轴压缩中测定兼容性NF M07-045*NF EN ISO 6245:2002 石油产品粉尘的测定NF A95-323:1984 粉末冶金.(硬金属除外)横向断裂强度的测定NF A95-301:1977 粉末冶金.硬质合金除外的烧结金属材料.取样NF A95-171:1993 金属粉末.除硬质合金外的金属粉末.在压坯和烧结状态下测定尺寸变化NF A95-171:2013 金属粉末.除硬质合金外的金属粉末.与压实和烧结有关的尺寸变化的测定NF ISO 16385:2014 粉红浆果精油(Schinus areira L.),阿根廷型NF EN 15502-2-2:2014 粉红浆果精油(Schinus areira L.),阿根廷型NF EN 1021-1:2014 粉红浆果精油(Schinus areira L.),阿根廷型NF V03-629*NF EN ISO 11215:1998 改良淀粉乙酰化分支淀粉已二酸盐酯油酯酸含量测定NF A95-327:1986 粉末冶金.硬质合金除外的烧结金属材料.疲劳试验用试件NF T60-272*NF EN ISO 18395:2007 动植物脂肪和油.用高效粒度排除色谱法(HPSEC)测定单酰甘油、二酰甘油、三酰甘油和丙三醇NF A95-329:1986 粉末冶金.硬质合金除外的烧结金属材料.维氏显微硬度的测定NF M82-659-1:1988 煤矿设备润滑油、工业油和相关产品L 级液压传动用阻燃液体除外NF A95-312:1971 粉末冶金.多孔烧结制品中油含量的测定行业标准-航空,关于除油粉的标准HB/Z 5110-1978 电化学除油及化学除油溶液分析方法HB/Z 5110.3-2000 电化学除油及化学除油溶液分析方法硅酸钠的测定HB/Z 5110.1-2000 电化学除油及化学除油溶液分析方法电位滴定法测定总碱度HB/Z 5110.4-2000 电化学除油及化学除油溶液分析方法EDTA容量法测定磷酸三钠的含量HB/Z 5110.2-2000 电化学除油及化学除油溶液分析方法电位滴定法测定氢氧化钠、碳酸钠、磷酸三钠的含量HB 5441.9-1989 粉末冶金制品和粉末的性能测试烧结金属材料(硬质合金除外)表观硬度的测定HB 5441.3-1989 粉末冶金制品和粉末的性能测试烧结金属材料(硬质合金除外)拉伸强度的测试方法欧洲标准化委员会,关于除油粉的标准EN 615:2009 防火.灭火介质.粉末规范(D级粉末除外)EN 615:1994/prA1:2000 防火.灭火介质.粉末规范(D级粉末除外) 包含修改件prA1,2000EN ISO 15753:2006/A1:2011 动植物油脂.多环芳烃的测定.修订1:从油橄榄果渣油的排除范围EN 12806:2022 液化石油气设备和配件汽车液化石油气部件容器除外prEN 12806-2020 LPG 设备和附件汽车液化石油气部件容器除外EN ISO 23275-2:2008 动物和植物的脂肪和油.可可粉和纯巧克力中的等量可可粉.第2部分:确定等量可可粉CEN - European Committee for Standardization,关于除油粉的标准EN 615:1994 防火.灭火介质.粉末规范(D级粉末除外)英国标准学会,关于除油粉的标准BS EN 615:2009 防火.灭火介质.灭火粉规范(D级粉除外)BS ISO 14168:2011 硬金属除外的金属粉末.铜基渗透粉末的试验方法BS EN ISO 4492:2013 金属粉末, 硬金属粉末除外. 压实和烧结相关尺寸变化的测定BS EN 12012-4:2006 橡胶和塑料机械.粉碎机.电器除尘器的安全要求BS EN 50632-2-4:2016+A1:2021 电动工具粉尘测量程序除盘式砂光机的特殊要求BS EN 12806:2003 机动车用液化石油气部件.容器除外DD ISO/TS 23556:2007 柴油机润滑油除烟装置性能试验方法初始过滤效率BS EN ISO 15753:2006+A1:2011 动植物油脂.多环芳烃测定.活动范围内排除橄榄果渣油.BS EN ISO 3549:2002 油漆用锌粉颜料规格及测试方法BS EN ISO 18395:2007 动植物脂肪和油.用高效粒度排除色谱法(HPSEC)测定单酰甘油,二酰甘油,三酰甘油和丙三醇BS DD ISO/TS 23556:2007 去除润滑油中柴油机烟灰用装置的性能试验方法.初始过滤效率20/30424386 DC BS EN 12806 液化石油气设备和配件汽车液化石油气部件除集装箱外BS 4591:1990 有机液体(石油产品除外)蒸馏特性的测定方法德国标准化学会,关于除油粉的标准DIN EN 615:2009-08 消防灭火介质粉末规范(D类粉末除外)DIN ISO 14168:2005 硬金属除外的金属粉末.铜基渗透粉末的试验方法DIN EN ISO 21171:2006-08 医用手套-可去除表面粉末的测定DIN EN 615:2009 防火.灭火介质.粉末规范(D级粉末除外).英文版本DIN EN 615-2009-08DIN 10294:1963 测定奶油含水量的奶油熔化粉碎机DIN EN 12806:2022-12 液化石油气设备和配件- 汽车液化石油气部件- 容器除外DIN EN 12806:2022 液化石油气设备和配件汽车液化石油气部件容器除外DIN 10234:2003-02 香料和调味品的分析。
阀门的技术要求

伸缩蝶阀的技术要求工作条件:工作介质为水,介质压力为1.0MPA1.主要性能要求①蝶板要求贯穿式框架结构,使流阻系数及水头损失减少②蝶阀采用软密封,密封采用丁晴橡胶③蝶阀的阀轴轴套采用自润滑轴套;阀门为开闭型,立式卧式均可;④阀门能双向承压,正、反两方向的承受压力均为阀门的额定压力;阀门关闭时蝶板和阀座要求密封性能良好,阀门保持100%零泄漏;⑤转动方向:顺时针关闭,相反则开启,阀门上有显示蝶板位置的指示器4阀座材质要求为不锈钢喷焊工艺;5橡胶密封圈要求采用“T”型结构与蝶板上的“T”槽相配合并用压板紧固;同时在蝶板压圈处设有调节螺钉,随时调整橡胶密封的比压以确保密封不泄露;6橡胶密封圈要求可以在不拆卸主阀体、阀杆的情况下更换、维修方便;7蝶板要求采用框架结构;8轴承要求采用自润滑;9阀体整体要求防腐采用环氧树脂静电喷涂;10要求具有双向密封功能,安装时不受介质流向的控制也不受空间位置的影响,可以在任何方向安装;11 阀轴要求为耐磨不锈钢材料,轴套采用自润式轴承,且无需注油;阀轴密封为“V”型圈式或“O”型圈式;12伸缩蝶阀的伸缩量在3-10CM之间;闸阀的技术要求1.设备的技术参数要求1.1设备的名称:弹性座封闸阀5.1阀体、阀盖:球墨铸铁QT4505.2阀轴:不锈钢2Cr135.3轴套:铜BC65.4阀板:不锈钢内外包覆EPDM5.5手轮:钢45压制5.6密封圈:丁晴橡胶NBR5.7阀体螺栓:不锈钢排气阀技术描述1.设备的主要技术要求1.1设备的名称:排气阀1.2介质:水JB/T7928-1989 通用阀门供货要求3.主要性能3.1排气阀为在长距离输水管道上用来控制管道内空气及空气进排速度的进排气装置;3.2排气阀要求为复合式排气阀,既有低压进排气的功能又有高压微量排气功能;3.3排气阀要求具有快开慢关功能;3.4排气阀要求具备缓闭静音功能,在运行时不产生非正常的噪音和震动以保证空气阀的运行可靠;3.5排气阀在完全关闭时阀体和阀座具有可靠的密封,渗漏量为零;3.6排气阀的最小水关闭压力不超过0.2kg/㎡;3.7阀体内外无毒环氧树脂漆静电喷涂,漆膜总厚度不小于0.25 mm;4.主要零部件材质要求:⑥GB/T13927-92 压力试验和密封试验4.主要性能要求①蝶板要求贯穿式框架结构,使流阻系数及水头损失减少②蝶阀采用软密封,密封采用丁晴橡胶③蝶阀的阀轴轴套采用自润滑轴套;阀门为开闭型,立式卧式均可;④阀门能双向承压,正、反两方向的承受压力均为阀门的额定压力;阀门关闭时蝶板和阀座要求密封性能良好,阀门保持100%零泄漏;⑤转动方向:顺时针关闭,相反则开启,阀门上有显示蝶板位置的指示器⑥驱动方式:手动或电动,且驱动装置能保证蝶阀在最大允许工作压力和最大流量的工作状态下正常工作;⑦阀体、阀瓣操作机构内外表面均经喷砂处理,蝶阀内外部均涂防腐蚀无毒环保型环氧树脂漆两道,所用涂料干后,不溶解于水,不影响水质,且不因气温变化而发生异状,其厚度在0.3mm 以上;⑧蝶阀符合流体力学性质,并具有足够的刚度和强度,阀门流阻系数不大于0.2.⑨阀门法兰连接尺寸和密封面的形状、尺寸符合GB/T17241.6-1998的要求;;,可以在任何方向安装;11 阀轴要求为耐磨不锈钢材料,轴套采用自润式轴承,且无需注油;阀轴密封为“V”型圈式或“O”型圈式;。
英国阀门标准

英国标准1、BS10:2009Specification for flanges and bolting for pipes, Valves and fittings管子、阀门和配件用法兰和螺栓连接规范2、BS EN19:2002Industrial valves—Marking of metallic Valves通用工业阀门的标记3、BS EN 545:2010 (电子版)Ductile iron pipes,fittings,accessories and their joints for water pipelines—Requirements and test methods4、BS EN 558-2008Industrial valves—Face-to-face and centre-to-face dimensionsof metal valves for use in flanged pipe systems—PN and Class designated valves6、BS EN 593:2004Industrial valves—Metallic butterfly valves工业阀门—金属蝶阀7、BS EN 736-1:1995Valves—TerminologyPart 1. Definition of types of valves8、BS EN 736-2:1997(中文版)阀门—术语第2篇:阀门部件的定义10、BS 970:Part 1:1996Specification for Wrought steels for mechanical and allied engineering purposes Part 1.General inspection and testing procedures and specific requirements for carbon,carbon manganese,alloy and stainless steels 11、BS 970:Part 2:1988Specification for Wrought steels for mechanical and allied engineering purposes—Part 2:Requirements for steels for the manufacture of hot formed springs12、BS 970:Part 3:1991Specification for Wrought steel for mechanical and allied engineering purposes—Part 3:Bright bars for general engineering purposes13、BS EN 1074-1:2000Valves for water supply—Fitness for purpose requirements andqppropriate verification tests—Part 1:General requirements供水用阀门目的要求和适当验收试验的合理性,一般要求14、BS EN 1074-2:2000Valves for water supply—Fitnese for purpose requirements and appropriate verification tests—Part 2:Isolating valves供水用阀门对目的要求的符合性及合适的验证试验截止阀15、BS EN 1092-1:2007(电子版)法兰及其连接件—管道、阀门、管件和附件用圆盘法兰,PN 标示——第1篇:钢制法兰16、BS EN 1092-2:1997Flanges and their joints—Circular flanges for pipes, valves, fittings and accessories, PN designated法兰及其接口处—管道、阀门、零配件的环形法兰,以PN 标示17、BS EN 1092-3:2003Flanges and their joints—Circular flanges for pipes, valves, fittings and accessories, PN designated—Part 3:Copper alloy flanges法兰及其连接件-标注PN的管理、阀门、配件和附件用圆形法兰-铜合金法兰18、BS EN 1092-4:2002Flanges and their joints—Circular flanges for pipes, valves, fittings and accessories, PN designated—Part4:Aluminium alloy flanges法兰及其连接件-按PN标注的管道、阀门、配件和附件用圆形法兰-铅合金法兰19、BS EN 1171:2002Industrial valves—Cast iron gate valves工业阀门—铸铁闸阀20、BS 1400:1985Specification for Copper alloy ingots and copper alloy and high conductivity copper castings铜合金锭、铜合金和高导电性铜铸件规范21、BS 1452:1990Specification for Flake graphite cast iron片状石墨铸铁规范22、BS 1501:Part3:1990British Standard Steels for pressure purposes:plates,sheet and strip Part3.Specification for corrosion-and heat-resisting steels23、BS 1502:1982British Standard Specification for Steels for fired and unfired pressure vessels:sections and bars24、BS EN 1503-1:2000阀门—阀体、阀盖及盖板材料第2篇欧洲标准中规定的钢种25、BS EN 1503-2:2000阀门—阀体、阀盖及盖板材料第2篇欧洲标准中没有规定的钢种26、BS EN 1503-3:2000(中英文版)Valves—Materials for bodies, bonnets and covers—Part 3: Cast irons specified in European Standards阀门—阀体、阀盖及盖板材料第3篇欧洲标准中规定的铸铁27、BS 1506:1990Specification for Carbon, low alloy and stainless steel bars and billets for bolting material to be used in pressure retaining applications承压螺栓连接件用碳素钢,低合金钢和不锈钢棒材和坯料28、BS 1873:1975(R1990)(中文版)石油、石化及相关工业用法兰端和对焊端钢制截止阀和截止止回阀29、BS 2779:1986Specification for Pipe threads for tubes and fittings where pressure-tight joints are not made on the threads (metric dimensions)非螺纹密封连接的管与配件用管螺纹(米制尺寸)规范30、BS 2789:1985(部分被BS EN 1563代替)Specification for Spherical graphite or nodular graphite cast iron球墨铸铁规范31、BS 2870-1980Specification for Rolled copper and copper alloys: sheet, strip and foil辊轧铜和铜合金板材,带材及箔材32、BS 2872:1989Specification for Copper and copper alloy forging stock and forgings铜和铜合金锻坯和锻件规范33、BS 2873:1969Specification for Copper and copper alloys wire铜和铜合金线材规范34、BS 2874:1986Specification for Copper and copper alloy rods and sections (other than forging stock)铜和铜合金棒料与型材(锻坯除外)规范35、BS 2875:1969Specification for Copper and copper alloys plate铜和铜合金板材规范36、BS 3076:1989Specification for Nickel and nickel alloys: bar镍和镍合金棒材规范37、BS 3100:1991Specification for Steel castings for general engineering purposes一般工程用钢铸件38、BS 3416:1991Specification for Bitumen-based coatings for cold application, suitable for use in contact with potable water适用于与饮用水接触用的冷涂沥青涂层规范39、BS 3468:1986Specification for Austenitic cast iron奥氏体铸铁规范40、BS 4504:Section 3.1:1989Circular flanges for pipes, valves and fittings (PN designated)Part3.Steel, cast iron and copper alloy flanges Section 3.1 Specification for steel flanges管、阀门及配件用圆法兰(标注公称压力标志数的)第3部分:钢、铸铁和铜合金法兰第1节:钢法兰规范41、BS 4504 section 3.2:1989Circular flanges for pipes, valves and fitting (PN designated)Part 3.Steel, cast iron and copper alloy flanges Section 3.2 Specification for cast iron flanges管子、阀门及配件用圆法兰(标注公称压力标志数的)第3部分:钢、铸铁和铜合金法兰第2节:铸铁法兰规范42、BS 4504 section 3.3:1989Circular flanges for pipes, valves and fittings (PN designated)Part 3.Steel, cast iron and copper alloy flanges Section 3.3 Specification for copper alloy and composite flanges管子、阀门及配件用圆法兰(标注公称压力标志数的)第3部分:钢、铸铁和铜合金法兰第3节:铜合金和组合法兰规范43、BS 5150:1990(中文版)铸铁闸阀44、BS 5153:1974(R1977、R1982、R1989、R1991)(中文版)通用铸铁止回阀规范45、BS EN 593:2004(此标准代替BS 5155:84)Industrial valves—Metallic butterfly valves蝶阀规范46、BS 5156:1985(R1990)(中文版)隔膜阀规范47、BS 5158:1989(中文版)铸铁旋塞阀48、BS 5159:1974(R1977、R1982)(中文版)通用铸铁和碳钢球阀49、BS 5160:1989(中文版)钢截止阀、截止止回阀和升降式止回阀50、BS 5163-1:2004Valves for waterworks purposes—Part 1:Predominantly key-operated cast iron gate valves—Code of practice 51、BS 5163-2:2004Valves for waterworks purposes— Part 2:Stem caps for use on isolating valves and associated water control apparatus— Specification53、BS EN 10204:2004Metallic products—Types of inspection documents54、BS EN 1563:1997Founding—Spheroidal graphite cast irons铸造—球墨铸铁55、BS EN 1982-2008Copper and copper alloys—Ingots and castiongs铜和铜合金—金属块和铸件BS EN 12164-1998Copper and copper alloys-Rod for free machining purposes56、BS EN 12266-1:2003Industrial valves—Testing of valves—Part 1:Pressure tests, test procedures and acceptance criteria— Mandatory requirements工业阀门-阀门试验第1部分压力试验,试验过程和验收标准-强制性要求57、BS EN 12266-2:2002Industrial valves—Testing of valves—Part 2:Tests,test procedures and acceptance criteria—Supplementary requirements工业阀门-阀门试验第1部分试验,试验过程和验收标准-补充要求BS EN 12334-2001Industrial valves-Cast iron check valves58、BS EN 12570:2000Industrial valves—Method for sizing the operating element工业阀门—确定操作元件尺寸和方法如果您需要使用本文档,请点击下载按钮下载!59、BS EN ISO 17292:2004Metal ball valves for petroleum, petrochemical and allied industries石油、石化和相关工业用钢制球阀60、BS EN 60529:1992Degrees of protection provided by enclosures (IP code)隔离罩(IP规范)提供的保护等级规范(注:可编辑下载,若有不当之处,请指正,谢谢!)授课:XXX。
钢铁表面处理标准说明及各标准比较概要

钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
516中温及低温压力容器用碳素钢板材的标准规范[1]
![516中温及低温压力容器用碳素钢板材的标准规范[1]](https://img.taocdn.com/s3/m/d50188a9d1f34693daef3ef7.png)
Designation:A516/A516M–06Used in USDOE-NE StandardsStandard Specification forPressure Vessel Plates,Carbon Steel,for Moderate-andLower-Temperature Service1This standard is issued under thefixed designation A516/A516M;the number immediately following the designation indicates the yearof original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification2covers carbon steel plates intendedprimarily for service in welded pressure vessels where im-proved notch toughness is important.1.2Plates under this specification are available in fourgrades having different strength levels as follows:Grade U.S.[SI]Tensile Strength, ksi[MPa]55[380]55–75[380–515]60[415]60–80[415–550]65[450]65–85[450–585]70[485]70–90[485–620]1.3The maximum thickness of plates is limited only by the capacity of the composition to meet the specified mechanical property requirements;however,current practice normally limits the maximum thickness of plates furnished under this specification as follows:Grade U.S.[SI]Maximum Thickness,in.[mm]55[380]12[305]60[415]8[205]65[450]8[205]70[485]8[205]1.4For plates produced from coil and furnished without heat treatment or with stress relieving only,the additional requirements,including additional testing requirements and the reporting of additional test results of Specification A20/A20M apply.1.5The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with the specifi-cation.2.Referenced Documents2.1ASTM Standards:3A20/A20M Specification for General Requirements for Steel Plates for Pressure VesselsA435/A435M Specification for Straight-Beam Ultrasonic Examination of Steel PlatesA577/A577M Specification for Ultrasonic Angle-Beam Examination of Steel PlatesA578/A578M Specification for Straight-Beam Ultrasonic Examination of Plain and Clad Steel Plates for Special Applications3.General Requirements and Ordering Information3.1Plates supplied to this product specification shall con-form to Specification A20/A20M,which outlines the testing and retesting methods and procedures,permissible variations in dimensions and mass,quality and repair of defects,marking, loading,and so forth.3.2Specification A20/A20M also establishes the rules for ordering information that should be complied with when purchasing plates to this specification.3.3In addition to the basic requirements of this specifica-tion,certain supplementary requirements are available where additional control,testing,or examination is required to meet end use requirements.3.4The purchaser is referred to the listed supplementary requirements in this specification and to the detailed require-ments in Specification A20/A20M.3.5Coils are excluded from qualification to this specifica-tion until they are processed intofinished plates.Plates produced from coil means plates that have been cut to individual lengths from coil.The processor directly controls,or is responsible for,the operations involved in the processing of coils intofinished plates.Such operations include decoiling, leveling,cutting to length,testing,inspection,conditioning, heat treatment(if applicable),packaging,marking,loading for shipment,and certification.1This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel,and Related Alloys and is the direct responsibility of Subcommittee A01.11on Steel Plates for Boilers and Pressure Vessels.Current edition approved March1,2006.Published March2006.Originally approved st previous edition approved in2005as A516/A516M–05e1.2For ASME Boiler and Pressure Vessel Code applications,see related Specifi-cation SA-516/SA-516M in Section II of that Code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.--` ` ` ` ` , , , ` ` , ` , , ` , ` , ` , , ` ` , , , -` -` , , ` , , ` , ` , , ` ---N OTE1—For plates produced from coil and furnished without heat treatment or with stress relieving only,three test results are reported for each qualifying coil.Additional requirements regarding plate produced from coil are described in Specification A20/A20M.3.6If the requirements of this specification are in conflict with the requirements of Specification A20/A20M,the re-quirements of this specification shall prevail.4.Materials and Manufacture4.1Steelmaking Practice—The steel shall be killed and shall conform to thefine austenitic grain size requirement of Specification A20/A20M.5.Heat Treatment5.1Plates1.50in.[40mm]and under in thickness are normally supplied in the as-rolled condition.The plates may be ordered normalized or stress relieved,or both.5.2Plates over 1.50in.[40mm]in thickness shall be normalized.5.3When notch-toughness tests are required on plates11⁄2 in.[40mm]and under in thickness,the plates shall be normalized unless otherwise specified by the purchaser.5.4If approved by the purchaser,cooling rates faster than those obtained by cooling in air are permissible for improve-ment of the toughness,provided the plates are subsequently tempered in the temperature range1100to1300°F[595to705°C].6.Chemical Composition6.1The steel shall conform to the chemical requirements given in Table1unless otherwise modified in accordance with Supplementary Requirement S17,Vacuum Carbon-Deoxidized Steel,in Specification A20/A20M.7.Mechanical Properties7.1Tension Test—The plates,as represented by the tension test specimens,shall conform to the requirements given in Table2.8.Keywords8.1carbon steel;carbon steel plate;pressure containing parts;pressure vessel steels;steel plates for pressure vesselsTABLE1Chemical RequirementsA Applies to both heat and product analyses.B For each reduction of0.01percentage point below the specified maximum for carbon,an increase of0.06percentage point above the specified maximum for manganese is permitted,up to a maximum of1.50%by heat analysis and1.60%by product analysis.C Grade60plates1⁄2in.[12.5mm]and under in thickness may have0.85–1.20%manganese on heat analysis,and0.79–1.30%manganese on product analysis.SUPPLEMENTARY REQUIREMENTSSupplementary requirements shall not apply unless specified in the purchase order.A list of standardized supplementary requirements for use at the option of the purchaser is included in ASTM Specification A 20/A 20M.Those that are considered suitable for use with this specification are listed below by title.S1.Vacuum Treatment,S2.Product Analysis,S3.Simulated Post-Weld Heat Treatment of Mechanical Test Coupons,S4.1Additional Tension Test,S5.Charpy V-Notch Impact Test,S6.Drop Weight Test (for Material 0.625in.[16mm]and over in Thickness),S7.High-Temperature Tension Test,S8.Ultrasonic Examination in accordance with Specifica-tion A 435/A 435M,S9.Magnetic Particle Examination,S11.Ultrasonic Examination in accordance with Specifica-tion A 577/A 577M,S12.Ultrasonic Examination in accordance with Specifica-tion A 578/A 578M,andS17.Vacuum Carbon-Deoxidized Steel.ADDITIONAL SUPPLEMENTARY REQUIREMENTSIn addition,the following supplementary requirement is suitable for this application.S54.Requirements for Carbon Steel Plate forHydrofluoric Acid Alkylation ServiceS54.1Plates shall be provided in the normalized heat-treated condition.S54.2The maximum carbon equivalent shall be as follows:Plate thickness less than or equal to 1in.[25mm]:CE maximum =0.43Plate thickness greater than 1in.[25mm]:CE maximum =0.45S54.3Determine the carbon equivalent (CE)as follows:CE 5C 1Mn /61~Cr 1Mo 1V !/51~Ni 1Cu !/15S54.4Vanadium and niobium maximum content based on heat analysis shall be:Maximum vanadium =0.02%Maximum niobium =0.02%Maximum vanadium plus niobium =0.03%(Note:niobium =columbium)S54.5The maximum composition based on heat analysis of Ni +Cu shall be 0.15%.S54.6The minimum C content based on heat analysis shall be 0.18%.The maximum C content shall be as specified for the ordered grade.S54.7Welding consumables for repair welds shall be of the low-hydrogen type.E60XX electrodes shall not be used and the resulting weld chemistry shall meet the same chemistry requirements as the base metal.S54.8In addition to the requirements for product marking in the specification,an “HF-N”stamp or marking shall be provided on each plate to identify that the plate complies with this supplementary requirement.TABLE 2Tensile RequirementsGrade55[380]60[415]65[450]70[485]Tensile strength,ksi [MPa]55–75[380–515]60–80[415–550]65–85[450–585]70–90[485–620]Yield strength,min,A ksi [MPa]30[205]32[220]35[240]38[260]Elongation in 8in.[200mm],min,%B 23211917Elongation in 2in.[50mm],min,%B27252321A Determined by either the 0.2%offset method or the 0.5%extension-under-load method.BSee Specification A 20/A20M for elongationadjustment.SUMMARY OF CHANGESCommittee A01has identified the location of selected changes to this standard since the last issue(A516/A516M–05e1)that may impact the use of this standard.(Approved March1,2006.)(1)Footnote C was added to Table1.Committee A01has identified the location of selected changes to this standard since the last issue(A516/A516M–03)that may impact the use of this standard.(Approved March1,2005.)(1)Keywords were added.(2)Supplementary Requirement S1,for plates for HF alkyla-tion service,was added.(3)Table1was corrected editorially.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website ().。
《产品可靠性试验标准》
DCN NO.版本修订日期修订内容简述修订人审核人批准人文件修改履历(自下向上填写)☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆拟订审核批准日期日期日期1、目的为产品之可靠性实验提供作业依据。
2、适用范围凡公司产品之可告性实验均适用之。
3、定义3.1 MTBF :Mean Time Between Failures平均故障间隙时间或平均寿命。
3.2 成品:公司出货状态之产品。
3.3 关联性故障:指受试样品预期会出现,如必须经维修才能排除之故障,通常为产品本身引起,它是在解释实难结果和计算可靠性特征时,必须要计入的。
3.4 非关联性故障:指受试样品非预期出现且不是受试样品本身引起的故障。
如:误用故障、从属性故障等。
它是在解释实验结果和计算可靠性特征时不需计入的,但需在实验报告中记录,以作参考。
4、职责4.1 品质部 QE:可靠性实验之执行,实验结果之反馈以及异常之追踪。
4.2 工程部:可靠性实验异常之分析和改善。
5、作业内容5.1 可靠性实验之种类:可靠性实验按其实验目的不同包含:5.1.1 环境实验5.1.1.1 恒温老化实验;(动态储存)5.1.1.2 高温负荷实验;(动态储存)5.1.1.3 恒定湿热实验;(静态储存)5.1.1.4 高温高湿高压贮存实验;(静态储存)5.1.1.6 低温负荷实验;(动态储存)5.1.1.7 高低温循环贮存实验;(静态储存)5.1.1.8MTBF 实验(动态储存)5.2 恒温老化实验[ 根据部分特殊客户要求而做]5.2.1 实验目的验证产品在接近常温的恒温下之品质状况能符合客户要求。
5.2.2 样品抽样5.2.2.1 每一产品试作时需随机抽取20-100PCS,经检验合格(未包装)之成品进行实验。
5.2.3 实验条件及方法5.2.3.1 实验温度:( 35±2)℃5.2.3.2 实验时间: 48h5.2.3.3 实验负荷: Play DVD (厚碟) MP35.2.3.4 实验方法:在 35℃恒温下,循环播放DVD 厚碟, MP3 碟 48 小时,中途和试验后检查产品声音、动能、图像是否合符客户要求。
BS英国桥梁规范中文版
钢桥、混凝土桥及结合桥第六篇钢材及工艺规范1.范围本篇对钢桥施工所用材料、制造工艺、搬运及安装的要求,作出规定。
注:这些规定适合于用作合同的附件。
2.有关文件英国标准在本篇内所指明应行参照的标准的名称,现列在本篇正文之后,附录之前。
3.材料3.1 结构钢3.1.1 符合设计标准规定的结构钢除工程师另予规定外,结构钢应符合BS EN10025、BS EN10113、BS EN10137、BS EN10155、BS EN 10210 或 BS EN7668的规定,并应是其所规定的级别之一。
除非另有规定,每一级都应提供有(各个)炉前分析。
若工程师有要求,则每级钢的最大炭当量都不应超过设计标准的有关规定。
3.1.2 符合其他规范规定的结构钢当工程所指定、或钢厂所提供的结构钢是按符合其他(3.1.1所列标准之外的)规范规定供应时,其对于表1所列各性能要求都应同3.1.1所列标准者相符,并应照3.1.1所列标准规定的试验进行检验。
沸腾钢则不允许采用。
3.1.3 冲击韧性符合冲击韧性要求的钢级,应由工程师指定。
3.1.4 夹层3.1.4.1 钢板在下列部位,其夹层现象应该符合下列规定:(a)翼缘和腹板位于其支承隔板焊缝两侧,宽度各25倍板厚的带状范围内,符合BS 5996:1993的B4级;(b)梁的腹板位于其单侧加劲肋焊缝缝侧,宽度各25倍厚的带状范围内,符合BS5996:1993的B4级;(c)在表面将接受角隅焊的板材边缘,符合BS 5996:1993的E级;(d)传递拉力的十字形焊接头,其在板厚方向受拉处,在连接焊缝每侧宽度各4倍板厚的带状范围内,符合BS 5996:1993的B4级。
3.1.4.2 十字型和斜接头处材料在焊缝范围内应无夹层。
3.1.4.3 在工程师指定的其他范围,夹层现象也不应超过BS5996为相应级别所规定的。
3.1.5 标记钢材应按3.1.1所列标准规定做出标记。
若在一个合同之内要用几种级别,应按工程师的指示,为其增列标记。
电线电缆设备完好标准SB-6.3-03(B)
电线电缆设备完好标准SB-6.3-031.编制电线电缆设备完好标准的目的。
编制电线电缆设备完好标准的目的是:为提高设备完好水平,实现科学管理,提供良好技术装备。
为企业实现优质、高效、低耗、安全生产,提高企业经济效益服务。
2.设备完好的定义:2.1 设备完好是指设备处于完好技术状态:设备性能、精度、效率、安全、环保、能源及主要原材料消耗均处于良好状态,对完好设备总的技术要求有以下三个原则。
2.1.1 设备性能良好,机械设备能满足生产工艺要求,动力设备的功能达到原设计标准,运转无超温、超压现象。
2.1.2设备运转正常,零部件齐全,安全防护装置良好。
磨损、腐蚀程度不超过规定标准控制系统、计量仪器、仪表及润滑系统工作正常。
2.1.3 原材料、燃油、润滑油、动能等消耗正常,基本无漏油、漏水、漏气、漏电等现象,外表清洁、整齐。
2.2不符合上述三个原则的,不得称为完好设备。
3.设备完好标准通则3.1 完好标准内容通则设备使用性能:a. 生产能力; b. 生产范围;c. 主要技术参数;d. 主要能源及材料消耗;设备运行性能:a. 传动性能; b. 电气性能;c. 操作控制性能;d. 辅助装置功能;设备维护保养:设备整齐、设备清洁、设备润滑、设备安全。
3.2 设备运行性能通则3.2.1 传动性能a.各传动机构齐全,固定牢靠,各连接部位及紧固件无松动。
b.各转动部位无异常跳动和及轴向串动,运行正常,无异常声响、冲击和明显震动,变速齐全。
c.各滑动、滚动、咬合部位无异常磨损、变形。
d.渗漏不超过规定(见附件)e.噪声不超过规定(见附件)f.温升不超过规定(见附件)3.2.2 电气性能a.电气装置齐全,管线完整,性能灵敏,运行可靠。
无异常声音,无过热,无明显震动。
b.各种安全、过载、保护装置规格、容量匹配符合要求,工作正常。
c.数控、电子及各种仪表等特种电气装置,达到说明书规定的出厂标准要求。
d.各种调速装置启动、变速平稳,无速度变跳,同步跟踪装置符合要求,工作正常。
BS5163中文版专用扳把操作的供水用铸铁闸阀
BS5163中文版专用扳把操作的供水用铸铁闸阀
1.耐久性:该闸阀采用铸铁材质,具有较高的耐久性和可靠性,能够
长时间运行而不受损坏。
2.耐压性:BS5163中文版闸阀具有很高的耐压能力,能够承受较高
的压力,确保供水系统的正常运行。
3.耐腐蚀性:该闸阀具有良好的耐腐蚀性能,在长期接触流体的情况
下不会出现腐蚀现象,能够保持稳定的工作状态。
4.紧密性:BS5163中文版闸阀采用密封结构,具有良好的密封性能,能够防止流体泄漏和外部杂质进入管道。
1.准备工作:确认闸阀是否安装在正确的位置,检查闸阀周围是否有
杂物,确保闸阀处于正常的工作状态。
2.打开闸阀:使用扳把逆时针转动,将闸板逐渐提起,直到完全打开。
3.关闭闸阀:使用扳把顺时针转动,将闸板逐渐降下,直到完全关闭。
4.调节水流量:通过扳把的转动角度,可以调节闸板的高度,从而控
制水流量。
5.检查闸阀密封性能:在打开或关闭闸阀后,应检查闸阀是否完全关闭,是否有泄漏现象,确保闸阀的密封性能良好。
总之,BS5163中文版是一种专用扳把操作的供水用铸铁闸阀。
它具
有耐久性、耐压性、耐腐蚀性和良好的紧密性能,适用于供水系统中的流
体控制。
操作起来简单方便,能够满足不同流量和水压的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺栓孔数量
螺栓孔直径
球铁
灰铁
直径
高度
80
200
160
8
19
19
22
132
3
100
220
180
8
19
19
24
156
3
150
285
240
8
23
19
26
211
3
200
340
295
12
23
20
30
266
3
250
405*
355
12
28
22
32
319
3
300
460*
410
12
28
24.5
32
370
4
-4
+5
-4
螺栓孔直径
≤M33
M36至M39
M45至M52
+1.5
0
+2
0
+2.5
0
3、压力试验持续时间
表10.生产试验时间
公称直径
最少持续时间
壳体试验
密封试验
50
S
15
S
15
65至200
60
30
250至450
100
60
500及以上
100
120
BS5163标准内容摘抄1结构长度及公差表1.灰铁和球墨铸铁闸阀PN10、PN16及PN25结构长度
公称尺寸(DN)
结构长度
PN10和PN16
PN25
50
65
80
mm
178
190
203
mm
216
241
283
100
125
150
200
229
254
267
292
305
381
403
419
250
300
350
400
450
500
600
330
356
381
406
432
457
508
457
502
572
610
660
711
787
表2.结构长度尺寸公差
结构长度
公差
mm
250≤
>250≤500
>500≤800
mm
±2
±3
±4
2、法兰尺寸符合BS4504:Part1的规定,具体如下:
PN16法兰尺寸
DN
配合尺寸
法兰厚度
法兰凸面
法兰外径
注:对于球铁法兰,打“*”的外径尺寸为:DN250为400mm;DN300为455mm
法兰尺寸公差
尺寸名称
公差
外径
无特殊要求,但必须保证法兰背面给标准六角螺栓留有足够空位
凸面直径
DN
≤100
125至300
350至600
公差
-4
-4.5
-5
凸面高度
最小1mm
法兰厚度
≤35
36至45
46至60
+4
-3
+4.5