热电偶焊接方法
《热电偶焊接方法》课件

优点
高精度
焊接后的热电偶精度高,可以测 量到小数点后几位的温度变化。
高性能
热电偶在高温、高压、强腐蚀性 等恶劣条件下,均能正常工作, 稳定性高。
工件不变形
使用传统的焊接方法时,工件常 常会因高温而变形,而使用热电 偶焊接则可以规避这个问题。
应用领域
1 冶炼和化工
热电偶拥有较高的耐腐蚀性能,广泛用于冶炼和化工领域的温度测量。
研究方向和未来发展
1 新材料
研究新材料对热电偶精度 的影响,并对其相应的焊 接方法进行改进和升级。
2 自动化与数字化
探索热电偶焊接自动化、 数字化等方面的新途径。
3 生物医学研究
将热电偶技术应用于生物 医学研究中,例如体温测 量、病理诊断等。
热电偶焊接方法
热电偶焊接是一种高精度、高性能的焊接技术,在现代工艺中广泛应用。本 课程将向您介绍热电偶焊接的所有方面。
定义
热电偶
利用两种不同金属在温度变化下的电势差测量温度的一种物理量测量仪器。
焊接
将两个或两个以上的工件在接合部分熔化或变形,并使其冷却硬化,从而实现整体连接并得 到所需形状和尺寸的加工方法。
3
焊接完毕
对焊接完毕的导线进行测试,通过测试后,方可将导线与电缆固定。
注意事项
安全第一
电焊要具有真正的安全意识, 牢固扎好电缆,一定要严格 遵守安全操作手册。
精准设备
在进行热电偶焊接时,需要 使用尽可能精准的等离子切 割设备,否则会造成界面不 匀甚至焊点的断裂。
维护保养
定期对热电偶焊接设备进行 检查和保养,保证其正常工 作。
热电偶焊接
利用热电偶的特性,将两个金属导线通过一定的方法接合,从而使两个导线形成一体。
热电偶的焊接方法

热电偶的焊接方法热电偶的焊接方法有很多种,不知道你们知道多少种,下面我给大家介绍5种焊接方法1、电弧焊电弧焊接可分为支流焊接和交流焊接两种。
直流焊接时,热电偶接电源正极,碳棒(光谱的)接电源负极,用碳棒与热电极顶端瞬时接触起弧,待测量端熔成球状后迅速离开碳棒。
这种焊接方法简单、操作容易、测量端不易玷污,使用于贵金属热电偶的焊接。
交流焊接适用于焊接廉金属热电偶。
焊接前,应仔细将测量端25-30mm一段的氧化物清除干净,然后将两电极顶端并齐,并绞成麻花状。
焊接时,在热电极顶端蘸上焊剂,在置于电弧火焰中熔化3-5S,待成球状后迅速取出,清楚掉焊点上的残渣即可。
这种方法设备简单、操作容易,但热电偶焊接点及附近电极渗碳玷污。
2、氩弧焊接氩弧焊接装置由直流焊接电源、高频振荡器、焊枪、对焊电源、工夹具等5部分组成。
焊接时,利用伸出焊枪喷嘴的铈-钨丝作为负极,被焊热电偶固定在夹具上作为正极。
当两极间通过高频、高压时将引燃电弧的作用,采用可控硅调压,控制电弧强度,在氩气保护下使铈-钨与被焊热电偶之间产生弧光放电,利用电弧产生的高温把热电偶丝的端面熔化成球状。
为了便于热电偶与电极对准,工作夹具与焊枪可以在空间水平和垂直方向移动。
焊枪内装有直径1mm及1.5mm的铈-钨电极,供不同直径的热电偶焊接使用。
3、气焊采用气焊时,应先将热电极顶端加热并蘸上焊剂(如镍铬-镍硅偶的焊剂是四硼酸纳和石英砂各一半混合而成),再将热电极置于乙炔或氢氧火焰中,待熔成球状后迅速取出,立即放入热水中洗去焊接点上的残渣。
这种方法操作简单,应用较广。
适用于廉金属热电偶的焊接。
4、碳粉焊接碳粉焊接装置类似于电弧焊接,不同的是电源的一极不是接碳棒,而是接盛有碳粉的石墨坩埚,另一极接被焊热电偶。
焊接时,把热电极插入石墨粉中,几秒钟后即可焊好。
这种焊接方法较电弧焊方便,但易引起热电极脆断。
该方法适用于廉金属热电偶的焊接。
5、盐水焊接在烧杯中装入氯化纳溶液,在水溶液中放入铂丝作一电极,而热电极作为另一极。
焊接热电偶线—操作规范及注意事项
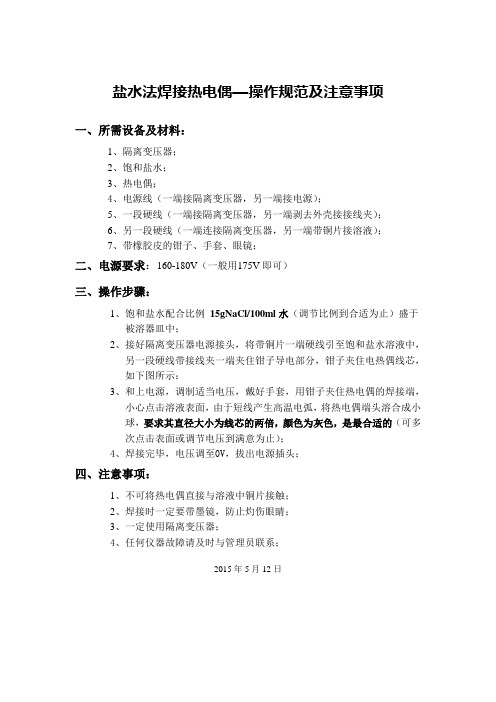
盐水法焊接热电偶—操作规范及注意事项
一、所需设备及材料:
1、隔离变压器;
2、饱和盐水;
3、热电偶;
4、电源线(一端接隔离变压器,另一端接电源);
5、一段硬线(一端接隔离变压器,另一端剥去外壳接接线夹);
6、另一段硬线(一端连接隔离变压器,另一端带铜片接溶液);
7、带橡胶皮的钳子、手套、眼镜;
二、电源要求:160-180V(一般用175V即可)
三、操作步骤:
1、饱和盐水配合比例15gNaCl/100ml水(调节比例到合适为止)盛于
被溶器皿中;
2、接好隔离变压器电源接头,将带铜片一端硬线引至饱和盐水溶液中,
另一段硬线带接线夹一端夹住钳子导电部分,钳子夹住电热偶线芯,
如下图所示:
3、和上电源,调制适当电压,戴好手套,用钳子夹住热电偶的焊接端,
小心点击溶液表面,由于短线产生高温电弧,将热电偶端头溶合成小
球,要求其直径大小为线芯的两倍,颜色为灰色,是最合适的(可多
次点击表面或调节电压到满意为止);
4、焊接完毕,电压调至0V,拔出电源插头;
四、注意事项:
1、不可将热电偶直接与溶液中铜片接触;
2、焊接时一定要带墨镜,防止灼伤眼睛;
3、一定使用隔离变压器;
4、任何仪器故障请及时与管理员联系;
2015年5月12日。
热电偶线点焊机的焊接

实验室中,经常要进行热电偶线的焊接,热电偶接点焊接质量的好坏直接影响测温的准确性,要求测量端焊接牢固、具有金属光泽、表面光滑、无气孔和夹杂物、焊点应呈球形,为了减少传热误差和动态误差,要求焊点的尺寸应尽量小些,通常为热电偶直径的两倍,绞接应均匀,呈麻花状,绞接长度相当于直径的4~5倍。
其生产的热电偶焊接机
可用于实验室的直径在
0.3mm以下的热电偶线焊接。
焊接机经济简便型点焊机,
操作简单容易,焊接时间自
己掌握,焊接电流稳定,适
用于各种温度测试线的焊
接。
依所要熔接热电偶之尺
寸及材质,由面版之四段开
关探制,直接对直径0.3mm
以下的热电偶线做熔接。
熔接电量:四段式
很好段:220V/0.2A/9W 第二段:220V/0.4A/13W
第三段:220V/0.9A/18W 第四段:220V/2A/25W
可订制适用于110V的输入电压。
广州市智力通机电有限公司成立于1999年,专业研发、制造符合IEC、UL、CSA、GB、BS等标准的电线电缆、电子电器及其附件、家用电器等产品专用试验设备(Test Equipment)。
很好的设计制造技术、优良的加工设备和高精度的检测仪器,是我们保证产品质量的基础;“开拓进取,质量很好,信誉很好”的经营宗旨,是激励我们竭诚向客户提供更加优质的产品和售后服务的动力。
1。
k型热电偶的接点
k型热电偶的接点热电偶是一种常用的温度传感器,它由两种不同金属材料的热电导线组成。
当两根导线的接点处存在温度差时,由于热电效应的作用,会在导线上产生一个微弱的电动势。
这个电动势可以通过测量电流来间接测量温度。
本文将重点介绍k型热电偶的接点,探讨其特点、应用和注意事项。
k型热电偶是热电偶中最常用的一种。
它由镍铬合金作为正极导线,镍铝合金作为负极导线组成。
这两种合金具有良好的热电性能,能够在广泛的温度范围内工作。
k型热电偶的接点是指两根导线的连接处,它对温度测量的准确性和稳定性起着重要的作用。
k型热电偶的接点通常采用焊接的方式来连接。
焊接可以保证接点的稳定性和密封性,避免温度波动对测量结果的影响。
在焊接过程中,需要注意保持导线的纯净和干燥,以免产生异常的热电效应。
此外,焊接后的接点需要进行防护,以避免腐蚀和机械损坏。
在实际应用中,k型热电偶的接点常常会受到外界环境的干扰。
例如,温度梯度、振动、电磁场和化学腐蚀等因素都可能对接点的性能产生影响。
为了保证测量的准确性,需要采取一定的措施来避免这些干扰。
例如,可以使用保护套管来隔离接点,减少外界的影响。
此外,还可以通过校准和定期检查来确保接点的准确性和稳定性。
除了上述的应用注意事项,k型热电偶的接点还需要注意以下几点。
首先,接点的材料选择要合适,以保证热电效应的稳定性和灵敏度。
其次,接点的接触面积要足够大,以提高测量的精度。
最后,接点的连接方式要可靠,以防止接触不良或断开导致的测量误差。
k型热电偶的接点在工业自动化、实验室测试和温度控制等领域有着广泛的应用。
例如,在钢铁冶炼、石油化工和航天航空等行业中,常常需要对高温或低温环境进行精确的温度测量。
k型热电偶可以满足这些特殊环境下的要求,提供准确可靠的温度数据。
k型热电偶的接点是温度测量中的重要组成部分。
它需要注意接点的连接方式、防护措施和外界干扰等因素,以保证测量的准确性和稳定性。
在实际应用中,可以根据具体的需求选择合适的接点材料和连接方式,并进行定期的校准和检查。
热电偶基本原理和使用方法
热电偶基本原理和使用方法常用热电偶分度号有S、B、K、E、T、J等,这些都是标准化热电偶。
其中K型也即镍铬-镍硅热电偶,它是一种能测量较高温度的廉价热偶。
由于这种合金具有较好的高温抗氧化性,可适用于氧化性或中性介质中。
它可长期测量1000度的高温,短期可测到1200度。
它不能用于还原性介质中,否则,很快腐蚀,在此情况下只能用于500度以下的测量。
它比S型热偶要便宜很多,它的重复性很好,产生的热电势大,因而灵敏度很高,而且它的线性很好。
虽然其测量精度略低,但完全能满足工业测温要求,所以它是工业上最常用的热电偶。
概述:作为工业测温中最广泛使用的温度传感器之一——热电偶,与铂热电阻一起,约占整个温度传感器总量的60%,热电偶通常和显示仪表等配套使用,直接测量各种生产过程中-40~1800℃范围内的液体、蒸气和气体介质以及固体的表面温度。
热电偶工作原理:两种不同成份的导体(称为热电偶丝材或热电极)两端接合成回路,当接合点的温度不同时,在回路中就会产生电动势,这种现象称为热电效应,而这种电动势称为热电势。
热电偶就是利用这种原理进行温度测量的,其中,直接用作测量介质温度的一端叫做工作端(也称为测量端),另一端叫做冷端(也称为补偿端);冷端与显示仪表或配套仪表连接,显示仪表会指出热电偶所产生的热电势。
热电偶实际上是一种能量转换器,它将热能转换为电能,用所产生的热电势测量温度,对于热电偶的热电势,应注意如下几个问题:(1)热电偶的热电势是热电偶两端温度函数的差,而不是热电偶两端温度差的函数;(2)热电偶所产生的热电势的大小,当热电偶的材料是均匀时,与热电偶的长度和直径无关,只与热电偶材料的成份和两端的温差有关;(3)当热电偶的两个热电偶丝材料成份确定后,热电偶热电势的大小,只与热电偶的温度差有关;若热电偶冷端的温度保持一定,这进热电偶的热电势仅是工作端温度的单值函数。
热电偶的基本构造:工业测温用的热电偶,其基本构造包括热电偶丝材、绝缘管、保护管和接线盒等。
热电偶的焊接方法
热电偶的焊接方法
什么是热电偶?
热电偶是一种测量温度的传感器。
它由两个热电极(一般为不同的金属)组成,这两个热电极相互连接,组成一个电偶,当两端温度不同时,会产生电动势,测量得到直接温度值。
热电偶应用广泛,如在工业生产中监测温度,医学等领域也有应用。
热电偶的焊接
由两个热电极组成的热电偶,需要将其连接到电子设备中进行使用。
这就需要
将热电极进行焊接。
热电偶的焊接比较特殊,需要注意一些细节和技巧。
热电偶常用的焊接方式
热电偶的焊接方式有很多,常用的包括:
1.点焊:将热电极与导线进行点焊,通过瞬间高温的热能将两者焊接在
一起。
2.熔接焊:将热电极与导线在高温条件下进行熔接使其贴合在一起。
3.氩弧焊:一种高温无氧气保护的焊接方式。
这3种焊接方式都能够使两个热电极稳定地连接在一起,但不同焊接方式的操
作方法却有所不同。
焊接时需要注意的细节
1.选择合适的焊接方式:焊接方式需要与热电偶以及使用环境相匹配,
避免出现环境不适或者粘度不够等问题。
2.选择合适的焊接设备:灯泡焊枪、微型电子焊枪等,需要选择具有非
常细致的喷头且对热能控制范围较大的设备,否则就容易造成热电偶寿命减少。
3.在焊接时,需要避免因温度过高导致热电极氧化而失效,这样就能够
使热电偶能够更长时间使用。
总结
热电偶是一种测量温度的传感器,常用于医学、生产等领域。
焊接热电偶时,
需要选择合适的焊接方式和设备,并且需要注意细节,耐心操作,这样才能够保证焊接成功,延长热电偶的寿命。
热电偶焊接标准
热电偶焊接标准
一、热电偶的焊接
热电偶的精度和可靠性都依赖于焊接的质量,因此,焊接是整个热电偶安装过程中最为关键的一步。
在焊接时,需要注意以下几个方面的要点。
1. 焊接温度
热电偶焊接温度与热电偶的材质有关,大多数材质需要在1150℃以上进行焊接。
焊接温度应根据实际材质情况进行确定。
2. 保护气氛
焊接过程中要保持热电偶的保护气氛,如氢气或氩气等。
这样可以保证焊接区域不受氧化的影响。
3. 焊接时间
焊接时间应根据热电偶的材质、直径、厚度等因素来确定。
一般情况下,焊接时间为3-5秒。
二、焊接工具
热电偶的焊接需要使用专用的焊接工具。
在实际使用中,应选择合适的焊接工具,并根据厂家提供的说明来进行正确的操作。
三、焊接方法
在焊接热电偶时,以下工艺步骤应该被遵循:
1. 清洁域准备
在焊接前,需要将热电偶外表面进行清理,包括去除氧化层、污垢和其他污染物。
2. 预烧
热电偶的预烧可以有效地提高焊接质量和可靠性。
3. 焊接
在焊接时,应根据标准符号将热电偶的正负极连接到焊接设备上。
同时,焊接时保证热电偶材料与焊料材料充分融合,焊接均匀。
4. 检查
焊接后需要对热电偶进行彻底的检查,以确保它的电学连接正确无误。
检查焊接区域看是否有焊接不均匀和焊料外溢等现象。