贴纸、标贴检验规范
贴纸工序检验规范-家具厂

5.1品管员依抽样计划进行抽检,检验合格在“产品标识卡”内签名,若不合格率达到15%则判定整批不合格;检验结果记录于“工序检验日报表”中。
5.2对于拒收的不合格品,由品管开立“不合格品处理通知单“退回责任人处理,返工、返修后的产品须重新提交检查,如发生严重质量问题时,应填写“纠正/预防措施通知单”,并由品管追踪结果。
核准:审核:制定:
1.目的:
保证贴纸质量,防止不合格品流转。
2.范围:
贴纸工序生产的所有产品部件。
3.抽样标准:
按抽样计划进行。
4.检验内容及质量标准
4.1检验选纸是否符合生产要求,木纹方向正确。
4.2纸张粘贴牢固,无起边、透底、皱折,无气泡,无砂粒,外观平整,无烂纸,不贴纸图案、颜色与设计要求相符,转角国圆边刀口处搭头处理符合要求,光滑无黑线。
吊牌、贴纸、彩卡等进料检验规范

1、规格错误,完全与订购单不符,且相对误差已超过所规定误差范围。
√
外观
单位:PC
S-4
有任何一个不合格则判定不合格
目视:
1、颜色、印刷内容同标准。
1、颜色、印刷内容错误。
√
不良率不能超过5%。
2、表面印刷要清晰,不可出现
划伤、套色不良、明显色差、脏污等瑕疵现象。
之后,都必须用标准校验过。
条码读不PC
大件数全检,再按S-1抽大包数里面的小包数量,数量不足,要求供应商补回
1、目视
2、人工点数
1、数量短缺。
√
核准: 审查: 制订:
3、吊牌如是五金孔位,五金则不能生锈,孔位不可错位。
2、印刷模糊不清晰、划伤、套色不良、明显色差、脏污,不良率超过5%。
3、吊牌孔位错误,漏打、五金生锈,不良率超过5%。
√
测试
单位PC
每批不分型体抽1PC,有任何1PC不合格则判定不合格
1、有印刷体的吊牌,用3M胶纸测试其印刷体的附着力。
2、贴纸粘性测试:将贴纸粘在
文件标题
吊牌、贴纸、彩卡等进料检验规范
页数
第 1 页共 1 页
文件编号
版 次
B0
格式编号
GS-B-002
制定部门
品保部
制定日期
2014-04-07
修订日期
2014-04-07
判定依据及标准均为订购单、样品和订单资料:
检验项目
抽样计划
测试工具及方法
不良现象
缺点类型
大
中
小
规格
单位:PC
S-1
有任何一个不合格则判定不合格
某公司背胶贴纸检验规范

背胶贴纸检验规范
一、目的:
为确保每一制程质量稳定度及满足客户的需求,每一站均需严格制程检验,并将检验之记录值填写记录表中,使制程中每一动作均能符合标准作业程序。
二、范围:
适合对本公司所生产的或外购的背胶、贴纸类辅料产品的检验。
三、检验环境:
光源800-1200Lux
四、检验内容:
五、流程说明:
1、产品批量生产前,生产应先送3-5PCS至品质,并填写好首件送检单交当班 IPQC确认首件;
2、首件OK,方可开始生产;首件NG,需重新调整后送检;
3、生产过程中IPQC要严格监督产线员工按工艺要求操作;
4、IPQC在巡检过程中,当发现问题应及时反馈生产责任人,单项不良超出5%,IPQC应及时开出品质异常联络单给责任分析改善,并追踪改善效果。
5、当生产出现重大异常时,如严重不良已导致报废不良比例在10%以上,应要求生产立即停线,并开出停线通知单。
6、IPQC要稽核现场的7S,并要求和监督现场操作人员对产品按要求作好防护措施.
六、相关文件
《不合格品控制程序》
七、相关表格
《内部品质异常联络单》
《IPQC检验报表》。
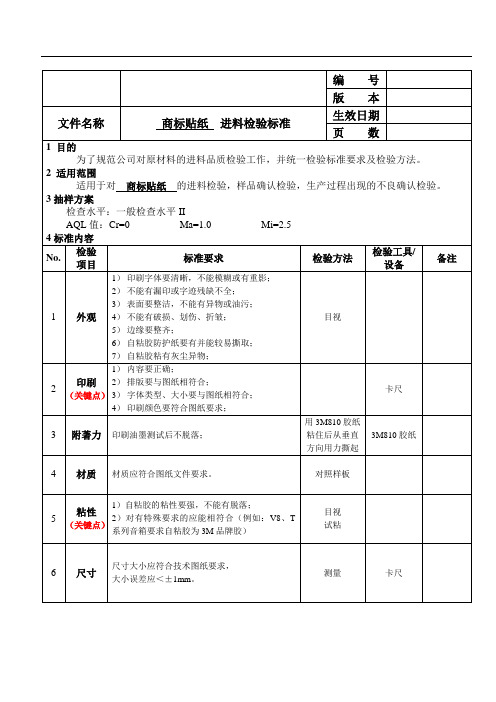
品质部商标贴纸进料检验标准
9
材质与图纸要求不相符。
⊙
10
有毒有害物质不符合要求。
⊙
批准:
审核:
编制:
⊙
9)自粘胶防护纸撕不下来;
⊙
10)自粘胶上粘有灰尘异物;
⊙
11)颜色与图纸不相符。
⊙
2
尺寸不符合图纸要求,超出公差范围。
⊙
3
自粘胶粘性不强。
⊙
4
没有按要求带所指定品牌自粘胶。
⊙
5
附着力不符合要求,印刷图案和文字易脱落。
⊙
6
印刷内容错误。
⊙
7
印刷排版与图纸不相符。
⊙
8
印刷字体类型、大小与图纸要求不相符。
3)字体类型、大小要与图纸相符合;
4)印刷颜色要符合图纸要求;
卡尺
3
附著力
印刷油墨测试后不脱落;
用3M810胶纸粘住后从垂直方向用力撕起
3M810胶纸
4
材质
材质应符合图纸文件要求。
对照样板
5
粘性
(关键点)
1)自粘胶的粘性要强,不能有脱落;
2)对有特殊要求的应能相符合(例如:V8、T系列音箱要求自粘胶为3M品牌胶)
目视
试粘
6
尺寸
尺寸大小应符合技术图纸要求,
大小误差应<±1mm。
测量
卡尺
7
有毒有害物质要求
1)必须符合相关的国家的法令法规对有毒有害物质的要求。
2)“ROHS”材料必须有供应商提供的有效检验报告或承诺书。
3)“ROHS”材料的包装及单据必须要有“ROHS”标识。
第三方检测
定期按批次,由有资质的第三方检测机构检验,并出具有效的检验报告。
贴纸检验标准

制定
审核
批准
文件标题
贴纸验收标准
文件编号
版本
A
制定部门
品质部
制定日期
页次
2/2
序
号
检验项目
检验内容和标准要求
检验方法
抽样数量
判定等级
视严重程度
CR
MAJ
MIN
A.字体/图案脱落﹐并不可辨认
用3M810
B.字体/图案脱落﹐但可辨认
胶纸测试
2-8pcs
3.2环境测试(将贴纸贴于彩盒/吸塑
A.导致字体/图案不可辨认
目视
B.长度大于13mm或面积大于40mm2
C.长度小于或等于13mm或面积小于
用尺测量
或等于40mm2
2.
尺寸
根据<<临时订购单>>与样办要求进行
检验﹕
2.1尺寸偏差﹕
用尺测量
3-20pcs
A.偏差尺寸大于1mm
B.偏差尺寸大于0.2mm但小于或
等于1mm
3.
测试
根据<<测试规程>>进行测试﹕
高温炉
上)
A.贴纸翘起﹐尺寸大于5mm
冷柜测试
B.贴纸翘起﹐尺寸小于或等于5mm
3.3计算机纹扫描﹕
扫描仪
3.3.1连续扫描5次有3次或以上
不能识读
3.3.2读数错误
备
注
1.外观检验项目按抽样计划MIL-STD-105E一次正常检验水平II进行抽验﹐AQL值﹕CR﹕收0退1﹔MAJ﹕1.5﹔MIN﹕4.0
2.其它检验项目按照上表所示抽样数进行抽样,若第一次抽样检验中发现有一个不良项目,则重新抽样进行第二次检验﹐若再无不良项目,则判该批为合格,若仍有不良项目,则判该批为不合格。若第一次抽样检验中,发现有两个或以上的不良项目,则判该批为不合格。
不干胶标签粘贴检验规范
不干胶标签粘贴检验规范公司制定了不干胶标贴检验规范,旨在规范产品验收标准,确保采购的包材符合公司需求,防止批次不合格品流入公司或下一道工序。
该检验规范适用于公司产品用所有不干胶贴纸的样品、进货、库存及使用现场的检验。
同时,引用了多个规范性文件作为参考。
在术语和定义方面,初粘性指物体和压敏胶粘带粘性面之间以微小压力发生短暂接触时,胶粘带对物体的粘附作用;剥离强度指在规定的剥离条件下,使胶接试样分离时单位宽度所能承受的负荷。
抽样计划方面,尺寸检验按MIL-STD-105E一般检验水准第Ⅰ套方案进行抽样,外观按第Ⅱ套方案进行抽样,性能检验按每批次抽检3~5件进行,允收品质水准AQL为CR=0.65,Re=1、MA=1.5、MI=4.0.不符合项均按主要缺陷(MA)进行,尺寸检验不符合项按次要缺陷MI进行。
相关抽样标准或判定标准,也可视具体产品的品质状况或客户要求等做修正。
外观方面,要求表面光滑、端正、平整,无毛刺、褶皱、破损,无麻点及污渍杂质。
印刷文字和图案应清晰、准确,无错印、漏印,无油墨污染。
产品表面一般允许有未损伤材质,需特定的视觉才能发现的划痕、压伤。
印刷颜色应基本符合要求。
图文烫印完整,清晰牢固,无虚烫、糊版、脏版和砂眼。
上光涂层涂布基本均匀,光亮度一致,光泽好,无条纹、起皱现象。
压光表面光亮度一致,光泽度高。
外观检验标准中,属于严重缺陷CR的不符合项有图文脱落、错印、漏印、印刷不全、重印、色泽不均、色差明显超过上下限管制范围。
属于主要缺陷MA的不符合项有图文模糊,文字字体、大小、颜色深浅度与标准不一致,贴纸表面明显的脏污、拖墨(不可擦拭干净),图文套印误差:主要位置大于0.2mm,次要位置大于0.25mm。
7.6.1 测试所用的载体应按照实际使用时所使用的载体进行标贴。
7.6.2 将贴有标签的载体放入温度为-20℃的冰箱中,并冷冻4小时后取出。
7.6.3 在室温下静置5分钟后,将载体放入温度为55℃的高温箱中,烘烤4小时。
新标识标贴铭牌检验规范

产品名称
标志、标识、标贴、铭牌
受控章
产品型号
通用
编号
版本
A
一、检验项目及抽样方案:
项目
抽样方案
外观抽样方案
尺寸、结构抽样方案
性能抽样方案
包装检验抽样方案
数量检验抽样方案
备注:如果物料有多个生产日期或摆放有多层或多列,抽取样品时应分别在不同日期、不同层或不同列之间抽取。
式符合协议要求、打印清晰、无破损;外包装上应有生产厂名称、产品名称、规格型号、生产日期、产品数量、安全认证、EMC等标识,印字清晰易识别;生产日期不超过1年,摆放方式以海信确认为准。
2、检验手段:目测
3、检验方法:自然光或人工亮度800-1500LUX的日光荧光灯下,目视距离25-35cm,检验时间10s。目视瓦楞纸箱及塑料袋外观,包装无破损;查看标签是否与实物一致,标签格式是否符合协议要求,是否清晰;摆放方式符合海信要求。
酒精手动的棉纱布,手动擦拭15s后,标记内容仍清楚可辨。
2、涂层附着力实验(GB/T9286-1998划格法)(此实验只针对PET镜面高亮银材质):
采用刀刃为20º~30º的单刃切割刀具,试验前,检查刀具的切割刀刃,并通过磨刀或更换刀片使用其保持良好的状态;将被测部品放置在坚硬、平直的物面上,以防在试验过程中部品的任何变形;握住切割刀具,使用刀垂直于部品表面,对切割刀具均匀施力,用均匀的切割速率在涂层上切割6条,每条之间间距2mm,所有切割均应划透至底材表面。重复上述操作,再作相同数量的平行切割线,与原先切割线成90º角相交,以形成网格图形。用软毛刷沿网格图形每一条对角线,轻轻地向后扫几次,再向前扫几次。仔细检查试验涂层的切割区,在观察过程中,转动部品,以使试验面的观察和照明不局限在一个方向。
各类印刷标贴检验规范

每批抽检3张
印刷牢度
MA
功率贴纸和各类面贴用酒精擦15S,其字迹仍应清晰易读(表面覆膜的不测试此项目)。
酒精
每批抽检3张
6,抽样检验标准——依据GB/T2828.1-2003一般I【级水平抽检
其AQL值为严重缺陷(CR):0/1
一般缺陷(MA):0.65
轻微缺陷(MI):2.5
批准Biblioteka 审核制订4.职责:品保部检验和试验人员负责按标准执行检验和试验。
5.检验项目
验目检项
缺陷类别
检验要求和方法
使用仪表
备注
外观
MI
印刷清晰、无污点,无破损;覆膜的印刷品表面应无气泡,不起绐。
目视
尺寸
MA
符合规定尺寸或封样或试装。
游标卡尺卷尺
印刷内容
MA
内容与封样一致。
目视
粘性
MA
贴于高温五金件上的标贴,在恒温箱内承受Il(Tc±IO0C,Ih不能翘起或脱落;其它标贴,在恒温箱内承受室温70C±10°C,Ih不能翘起或脱落。
作业文件
XX-QA-001-15
外协外购件进料检验规范
各类印刷标贴检验规范
版本号
4e⅛—∣b≤第一版
第1页共1页
修订人
修订日期
1.目的:规范本公司外购外协零部件的检验,使其满足要求。
2.范围:适用于本公司所有印刷标贴的检验。
3.检验依据:GB/T2828.1-2003GB4706.1-2005GB5296.1-96
日期
日期
日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
、CPC及消银龙。(铜板纸:铜版纸又称
涂布印刷纸,在香港等地区称为粉纸,
它是以原纸涂布白色涂料制成的高级印
刷纸。纸面非常光洁平整,平滑度高,
7
材质
光泽度好,为条码打印机常用材质,其 厚度一般在0.8mm左右。CPC:属环保合
目视 测试
成纸,由面材、粘胶及底材三部分组
成,颜色为白色,面膜具防水、防潮、
4
粘性试验
翘为OK。 2、将贴纸沾于适当位置,适当摇晃、震
动,并放于窗口通风处视其有无脱落或
翘起等不良,再将贴纸撕下,检查被沾
物上是否有残胶。
目视 试验
取试样试贴于相应位置后放入恒温烤箱 内烘烤≥3H后取出试样不可有翘角、脱 落、粘性不良,标志、印字仍清晰、不 掉漆为OK。试验温度见附表1。
5
耐温试验
2
2011.4.30 A/2
NO.6
由95%酒精调整为汽油
3
2011.9.26 A/3
NO.5
修改耐温试验抽样频率
4
2013.3.16 A/4
NO.3 NO.4 NO.6 NO.7
1、NO.3项目抽样水准原由S-4改 为n=10; 2、NO.4/NO.6项目抽样水准原由 S-1改为n=5; 3、NO.7项目抽样水准原由S-4改 为n=1;
MAJ=0.15 验收标准
MIN=1.5 检验方法
1.1、包装外箱标示卡清楚,有出货检验
报告、合格印章、生产与出货日期、数
量、物料编码、机种、有利于存储。
1
包装检查
1.2、无外箱标示、包装箱破损、外箱标 示与实物不相符、包装数量不符、无出
货检验报告、合格印章、日期不符、外
箱标示物料编码与机种不相符等不给予
度≤3mm )
铭牌尺寸及公差与铭牌图纸及订单资料
相符,图纸未注明公差的,允许误差
3
结构尺寸
+0,-0.2;铭牌R角尺寸用相应的胶壳装 配能装配为OK。字体大小、排版与研发
部认可样板相符,安规符号须符合安规
标准。
目检 目检 目视
1、将铭牌贴于经封焊后的相应规格开关
电源产品铭牌位、从1米高处自由跌落在
水泥地面上6次,铭牌不脱落,四角不上
材料
试 验
试 验
附 表1
铜板纸 60±2℃ ≥3H
CPC 80±2℃ ≥3H
消银龙 100±2℃ ≥3H
目视 试验
6
附着力试 验
用干布紧包砝码并沾上去渍油用10N力以 每秒2次的速度在丝印表面来回摩擦50 次,丝印无明显脱落。
试验
文件编号 版本 生效日期 页次
关键元件
SO-PZ114301 A/4
2013.3.18 2/3
修订人
陈明明 陈明明 陈明明 贺石磊
袁伟国
5
唐银春
审核
艾宏国 艾宏国 艾宏国
罗龙
批准
唐银春 唐银春 唐银春 唐银春
6
7
8
9
10
深圳欧陆通电子有限公司
作业文件
IQC物料检验规范
材料名称
贴纸、标签类
抽样计划
依据MIL-STD-105E,具体抽样方式参照《抽样计划》
允收水准
AQL CRI=0
项次 检查项目
文件类别:
作业指导书
制定部门 制定人 制定日期 页次
贴纸、标签检验规范
品质部 袁伟国 2013.3.16
1/3
批准记录
订 拟 陈明明 核 审
艾宏国
准批
修改记录
修改 修改 版本 次数 时间 记录
1 2010.10.11 A/0
修改 项目
新版发行
修改 内容
首次发行
2
2011.1.5 A/1
/
完善检验项目及标准
制订/日期
袁伟国
2013.3.16
审核/日期
批准/日期
耐撕等特性。消银龙:又称聚亚银,呈银
色,主要特性是撕不破,防水,防酸,
防碱,材质较硬。胶性特别强。搭配相
应碳带打印,标签耐磨擦,抗刮。)
文件编号 版本 生效日期 页次
SO-PZ114301 A/4
2013.3.18 3/3
/
n=1
CRI
取相对应的胶壳与铭牌实际组装,铭牌
8
实配 面边不可翘起、逾越铭牌张贴范围;铭
接收。
印字清楚,粗细一致,不得有模糊、重
字、重影、断字、偏斜、字符间距须符
合样品及图纸要求。版面平整、无伤痕
、变形、油污、残缺不全。底部和面胶
2
外观检查
内无杂质、脏物、汽泡、脱胶、划伤现 象。(字唛残缺数目≤1 面积≤
0.1mm;字体与样品比对一致。黑点、杂
质、油污数目≤2 面积≤0.1mm(不明
显);划伤数目≤2 直径≤0.2mm 长
质含量不能超标(我司标准)
查对 检测
《绿色环保供 应商名录》/ X-R光谱仪
n=1
CRI
11 出货报告 11.1 有合格出货检验报告 * 参考 备注 来料检验报告文件编号:光线明亮(单支40w光管1m范围内),距离30cm 2.室温环境(25±5℃ ≤75%RH)
目视
牌与胶壳边缘的间隙宽度≤0.2mm。
胶壳
S-1
MAJ
使用条码扫枪进行扫描,扫描的结果与 9 条码扫描 印刷数据须一致,无错码、乱码、重码
等
目视 测试
扫描枪
LEVER Ⅱ
MAJ
10.1 核对绿色环保供应商名录要求供应
10
ROHS检测
商提供的RoHS检测报告在有效期内 10.2 取1PCS样品送RoHS实验室检测害物
是■否□
依据/工具 抽样水准 缺陷类别
/
全检
MAJ
样品/图纸 LEVER Ⅱ
MAJ
游标卡尺 直尺
n=10
MAJ
/
n=5
MAJ
恒温烤箱
依据材质 5PCS/次/周
MAJ
去渍油
n=5
MAJ
深圳欧陆通电子有限公司
作业文件
IQC物料检验规范
材质必须符合工程文件要求;铭牌、厘
保纸(不干胶)的主要材质为:铜板纸