标贴检验规范
标签检验规范

标签检验管理规范1.目的本规范是为了规范生产线标签在线及出货检验标准,提高标签质量杜绝错误发生。
2.适用范围本流程适用于主动生产时,各工位需要打印的过程码标签,机身标签,包装标签的检验工作,及其他相关不需打印的标签的检验工作。
3.操作流程3.1脚本:生产线需建立标签脚本制作、验证规范,确保标签脚本的正确性生产线需建立标签脚本的保存及使用指导书,并对作业人员进行培训,确保标签脚本能够被正确使用;3.2首件检验:时机:产线换班、切换编码/机种、更换标签纸/碳带时,必须进行首件检验。
3.2.1验证人员:操作员,IPQC,OQC3.2.2暗码验证:在生产前使用扫码枪对说明书,彩盒,纸箱进行扫码,确定所发物料编码物料与扫出的码是一致的。
(新建一个文本文档,设置为自动换行,使用扫码枪扫物料上的条码或二维码,在文档中查看扫描出的数字与物料编码是否一致。
一致为合格,不一致为不合格,不合格反馈巡检确认,并向上级寻求帮助及确认)3.2.3需要打码的物料确认在生产中,对于需要进行打码的物料,需要核对以下信息:a碳带型号(树脂碳带):理光B110CR碳带b条码纸的尺寸规格:多种纸张规格c打印模板信息d与样品比对条码的长度及宽度(学术名称:条码精度),SN码采用6.7mil以上精度,EAN码采用10mil以上精度,二维码采用10mil以上精度e生产相关信息:包含物料编码(ITEM),数量(QTY),颜色(COLOR),重量(WEIGHT),箱号(CARTON ID)等,具体规格,参见后附,每种标签的信息f条码外观(清晰度,有无褶皱,打印位置是否居中)g使用条码精度测试仪,测试条码精度达到B级或以上3.3更换物料时的确认3.3.1验证人员:操作员,线长,IPQC,OQC3.3.2当产线更换碳带或标签纸时,需要确认以下内容:a碳带型号(树脂碳带):理光B110CR碳带b条码纸的尺寸规格:多种纸张规格c打印模板信息d与样品比对条码的长度及宽度(学术名称:条码精度),SN码采用6.7mil以上精度,EAN 码采用10mil以上精度,二维码采用10mil以上精度e生产相关信息:包含物料编码(ITEM),数量(QTY),颜色(COLOR),重量(WEIGHT),箱号(CARTON ID)等,具体规格,参见后附,每种标签的信息f条码外观(清晰度,有无褶皱,打印位置是否居中)g使用条码精度测试仪,测试条码精度达到B级或以上3.4打印机故障恢复时的确认3.4.1验证人员:操作员,线长,IPQC,OQC,工艺工程师3.4.2当产线打印机故障恢复时,需要确认以下内容:a碳带型号(树脂碳带):理光B110CR碳带b条码纸的尺寸规格:多种纸张规格c打印模板信息d与样品比对条码的长度及宽度(学术名称:条码精度),SN码采用6.7mil以上精度,EAN码采用10mil以上精度,二维码采用10mil以上精度e生产相关信息:包含物料编码(ITEM),数量(QTY),颜色(COLOR),重量(WEIGHT),箱号(CARTON ID)等,具体规格,参见后附,每种标签的信息f条码外观(清晰度,有无褶皱,打印位置是否居中)g使用条码精度测试仪,测试条码精度达到B级或以上4.注意事项4.1签样:OQC检验环节有正式发行的规格图纸及客户签样样品。
标贴类检验规范(OK)
4
组装
5
测试
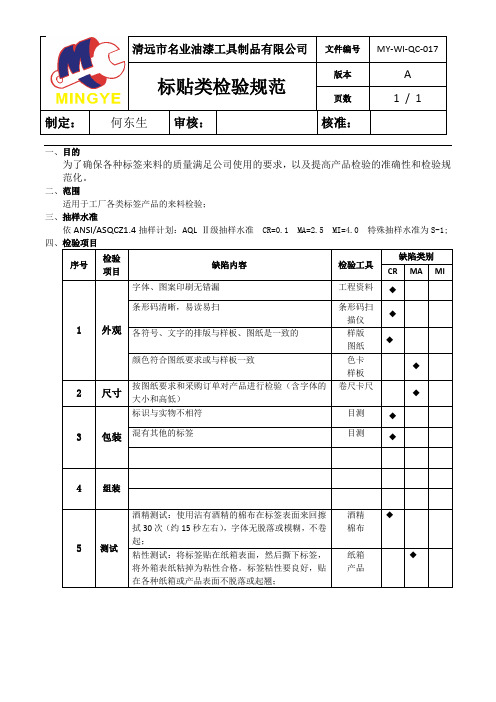
酒精测试:使用沾有酒精的棉布在标签表面来回擦拭30次(约15秒左右),字体无脱落或模糊,不卷起;
酒精
棉布
◆
粘性测试:将标签贴在纸箱表面,然后撕下标签,将外箱表纸粘掉为粘性合格。标签粘性要良好,贴在各种纸箱或产品表面不脱落或起翘;
纸箱
产品
◆
检验工具
缺陷类别
CR
MA
MI
1
外观
字体、图案印刷无错漏
工程资料
◆
条形码清晰,易读易扫
条形码扫描仪
◆
各符号、文字的排版与样板、图纸是一致的
样版
图纸
◆
颜色符合图纸要求或与样板一致
色卡
样板
◆
2பைடு நூலகம்
尺寸
按图纸要求和采购订单对产品进行检验(含字体的大小和高低)
卷尺卡尺
◆
3
包装
标识与实物不相符
目测
◆
混有其他的标签
目测
一、目的
为了确保各种标签来料的质量满足公司使用的要求,以及提高产品检验的准确性和检验规范化。
二、范围
适用于工厂各类标签产品的来料检验;
三、抽样水准
依ANSI/ASQCZ1.4抽样计划:AQLⅡ级抽样水准 CR=0.1 MA=2.5 MI=4.0 特殊抽样水准为S-1;
四、检验项目
序号
检验
项目
缺陷内容
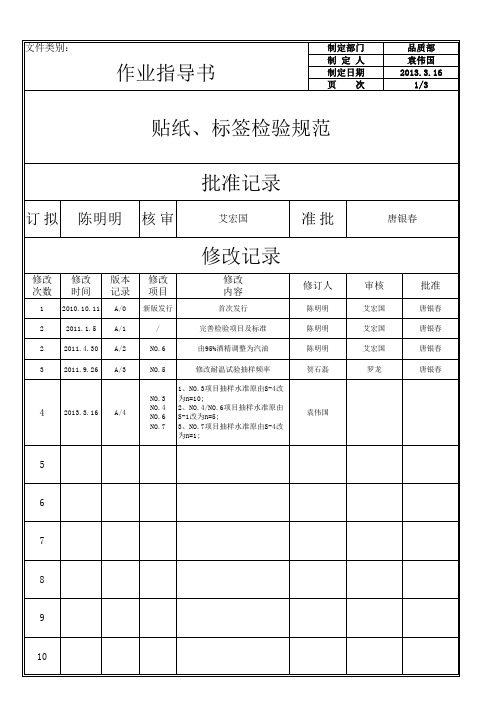
贴纸、标贴检验规范
、CPC及消银龙。(铜板纸:铜版纸又称
涂布印刷纸,在香港等地区称为粉纸,
它是以原纸涂布白色涂料制成的高级印
刷纸。纸面非常光洁平整,平滑度高,
7
材质
光泽度好,为条码打印机常用材质,其 厚度一般在0.8mm左右。CPC:属环保合
目视 测试
成纸,由面材、粘胶及底材三部分组
成,颜色为白色,面膜具防水、防潮、
4
粘性试验
翘为OK。 2、将贴纸沾于适当位置,适当摇晃、震
动,并放于窗口通风处视其有无脱落或
翘起等不良,再将贴纸撕下,检查被沾
物上是否有残胶。
目视 试验
取试样试贴于相应位置后放入恒温烤箱 内烘烤≥3H后取出试样不可有翘角、脱 落、粘性不良,标志、印字仍清晰、不 掉漆为OK。试验温度见附表1。
5
耐温试验
2
2011.4.30 A/2
NO.6
由95%酒精调整为汽油
3
2011.9.26 A/3
NO.5
修改耐温试验抽样频率
4
2013.3.16 A/4
NO.3 NO.4 NO.6 NO.7
1、NO.3项目抽样水准原由S-4改 为n=10; 2、NO.4/NO.6项目抽样水准原由 S-1改为n=5; 3、NO.7项目抽样水准原由S-4改 为n=1;
MAJ=0.15 验收标准
MIN=1.5 检验方法
1.1、包装外箱标示卡清楚,有出货检验
报告、合格印章、生产与出货日期、数
量、物料编码、机种、有利于存储。
1
包装检查
1.2、无外箱标示、包装箱破损、外箱标 示与实物不相符、包装数量不符、无出
货检验报告、合格印章、日期不符、外
箱标示物料编码与机种不相符等不给予
不干胶标签粘贴检验规范
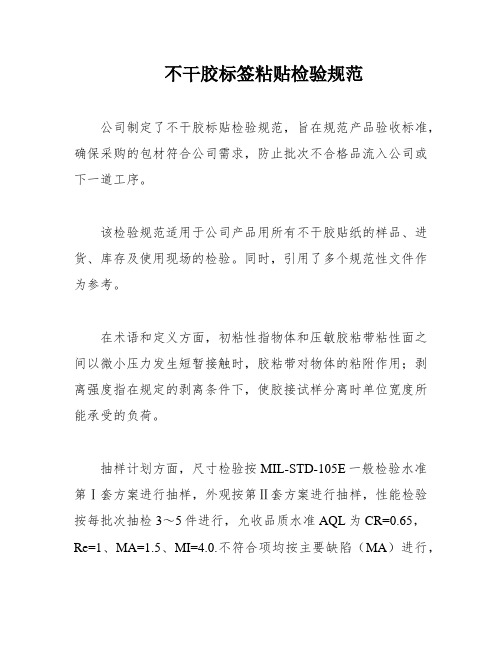
不干胶标签粘贴检验规范公司制定了不干胶标贴检验规范,旨在规范产品验收标准,确保采购的包材符合公司需求,防止批次不合格品流入公司或下一道工序。
该检验规范适用于公司产品用所有不干胶贴纸的样品、进货、库存及使用现场的检验。
同时,引用了多个规范性文件作为参考。
在术语和定义方面,初粘性指物体和压敏胶粘带粘性面之间以微小压力发生短暂接触时,胶粘带对物体的粘附作用;剥离强度指在规定的剥离条件下,使胶接试样分离时单位宽度所能承受的负荷。
抽样计划方面,尺寸检验按MIL-STD-105E一般检验水准第Ⅰ套方案进行抽样,外观按第Ⅱ套方案进行抽样,性能检验按每批次抽检3~5件进行,允收品质水准AQL为CR=0.65,Re=1、MA=1.5、MI=4.0.不符合项均按主要缺陷(MA)进行,尺寸检验不符合项按次要缺陷MI进行。
相关抽样标准或判定标准,也可视具体产品的品质状况或客户要求等做修正。
外观方面,要求表面光滑、端正、平整,无毛刺、褶皱、破损,无麻点及污渍杂质。
印刷文字和图案应清晰、准确,无错印、漏印,无油墨污染。
产品表面一般允许有未损伤材质,需特定的视觉才能发现的划痕、压伤。
印刷颜色应基本符合要求。
图文烫印完整,清晰牢固,无虚烫、糊版、脏版和砂眼。
上光涂层涂布基本均匀,光亮度一致,光泽好,无条纹、起皱现象。
压光表面光亮度一致,光泽度高。
外观检验标准中,属于严重缺陷CR的不符合项有图文脱落、错印、漏印、印刷不全、重印、色泽不均、色差明显超过上下限管制范围。
属于主要缺陷MA的不符合项有图文模糊,文字字体、大小、颜色深浅度与标准不一致,贴纸表面明显的脏污、拖墨(不可擦拭干净),图文套印误差:主要位置大于0.2mm,次要位置大于0.25mm。
7.6.1 测试所用的载体应按照实际使用时所使用的载体进行标贴。
7.6.2 将贴有标签的载体放入温度为-20℃的冰箱中,并冷冻4小时后取出。
7.6.3 在室温下静置5分钟后,将载体放入温度为55℃的高温箱中,烘烤4小时。
新标识标贴铭牌检验规范

产品名称
标志、标识、标贴、铭牌
受控章
产品型号
通用
编号
版本
A
一、检验项目及抽样方案:
项目
抽样方案
外观抽样方案
尺寸、结构抽样方案
性能抽样方案
包装检验抽样方案
数量检验抽样方案
备注:如果物料有多个生产日期或摆放有多层或多列,抽取样品时应分别在不同日期、不同层或不同列之间抽取。
式符合协议要求、打印清晰、无破损;外包装上应有生产厂名称、产品名称、规格型号、生产日期、产品数量、安全认证、EMC等标识,印字清晰易识别;生产日期不超过1年,摆放方式以海信确认为准。
2、检验手段:目测
3、检验方法:自然光或人工亮度800-1500LUX的日光荧光灯下,目视距离25-35cm,检验时间10s。目视瓦楞纸箱及塑料袋外观,包装无破损;查看标签是否与实物一致,标签格式是否符合协议要求,是否清晰;摆放方式符合海信要求。
酒精手动的棉纱布,手动擦拭15s后,标记内容仍清楚可辨。
2、涂层附着力实验(GB/T9286-1998划格法)(此实验只针对PET镜面高亮银材质):
采用刀刃为20º~30º的单刃切割刀具,试验前,检查刀具的切割刀刃,并通过磨刀或更换刀片使用其保持良好的状态;将被测部品放置在坚硬、平直的物面上,以防在试验过程中部品的任何变形;握住切割刀具,使用刀垂直于部品表面,对切割刀具均匀施力,用均匀的切割速率在涂层上切割6条,每条之间间距2mm,所有切割均应划透至底材表面。重复上述操作,再作相同数量的平行切割线,与原先切割线成90º角相交,以形成网格图形。用软毛刷沿网格图形每一条对角线,轻轻地向后扫几次,再向前扫几次。仔细检查试验涂层的切割区,在观察过程中,转动部品,以使试验面的观察和照明不局限在一个方向。
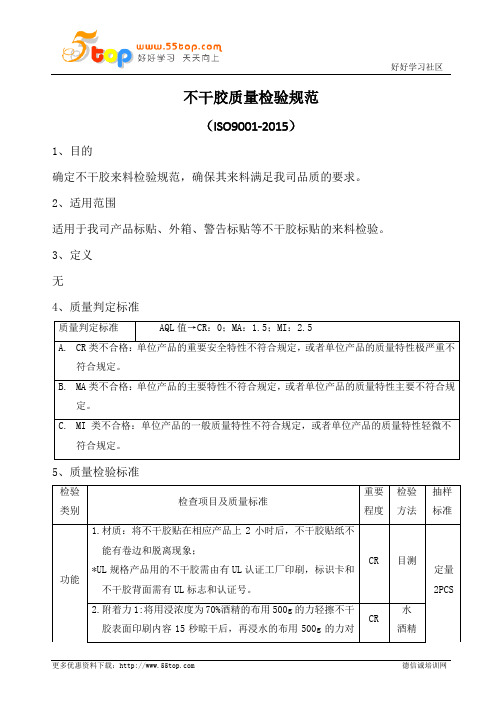
不干胶质量检验规范
好好学习社区
更多优惠资料下载: 德信诚培训网 不干胶质量检验规范
(ISO9001-2015)
1、目的
确定不干胶来料检验规范,确保其来料满足我司品质的要求。
2、适用范围
适用于我司产品标贴、外箱、警告标贴等不干胶标贴的来料检验。
3、定义
无
4、质量判定标准 质量判定标准 AQL 值→CR :0;MA :1.5;MI :2.5
A. CR 类不合格:单位产品的重要安全特性不符合规定,或者单位产品的质量特性极严重不
符合规定。
B. MA 类不合格:单位产品的主要特性不符合规定,或者单位产品的质量特性主要不符合规
定。
C. MI 类不合格:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不
符合规定。
5、质量检验标准 检验
类别 检查项目及质量标准
重要 程度 检验方法 抽样标准 功能 1.材质:将不干胶贴在相应产品上2小时后,不干胶贴纸不
能有卷边和脱离现象;
*UL 规格产品用的不干胶需由有UL 认证工厂印刷,标识卡和
不干胶背面需有UL 标志和认证号。
CR 目测 定量2PCS
2.附着力1:将用浸浓度为70%酒精的布用500g 的力轻擦不干
胶表面印刷内容15秒晾干后,再浸水的布用500g 的力对CR 水
酒精。
各类印刷标贴检验规范

每批抽检3张
印刷牢度
MA
功率贴纸和各类面贴用酒精擦15S,其字迹仍应清晰易读(表面覆膜的不测试此项目)。
酒精
每批抽检3张
6,抽样检验标准——依据GB/T2828.1-2003一般I【级水平抽检
其AQL值为严重缺陷(CR):0/1
一般缺陷(MA):0.65
轻微缺陷(MI):2.5
批准Biblioteka 审核制订4.职责:品保部检验和试验人员负责按标准执行检验和试验。
5.检验项目
验目检项
缺陷类别
检验要求和方法
使用仪表
备注
外观
MI
印刷清晰、无污点,无破损;覆膜的印刷品表面应无气泡,不起绐。
目视
尺寸
MA
符合规定尺寸或封样或试装。
游标卡尺卷尺
印刷内容
MA
内容与封样一致。
目视
粘性
MA
贴于高温五金件上的标贴,在恒温箱内承受Il(Tc±IO0C,Ih不能翘起或脱落;其它标贴,在恒温箱内承受室温70C±10°C,Ih不能翘起或脱落。
作业文件
XX-QA-001-15
外协外购件进料检验规范
各类印刷标贴检验规范
版本号
4e⅛—∣b≤第一版
第1页共1页
修订人
修订日期
1.目的:规范本公司外购外协零部件的检验,使其满足要求。
2.范围:适用于本公司所有印刷标贴的检验。
3.检验依据:GB/T2828.1-2003GB4706.1-2005GB5296.1-96
日期
日期
日期
标识标贴铭牌检验规范

1、耐磨擦实验(此项目仅针对覆光油或覆膜类):
A.主要针对铭牌、标识、标志等。
加载500g砝码,分别用浸水和浸溶剂油(酒精或正庚烷)的棉纱布,手动擦拭15S(20个来回),擦拭后,标记内容仍清楚可辨,无脱落,不得出现卷边、鼓泡、起皱等缺陷。
B.主要针对标贴等。
式符合协议要求、打印清晰、无破损;外包装上应有生产厂名称、产品名称、规格型号、生产日期、产品数量、安全认证、EMC等标识,印字清晰易识别;生产日期不超过1年,摆放方式以海信确认为准。
2、检验手段:目测
3、检验方法:自然光或人工亮度800-1500LUX的日光荧光灯下,目视距离25-35cm,检验时间10s。目视瓦楞纸箱及塑料袋外观,包装无破损;查看标签是否与实物一致,标签格式是否符合协议要求,是否清晰;摆放方式符合海信要求。
ቤተ መጻሕፍቲ ባይዱ序号
工装、工具、仪表(型号)
数量
序号
工装、工具、仪表(型号)
数量
更改标记
审批栏
第1页
共1页
1
游标卡尺精度
1
5
百格刀
1
拟制
2
初粘性测试仪
1
6
摩擦试验仪
1
审核
3
持粘性测试仪
1
标准化
4
500g砝码
1
批准
试验结果:允许切口交叉处有少许涂层脱落,但交叉切割面积受影响不能明显大于5%。在被测部品上至少进行三个不同位置试验,如果三次结果不一致,差值超过一个单位等级,在三个以上不同位置重复实验。
六、其他检验:
1、数量:每批次以抽样方案进行抽样检验;报检单数量与实际报检数量一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号:
标贴类检验规范
适用于:全机种
修改履历:
版本号:修改时间:修改页:修改内容:审核:确认:编成:
文件编号:
一、目的:
明确产品检验标准,确保产品质量满足公司和客户要求。
二、范围:
适用于本公司生产和外协加工之交换机系列产品的标贴。
三、相关文件:
参照公司研发部发行的相关产品规格书。
四、定义:
4.1缺陷定义:
4.1.1 CR(Critical):致命缺陷,对产品使用、维修或有关人员会造成危害或不安全的缺陷,抵触安全
规格要求的,或妨碍到某些主要的功能的缺陷;
4.1.2.MAJ(Major):主要缺陷,即不构成致命的,但可能造成故障,或对单位产品预定的目的使用
性能会有严重的降低的缺陷;
4.1.3. MIN(Minor):次要缺陷,只对产品的有效使用或使用性能有轻微的影响的,一般为外观或机构
组装之差异。
五、检验所需仪器和设备:
直尺一把、电脑一台(带条码扫描仪)。
六、检验水准:
按照MIL-STD-105E一般检验Ⅱ级水准及主要AQL水平进行抽验,允收标准:
严重缺陷AQL为:CR=0 ;主要缺陷AQL为:MA=0.4;次要缺陷AQL为:MI=1.5。
七、检验项目:
7.1包装检验:
外包装以能承受搬运振动的牛皮纸为主,不允许有受潮或破损现象,每个包装袋须有清晰明显的标贴,标贴内容应包括:供应商、品名规格、包装数量、物料编号、生产日期或批号以便于追溯。
7.2外观检验:
表面印刷清晰,表面无赃污、杂花点等不良;表面无破损,折叠;无明显的条纹、色差、脱色等不良;
文件编号:材质与标准要求一致;裁切彻底、无粘连现象;印刷内容和位置与样品要求一致。
7.3尺寸检验:
用直尺测量长、宽以及厚度,测量数据应与样品或相关产品规格书相符。
7.4性能检验:
耐热性:经70℃×1h后,印刷内容无明显退色、变色或脱落;用于热面标贴贴于相应产品上经120℃×8h耐热后无起泡和脱落现象。
表面字画附着力:沾过酒精的布擦拭10S,印刷仍清晰明了。
粘性:贴附与相应产品上,用手轻压2下,用透明胶带撕拉3次不脱落。
耐蒸汽性:蒸汽口警语贴附与相应产品上置于蒸汽中放置4h,试验后无起泡脱落现象。
耐久性:贴于相应产品上常温下放置7天,标签无翘起现象。
条码数据可读性:打开电脑记事本,用条码扫描仪扫描条码,显示数据应与条码标识数据一致。
八、检验方法:
8.1包装检测:目测法。
8.2外观检测:目测法。
8.3尺寸检测:直尺。
8.4性能检测:目测法、电脑。
九、缺陷分类:
检验
项目检验内容
检测方法
及工具
等级划分
CR MA MI
包装检测1.外包装不能承受搬运振动,有受潮或破损现象。
目视O
2.标贴:每个包装袋须有清晰明显的标贴,标贴内容不包括:供应商、目视O
品名规格、包装数量、物料编号、生产日期或批号。
目视O
外观检测1无字画、字画内容与样品不符、字画模糊、重影,不可辩认。
目视O
2.字画模糊、重影,可辩认、颜色与样品不符。
目视O
3.有条纹、色差、脱色。
目视O
4.有污迹、破损、皱折。
目视O
5.材质与样品不符。
目视O
尺寸1.与要求不符。
目视O
文件编号:
性能检测1.耐热性不良。
目视O
2.表面字画附着力不良。
目视O
3.胶面附着力不良。
目视O
4.耐久性不良。
目视O
5.条码不可读。
电脑O
重点检验外观检测:第1、2、3、4、5项。
尺寸检测:第1项。
性能检测:第1、2、3、4、5项。