COREX_3000配料计算模型原理与实现
COREX-3000配料模型原理与实现方法
COREX-3000配料计算模型原理与实现张 熙 1林金嘉2姚晓光3(1.上海宝信软件股份有限公司 上海 201900;2.宝钢股份中厚板分公司,上海 200949 ;3上海大学材料科学与工程学院,上海200072)【摘要】COREX 工艺是目前世界上唯一工业化的熔融还原原理炼铁新工艺,它最大特点是采用非焦煤资源作为主体燃料,省去炼焦、烧结过程,排放显著降低,是资源节约、环境友好、可循环的新一代炼铁工艺流程。
本文主要介绍COREX -3000过程控制系统中配料模型的原理和信息处理方式,以及其应用。
【关键词】COREX-3000 、熔融还原、过程控制系统、信息处理。
【Abstract】 COREX processing is the unique industrialized smelting and reducing technology in the world at present. Its big characteristic is to utilize non-coking coal resource as main fuel, and it leaves out coking and sintering process to reduce dramatically exhaust. It is a brand-new energy-saving, environment-friendly, circulative iron-making process. This paper introduces the theory in material blending model and messages treatments in COREX -3000 process controlling system. And it includes the model applications. 【Key words】 COREX-3000; smelting and reduction Process Control System; Information processing.0 概述宝钢中厚板分公司炼铁厂采用的是世界先进的熔融还原法COREX炉炼铁技术,也是中国第一座COREX炉。
日本横河DCS CS3000培训教材

日本横河DCS CS3000培训教材目录一.横河系统项目的一般创建步骤二.PROJECT的创建三.COMMON ITEMS通用项目的定义四.FCS组态五.HIS组态日本横河DCS CS3000培训教材一.横河系统项目的一般创建步骤依照相关的自控图纸和工艺说明,进行DCS的软硬件选型、相关系统软硬件设计、软件模拟测试、软硬件上电测试、与现场仪表联动调试。
最终提交用户一个硬件安全可靠、软件健壮界面友好操作方便的工艺过程监控平台。
第一步:由自控图纸和工艺说明以及DCS规格需求书,确定系统硬件配置(包括控制器、I/O、通讯、操作站、服务器、以及其它附件),绘制系统配置图、机柜布置图、各种接线图。
第二步:利用SYSTEM VIEW 集成的工具进行硬件组态,包括控制器、I/O节点、I/O卡件、I/O通道、操作站。
第三步:利用SYSTEM VIEW集成的工具进行软件组态,包括回路控制组态、联锁逻辑组态、顺序控制组态、批量控制组态以及操作站各种人机界面的组态。
第四步:利用SYSTEM VIEW集成的虚拟测试功能,对控制器以及操作站组态进行软件功能测试。
通过此项测试可以解决其它系统只有在连接实际硬件时才能发现的问题,为安装调试做好准备。
第五步:系统安装调试,经考核运行后,提交用户。
下面是横河的工程工作流程图二.PROJECT的创建(详细内容参见横河文档IM 33S01B30-01E)1.PROJECT的类型(1)DEFAULT PROJECT当SYSTEM VIEW第一次启动创建的项目,为缺省项目,能够对控制器进行下载。
(2)CURRENT PROJECT一旦DEFAULT PROJECT项目中的一个FCS下载成功时,该项目属性自动变为CURRENT PROJECT,从而能够在线的对项目进行修改。
(3)USER-DEFINED PROJECT除以上两个类型PROJECT以外,创建的项目。
此类型的项目不能对控制器进行下载,只有通过改变PROJECT属性类型为DEFAULT 时,才能下载。
合金配料计算程序操作说明书

配料程序帮助文档引言合金配料有很多的计算方法(人工凭经验计算、用计算器、用Excel设置函数表,用配料程序计算)。
手工计算是最原始的方法,可惜很多企业都在用,这要完全靠掌炉工的经验估计,而且只能粗略估算,碰到元素多、材料种类多的时候力不从心,计算速度也不快并容易出错,至于还要考虑结果最优最节省成本那只能是完全靠经验了,有经验的老师傅知道合理搭配废料,而新手估计都是越纯的料越好用,因为计算也简单,投炉熔解也简单(再生铝行业有句话叫只要舍得A00铝锭加入,没有调整不好的成份!)但是拿纯铝做杂铝牌号明显是降级处理了,会大幅提高原材料成本。
Excel函数表有了很大的改进,计算结果精确,有很多精通Excel的配料员都能设计出这种函数表,相比上面的手工计算方便并准确了很多,可惜很多习惯了手工计算的老师傅估计还用不惯Excel;Excel函数表的原理基本类似:设定好牌号的标准范围、原材料的成份+回收率,生产的时候配料员大概估计每种材料需要加入的量,然后慢慢调节到牌号的要求标准,这里还是要依赖配料员的经验,每种材料用多少、用哪些材料都是人怎么想就怎么录入,至于是否最节省成本谁也不知道(有经验的知道搭配利用废料,而新手还是喜欢用纯料)。
配料程序计算能弥补上面几种方法的缺点,目前市面有很多款配料计算的程序,本人不是第一个做这方面研究的,之前就有某名牌大学设计出一款配料计算软件,虽然不清楚某些配料程序里面的计算方法,我测试过几款国内的配料程序,据说是用遗传算法,并且承诺计算出来的结果成本最低,但测试计算之后并不是成本最低(也许跟手工计算的比较是更节省,但是我把相同的数据用本套程序计算做比较发现还有更优化的结果),而对方也只是含糊回答(说是还考虑了其它因素等等),有一款国外引进的配料软件(该公司不止做配料程序,还有其它很多铸造行业的软件),当然这款软件里面还有很多其它的功能,算是一款优秀的程序了(相比国内某些小的配料程序),但也存在同样的问题(计算结果不是最节省成本的,后续给大家演示他们公布的数据及计算结果跟本套程序计算的结果做比较),上述说明不是为了贬低别人而抬高自己,而本人去试用别人的程序跟自己的比较也只是为了完善并优化自己的系统,相信用户的眼睛是雪亮的,也欢迎其它配料程序来跟本套系统做比较,毕竟人类都是互相学习才能进步。
CS3000基础知识

CS FCS
V net HF bus RL bus VL net
CENTUM CS 1000
CENTUM CS
uxl
CENTUM -XL
DCS如何构成
系统
硬件-操作站,控制站,通信总线 系统软件:诊断程序,应用程序,组态程序,标准画面等 用户软件-组态结果 运行数据-过程历史数据
软件
组态:由系统软件生成用户软件的过程叫做"组态"
现场控制站(FCS)
作用 -过程数据转换与控制计算 类型 -用于FIO的现场控制站:KFCS -用于RIO的现场控制站:LFCS -紧凑型现场控制站:SFCS 注: -以下介绍的内容以KFCS为主
SFCS,LFCS,KFCS区别
SFCS: 主要由两个IO模件卡龙及IO卡件组 成,另外还可以增加一个扩展规柜.每个 SFCS最多可以配置5个卡龙. LFCS: 由节点,IO单元,RIO总线等构成. KFCS: 由本地结点,远程节点,ESB总线 等构成.
现场控制单元
构成: -CPU(有的FCU带两个CPU) -通信卡(Vnet卡和内部总线卡) -电磁单元,电池单元 通常采用冗余配置
节点单元(NU)
种类
-本地节点 -远程节点
组成
-插槽总数:12个 其中: -电源模块:2个 -通信模块:至少2个 如SB401,EB401,EB501 -I/O模块:最多8个
DCS发展历程
1985年以后,扩展期代表产品有 Honeywell 横河电机 Foxboro Fisher-Rosemount TDC3000(LCN+UCN) TDC3000,TPS CENTUM-XL,-CS I/A-S Delta-V
技术特征: -系统开始走向开放,有条件支持与MPA和Ethernet相连 -普遍采用32位CPU,控制功能更加强大,标准算法中开始 包括复杂控制算法 -人机界面更加友好 -先进控制技术与过程优化技术得到推广应用
横河CENTUM-cs3000-操作维护培训教程
13
测试功能
(Test Function)
开始虚拟测试功能: Start CENTUM System View Programs YOKOGAWA
14
测试功能
15
启动测试功能后
16
休息时间
17
创建项目
项目是管理FCS工程数据库和用户创建的HIS的单位。.
PageC-2
远程 I/O 总线
LFCS ( Standard type Field Control Station for RIO)
Enhanced Remote bus
SFCS
( Compact Field Control Station)
7
标准现场控制站
FCU -现场控制单元 (Field Control Unit)
-
当前(Current)
-
用户定义
(User-defined)
是
-
是但在线 是 是
-
-
-
是 是
-
-
Page C-1
24
项目通用定义
用户定 义
25
休息时间
26
报警处理表/报警优先权/系统固定状态字符串
(Alarm Processing Table/Alarm Priority/System-fixed Status Character String)
IOU2 IOU3 IOU4 IOU5
IOU2 IOU3 IOU4 IOU5
Node 1 Node 2
39
输入/输出点序号-KFCS
%Z 0 1 1 1 0 1
Terminal number = 01 (1 - 64)
PLC自动配料系统设计
(此文档为word格式,下载后您可任意编辑修改!)PLC自动配料系统设计摘要PLC的定义有许多种。
国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。
多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。
配料工人收到每天的生产作业表后, 将依次对每种原料进行称重?根据配料的多少, 先计算每种成分的重量,然后在各种成分的料桶中取料,传送到电子称上进行称重,最后进行包装。
关键词通信传送配料包装PLC automatic batching system designAbstractthere are many kinds of PLC definition. The international electrotechnical commission (IEC) is defined as of PLC programmable controller is a kind of digital computing operations, specially designed for the electronic systemin industrial environment application and design. It USES programmable CunZhuQi, used in its internal storage to perform the logic operation, sequence control, timing, counting and arithmetic operation instruction, andthrough digital, analog input and output, the control various types ofmachinery or production process. Programmable controller and related equipment, should press easy and industrial control system as a whole, easy to extend its function principle design. PLC with communication networking function, it makes PLC and PLC, between the PLC and the PC and other intelligent equipment to exchange information between, forming a unified whole, realize scattered centralized control. Most PLC has RS - 232 interface, and some built-in have to support their communication protocol interfaces. Ingredients workers receive daily production scheduling, will in turn for each feedstock. According to how much weighing ingredients, first calculated the weight of each component in various components, and then the material barrels material taking, to electronic says on the packaging weighing and. Keywords communication to convey burden to pack目录1绪论 (5)1.1课题来源及现实意义 (5)1.1.1课题来源 (5)1.1.2 现实意义 (5)1.2设计任务与总体方案的确定 (5)1.2.1设计任务 (5)1.2.2总体设计方案的确定 (5)2 PLC与自动化软件 (6)2.1 PLC的发展历史 (6)2.2 PLC的硬件和软件 (7)2.2.1 PLC的硬件构成 (7)2.2.2 PLC的软件构成 (8)2.3 PLC系统的辅助设备 (8)2.4 PLC的通讯联网 (9)2.5 PLC的注意事由 (9)2.6自动化软件发展历史及定义 (10)2.7发展趋势 (11)2.8监控组态软件WINCC的简介和应用 (12)2.8.1 WINCC简介 (12)2.8.2 WINCC的特点 (13)3自动配料系统设计 (15)3.1自动配料系统简介 (15)3.1.1自动配料系统的特点 (15)3.1.2自动配料系统组成 (15)3.1.3配料技术的最新进展 (16)3.2自动配料系统设计 (16)3.2.1配料系统的设计 (17)1称重方式选择 (17)2给料方式选择 (18)3生产线结构 (18)3.2.2配料系统的组成 (19)3.2.3输送装置的设计 (19)3.2.4计量系统的设计 (19)1 称重元件设计 (19)2 测速元件的设计 (21)4控制系统设计 (23)4.1 控制系统硬件设计 (23)4.1.1 PLC的选配 (23)4.1.2 称重仪表的选配 (24)4.1.3 操作站的选配 (26)4.2 控制系统软件设计 (27)4.2.1称量仪表参数设定 (27)4.2.2 PLC程序编制 (27)5 操作站WINCC组态 (31)全文结论 (36)致谢 (37)参考文献 (38)1 绪论1.1课题的来源及现实意义1.1.1 课题的来源自动配料系统是一个针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。
cs3000应用
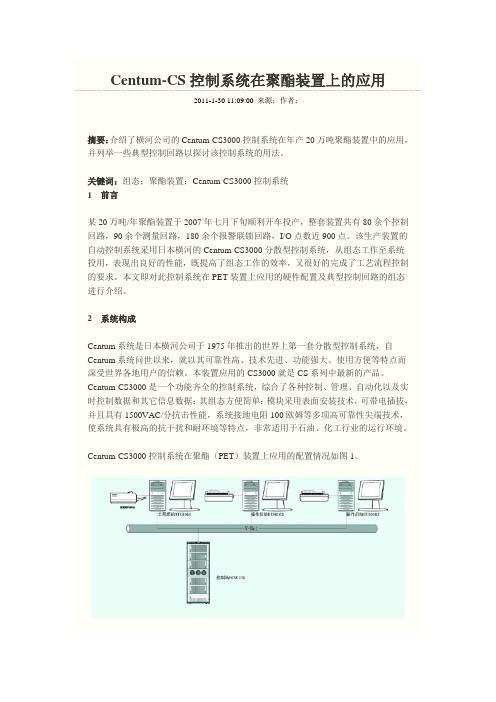
Centum-CS 控制系统在聚酯装置上的应用2011-1-30 11:09:00 来源:作者:摘要: 介绍了横河公司的 Centum-CS3000 控制系统在年产 20 万吨聚酯装置中的应用, 摘要: 并列举一些典型控制回路以探讨该控制系统的用法。
关键词: 关键词:组态;聚酯装置;Centum-CS3000 控制系统 1 前言某 20 万吨/年聚酯装置于 2007 年七月下旬顺利开车投产,整套装置共有 80 余个控制 回路,90 余个测量回路,180 余个报警联锁回路,I/O 点数近 900 点。
该生产装置的 自动控制系统采用日本横河的 Centum-CS3000 分散型控制系统,从组态工作至系统 投用,表现出良好的性能,既提高了组态工作的效率,又很好的完成了工艺流程控制 的要求。
本文即对此控制系统在 PET 装置上应用的硬件配置及典型控制回路的组态 进行介绍。
2 系统构成Centum 系统是日本横河公司于 1975 年推出的世界上第一套分散型控制系统,自 Centum 系统问世以来,就以其可靠性高、技术先进、功能强大、使用方便等特点而 深受世界各地用户的信赖。
本装置应用的 CS3000 就是 CS 系列中最新的产品。
Centum-CS3000 是一个功能齐全的控制系统,综合了各种控制、管理、自动化以及实 时控制数据和其它信息数据; 其组态方便简单; 模块采用表面安装技术, 可带电插拔, 并且具有 1500VAC/分抗击性能,系统接地电阻 100 欧姆等多项高可靠性尖端技术, 使系统具有极高的抗干扰和耐环境等特点,非常适用于石油、化工行业的运行环境。
Centum-CS3000 控制系统在聚酯(PET)装置上应用的配置情况如图 1。
图 1 Centum-CS3000 控制系统在聚酯装置应用配置图 (1)FCS 控制站:用于过程 I/O 信号输入输出及处理,完成连续的模拟量控制、逻 辑/顺序控制及各种复杂运算等实时功能。
利用Excel线性规划优化饲料配方

利用Excel 2003“线性规划”优化设计畜禽饲料配 方
4、规划求解
在输完约束条件以后关闭窗口 ,回到“规划求解参数 ”窗口 ,击 选项按钮,进入“规划求解选项 ”对话框,选中“采用线性模型 ”、 “假定非负 ”、“正切函数”、“向前差分 ”、“牛顿法 ”,然后点
击确定按钮 ,回到“规划求解参数 ”对话框。
利用Excel 2003“线性规划”优化设计畜禽饲料配方
三、构建线性规划求解的数学模型
饲料配方设计问题可表示为线性规划的优化问题 , 并可用线性规划计算满足营养需要量下的最低成本 配方。线性规划最低成本配方优化有下列几个基本 的假定 :
只有一个目标函数 ,一般情况下是求解配方的最低 成本。该目标函数是决策变量的线性函数。
利用Excel 2003“线性规划”优化设计畜禽饲料配方
把这些条件全部输入后单击“求解 ”:这时如果限制的约束条件都很恰 当 ,就可以求得最优解 ,得到最低成本的饲料配方。然后单击“确定 ”, 出现“规划求解结果”窗口,可在报告中选取“运算结果 ”等 3个报告, 它们对分析配方结果很有帮助,最后单击“确定”即可。有时由于条件 限制过于苛刻等原因,导致无法求得最优解,电脑会给出一近似解,根 据近似解分析,适当调整约束条件后再次计算,直到满意为止。
绿色食品的开发和生产不仅是为了满足人民群众对优质安全食品的需求更重要的是保护我国农业资源改善农业生态环境维持我国农业持续发展基础的生产条件利用excel2003线性规划优化设计畜禽饲料配方郑州牧业工程高等专科学校畜牧工程系聂芙蓉绿色食品的开发和生产不仅是为了满足人民群众对优质安全食品的需求更重要的是保护我国农业资源改善农业生态环境维持我国农业持续发展基础的生产条件利用excel2003线性规划优化设计畜禽饲料配方一背景饲料配方是生产配合饲料的核心技术设计科学合理经济性能优越的高水平饲料配方愈来愈受到饲料和养殖行业的关注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 1 配料计算输入和输出流程图
F ig. 1 The input and ou tput flo w d iagra m of m ater ia l b lend ing calculation
1 . 3 配料模型上料矩阵计算功能 通过铁水预计算的原料值是怎么形成一批料 的料单下发到现生产现场, 工人根据下发的料单 计划准确无误的进行上料的呢 ? 这是配料模型又 一个功能, 在进行铁水预定计算后, 其计算结果根 据炼铁的工艺参数形成一个料单 , 料单下发到自 动控制系统 , 进行准确上料。 1 . 4 配料模型铁水计算功能 COREX- 3000 配料模型的铁水计算主要输入 参数为: 气化炉装入含铁元素和燃料、 熔剂含铁 的吨量; 竖炉装入矿石吨量和燃料、 熔剂含铁的 吨量; ! 渣铁的成分 , 铁水成分的主要控制变量为 [ S i]、 [ S]、 [ C] , 渣中的输入变量为 ( F eO) , 其他元 素例如 T 、 iM n 、 P, 已定好在渣铁的分配比; ∀ 煤气 成分, 主要输入条件是还原煤气的 CO2含量, CH 4含 量以及 H 2 O 含量; # 顶煤气流量、 风口氧气流量、 烧嘴氧气流量。输出参数为: 竖炉矿料的百分比 值、 气化炉内煤的百分比值、 熔炼率和风口氧量。 模型输入的参数是一些 COREX 上料的实际 值、 反计算出的各种矿和煤加入的百分比、 实际的 熔炼率和风口氧量。如果计算的熔炼率比实际的 熔炼率存在较大的误差, 则反映了炉体问题或操 [ 2] 作上有些方法不当 。
W O 2为 氧气 提供氧 量, kg ; W gas 为还 原煤 气质 量, kg ; w O ga s为还原煤气中氧元素百分含量, % 。 2 . 2 模型计算结果 对提供的 11 个料单 ( 其中 NO. 745 重复 ) 进 行了演算, 本计算结果与 VA I模型计算结果比较 列于表 1。 从表 1 看, 本计算的结果与 VA I的计算拟合 度较高 , 矿石消耗误差在 0 . 1 % 以内, 燃料消耗误 差也在 0. 2 % 以内。经 过现场随 机抽取料 单检 验 , 本计算与 VA I模型结果误差在高炉配料计算 的合理误差范围 0 . 3 % 内 , 认定 本配料计算满足 要求。
[ 1]
现从事计算机系统集成与控制模型开发维护工作 66797640 E m ail
张
熙
COREX - 3000 配料计算模型原理与实现
13
差时, 生产上无法查清哪些计算参数造成的影响 或哪些计算的修正系数选择不当。本文介绍了宝 钢自己研究解析出的计算模型 , 同一装入条件下 的计算结果与奥钢联模型的计算结果很接近, 为 生产操作者和计算机模型维护人员的使用提供了 很大方便。
W p ig % w F ep ig + W s lag % w F es lag + W dust % w TF edust 式中, W i 为各种入炉原燃料的质量 , kg; w T Fe i 为各
14
宝
钢
技
术
2010 年第 6 期
个原燃料中铁元素百分含量, % ; W p ig、 W slag 为铁水 质量、 渣质量 , kg ; w F ep ig、 w F e slag 为铁水、 炉渣中铁元 素百分含量 , % ; W recycled- dust、 W dus t 为反吹粉尘、 还 原煤气携带粉尘的质量, kg; w T F e re cyc led- dus t、 w TF e dus t为 反吹粉 尘、 还原煤 气携带粉尘中铁 元素百分 含量, % 。 ( 2) O 元素平衡方程: 1 W i % w O i + % W O2 + W recycled- dust % ∃ i 2 w O re cyc led- dust = W pig % w O pig + W slag % w O slag + W dust % w O dust + W gas % w Og as 式中, w O i 为各 个原燃 料中氧元 素百分 含量, % ; 表 1
竖炉原料 消耗 ( VA I) / ( kg% t- 1 ) NO. 554 NO. 660 NO. 745 NO. 818 NO. 819 NO. 821 NO. 917 NO. 918 NO. 919 NO. 981 1 431 . 7 1 491 . 6 1 403 . 8 1 404 . 0 1 403 . 9 1 400 . 2 1 411 . 8 1 429 . 6 1 428 . 2 1 471 . 1
0 概述
宝钢中厚板分公司炼铁厂采用的是世界先进 的熔融还原法 COREX 炉炼铁 技术, 也是 中国第 一座 COREX 炉。和高炉一样 , 物料也是 COREX 冶炼的基础 , 是影响其生产的至关重要因素。配 料计算模型恰当 , 配料方案合理 , 不仅关系到产品 的量和质量 , 而且直接影响到最终的配矿成本和 经济效益。同样 , COREX 配料或变料计算不准很 容易导致产品质量波动, 生产成本上升, 经济效益
1 配料控制模型应用介绍
1 . 1 模型应用概述 COREX- 3000 配料模型在 计算机上实现配 料计算、 铁水计算、 上料矩阵三个主要的功能。 ( 1) 配料计算确定熔炼率、 金属化率、 顶煤气 流量、 风 口氧气流量、 烧嘴氧气 流量和铁水成分 值、 铁渣成分和还原气体的成分值、 原料和燃料成 分值、 竖炉和熔融气化炉的矿石及燃料的加入量。 ( 2) 上料矩阵是由通过配料计算模型计算出 来的竖炉和熔融气化炉的矿石及燃料加入量形成 的。上料矩阵下发料单至 L 1自动化控制系统 , 指 导操作人员进行上料。 ( 3) 铁水计算是配料计算的反计算。输入实 际的铁水成分值、 铁渣成分值和还原气体的成分 值、 竖炉原料实际值和气化炉的燃料实际值, 计算 出装入竖炉的各种原料和熔融气化炉的燃料的各 种量的百分比值、 熔炼率和风口氧量。 1 . 2 配料模型配料计算功能 COREX- 3000 配料模型的主要输入参数为: 熔炼率、 金属化率、 顶煤气流量、 风口氧气流量、 烧嘴氧气流量; 原料的配比值 : 包括竖炉与气化 炉的各铁矿石原料、 混煤及混焦的加入配比值 , 以 及熔融气化炉熔剂、 焦炭、 铁矿 石加入量的配比 值 ; ! 渣 铁 的成 分 , 铁水 成 分 主 要 控制 变 量 为 w [ S i] 、 w [ S] 、 w [ C] , 渣中的输入变量为 w ( F eO) , 其他例 如 wT、 w 、 煤气成 i M n w P, 已定好在渣铁的分配比 ; ∀ 分 , 主要输入值是还原煤气的 CO 2含量、 CH 4含量 以及 H 2 O 含量。通过模型计算的输出参数为加 入的原料、 煤、 辅助料的实际值。 模型参数的预设 : 在竖炉中 C aCO 3煅烧的 百分比、 析碳反应的百 分比、 还原煤气 CO 和 H 2 的利用率差值 ; 在气化炉中煤的吹 损、 矿石 和 添加剂的吹损、 热旋风效率、 燃料中硫磺生成 H 2 S 进入煤气的 比例等 ; ! M n 元 素进入铁水的 比 例、 P 元素进入铁水的比 例、 T i元素 进入铁水 的 比例。 图 1 是配料计算输入和输出流程图。
Theory of the COREX - 3000 M aterial BlendingM odel and Its Imp lem en tation
ZHANG X i ( Shanghai Baosigh t Software C o . , L td . , Shanghai 201900 , Ch ina) Ab stract : T he COREX process is a un ique industria lized m e lting reduction techno logy for ironm ak in g in the w orld at presen.t Its m ost striking characteristic is to ut ilize non cokin g coal resource as itsm ain fue,l and it leaves out the coking and sintering processes to reduce emm ision dra m at ica lly. It is a brand new energy saving , environm ent friend ly and recyc ling iron m aking process. Th is paper m ainly introduces the princ ip les and m ethods of COREX - 3000 m odel calculat io n excog itated by Baostee. l Under the sam e charg in g condit io ns, the calcu lation resu lts are quite si m ilar to the one calcu lated by S VA I , w hich prov id es a lot o f conven iences for the process operators and compu ter m odel m a in tenance persone.l K ey w ords: COREX - 3000 ; m eltin g and reduct io n ; m ode l prin ciple ; m odel m a in tenance
张 熙 工程师 电话 1980年生 2006 年毕业于湖南工业大学 zh angx@ i baosight . com
下降, 甚至出现生产事故。 由于 COREX 工艺分为竖炉和熔融气化炉两 部分, 工艺较高炉复杂。竖炉产生的海绵铁金属 化率直接影响气化的燃料使用量 , 而熔融气化炉 产生的还原煤气量及成分又直接影响竖炉金属化 率。配料模型计算时需要通过气化炉还原煤气成 分和顶煤气流量、 成分推算海绵铁金属化率, 结合 目标熔炼率 , 在一定原燃料配比下求出一定时间 内需要装入竖炉和熔融气化炉的原燃料量。运用 过程控制系统的配料控制模型, 能够实现熔剂调 节 , 使炉渣达到目标碱度的目的 。 奥钢联为宝钢 COREX - 3000 提供了配料计 算模型 , 但不提供计算原理、 计算程序。当料单计 算与生产实际原燃料消耗、 渣铁质量等有显著偏