塑胶产品结构设计准则--洞孔
产品结构设计准则--洞孔概要
产品结构设计准则--洞孔(Hole)转自:手机研发论坛在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。
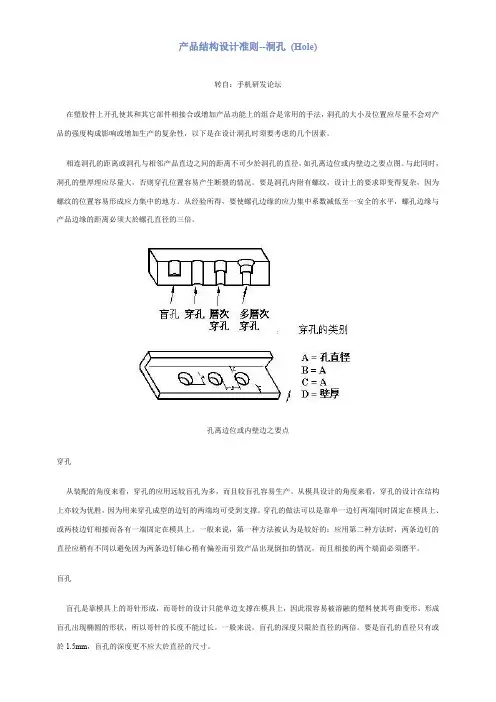
相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。
与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。
从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。
孔离边位或内壁边之要点穿孔从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。
从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。
穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。
一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。
盲孔盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。
一般来说,盲孔的深度只限於直径的两倍。
要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。
盲孔的设计要点钻孔大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。
但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。
产品结构设计——塑胶件孔的设计
——塑胶件孔的设计塑胶件孔的设计1.设计基本准则2.通孔3.盲孔4.钻孔5.侧孔6.其他设计考虑1.设计基本准则在塑胶件上开孔的作用是使其和其他部件相接合或增加产品功能上的组合。
孔洞的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计孔洞时需要考虑的几个因素。
(1)孔与孔之间的距离或孔与产品边缘的之间的距离不少于孔的直径。
(2)孔的壁厚应足够,否则穿孔位置容易产生断裂的情况。
(3)如果是螺纹孔,由于螺纹的位置容易形成应力集中的地方。
根据经验,要使螺纹孔边缘的应力集中系数减低至一安全的水平,螺纹孔与产品边缘的距离必须大于螺纹孔直径的3倍。
1.设计基本准则2.通孔(穿孔)从装配的角度看,通孔的应用要大于盲孔,而且比盲孔易加工。
从模具设计的角度看,通孔的设计在结构上较有优势,因为用来穿孔成型的成型杆的两端均可收到支撑。
通孔的做法可以是靠单一边成型杆两端同时固定在模具上、或两个成型杆相接而各有一端固定在模具上。
一般来说,第一种方法较好;应用第二种方法时,两条成型杆的直径应稍有不同,以避免因为两成型杆轴心稍有偏差而引起产品出现倒扣的情况,而且相接的两个端面必须磨平。
3.盲孔盲孔是靠模具上的镶针成形,而镶针的设计只能单边支撑在模具上,因此很容易被熔融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以镶针的长度不能过长。
一般来说,盲孔深度不能大于直径的2倍。
如果盲孔直径≤1.5mm,盲孔的深度不能大于盲孔的直径。
标准设计底部壁厚小于1/6D,成型厚盲孔变形4.钻孔大部分情况下,要尽量避免额外的钻孔工序。
应尽量考虑设计孔时可以使用模具一次成型,降低生产成本。
但当需要成型的孔比较细长,镶针易弯曲折断造成成本增加,考虑增加辅助的钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高质量;另一做法是在塑胶成品上加上细而浅的定位孔代替钻孔夹具。
5.侧孔侧孔会增加模具设计上的难度,特别是当侧孔的方向与开模方向垂直是,因为这时侧孔容易形成塑胶产品上的倒扣部分。
塑胶结构设计规范
1、材料及厚度1.1、材料的选取a. ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支架、LCD支架)等。
还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。
目前常用奇美PA-757、PA-777D等。
b. PC+ABS:流动性好,强度不错,价格适中。
适用于作高刚性、高冲击韧性的制件,如框架、壳体等。
常用材料代号:拜尔T85、T65。
c. PC:高强度,价格贵,流动性不好。
适用于对强度要求较高的外壳、按键、传动机架、镜片等。
常用材料代号如:帝人L1250Y、PC2405、PC2605。
d. POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。
常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。
e. PA坚韧、吸水、但当水份完全挥发后会变得脆弱。
常用于齿轮、滑轮等。
受冲击力较大的关键齿轮,需添加填充物。
材料代号如:CM3003G-30。
f. PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5% 。
机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一定强度要求的透明结构件,如镜片、遥控窗、导光件等。
常用材料代号如:三菱VH001。
1.2 壳体的厚度a. 壁厚要均匀,厚薄差别尽量控制在基本壁厚的25%以内,整个部件的最小壁厚不得小于0.4mm,且该处背面不是A级外观面,并要求面积不得大于100mm²。
b. 在厚度方向上的壳体的厚度尽量在1.2~1.4mm,侧面厚度在1.5~1.7mm;外镜片支承面厚度0.8mm,内镜片支承面厚度最小0.6mm。
c. 电池盖壁厚取0.8~1.0mm。
d. 塑胶制品的最小壁厚及常见壁厚推荐值见下表。
塑胶结构一般设计原则
1.2 塑胶结构一般优化设计原则加强筋的拔模角一般取0.25---2度.,塑件表面有皮纹或是结构复杂的应加大拔模角.可达到2度.倒圆角的一般原则, 圆角半径大小外R取2倍的壁厚, 内R取0.5—1倍壁厚.塑件加强筋的设计,基本厚度等于0.5倍壁,高度小于等于3倍壁厚,圆角大于等于0.25—0.4倍壁厚,拔模角大于等于0.5度,间距大于2倍的壁厚. 加强筋应布置在塑件受力较大之处,以改善塑件的强度.加强筋应对称分布,避免塑件局部集中.同时加强筋应尽可能设计得矮一些.胶件壁厚尽量均匀,小型玩具塑胶壁厚一般在1MM---2MM之间,最薄不能超过0.8mm以上,否则会造成出模困难.合金(一般指锌合金)壁厚要控制在0.8mm以上,对由于出模而必须加厚的部位也要尽量减少厚度,以节约原料.圆丝筒,六角经线筒配胶柱,一般胶柱直经应大于丝筒孔经0.1mm铁轴配胶孔的设计,铁轴应大于相配的孔0.15---0.2mm.小型玩具一般采用自攻螺丝孔定位.孔径按照受力大小的原则比选用螺丝直径小0.3mm.---0.7mm,其中ABS材料孔径选用0.3mm—0.5mm, pp材料或PE材料孔径选用0.4mm—0.7mm. 孔上端要有一沉孔,高度要确保使螺丝头不外露.一般超声线为60度,高约0.3mm.玩具中常用塑胶材料物理特性及识别方法ABS PE AS透明力胶 POM赛钢 LDPE花料 PP百折胶 PVC软质 PC防弹胶 PA尼龙 PMMA亚加力缩水(千分子) 5 15—17 16 2燃烧气味辛辣甲醛刺激味煤油柴油盐酸黑烟焦毛发花果臭味模具温度 50--80 60--70 90----120 80--90 30---60 90------110 40--60密度 1.0031.007 0.94-0.96 0. 9注塑的缺陷及其可能产生原因分析1/制品不足的缺陷.1料筒`喷嘴及模具温度偏低. 2.加料量不够. 3料筒剩料不多. 4注射压力过低. 5注射速度过慢. 6浇道或浇口过小,浇口数目不够,位置不当. 7模腔排气不良. 8注射时间过短. 9浇注系统性差. 10材料流动性差2/制品溢边的缺陷1料筒`喷嘴及模具温度太高. 2注射压力太大,锁模力不足 3模具密度封不严,有杂质或模板弯曲变形. 4模腔排气不良. 5材料流动性太大. 6加料量太多.3/制品有气泡的缺陷1塑料干燥不良,含有水份或挥发性氯体. 2塑料有分解 3注射速度太快. 4注射压力太小.5模温太低,充模不完全. 6模具排气不良. 7从加料端进入有空气.4/制品凹陷(缩水)的缺陷1加料量不足 2料温太高 3制品壁厚薄相差大 4注射保压时间太短. 5注射压力不够.6注射速度太快 7浇口位置不当.5/熔接痕的缺陷1料温太低,塑料流动性差. 2注塑压力太小. 3注射速度太慢. 4模温太低 5模腔排气不良 6材料受到污染.6/制品表面有银丝及波纹(料花)的缺陷1原料含有水份及挥发物. 2料温太高或太低 3注射压力太低. 4浇道或浇口尺寸太大 5嵌件未预热或温度太低. 6制品应力太大7/制品表面有黑点及条纹的缺陷1塑料有分解. 2螺杆转动速度太快,背后压太高 3塑料碎屑卡入柱塞和料筒间 4喷嘴与主浇道口吻合不好,产生积料. 5模具排气不良. 6原料污染或混进杂质 7塑料颗粒大小不均匀.8/制品翘曲变形的缺陷模具温度太高,冷却时间不够. 2制品厚薄悬殊. 3浇口位置不当,数量不多. 4顶出位置不当,受力不均. 3塑料大分子定向作用太大9/制品尺寸不稳定的缺陷1加料量不稳 2材料颗粒大小不匀,新旧料混合比例不当. 3料筒各喷嘴温度太高. 4注射压力太低 3充模保压时间太低. 4浇口`浇道尺寸不均. 5模温不均 6模具设计尺寸不准确. 7脱模杆变形磨损. 8注射机的电气,液压系统不稳定.10/制品粘模的缺陷1注射压力太高,注塑时间太长. 2模具温度太高 3浇口尺寸太大和位置不当. 4模腔光洁度不够. 5顶出位置,结构不合理11主浇道粘模的缺陷1料温太高 2冷却时间太短,主浇道料尚未凝固. 3喷嘴温度太低 4主注浇无冷料穴. 5主浇道光洁度差. 6喷嘴道孔径大于主浇道直径. 7喷嘴道衬套弧度与喷嘴弧度不吻合. 6主浇道斜度不够.12.制品内部冷却或局部凝结的缺陷塑化不均 2模温不低 3料内混入杂质或不同牌号的原料(材料). 4喷嘴温度太低 5无主要或分流道冷料穴. 6制品重量和注射量接近,而成型时间太短.13/制品分层`脱皮的缺陷1不同塑料混杂. 2同一种塑料不同级别相混. 3塑化不均匀. 4原料污染或混入异物.14制品褪色的缺陷1塑化污染或干燥不够. 2螺杆转动速度太大,背压太高. 3注射压力太大,背压太高.4注射保压时间太长. 5料筒温度过高,致使着色剂或添加剂分解. 6浇道` 浇道口尺寸不合适. 7模具排气不良.15制品强度下降的缺陷1塑料分解 2成形温度太低. 3熔接不良 4塑料潮湿 5塑料混入杂质. 6制品设计不当,有锐口缺口. 6围绕金属,嵌件周围的塑料厚度不够. 7模具温度太低. 8塑料回料次数太多.1.5 工程名称解EP ----------试办(首次试模胶件的办)FEP ------- 最后试办(最后进行功能安全测试的办)PP------------ 生产试办(小批量生产办)PS------------ 正式生产试办PA------------ 定期生产试办REV---------- 改良试办AOD----------- 暂收办PMC------------ 生产,物料控制QA-------------- 产品品质保证QC---------------- 产品品质检查办---------------- 香港企业对开发产品的统称啤--------------- 广东话对注塑的叫法顶白------------- 广东话对塑料缩水的叫法1.6 玩具安全规范 ISO---美国 ASTM----美国 EN----欧洲标准电脑锣刀具分类:1公制(MM)直径0.5, 1, 1.5, 2. 5, 3, 4, 5, 6, 8, 10, 12 , 16, 20, 25 , 30, 32 , 直径 402英制(1英制=8英分,1英分=3.175mm直径1/4(6.35mm),直径1/2(12.7mm), 直径1/8(3.175mm), 直径3/16(4.7625mm), 直径5/16(7.9375mm), 直径3/8(9.525mm), 直径5/8(15.875mm), 直径3/4(19.05mm)。
塑胶产品柱子和孔的设计
塑胶产品柱子和孔的设计在做塑胶产品设计时,两产品相装配所用到的螺丝柱和孔是必不可少的,以下是一些关于产 品合壳螺丝柱及孔位的技术资料。
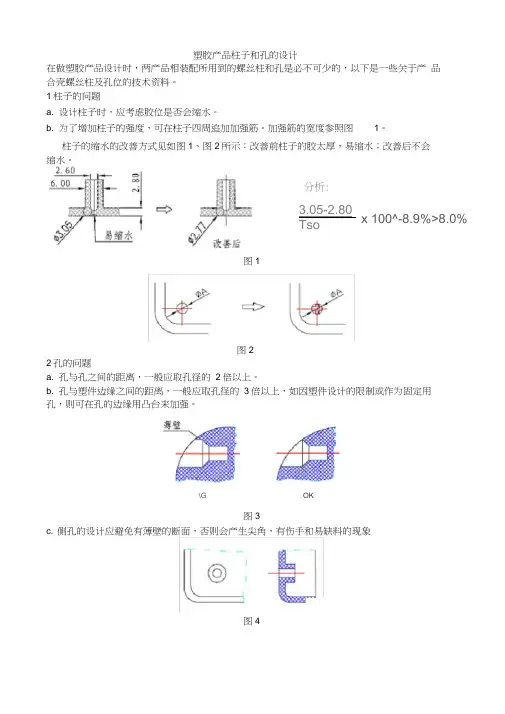
1柱子的问题a. 设计柱子时,应考虑胶位是否会缩水。
b. 为了增加柱子的强度,可在柱子四周追加加强筋。
加强筋的宽度参照图1。
柱子的缩水的改善方式见如图1、图2所示:改善前柱子的胶太厚,易缩水;改善后不会 缩水。
图22孔的问题a. 孔与孔之间的距离,一般应取孔径的 2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的 3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
图3c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象分析:3.05-2.80x 100^-8.9%>8.0%图1\GOK图43减胶”的问题图52、螺丝柱的设计2.1通常采取螺丝加卡扣的方式来固定两个壳体,螺丝柱通常还起着对PCB板的定位作用。
2.2用于自攻螺丝的螺丝柱的设计原则是为:其外径应该是Screw外径的2.0~2.4倍。
设计中可以取:螺丝柱外径=2X螺丝外径;螺柱内径(ABS , ABS+PC)=螺丝外径-0.40mm;螺柱内径(PC)=螺丝外径-0.30mm或-0.35mm (可以先按0.30mm来设计,待测试通不过再修模加胶);两壳体螺柱面之间距离取0.05mm。
曾進牙螺丝|| 02,0 02.3 02.6 如8 03.0 03 .5 ]工程塑料公差孔径孔径孔径公羞孔爸孔径ABS 1.70 1.90 ■+0JD5€2.20 +0-0.05 Z40 *0 -0.05 2.50+0.05 2.90 *0.05 -0.05PC170 2.00 2.30 +0Z40 -0 2.60+04),053.QQ *0.05POM 1.60+Q.05 -G 1,80 40.05CJ2,10 +0.05 -2.30 *0 2.40+C.Q5£2.80 +0.10 -0PA 1,60 ♦0.05-0 1.80 ^0.05-C2J0 +0.Q5 -C 230+04)32-40 +C.Q5 -C 2.80♦0J0-0PP 2-00 +0.10 -0 Z20-0,052.30 +C.10 -2.70♦0.10 -0PC+ABS 1.70 +0+05 2.00 -0_05 Z30 +0 -0.05 2-40 +0,05 -2駁-0.05 3,00 +0.05-0.052.312螺丝规榕快牙螺丝02.0 02.3 02.6 0Z8 03-0 03.5工荐塑料孔耗公君孔径公差孔径孔径孔色孔径ABS 1.60 1.90 +0■0.052-10 +0.05■0Z3D+0-0.W2.50 +0<052.90 +0.05-0.05PC V60 +0,05 1.90 +o,os -0 2.20 +0,05 -Q 2.4 D -0,05 2.60■+043,05 3.00+0,05-0r05POM1,60 *0 1.80 +0.05 -0 2-00 +0.05-0Z20 + O.OS-0 2.40+0.052.80 +0.05 -0PA 1.60 +0005 1B0 +0.0$-02*00+0.05-02.20■02.40 乜帖-0 280 -0FF 2-C0 +Q.05 2.10 + 0,10 -0 2.30 *0,054).052,70 +0,05^0.05PC+ABS 1X0 +0.05-0 1S0 +0.05-02.20+0.05 -0 2.40十D -0,06- 2.60■+0-O L OS3,00+0.05-0r05it廣氏④晶出珊懒1=0。
塑胶件螺丝使用与孔径、深度标准
➢ 這個表格緊提供參考,還是要以實際操作為準。
Hale Waihona Puke 选择=结果汇报结束 谢谢观看! 欢迎提出您的宝贵意见!
下面的表格需配合上面的圖示,【Material】就是塑膠的材質, 【Hole Factor】就是螺絲孔因子,【Boss Factor】是螺絲柱因子, 【Depth Factor】為深度因子。
➢螺絲孔需設計導孔(counter bore)以導正螺絲鎖入。
➢ 螺絲孔的深度必須比螺絲的長度還要深,為了容納被自 攻螺絲切銷出來的塑膠屑,以避免螺絲孔爆裂。
結構件螺絲設計同塑膠件 孔徑&深度要求
螺絲是電子產品中最常使用的組裝方法之一,但是很多的設計者 (R&D)卻常常忽略了螺絲及螺絲柱的的設計需求,而造成一些組裝上 的缺憾,比如說螺絲柱滑牙(stripe)、螺絲柱破裂(crack)或斷裂 (breaking)、或是螺絲斷裂(braking)、或是螺絲頭磨損(wear out)... 等。 螺絲孔需設計導孔(counterbore)以導正螺絲鎖入。 螺絲孔的深度必須比螺絲的長度還要深,為了容納被自攻螺絲切銷 出來的塑膠屑,以避免螺絲孔爆裂。 螺絲的選擇也非常重要,如果螺絲孔深度夠的話,選擇螺絲牙距大 一點的螺絲可以有效防止螺絲孔滑牙。 這個表格緊提供參考,還是要以實際操作為準。
proe塑胶产品柱和孔结构设计
Pro/e塑胶产品柱和孔结构设计
柱子的设计问题:
a. 设计柱子时,应考虑胶位是否会缩水。
b. 为了增加柱子的强度,可在柱子四周追加加强筋。
加强筋的宽度
参照图。
柱子的缩水的改善方式见如图所示:改善前柱子的胶太厚,易缩水;
改善后不会缩水。
图4-1
图4-2
孔的设计问题:
a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑
件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和
易缺料的现象。
图4-3 图4-4 “减胶”的问题:
螺丝柱的设计:
5.1 通常采取螺丝加卡扣的方式来固定两个壳体,螺丝柱通常还起
着对PCB板的定位作用。
5.2 用于自攻螺丝的螺丝柱的设计原则是为:其外径应该是Screw
外径的2.0~2.4倍。
图6-2为M1.6×0.35的自螺丝与螺柱的尺寸关系。
设计中可以取:螺丝柱外径=2×螺丝外径;螺柱内径(ABS,ABS+PC)=螺丝外径-0.40mm;螺柱内径(PC)=螺丝外径-0.30mm 或-0.35mm(可以先按0.30mm来设计,待测试通不过再修模加胶);
两壳体螺柱面之间距离取0.05mm。
5.3 不同材料、不同螺丝的螺丝柱孔设计值如表5-2、表5-3所示。
更多关于Proe分享,请参看:。
产品结构设计——塑胶件结构设计基本原则
——塑胶件结构设计基本原则塑胶件结构设计基本原则1.避免翘曲准则2.细长筋受拉准则3.避免内切准则4.避免尖锐棱角准则1.避免翘曲准则翘曲现象经常出现于塑料构件中,所以塑料件的结构设计应特别注意避免翘曲。
翘曲的主要原因是由于模塑成型过程中,构件冷却不均匀,产生内应力,引起翘曲变形。
造成冷却不均匀的原因主要有三种:(1)材料分布不均匀;(2)散热边界条件不均匀;(3)结构不对称。
1.避免翘曲准则壁厚不均匀的构件易出现却不均匀现象,从而导致构件翘曲变形。
在因构件本身功能要求的限制无法做到的情况下,应在两不同壁厚之间留有缓慢的过渡段。
不合理结构合理结构1.避免翘曲准则壁厚过大的塑件内部易产生空洞等缺陷,所以常设置加强筋提高构件的刚度。
过薄或过厚的加强筋也会导致构件的翘曲变形。
加强筋的壁厚要与底板壁厚相当,不要超过底板的壁厚。
不合理结构合理结构s 0.6s3s1.避免翘曲准则壁厚均匀的塑件也会产生翘曲变形,下图左侧的大平板从几何形状上来说完全均匀,但冷却不均匀;外部冷却快,内部冷却慢;板越大,不均匀越严重。
解决这个问题的方法是将平板改成拱板,下图右图所示,这样提高了板的抗弯刚度,从而有利于减少或消除构件的翘曲变形。
不合理结构合理结构1.避免翘曲准则另一种因冷却不均匀而产生翘曲变形的结构是带拐角的塑件。
拐角内外散热速度不一样,内慢外快。
解决的措施是加大内拐角的散热面积,改直角为倒角或设置一槽。
不合理结构合理结构2.细长筋受拉准则加强筋是塑胶件中的常见结构,一般比较细长。
塑料的弹性模量很低,所以易出现失稳问题,特别是细长结构。
应使细长筋尽量处于受拉状态。
不合理结构合理结构3.避免内切准则有内切结构无法直接脱模,必须用模芯或侧向抽芯机构,增大了模具制造的复杂性,从而增加了模具成本。
塑料件的结构设计应考虑到脱模的可能与方便,应避免有内切的结构。
下图左侧结构内外都有内切问题,即不可能用单一模具制作,从而增大模具的制造成本,其改进结构如右图所示。
产品的洞孔
产品的设计准则-洞孔
在塑料件上开孔的方式主要是为了使其他塑件接合的一种方法。
设计洞孔的时候要注意一下几个要素:
1.相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少于洞孔的直径,一般取孔径的2倍以上。
2.洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
3.设计螺孔时,螺孔边缘与产品边缘的距离必须大于螺孔直径的三倍,可加凸台来加强。
4.侧孔应避免有薄壁的位置,否则易产生尖角,有伤手和易缺料的现象。
5.几种常规孔的简介
A.穿孔:应用多于盲孔,较盲孔容易生产。
B.盲孔:在模具注塑时容易被熔融的塑料使其弯曲变形形成椭圆形的形状,一般盲孔的深度不能超过直径的两倍。
C.钻孔:一般情况下选择一次性成型的方法,或者选择塑件成型后再钻孔(精度不高误差比较大,容易损坏塑件)。
D.侧孔:当侧孔方向跟开模方向成直角的时候要注意倒扣的现象。
6其他设计考虑
A.当是不同直径但相连的孔时,可以将模具件部分孔位偷空,也可以将孔的深度缩短。
B.侧孔引起的倒扣可以用下面如图所示的方法来避免倒扣。
C.洞孔的边缘应预留最少0.4mm的直身位。
塑胶件洞孔设计
洞孔(Hole)在塑膠件上開孔使其和其它部件相接合或增加產品功能上的組合是常用的手法,洞孔的大小及位置應盡量不會對產品的強度構成影響或增加生產的複雜性,以下是在設計洞孔時須要考慮的幾個因素。
相連洞孔的距離或洞孔與相鄰產品直邊之間的距離不可少於洞孔的直徑,如孔離邊位或內壁邊之要點圖。
與此同時,洞孔的壁厚理應盡量大,否則穿孔位置容易產生斷裂的情況。
要是洞孔內附有螺紋,設計上的要求即變得複雜,因為螺紋的位置容易形成應力集中的地方。
從經驗所得,要使螺孔邊緣的應力集中系數減低至一安全的水平,螺孔邊緣與產品邊緣的距離必須大於螺孔直徑的三倍。
穿孔從裝配的角度來看,穿孔的應用遠較盲孔為多,而且較盲孔容易生產。
從模具設計的角度來看,穿孔的設計在結構上亦較為優勝,因為用來穿孔成型的邊釘的兩端均可受到支撐。
穿孔的做法可以是靠單一邊釘兩端同時固定在模具上、或兩枝邊釘相接而各有一端固定在模具上。
一般來說,第一種方法被認為是較好的;應用第二種方法時,兩條邊釘的直徑應稍有不同以避免因為兩條邊釘軸心稍有偏差而引致產品出現倒扣的情況,而且相接的兩個端面必須磨平。
盲孔盲孔是靠模具上的哥針形成,而哥針的設計只能單邊支撐在模具上,因此很容易被溶融的塑料使其彎曲變形,形成盲孔出現橢圓的形狀,所以哥針的長度不能過長。
一般來說,盲孔的深度只限於直徑的兩倍。
要是盲孔的直徑只有或於1.5mm,盲孔的深度更不應大於直徑的尺寸。
鑽孔大部份情況下,額外的鑽孔工序應盡量被免,應盡量考慮設計孔穴可單從模具一次成型,減低生產成本。
但當需要成型的孔穴是長而窄時﹝即孔穴的長度比深度為大﹞,因更換折斷或彎曲的哥針構成的額外成本可能較輔助的後鑽孔工序為高,此時,應考慮加上後鑽孔工序。
鑽孔工序應配合使用鑽孔夾具加快生產及提高品質,亦可減少因斷鑽咀或經常番磨鑽咀的額外成本及時間;另一做法是在塑膠成品上加上細而淺的定位孔以代替使用鑽孔夾具。
側孔側孔往往增加模具設計上的困難,特別是當側孔的方向與開模的方向成一直角時,因為側孔容易形成塑膠產品上的倒扣部份。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶产品结构设计准则--洞孔 (Hole)
在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。
相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。
与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。
从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。
孔离边位或内壁边之要点
穿孔
从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。
从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。
穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。
一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。
盲孔
盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。
一般来说,盲孔的深度只限於直径的两倍。
要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。
盲孔的设计要点
钻孔
大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。
但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。
侧孔
侧孔往往增加模具设计上的困难,特别是当侧孔的方向与开模的方向成一直角时,因为侧孔容易形成塑胶产品上的倒扣部份。
一般的方法是使用角针”Angle Pin〔及活动侧模”Split Mould〔,或使用油压抽哥。
留意哥针在胶料填充时会否受压变形或折断,此情况常见於长而直径小的哥针上。
因模具的结构较为复杂,模具的制造成本比教高,此外,生产时间亦因模具必须抽走哥针才可脱模而相应增加。
其他设计考虑
有关孔穴在产品设计上的考虑,尚有下列各点:
1. 多级”多个不同直径但相连的孔〔的孔可容许的深度比单一直径的孔长;此外,将模具件部份孔位偷空,亦可将孔的深度缩短,下图说明这两种方法的应用。
多级孔或将穿孔偷空的应用方法
2. 侧孔若使用角针、活动侧模或油压抽哥必会使模具的结构复杂及增加成本,此问题可从增加侧孔壁位的角度,或以两级的孔取代原来的侧孔得以消除侧孔引致的倒扣,消除侧孔倒扣的方法图说明这两种方法的应用。
消除侧孔倒扣的方法
3. 洞孔的边缘应预留最少0.4mm的直身位,设计一个完整的倒角或圆角於孔边在经济上或实践上都是不设实际的,可叁考洞孔边缘的设计图。