一般公差的公差等级和极限偏差
公差标准与规范

公
差
等
级
公称尺寸(对应表面的较长边)
>30-
120
>120
Hale Waihona Puke -400>400-1000
>1000-
2000
>2000-
4000
>4000-
8000
>8000-
12000
>12000-
16000
>16000-
20000
>20000
E
±
±1
±
±2
±3
±4
±5
±6
±7
±8
630
5
7
10
14
18
22
630
1000
1
2
4
6
8
11
16
20
25
1000
1600
7
9
13
18
23
29
1600
2500
8
10
15
21
26
33
2500
4000
4
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
注:①铸件基本尺寸系指图样上给定的尺寸,应包括机械加工余量和起模斜度。
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear andangular dimensions without individual tolerance indicationsGB/T 1804—2000eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);1b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l 部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义23.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
尺寸公差和极限偏差
尺寸公差和极限偏差概述尺寸公差和极限偏差是工程领域中用于描述零件尺寸间允许的变化范围的重要概念。
公差和偏差的合理控制可以保证零件的相互配合和功能可靠性。
本文将深入探讨尺寸公差和极限偏差的概念、分类、计算方法以及在工程中的应用。
尺寸公差定义尺寸公差(Dimensional tolerance)是指用来描述零件尺寸间允许的变化范围的一种度量。
在设计和制造过程中,由于加工设备和工艺的限制,零件尺寸往往无法完全做到理想值。
因此,为了确保零件功能的可靠性和互换性,就需要规定合理的尺寸公差。
分类根据尺寸变化的方向和范围,尺寸公差可以分为以下几种类型:1.零偏公差(Unilateral tolerances):允许尺寸在某一方向上的变化范围,如仅允许尺寸增大或减小。
2.对称公差(Symmetrical tolerances):允许尺寸在两个相反方向上的变化范围,如允许同时增大和减小。
3.平均公差(Average tolerance):对于相同特征的多个尺寸,允许平均偏离理想值的范围。
计算方法尺寸公差的计算是基于设计要求、生产设备精度和材料性质等多方面因素的综合考虑。
常用的计算方法有以下几种:1.最大材料条件法(Maximum Material Condition,MMC):根据最不利的设计条件,即零件尺寸达到最大允许值时的情况计算公差。
2.最小材料条件法(Least Material Condition,LMC):根据最不利的设计条件,即零件尺寸达到最小允许值时的情况计算公差。
3.中间材料条件法(Median Material Condition,MMC):根据设计要求和生产设备的精度范围,计算公差使得零件可以在各种材料条件下都保持功能和互换性。
示例假设某个机械零件的设计尺寸为50mm,要求尺寸公差为±0.1mm。
根据对称公差原则,该零件允许尺寸在50mm±0.1mm的范围内变化,即实际尺寸可以在49.9mm和50.1mm之间。
GB/T m 一般公差标准

一般公差线性尺寸的未注公差标准本标准等效采用国际标准 ISO 2768-1:1989《一般公差——第 1 部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。
1范围本标准规定了线性尺寸的一般公差等级和极限偏差。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准规定的极限偏差适用于非配合尺寸。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡不注日期的引用文件,其最新版本适用于本标准。
GB/T 1804-92 一般公差线性尺寸的未注公差GB6403.4-86 零件倒圆与倒角3术语3.1一般公差一般公差系指在车间一般加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不注出极限偏差。
4线性尺寸的一般公差4.1线性尺寸的一般公差规定四个公差等级。
线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。
4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。
4.3本公司图样上线性尺寸的未注公差,选取 GB1804-m。
1表 1 线性尺寸的极限偏差数值表 2 倒圆半径与倒角高度尺寸的极限偏差数值注:倒圆半径与倒角高度的含义参见 GB6403.4。
5线性尺寸的一般公差的表示方法采用 GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。
例如选用中等级时,表示为:GB/T1804-m2附录A线性尺寸的一般公差的概念和作用(参考件)A1 概述A1.1 零件上要素的尺寸、形状或要素之间的位置等要求,决定于它们的功能。
无功能要求的要素是不存在的。
公差对照表
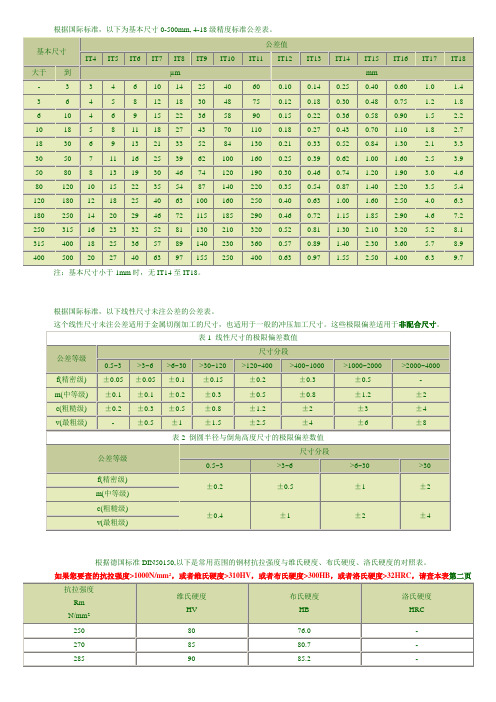
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度>310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度<1000N/mm2,或者维氏硬度<310HV,或者布氏硬度<300HB,或者洛氏硬度<32HRC,请查本表第一页。
标准公差,公差,偏差各是什么概念

标准公差,公差,偏差各是什么概念公差(1)公差基本术语的含义1)基本尺寸;设计时给定的尺寸,称为基本尺寸。
的基本尺寸2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。
)尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸一基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则:ES=孔的最大极限尺-孔的基本尺寸cs=轴的最大极限尺寸-轴的基本尺寸EI=孔的最小极限尺寸-孔的基本尺寸ei=轴的最小极限尺寸-轴的奥基本尺寸偏差值可以为正、负或零值。
5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。
在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。
正偏差位于零线之上。
负偏差位于零线之下。
7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。
(2)确定公差的两个基本要素公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
公差等级表

2
﹥400~1000 ±0.3 ±1.2 ±3 ±6
数值
﹥1000~3000 0.4 0.8 1.6
公差等级 H K L ≦10 0.02 0.05 0.1 ﹥10~30 0.05 0.1 0.2 基本长度范围 ﹥30~100 ﹥100~300 0.1 0.2 0.2 0.4 0.4 0.8 ﹥300~1000 0.3 0.6 1.2
五、GB/T1804-1996 垂直度的未注公差值
公差等级 H K L ≦100 0.2 0.4 0.6 ﹥100~300 0.3 0.6 1 基本长度范围 ﹥300~1000 ﹥1000~3000 0.4 0.5 0.8 1 1.5 2
公差等级表
一、GB/T1804-2000 线形尺寸的极限偏差数值
公差等级 精密 中等 粗糙 最粗 f m c v 0.5~3 ±0.05 ±0.1 ±0.2 ±0.5 ﹥3~6 ±0.05 ±0.1 ±0.3 ±1 基本尺寸分段 ﹥6~30 ﹥30~120 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 ±0.8 ±1.5 ±2.5 ﹥120~400 ±0.2 ±0.8 ±2 ±4
公差等级 精密 中等 粗糙 最粗 f m c v ~10 ±1° ±1°30′ ±3° ﹥10~50 ±30′ ±1° ±2° 长度分段 ﹥50~120 ﹥120~400 ±20′ ±10′ ±30′ ±1° ±15′ ±30′ ﹥400 ±5′ ±10′ ±20′
四、GB/T1804-1996 直线度和平面度的未注公差值
Hale Waihona Puke 六、GB/T1804-1996 对称度的未注公差值
公差等级 H K L ≦100 0.5 0.6 0.6 ﹥100~300 0.8 1 基本长度范围 ﹥300~1000 ﹥1000~3000 1 1.5
国标公差
基本长度范围
≤100
>100~300
>300~1000
>1000~3000
H
0.2
0.3
0.4
0.5
K
0.4
0.6
0.8
1
L
0.4
1
1.5
2
4.3对称度未注公差值(GB/T1184-1996)(mm)
公差等级
基本长度范围
≤100
>100~300
>300~1000
>1000~3000
H
0.5
K
0.6
0.8
1
L
0.6
1
1.5
2
4.4圆跳动的未注公差值(GB/T1184-1996)(mm)Biblioteka 公差等级圆跳动公差值H
0.1
K
0.2
L
0.3
3.表面粗糙度
零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
1)取样长度和评定长度的选用值(GB/T1031-1995)
8.0
40.0
另附:基本尺寸0-500mm, 4-18级精度标准公差表。
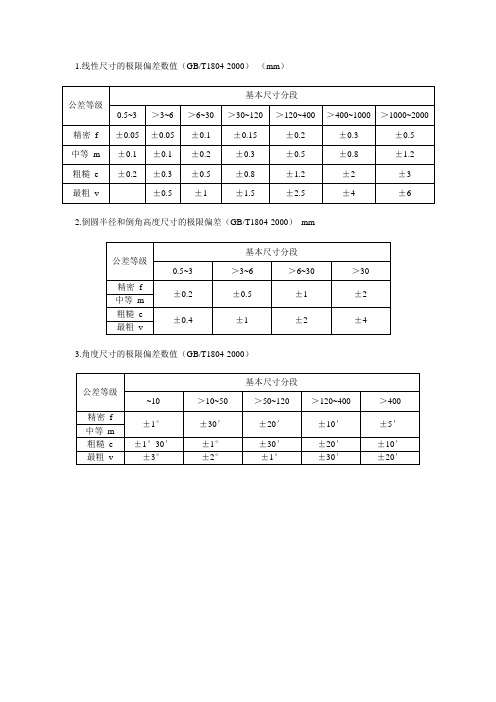
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)
公差等级
基本尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
精密f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
中等m
±0.1
±0.1