拨叉加工工艺过程卡
拔插工序卡工艺过程卡
2.5
2
0.7
1
2.5
3
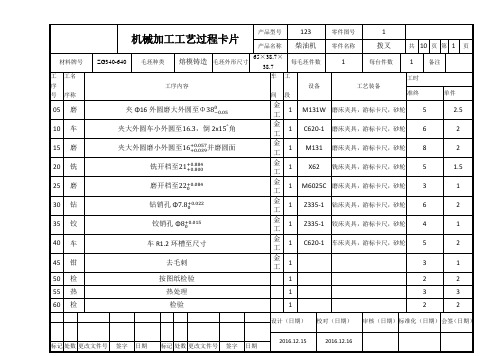
机械加工工序卡片
零件图号
6
共10页
零件名称
拨叉
第7页
车间
工序号
工序名称
材料牌号
金工
30
钻
ZG340-640
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
熔模铸件
65×38.7×38.7
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂转床
Z3025
1
1
夹具编号
夹具名称
切削液
6
专用夹具
切削液
2
专用夹具
2
工位器具编号
工位器具名称
工序工时
2
2
准终
单件
2
2
2
2
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
夹大外圆磨小外圆至
卧式车床
190
42
0.5
1.1
1
30
16
倒2x 角,2x 角
机械加工工序卡片
零件图号
3
共10页
零件名称
拨叉
第4页
车间
工序号
工序名称
材料牌号
金工
15
磨小外圆面
ZG340-640
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
熔模铸件
CA6140拨叉831008机械加工实用工艺过程卡片

拨叉831008机械制造加工工艺卡编制人员 XXXX指导老师 X X学院 XXXXX学院学校 XXXX大学XX学机械加工工艺过程卡片产品名称及型号零件名称拨叉零件图号材料名称灰铸铁毛坯种类铸件零件质量Kg毛量第 1 页编号HT200 尺寸净重1kg 共 1 页性能≤200 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min夹具刀具量具单件准备--终结Ⅰ粗铣、半精铣φ20端面、φ42端面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅱ粗铣、半精铣φ20底面、φ42底面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅲ钻、扩两孔φ11机加工Z3025 专用夹具麻花钻内径百分表IT7Ⅳ半精镗孔φ28机加工T611 专用夹具镗刀块内径百分表IT11Ⅴ拉键槽机加工L6120 专用夹具键槽拉刀游标卡尺IT7 Ⅵ切断机加工X52K 专用夹具锯片铣刀游标卡尺IT12 Ⅶ去毛刺Ⅷ终检更改内容编制鲁亚迪抄写核对审核批准XX XX大学机械加工工序卡片产品名称及型号零件名称零件图号第 1 页拨叉共 8 页车间工序名称工序号材料牌号机加工ⅠHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42端面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42端面X52K 900 113.04 0.8 0.2 1 0.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 2 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅡHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42底面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42底面X52K 900 113.04 0.8 0.2 10.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 3 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅢHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液摇臂钻床Z3025夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻孔Φ10 Z3025 800 25 5 0.2 1 0.192 扩孔Φ11 Z3025 800 25 0.5 0.8 1 0.05更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 4 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅣHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液镗床T611夹具名称夹具编号单件时间min准备—终结时间/min通用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 半精镗孔Φ28 T611 560 49 1.6 0.3 1 0.1更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 5 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅤHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 拉键槽3×2 L6120 500 4.7 2 0.15 1 0.41更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 6 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅥHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 两件切开X52K 900 56 9 0.1 1 0.57 更改内容机械加工工艺过程卡片产品名称及型号零件名称零件图号第 7 页拨叉共 8页车间工序名称工序号材料牌号去毛刺ⅦHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 去毛刺更改内容编制鲁亚迪抄写核对审核批准实用文档机械加工工艺过程卡片产品名称及型号零件名称零件图号第 8 页拨叉共 8页车间工序名称工序号材料牌号机加工终检ⅧHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 终检更改内容编制鲁亚迪抄写核对审核批准。
CA6140车床拨叉加工工艺过程及工序卡

HT200
HB170~241
铸 件
设 备
夹具辅助工具
名 称
型 号
专用
夹具
立式铣床
X51
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
II
1
2
粗铣表面75×40
精铣表面75×40
YG6
YG6
游标卡尺
游标卡尺
CA6140车床拨叉加工工艺过程及工序卡
机械加工工艺过程卡片
产品型号
CA6140
产品型号
831003
共1页
产品名称
机床
零件名称
拨叉
第1页
材料牌号
HT200
铸
铁
毛坯
种类
铸
件
毛坯
尺寸
φ80
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铣削
1.粗铣左端面
2. 精铣左端面
铣床车间
走刀
长度
(mm)
走刀
次数
齿升量(mm)
进给量(mm/z)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
IV
1
拉花键
立
拨叉机械加工工艺过程卡片
拨叉机械制造加工工艺卡编制人员鲁亚迪指导教师 X 军学院机电工程学院学校 ##农业大学DOC河南农业大学机械加工工序卡片产品名称与型号零件名称零件图号第 1 页拨叉共 8 页车间工序名称工序号材料牌号机加工ⅠHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42端面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42端面X52K 900 113.04 0.8 0.2 1 0.6更改内容编制鲁亚迪抄写核对审核批准DOCDOC河南农业大学机械加工工艺过程卡片产品名称与型号零件名称零件图号第 2 页拨叉共 8页河南农业大学机械加工工艺过程卡片产品名称与型号零件名称零件图号第 4 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅣHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液镗床T611夹具名称夹具编号单件时间min准备—终结时间/min通用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 半精镗孔Φ28 T611 560 49 1.6 0.3 1 0.1更改内容编制鲁亚迪抄写核对审核批准DOC河南农业大学机械加工工艺过程卡片产品名称与型号零件名称零件图号第 5 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅤHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 拉键槽3×2 L6120 500 4.7 2 0.15 1 0.41更改内容编制鲁亚迪抄写核对审核批准DOC河南农业大学机械加工工艺过程卡片产品名称与型号零件名称零件图号第 6 页拨叉共 8页DOCDOC。
拨叉(CA6140车床)工艺过程卡片

重庆理工大学机械加工工艺过程卡片产品型号产品型号共 2 页产品名称零件名称拨叉(CA6140车床)第 1 页材料牌号HT200 毛坯种类铸件毛坯外型尺寸每毛坯件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铣削平面以φ42mm外圆、φ42mm外圆一个端面为粗基准,粗铣φ42两端面,保证两端面之间的尺寸为81mm,切削宽度42mm, 单边加工余量为z=1.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀2 铣削平面以φ42mm外圆、φ42mm外圆一个端面为粗基准,精铣φ25两端面,保证两端面之间的尺寸为80mm,铣削宽度42mm,单边加工余量z=0.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀3 钻孔以φ25mm的孔的一个端面为精基准,钻φ23mm的孔机加车间立式钻床Z550 专用钻床夹具、钻模板、孔加工刀具4 镗削以φ23mm的孔作为精基准,粗镗孔至φ24.5mm,半精镗孔至φ24.9mm,精镗孔至φ25h7机加车间T68卧式镗床专用镗床夹具、测量工具、镗刀5 铣削平面粗铣φ60两端面,保证两端面之间的尺寸为13mm, 铣削宽度82mm,单边加工余量z=1.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀6 铣削平面精铣φ60mm孔两端面,保证二端面之间尺寸为12mm,Ra=3.2μm,铣削宽度82mm,单边加工余量Z=0.5mm机加车间XA6132卧式铣床专用铣床夹具、测量工具、铣刀7 镗削粗镗孔至φ59.6mm,单边余量1.8mm,精镗孔至φ60h12,单边余量0.2mm机加车间T68卧式镗床专用镗床夹具、测量工具、镗刀8 铣削平面粗铣槽端面,Ra=6.3μm,铣削宽度90mm,单边加工余量Z=1.5mm机加车间XA6132卧式铣床专用铣床夹具、测量工具、铣刀9 铣削平面以φ25孔为精基准,铣16H11的槽保证槽的侧面相对孔的垂直度误差是0.08。
拨叉机械加工工艺过程卡片

拨叉机械加工工艺过程卡片材料:Q345B 钢板工件形状:拨叉(图1)工序:铣削设备:立式铣床夹具:机械万能卡盘刀具:立铣刀、球头铣刀涂装:无图1工艺流程:1.准备工作将Q345B钢板切割成宽度为70mm、厚度为8mm的矩形板坯,然后进行加工前的清洁处理,去除表面油污和杂质。
2.夹紧工件将工件放入机械万能卡盘中,通过螺旋压紧螺母调整夹紧力,确保工件处于稳定的夹紧状态。
3.主轴转速选择根据刀具的材质、切削速度和切削力的大小等因素,选择合适的主轴转速。
通常建议选择中速,避免过快或过慢可能导致加工效果不佳和刀具寿命缩短。
4.刀具选择根据工件的形状和尺寸,选择合适的刀具进行铣削。
通常使用的立铣刀主要用于粗铣、中铣和精铣,而球头铣刀则适用于曲面轮廓的铣削。
5.程序调试设置加工参数,如进给速度、主轴转速、切削深度和切削速度等,然后进行程序调试。
通过试切和调整参数,确保加工参数合理,避免加工过程中产生过多的工件翘曲和毛刺等问题。
6.铣削加工开机后,根据设定的加工参数和程序,开始铣削加工。
注意观察工件的状况,检查铣削面是否平滑、光滑,避免刀具撞击和工件受力过大的情况。
7.完成处理当工件铣削结束后,进行检查和清洁处理。
使用手工工具或机械设备清洁切屑和残留物,检查铣削面是否符合要求。
8.质量控制将工件放入质检部门进行测试,对铣削尺寸、形状、平整度和表面质量等方面进行检查。
如果不符合要求,则需进行重新加工或调整刀具和加工参数等。
9.记录档案将加工工艺及质量检测结果记录在档案中,便于后续追溯和统计分析。
注意事项:1.加工过程中要注意安全防护,避免人员受伤和设备损坏。
2.加工过程中要不断检查工件和刀具的状况,确保加工效果和质量。
3.加工完毕后,及时进行清洁处理,避免影响下一次加工。
4.加工完成后,要将设备清理干净,并加以维护保养,以延长设备使用寿命。
5.在铣削长条形工件时,要采用分段铣削的方式,避免产生振动影响加工质量。
6.加工过程中要注意切削液的使用和更换,避免对设备和工件造成损害。
拔叉831006工序卡片
机械加工工序卡片产品名称及型号3零件名称零件图号工序名称工序号第 1 页拨叉共8 页车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结时间-二二设备名称设备编号夹具名称夹具编号冷去卩液立式铳床X511专用夹具1煤油更改内容工步内容计算数据(mm)直径长度走刀长度单边余量(切mm屑)深度切屑用量工时定额(min)给mm/min)量每分钟转数(切m/s屑)速度辅助时间工名规编数步号称格号量刀具量具及辅助工时粗铳© 40圆的上端面① 55 90 1 1 1.5 250 150 0.818 0.173YG硬质D=合125金端mm铳刀机械加工工序卡片产品名称及型号零件名称零件图号工序名称材料名称材料牌号同时加工件数设备名称卧式镗床T616灰铸铁每料件数技术等级每件时间(min)准备终结时间设备编号夹具名称夹具编号冷去卩液煤专用夹具油机械加工工序卡片产 品 名 称及 型号 I IT —I83十<□50.09 AOJ零件名称零件图号工序名称工 序 号 第4 页 拨 叉共8页车间 工段 材料名称材料牌号机械性能灰铸铁H T 2 0同时加工件数每料件数技术等级每件时间(min ) 准备终结时间2设备名称设备编号 夹具名称夹具编号 冷 去卩 液X 6 0 铳床专用夹具煤油更 改内 容工 步内 容计算数据(m im ) 走直走 单 刀 (切 径 刀 边 次 mm 屑长 长 余 数)深度度量度切屑用量 (进 每 给 分 钟 mm/min 转 )量数工时定额(min ) 刀具量具及辅助工时 ( m/s )辅 助 时 间工名规编数步号称 格 号 量产品名称及型号零件名称零件图号工序名称工拨叉1 铳16 x 8槽所在的面2 铳两个16X 8槽,保证1600.1240164016编制核对2502501401400.5340.534审核0.32.0.512批准高速钢镶齿钢面刃铳刀间车每料件数设备名称卧式铳床X61更改内工段设备编号材料名称材料牌号同时加工件数灰铸铁技术等级夹具名称每件时间(min)夹具编号准备终结时间冷去卩液煤专用夹具油容机械加工工序卡片机械加工工序卡片产 品 名 称及 型号 零件名称零件图号工序名称工 序 号 第7 页拨 叉共8页车间 工段材料名称材料牌号 机械性能工 步内 容直 走 单 径 到 边 长长 余 度度量走 刀 次 数mm 屑切屑用量 工时定额(min ) 刀具量具及辅助工时1 粗铳$ 55圆的上端面2粗铳两个0 40圆的上端面编制 55 90 40 50 1 1.5 1 2.5 核对 mm/min )量250 250 每分钟转数切屑速度基本时间辅助时间工作地点服务时间150 150 0.818 0.818 审核 0.360.4硬 质 合 金端 铳 刀D=125mm批准5计算数据(mm )o灰铸铁H T 2 0 0同时加工件数每料件数技术等级每件时间(min)准备终结时间2设备名称设备编号夹具名称夹具编号冷去卩液卧式铳床X61专用夹具煤油更改内容工步号工步内容计算数据(mm)走刀次数切屑用量工时定额(min)刀具量具及辅助工时直径长度走刀长度单边余量(切mm屑)深度(进给mm/min)量每分钟转数(切(屑m/s速)度基本时间辅助时间工作地点服务时间工步号名称规格编号数量1铳断5590414100650.5450.91锯片铳刀编制抄写核对审核批准1精铳0 55上端面7551111250160 1.051YG硬质合金端铳刀D=125mm编制抄写核对审核批准机械加工工序卡片产品名称及型号h, l|v -CDC31 1CcZ 一乂——*V零件名称零件图号工序名称工序号第8 页拨叉共8 页车间工段材料名称材料牌号机械性能灰铸铁H T 2 0 0中等同时加工件数每料件数技术等级每件时间(min)准备终结时间2设备名称设备编号夹具名称夹具编号冷去卩液立式铳床X51专用夹具煤油更改内容1。
CA车床拨叉机械加工工艺过程卡片及工序卡
HB170~241
铸 件
设 备
夹具和辅助工具
名 称
型 号
专用
夹具
立式钻床
Z535
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
III
1
2
3
钻φ20孔
扩φ22孔
倒角
麻花钻do=23mm
高速钢钻do=24.8mm
钻床
专用夹具、麻花钻,内径千分尺
8
攻螺纹
1.攻螺纹2×M8
丝锥
丝锥,塞规
9
检验
塞规,卡尺等。
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2014/06/07
机 械 加 工 工 序 卡 片
生产类型
中批生产
工序号
I
零件名称
拨 叉
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
齿升量(mm)
进给量(mm/z)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
IV
1
拉花键
立
铣
CA拨叉机械加工工艺过程卡片
≤200
设备名称
设备型号
设备编号
工作液
摇臂钻床
Z3025
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
工步号
工步内容
工艺装备
主轴转速 r/min
切削速度 m/mim
背吃刀量mm
进给量mm/r
进给次数
时间定额
机动
辅助
1
钻孔Φ10
Z3025
800
25
5
0.2
1
0.19
2
扩孔Φ11
Z3025
进给量
mm/r
进给
次数
时间定额
机动
辅助
1
粗铣Φ20、Φ42端面
X52K
900
113.04
1.2
0.2
1
0.6
2
半精铣Φ20、Φ42端面
X52K
900
113.04
0.8
0.2
1
0.6
更改内容
编制
鲁亚迪
抄写
核对
审核
批准
机械加工工艺过程卡片
产品名称及型号
零件名称
零件图号
第 2 页
拨叉
共8页
车间
工序名称
工序号
机动
辅助
1
拉键槽3×2
L6120
500
4.7
2
0.15
1
0.41
更改内容
编制
鲁亚迪
抄写
核对
审核
批准
机械加工工艺过程卡片
产品名称及型号
零件名称
零件图号
拨叉加工工艺卡片完整版
拨叉加工工序卡片欢迎阅读本文档,希望本文档能对您有所帮助!50 钳毛刺塞规百分表卡尺等设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序(05)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第1页车间工序号工序名称材料牌号05 铣端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工工步内容工艺装备主轴转速切削速度进给量/背吃刀量走刀工时定额欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!机械加工工序(10)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第2页车间工序号工序名称材料牌号10 钻孔,铰孔35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 用Φ15.5的麻花钻钻孔硬质合金麻花钻392 19.09 0.22 42.9 132.4s 6.48s2 粗铰孔至Φ15.7,IT10 铰刀,塞规195 9.61 0.22 42.9 1 81.6s 16.32s3 精铰孔至Φ15.81,IT,8 Ra3.2铰刀,塞规195 9.68 0.12 42.9 1 78.6s 15.72s欢迎阅读本文档,希望本文档能对您有所帮助!设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序( 15)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第3页车间工序号工序名称材料牌号15 铣端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助欢迎阅读本文档,希望本文档能对您有所帮助!1 粗铣叉口上端面,IT12 Ra12.5Φ40立铣刀,游标卡尺255 32.09 0.15 1.5 1 34.02s 5.10s2 粗铣叉口下端面,IT112 Ra12.5Φ40立铣刀,游标卡尺255 32.09 0.15 0.5 1 34.02s 5.10s3 精铣叉口上端面,IT10 Ra6.3Φ40立铣刀,游标卡尺326 37.68 0.08 1.5 1 27.11s 4.07s4 精铣叉口下端面,IT10 Ra6.3Φ40立铣刀,游标卡尺326 37.68 0.08 0.5 1 27.11s 4.07s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序( 20)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第4页车间工序号工序名称材料牌号20 铣内侧35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件欢迎阅读本文档,希望本文档能对您有所帮助!工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣叉口中间一侧面IT12 Ra12.5Φ20立铣刀,游标卡尺490 30.77 0.10 1.5 110.78s 1.62s2 精铣叉口中间另一侧面IT10 Ra6.3Φ20立铣刀,游标卡尺590 37.05 0.06 1.5 1 6.62s 0.99s3 粗铣叉口中间一侧面IT12 Ra12.5Φ20立铣刀,游标卡尺490 30.77 0.10 0.5 1 10.78s 1.62s4 精铣叉口中间另一侧面IT10 Ra6.3Φ20立铣刀,游标卡尺590 37.05 0.06 0.5 1 6.62s 0.99s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序( 25)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第5页车间工序号工序名称材料牌号25 铣槽端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!机械加工工序( 30)卡片江汉大学机电学院机械加工工序卡片零件图号共7页零件名称变速器换档叉第6页车间工序号工序名称材料牌号30 铣侧面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣拔槽前侧面IT12 Ra12.5Φ40立铣刀,游标卡尺255 32.03 0.15 1.5 1 24.49s 3.67s欢迎阅读本文档,希望本文档能对您有所帮助!2 粗铣拔槽后侧面IT10 Ra6.3Φ40立铣刀,游标卡尺255 32.03 0.15 1.5 1 24.49s 3.67s3 精铣拔槽前侧面IT12 Ra12.5Φ40立铣刀,游标卡尺300 37.68 0.08 0.5 1 19.51s 2.93s4 精铣拔槽后侧面IT10 Ra6.3Φ40立铣刀,游标卡尺300 37.68 0.08 0.5 1 19.51s 2.93s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序(35 )卡片零件名称变速器换档叉第7页车间工序号工序名称材料牌号35 钻孔攻丝35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
44
Ⅺ
精铣
精铣凸台内侧表面
XA5032立式铣床
通用夹具,游标卡尺
16.2
Ⅻ
钻孔
钻Φ2mm孔
Z512台式钻床
专用夹具,游标卡尺
6
XIII
钻孔
钻Φ3mm孔,扩3.4mm孔,攻Φ4mm螺纹
Z512台式钻床
专用夹具,游标卡尺
4.7
XIV
检查
按零件图样要求全面检查
设计(日期)
校对(日期)
审核(日期)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
拨叉
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
116.5x70
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时/S
准终
单件
Ⅰ
粗铣
粗铣Φ30mm上端面
XA5032立式铣床
通用夹具,游标卡尺
7.8
Ⅱ
粗铣
粗铣Φ30mm下端面
XA5032立式铣床
通用夹具,游标卡尺
7.8
Ⅲ
精铣
精铣Φ30mm上端面
XA5032立式铣床
通用夹具,游标卡尺
5.2
Ⅳ
精铣
精铣Φ30mm下端面
XA5032立式铣床
通用夹具,游标卡尺
5.2
Ⅴ
钻孔
钻Φ16mm孔,扩Φ17.2mm孔,粗铰Φ17.4mm孔,精铰Φ17,5mm孔
Z535立式钻床
通用夹具,游标卡尺
24.3
Ⅵ
粗铣
粗铣凸台上端面
XA5032立式铣床
通用夹具,游标卡尺
2.9
Ⅶ
粗铣
粗铣凸台下端面
XA5032立式铣床
通用夹具,游标卡尺
2.9
Ⅷ
精铣
精铣凸台上端面
XA5032立式铣床
通用夹具,游标卡尺
8.4
Ⅸ
精铣
精铣凸台下端面
XA5032立式铣床
通用夹具,游标卡尺
8.4
Ⅹ
粗铣
粗铣凸台内ቤተ መጻሕፍቲ ባይዱ表面
XA5032立式铣床
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期