施工现场QES过程控制检查表
QES内审检查表2018版

受审核部门:总经理、管理者代表时间:2018 年 9 月 10- 11 日审核员:审核要点1、组织的使命、愿景、战略目标以及质量管理体系的预期结果。
2、组织环境可分为组织的外部环境和内部环境。
组织外部环境包括:经济环境、政治环境、技术环境和自然环境;组织内部环境包括:组织使命、组织资源和组织文化。
3、组织如何获取和确定的内外部环境信息。
4、组织如何监视和评审组织的内外部环境信息。
5、组织环境分析的方法,审核记录本公司领导层确定了企业目标和战略方向,通过各部门收集信息、识别、分析和评价,公司管理会议讨论研究,明确了与公司目标和战略方向相关的各种外部和内部因素。
包括国际、国内、地区和本地的各种法律法规、技术、竞争对手、市场变动和价格、文化、社会和经济因素,企业的价值观、文化、知识和以往绩效等相关因素,包括需要考虑的有利和不利因素或条件。
标准条款QES:4.1 备注符合NO 1.审 核 要 点确定相关方。
组织应将哪些对质量管理体系有影响的 各方判定为相关方,如顾客、最终用户或受益人、业主、股东、银行、外部供应商、雇员及其他为组织工 作者、法律法规及监管机构、地方社区团体、非政府 组织等。
2、确定相关方的要求 。
相关方的要求会表现在很多方 面,如顾客要求、合同、行业规范及标准、许可执照 或其他授权形式、条约公约及草案、和公共机构及顾 客的协议、组织契约合同的承担义务等。
3、定期监控和评审利益相关方及其要求的变化。
审 核 记 录公司相关方关注公司持续提供的产品和服务质量是否符合顾客要求,是否适销对路,以及生 产经营的合规情况。
公司明确了影响企业绩效或受到企业经营影响的相关方,通过调查、访 符合谈了解上述相关方的要求。
同时每年通过访谈、 网站向社会告知企业联系方式和经营情况,持 续与相关方沟通,了解相关方要求,对他们的要求进行评审。
标准条款QES:4.2NO2.备注NO3.4.5. 标准条款QES:4.3确定管理体系的范围QES:4.4管理体系及其过程QES:5.15.1.1审核要点1、质量管理体系范围就是质量管理体系要求的应用边界和适用性,由组织在考虑内外部因素、有关相关方的要求、组织的产品和服务的基础上自己确定。
QES管理体系内部审核检查表1
审核检查表
注1:文件查阅含记录的查阅.
注2:“结果评价”栏:A-符合B-体系性不符合C-实施性不符合D-效果性不符合E-观察项(有不符合时要在“检查发现”栏记录证据,并要求受审核部门当事人签名确认)
扬州市金鑫电缆有限公司
质量、环境、职业健康安全一体化管理体系
编号:BG—8。2。2
扬州市金鑫电缆有限公司
质量、环境、职业健康安全一体化管理体系
编号:BG—8。2。2
审核检查表
注1:文件查阅含记录的查阅.
注2:“结果评价”栏:A-符合B-体系性不符合C-实施性不符合D-效果性不符合E-观察项(有不符合时要在“检查发现”栏记录证据,并要求受审核部门当事人签名确认)
扬州市金鑫电缆有限公司
审核检查表
注1:文件查阅含记录的查阅。
注2:“结果评价"栏:A-符合B-体系性不符合C-实施性不符合D-效果性不符合E-观察项(有不符合时要在“检查发现”栏记录证据,并要求受审核部门当事人签名确认)
扬州市金鑫电缆有限公司
质量、环境、职业健康安全一体化管理体系
编号:BG—8。2.2
审核检查表
注1:文件查阅含记录的查阅.
编号:BG—8。2。2
审核检查表
注1:文件查阅含记录的查阅。
注2:“结果评价”栏:A-符合B-体系性不符合C-实施性不符合D-效果性不符合E-观察项(有不符合时要在“检查发现"栏记录证据,并要求受审核部门当事人签名确认)
扬州市金鑫电缆有限公司
质量、环境、职业健康安全一体化管理体系
编号:BG—8。2.2
质量、环境、职业健康安全一体化管理体系
编号:BG—8。2.2
审核检查表
注1:文件查阅含记录的查阅.
工程施工企业QES运行综合绩效监测检查记录
60
消防器材配置\放置合理,取用方便处
√
61
消防器材完好,适用
√
62
消防安全标志的设置情况和完好、有效
√
63
防火器材是否在有效期内,是否齐全
√
64
应急管理
应急预案有效制定和保持情况
√
65
应急准备落实情况
√
66
应急器材配置情况
√
67
应急教育情况
√
68
职业健康
劳动强度/时间有无异常,有无不适应现象
√
68
√
51
设施\设备\物品放置章物品
√
53
电线无破损,无私拉乱接电线现象
√
54
设施、设备、工具完好、防护装置完好
√
55
操作人员按照各类生产作业文件要求生产
√
56
近期有无工伤事故
√
57
消防安全
违章使用明火,在禁烟区吸烟
√
58
消防通道畅通
√
59
无占用、堆放物品影响疏散通道畅通的现象
√
78
管理方针目标的公示与沟通
√
79
对相关方关注和要求的回复
√
80
近期有无相关方对本公司的投诉
√
√
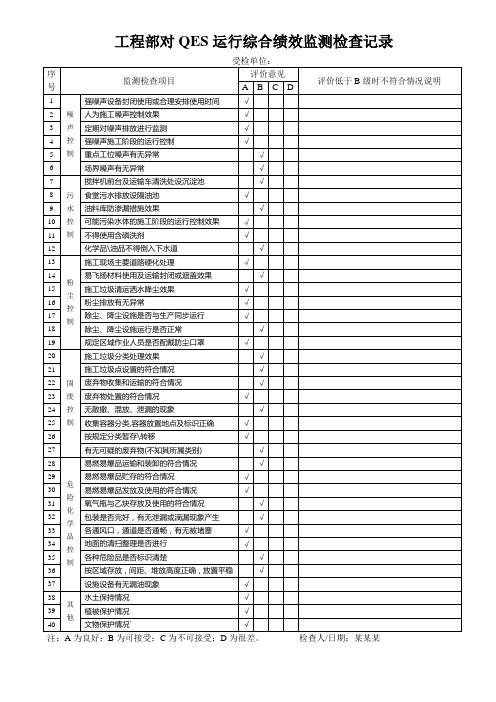
注:A为良好;B为可接受;C为不可接受;D为很差。检查人/日期:某某某
工程部对QES运行综合绩效监测检查记录
受检单位:
序号
监测检查项目
评价意见
评价低于B级时不符合情况说明
A
B
C
D
81
质量
验收报告签证
√
82
验收结果
√
施工现场质量管理检查记录表
施工现场质量管理检查记录表1. 项目概述本次文档记录了施工现场质量管理的检查情况。
该记录表旨在对施工现场的质量管理工作进行全面的检查和评估,以确保施工过程中的质量控制和施工质量的持续改进。
2. 检查详情2.1 检查时间检查日期:[日期]2.2 检查人员检查人员:[姓名]2.3 检查对象检查对象:施工现场质量管理工作3. 检查内容3.1 建设单位管理3.1.1 施工管理人员序号施工管理人员是否符合要求备注1233.1.2 现场施工组织管理序号现场施工组织管理是否符合要求备注1233.2 质量管理3.2.1 施工质量控制序号施工质量控制是否符合要求备注1233.2.2 材料使用管理序号材料使用管理是否符合要求备注1233.3 安全管理3.3.1 安全生产措施序号安全生产措施是否符合要求备注1233.3.2 现场人员安全保护序号现场人员安全保护是否符合要求备注1234. 检查结果4.1 总体评价检查项目是否合格备注建设单位管理质量管理安全管理4.2 问题整理在本次检查中,发现以下问题:1.问题一的描述2.问题二的描述3.问题三的描述5. 后续措施根据本次检查结果,制定以下后续措施:1.解决问题一的方案2.解决问题二的方案3.解决问题三的方案6. 结论本次施工现场质量管理检查记录表旨在对施工现场质量管理工作进行全面的检查和评估。
通过本次检查,发现了一些问题,并制定了相应的后续措施。
希望能够持续改进施工质量管理工作,确保施工质量和安全。
建筑施工企业QES三体系审核检查表综合管理部

施工员:潘——SGH-111 4
其中特殊工种包括架子工、起重工、电工
抽:
起重工:朱——苏F032012 3255
焊工:蒋——沪X0120120
架子工:张——321321198310 7350
培训包括内培和委外两种,其中内部培训有三级教育。
外培提供《2012年度培训计划》,包括对测量员、资料员、施工员、材料员、质检员、安全员、机管员等各类人员的培训计划。
部门提供了该文件的发放记录,相关领导、部门及项目部进行了签收。
外来文件通过清单识别。
技术文件由总工审批,如施工组织设计等。
作废文件已标识。
公司毎月组织体系运行检查,如:
2012年4月20-21日组织工程技术部、质量督查部等对福星大厦进行了体系运行情况检查,检查内容:
目标管理、人员管理、材料管理、过程控制、设备管理、施工质量、分包管理、施工进度、合同履约等情况。
结合上海市“22”条要求进行了全面检查。
共发现了6个问题,如:
合同备案、分包单位管理等问题。
项目部均按要求进行了整改,部门派人进行验证。
检查中未发现重大质量问题。
除内审不符合外,目前无其他纠正措施资料。
预防措施通过文件、培训教育、检查考核、协商沟通等过程体现。
部门对顾客满意度进行了调查与收集,顾客提出的有关要求及时落实解决,对顾客满意度进行了统计,用于今后顾客服务的改善。
从内审计划和《内审检查表》的记录看,审核内容覆盖了标准要求的条款内容,覆盖了各部门相关的过程。
没有发现内审员审核自己工作的情况。
对上次内审及外审不符合项进行了跟踪。
内审符合程序要求。
本次内审开出发现4个不符合,提供纠正措施及证实材料,已由内审员验证合格。
QES三体系内审检查表 含审核记录

QES三体系内审检查表含审核记录三体系内审检查表文件编号:QES-9.2-05ISO 9001 条款及要求4.1 理解组织及其所处环境检查内容:1.公司是否有企业简介,并能充分反映公司内部情况,包括背景、经营范围、财务表现、规模及设施、人力资源能力、技术优势、知识等内部因素以及涉及法律法规和专利信息渠道等外部因素?2.在工作例会或管理评审会上,公司是否对公司的内部和外部因素的相关信息进行监视、评价和更新?检查结论:1.公司具有企业简介,并能充分反映公司背景、经营范围、规模和设施等内部情境的环境技术、市场占有率、主要合作伙伴及同行的影响、物理边界等。
2.公司已识别影响公司发展的内外部相关方,并定期评价。
建议:1.公司应进一步完善企业简介,包括对技术优势、知识等内部因素的充分反映,以及对涉及法律法规和专利信息渠道等外部因素的更加详细的描述。
2.公司应加强对内部和外部因素的监视、评价和更新,确保相关信息的及时性和准确性。
3.公司应建立评审计划并按行业地方的新的法规要求实施内审及评审,分析组织的内部外部环境状况,确定需要应对和管理的风险和机遇,相关的会议纪要应及时记录。
4.2 理解相关方的需求和期望包括:顾客对事物的要求,如符合性、价格、安全性已与顾客或外部供应商达成的合同行业规范及标准和社区团体或非政府组织的协议法规法案备忘录许可、执照或其他授权形式监管机构发布的制度条约、公约及草案和公共机构及顾客的协议组织要求自愿原则或行为规范自愿标示或环境承诺组织契约合同的承担义务检查内容:1.与QEO有关的相关方是谁?2.这些相关方的有关需求和期望有哪些?3.这些需求和期望中哪些是合规义务?是否具备相关的知识严格执行?4.有无对这些相关方及其要求的相关信息进行监视和评审?检查结论:1.公司已明确相关方的需求和期望,包括顾客对产品服务的要求、行业规范及标准、法规法案等。
2.公司已建立相应的管理体系,确保满足相关方的需求和期望。
QES管理体系审核检查表-新版2020 -
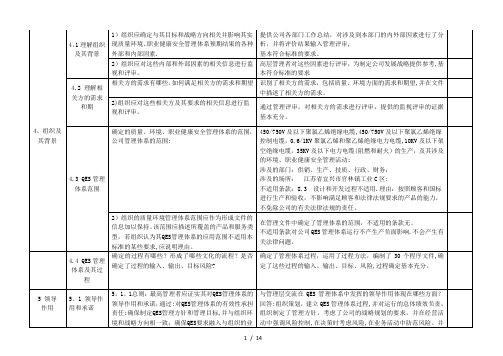
4。1理解组织及其背景
1)组织应确定与其目标和战略方向相关并影响其实现质量环境、职业健康安全管理体系预期结果的各种外部和内部因素.
提供公司各部门工作总结,对涉及到本部门的内外部因素进行了分析,并将评价结果输入管理评审,
基本符合标准的要求。
2)组织应对这些内部和外部因素的相关信息进行监视和评审。
与管理层交流在QES管理体系中发挥的领导作用体现在哪些方面?回答:组织策划,建立QES管理体系过程,并对运行的总体绩效负责;组织制定了管理方针,考虑了公司的战略规划的要求,并在经营活动中强调风险控制,在决策时考虑风险,在业务活动中防范风险。并将风险融入到流程中一并实施控制。设定了QES管理体系预期结果,用目标的方式确定便于测量和评价.对员工在QES管理体系中做出贡献的公司给予奖励.通过内部审核和管理评审实施改进。
7.1。2人员
组织应确定并提供所需要的人员,以有效实施QES管理体系并运行和控制其过程。
公司人员基本素质一般,QES管理体系基本知识水平一般。
岗位工作能力较好.
7.1。3基础设施
组织应确定、提供和维护过程运行所需的基础设施,以获得合格产品和服务。
资源提供情况:公司占地面积40亩,厂房、道路宽敞,绿化较好,水、电、气供应充足,为生产活动提供可资源保障。
-—废水:
--废气:
--噪声:
—-固废:
-—能源消耗:
产品的策划,制定了产品的目标和要求,确定了产品实现的过程和资源需求。产品执行标准:额定电压450/750V聚氯乙烯绝缘电缆电线,GB/T5023。3-2008,塑料绝缘控制电缆,GB/T 9330.1-2008;额定电压1kV和3kV挤包绝缘电力电缆,GB/T12706。1-2008;额定电压 450/750V 及以下聚氯乙烯绝缘电缆 GB/T5023。
QES管理体系内审检查表1
部门:
审核员:
GB/T19001-2016 GB/T24001-2016 ISO45001:2018条
条款及要求 条款及要求
款及要求
查询问题
记录
符合性
4.1 理解组织及其 4.1理解组织及其 4.1理解组织及其所 Q:1、公司是否有企业简介,并能充分反应公司内部情况,如:背景、经营范围、财 Q:检查手册中有公司介绍及相关信息的描述。有内外部环境分析记录表。
信息;信息收集符合内容要求; 4、公司组织是及时利用这些信息来评价质量体系的适宜性和有效性;针对风
√
量管理体系持续改进的机会,
险和机遇所采取措施的有效性;针对风险和机遇所采取措施的有效性;寻找
5、公司是否建立和实施改进、纠正措施的管理要求
在何处可以进行对质量管理体系持续改进的机会,
5、公司有建立和实施改进、纠正措施的管理要求;
中是否确定和提供并维护为实现产品符合性所需的基础设施?
2、基础设施包括建筑物、工作场所和相关设施、过程设备(硬件和软件)等 是否进行了适当的维护?并能保持实现产品的符合性?
√
内审检查表
部门:
审核员:
GB/T19001-2016 GB/T24001-2016 ISO45001:2018条
条款及要求 条款及要求
康安全管理体系业绩和任何改进的需求?被任命者是否被公开?所有管理人员是否承
诺对体系持续改进,并能在控制的领域内承担责任?
6.1 应对风险和机 6.1应对风险和机 6.1 应对风险和机 QES:企业是否有明确可能所需要应对的风险和机遇?
已识别并建立了风险和机遇清单
遇的措施
遇的措施 遇的措施
√
6.2 质量目标及其 6.2环境目标及其 6.2职业健康安全目 Q:1、公司质量目标是否与质量方针保持一致?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管理
过程
控制
噪音监测合格()不合格()
污水监测有()无()
粉尘监测符合要求()不符合要求()
洗车槽有()无()
三级污水沉淀池有()无()
垃圾分类符合要求()不符合要求()
工完场清好()中()差()
能源、资源的合理使用和管理情况
有措施并落实()无识别无控制()
环境因素的识别、评价符合()不符合()重要环境因素控制措施满足()不满足()
合格()不合格()
特殊工种持证情况有()无()
有效期()已过期()
临边、洞口防护良好()较差()部位()
安全标志足够()不够()
安全月报有()无()
安全防护用品购置控制符合()不符合()
安全防护用品使用情况满足()不满足()
材料堆放情况整齐()不整齐()
危险源的辨识、评价符合()不符合()
重大危险源的控制措施满足()不满足()
施工日记合格()不合格()
隐蔽验收有()没有()
合格()不合格()
混凝土配合比有()没有()
砂浆配合比有()没有()
产品保护符合()不符合()
阶段验收及时()不及时()
样板引路情况良好()较差()
验收记录有()无()
钢筋工程质量良好()一般()
模板工程质量良好()一般()
混凝土结构工程质量良好()一般()
应急预案演练有()没有()
内容符合要求()不符合要求()
高支模验收有()没有()
合格()不合格()
脚手架验收有()没有()
合格()不合格()
施工升降机验收有()没有()
合格()不合格()
塔吊验收有()没有()验收内容符合要Fra bibliotek()不符合要求()
临电验收有()没有()
合格()不合格()
施工机械用验收有()没有()
复检人签名:
环境保护措施交底
已进行()未进行()
对相关方的程序和要求的传递
已进行()未进行()
现场机械设备漏油情况已控制()未控制()
目标实现情况
可实现()存在问题()
对环境绩效
已进行监测()未进行监测()
环保应急预案已制定()未制定()
合规性评价已进行()未进行()
检查
评价
检查人
受检查项目负责人
完成整改时间
复查结果
法律、法规
制度、规程
各级安全生产管理制度
各种必备的法律、法规、标准、规范
各各种安全技术规程
有()没()
有()没()
有()没()
质量
管理
过程
控制
专业交接及时()不及时()
工序交接及时()不及时()
分项工程交接及时()不及时()
分部工程交接及时()不及时()
关键工序/特殊工序确认进行()未进行()
监控记录符合()不符合()
专业分包方案
有()没()
有()没()
有()没()
有()没()
有()没()
有()没()
方案交底
有()没()
有()没()
有()没()
有()没()
有()没()
有()没()
合同要求
交底
已进行有记录()、未进行记录();
交底内容是否包括了QES目标的要求:是()否()
《施工现场质量管理检查记录表》
已报监理,已审批(),未报验()
抹灰工程质量良好()一般()
砌体工程质量良好()一般()
镶贴工程质量良好()一般()
监测设备良好()一般()
目标实现情况可实现()存在问题()
职业
健康
安全
过程
控制
三级安全教育有()无()
教育内容符合()不符合()
各项安全交底齐全()不齐全()
符合要求()不符合要求()
安全日志填写合格()不合格()
应急预案有()没有()
施工现场(QES)过程控制检查表
检查日期:年月日
工程
名称
施工阶段
基础工程
主体结构
粉刷阶段
施工形象进度
管理体系
控制
合法证明文件
施工许可证有()没(),渣土排放证有()没(),夜间施工许可证有()没()
施工方案编制、审批
施工施工组织设计
安全技术方案(临电、基坑支护、脚手架、模板等)
文明施工方案
消防方案
职业健康安全方案环境方案