塑料模具钢的抛光
通用模具钢材和塑胶材料的特性和用途
46-54HRC 56-60HRC
1.2363
A2/XW10/SKD12
56-60HRC
2 page
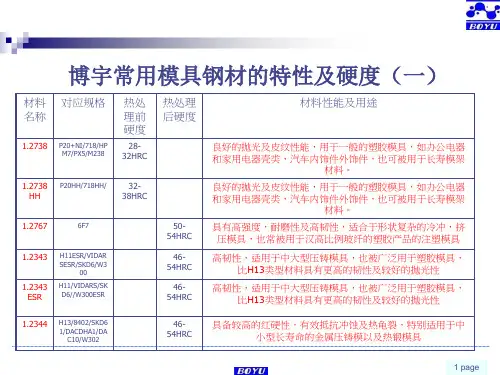
博宇常用模具钢材的特性及硬度(三)
材料名 称
1.2379
对应规格
D2/XW41,42/SKD11/SLD/ DC11/K110 D6/XW5/SKD2/K107 SUPERD2/ASSAB88 /DC53/K340 M2/EM2/SKH51/M H51/S600 420/M310ESR/S13 6 420ESR/MOD/S136 ESR
H11ESR/VIDAR SESR/SKD6/W3 00 H11/VIDARS/SK D6//W300ESR
高韧性,适用于中大型压铸模具,也被广泛用于塑胶模具, 比H13类型材料具有更高的韧性及较好的抛光性
具备较高的红硬性,有效抵抗冲蚀及热龟裂,特别适用于中 小型长寿命的金属压铸模以及热锻模具
1 page
热处理 后硬度
26-32HRC
材料性能及用途
广泛用于有抗腐蚀性要求的模具,如型材挤出,吹瓶模, 化妆品及其他一般抛光要求的模仁,也用于高耐腐蚀性模 具的模架 不锈钢材料模架的首选,优良的被加工性,尺寸的稳定性 ,耐腐蚀性 具有高抗腐蚀性以及高镜面抛光要求的模具,如:光学部 品,食品包装,化妆品容器,医药包装,3C电子产品外 壳等等高要求产品,在PVC,PP,PMMA,POM,PTB/PA等塑胶 产品注塑中广泛使用 比2738具有更高硬度,强度以及达到更高的抛光效果 在2311的基础上加了S,提高被加工性,适用于橡胶模具 ,模架材料 良好的抛光及皮纹性能,用于一般的塑胶模具,如办公电 器和家用电器壳类,汽车内饰件外饰件,也可被用于长寿 模架材料。
H13/8402/SKD6 1/DACDHA1/DA C10/W302
浅析塑料模具钢抛光性能的影响因素
[] 王春 武 , 微 , 钱 发 . 锈 钢 拉 伸 润 滑 剂 的选 用 . 具 工 4 贾 揭 不 模
业 , 9 ,2 1 6( ) 9
[ 彭 成 允 .不 锈 钢 拉 延 模 及 其 工 艺 润 滑 [ . 庆 工业 管 理 学 5 ] J 重 ]
角落 。 料制 品的大 规模 需 求 使 得 塑料模 具 材 料( 塑 主
要 是钢 材)的需求 量 也 越来 越 大 。 统 计 , 据 目前 塑 料 的
产 量按 体 积计 算在 世界 上 已超 过 了钢 铁 的产 量 。我 国 以1 5号 工业 白油 为基 础 油 , 制 了 4种 润 滑 油 , 配 其 配方 分 别如 下 : ( ) 业 白油 (5号 )0 氯化 石 蜡 油 5 %+ 1工 1 4 %+ 0 硬脂 酸 1 %+ 0 其他 少量 添 加物 () 2 工业 白油 (5号 )0 氯 化 石蜡 油 5 %+ 1 4 %+ 0 硬脂 酸 1%+ 0 二硫 化 钼粉 末 + 他 少 量 添加 物 其 () 3 工业 白油 ( 5号 ) 0 氯 化 石 蜡 油 4 %+ 脂 1 5 %+ 0 硬 酸 1 %+ 他少 量 添加 物 0 其 () 4 工业 白油 ( 5号 )0 氯 化 石 蜡 油 3 %+ 脂 1 6 %+ 0 硬
院学报, 9, 2 1 4( ) 9 1
q
・ l・ 6
维普资讯
船 , 巾 超 INIMOUL。 可 印 趁 曰模 国 日橇 具
-
CH I NA U R S
・ 具 制 造 技 术 ・ 模
方 面 , 料 门窗 的普 及 率 为 3 %, 料 管 的普 及 率 达 塑 0 塑
07节 常用模具钢料之P20+Ni篇

第五节常用模具钢料特性与用途三、P20+Ni类(预硬镜面塑料模具钢):铬镍合金钢,国标钢号:3Cr2NiMo或3Cr2NiMnMo●钢材参考成分(%):在P20的基础上加入1%左右的Ni;●主要钢厂的P20+Ni材料型号有:1)奥地利百禄(BOHLER) M238:◎出厂状态及参考硬度:预硬HRC31~34;◎性能:碳、锰含量偏高,镜面抛光性能好,可进行电蚀加工。
特性:1.增加1.1%镍,淬透性极佳,钢材表面至中心硬度均匀一致,放电加工性能好,加工表面组织幼细光洁。
2.抛光性能和光蚀性能甚佳,适合氮化、镀硬铬和物理气相沉淀PVD涂层等。
3.锻造温度:1050~850℃,随炉冷或保温介质中冷却或空冷。
4.退火温度:720~740℃,保温后以10~20℃/HR冷却至600℃,然后空冷,退火后硬度为HBS240。
5.消除应力温度:加热至600℃,于保护气体中保温2小时,然后随炉缓冷。
6.淬火温度:840~860℃保温后油冷,或860~880℃保温后空冷,稍高于室温即时回火。
7.回火:淬火后即时回火,时间不少于2~2.5小时,然后出炉空冷。
8.用途:适于高要求,厚度超过400㎜的塑料模及塑胶模模架。
2)瑞典一胜百618HH(高预硬塑胶模具钢)◎出厂状态︰HB330-370;相当布德鲁斯Buderus︰2738;百禄Bohler︰M238 ;日立hitachi︰HPM7;大同DAIDO︰PX88耐磨性︰★★☆☆☆韧性︰★★★☆☆加工性︰★★★☆☆抛光性︰★★★☆☆◎产品描述:一胜百ASSAB 618HH为真空熔炼之铬-镍-钼合金钢,出厂前已经过淬硬及回火处理,具备下列优点:无淬裂和热处理变形的风险;无需热处理费用;缩短模具制作周期;降低模具所需成本(例:无需矫正变形);模具易于修正;可施以氮化及火焰硬化处理,以增进模具的边面硬度及耐磨性。
◎用途:大型长寿命塑胶注塑模,如家电制品,电脑外壳等模具;由于硬度高,可用于塑胶模具中只滑块;热塑性塑胶的挤压模具;吹塑模具;成型工具;结构零件。
耐蚀镜面塑料模具钢4Cr13(1.2083)质量的分析

的电渣重熔 4 r3 DN 12 8 ) C 1 ( I .0 3 高级耐蚀镜 面塑料模具钢 的冶金质量 和抛 光性能 。测试结 果表明 , 该钢经 电
渣重熔后具有较好的抛光性能 , 当试样的 H C硬度 值的极 差 ≤15时 , R . 钢具 有较好 的抛 光性能 ; 当钢 中存在
复相氮化钛夹杂时 , 著影 响该钢的抛光性能 。 显 关键词 耐蚀 镜 面塑料模 具钢 复相氮化钛 夹杂 表面粗 糙度
fc u h e s a e Ro g n s
1 试 验材料 与 方案
试样 经 S u r T ga o一5全 自动 抛 光 机 统 一 抛 t es erpl r 1
模 具 钢材 的性能 和热 处理 工艺 是 影响模 具 寿 命的重要因素¨ 。 J
试 验所用 5种 4 r3 12 8 C 1 ( . 0 3系列 ) 具 钢均 模
Ab t a t Me a u gc lq ai n r r p l h n ef r n e o o si i e u e i d fES i h sr c tl r ia u l y a d mir oi ig p r ma c fd me t w d s d 5 kn s o R h s l t o s o c
An ls n Qu l yo o r s n R s t gMir rP at ayi o ai fC roi - ei i ro ls c s t o sn i Di Sel C 1 ( . 0 3 e te 4 r3 1 2 8 )
G a igh n 。 a gG oi n eQa g unY a c fse 1 r rp l h g p f m n e o te . r ii e o
M a e i l n e C ro in Re it g t ra d x I o so — ssi 。Mi o l t e Se l n r rP a i Di te ,Mu t P a e T t i m t d n l s n 。S r s c l — h i u Ni i e I c u i s u - i s n a r o
高镜面塑料模具钢的用途
高镜面塑料模具钢的用途高镜面塑料模具钢是一种具有高硬度、高耐磨性、高抗腐蚀性、高强度的模具钢材料,广泛应用于各个行业的塑料制品生产过程中。
它具有明显的优点,能够提高模具的使用寿命和产品质量。
以下将详细介绍高镜面塑料模具钢的用途。
首先,高镜面塑料模具钢在塑料注塑行业中具有重要作用。
塑料注塑是一种成型工艺,通过将熔化的塑料注入模具中,然后冷却并硬化,最后取出成型的塑料制品。
高镜面塑料模具钢能够提供作为塑料注塑模具的完美表面,以确保最终产品的质量和外观。
它的高硬度和抗磨性使得模具能够承受高压注塑过程中的冲击、摩擦和磨损,从而提高模具的使用寿命。
此外,它的高抗腐蚀性使得模具能够耐受与塑料相互作用的化学品,避免因腐蚀而导致的模具损坏。
其次,高镜面塑料模具钢还被广泛应用于塑料薄膜和塑料板材行业中。
在塑料薄膜生产过程中,高镜面塑料模具钢可被用于制造压延模具,以确保薄膜的平整度和表面质量。
它能够提供高光亮度和高透明度的模具表面,以获得高质量的塑料薄膜。
在塑料板材生产过程中,高镜面塑料模具钢可用于制造压花模具,以制造出各种花纹和纹理的塑料板材。
它能够提供高精度的模具表面,以保证板材的质量和外观。
第三,高镜面塑料模具钢在汽车零部件制造中扮演着重要角色。
汽车零部件通常采用塑料材料进行注塑制造,因为塑料具有较低的成本、良好的冲击性能和较轻的重量。
高镜面塑料模具钢能够用于制造汽车零部件的模具,以确保产品的精度和质量。
例如,高镜面塑料模具钢可用于制造车灯壳体模具、内饰件模具等。
它能够提供高精度和高光亮度的模具表面,以保证零部件的外观和性能强度。
此外,高镜面塑料模具钢还可以应用于家电、电子产品、日用品等各个行业中。
无论是电视机壳体、手机外壳、还是家电产品的外壳、手柄等,高镜面塑料模具钢都可以提供高品质模具表面,确保产品的外观和质量。
总结而言,高镜面塑料模具钢作为一种高硬度、高耐磨性、高抗腐蚀性、高强度的模具材料,具有很多的应用领域。
塑料抛光方法
塑料抛光方法塑料制品在我们的日常生活中占据着重要的地位,然而,随着时间的推移,塑料制品表面会出现一些磨损、划痕或者失去光泽,这时候我们就需要进行塑料抛光来修复和恢复其表面光洁度。
本文将介绍几种常见的塑料抛光方法,希望能够为您的塑料制品护理提供一些帮助。
首先,我们来介绍一种简单的塑料抛光方法——利用牙膏。
牙膏中的研磨剂和清洁成分可以帮助去除塑料表面的污垢和微小划痕,恢复光泽。
使用方法很简单,只需要将适量的牙膏涂抹在干净的布上,然后用布均匀地擦拭在塑料表面,稍加力气擦拭几分钟,再用清水冲洗干净即可。
这种方法适用于一些轻微的划痕和失去光泽的塑料制品,效果非常不错。
其次,我们可以尝试使用专业的塑料抛光剂。
市面上有很多专门针对塑料制品的抛光剂,选择一款质量好的产品,按照说明书上的方法进行操作,通常可以达到比较理想的抛光效果。
这种方法适用于一些比较严重的划痕和磨损,能够有效地修复塑料制品的表面光洁度,让其焕然一新。
此外,还可以尝试使用磨砂纸进行塑料抛光。
对于一些较为顽固的划痕,我们可以选择一块细砂的磨砂纸,轻轻地打磨塑料表面,直到划痕消失为止。
需要注意的是,使用磨砂纸时要轻柔而均匀地进行打磨,以免造成更多的损坏。
打磨完成后,再使用一些抛光剂进行处理,可以使塑料表面更加光滑。
最后,我们还可以尝试使用热气抛光的方法。
这种方法适用于一些较为轻微的划痕和失去光泽的塑料制品。
具体操作方法是,用热水蒸汽或者热风轻轻地加热塑料表面,然后用软布擦拭,可以很好地去除一些细微的划痕和污垢,恢复光泽。
总之,塑料抛光是一项简单而有效的护理方法,可以帮助我们修复和恢复塑料制品的表面光洁度。
无论是牙膏、专业抛光剂、磨砂纸还是热气抛光,都是可以尝试的方法,选择适合自己的方式进行护理,相信您的塑料制品一定会焕然一新。
希望本文介绍的塑料抛光方法能够为您的生活带来一些帮助。
nak80
使用连续的钢球滚光和抛光过程达到NAK80模具工具钢的超精密表面光洁度摘要在计算机数控加工中心成功的使用连续钢球抛光过程完成了NAK80模具工具钢的超精密表面光洁度。
通过田口式L18(21x37)直交表、方差分析(ANOVA)以及多因子参数实验确定了对于NAK80模具先进系统的最佳表面抛光参数。
使用这种确定的最优参数可以使试样表面的抛光粗糙度从R a 0.06μm到0.016μm。
应用优化的表面钢珠连续抛光参数精细的磨制NAK80模具球面透镜模具腔,测试部位的表面粗糙度R a从1.0μm提升至0.020μm.1.说明最近几年,塑性或者纤维强化塑性在工程材料中起到了越来越重要的作用。
已经被广泛应用汽车,船舶,飞机和具有特殊特征的国内企业,例如抗腐蚀的,抗化学制品,低密度,容易加工等材料,和工业应用中越来越多的替换金属的部件。
注射模具是塑料制品的一种重要的成型工序。
塑料制品的注射模具表面光洁度质量是重要条件,因为它直接影响塑料制品的外观。
塑料制品注射模具的后续处理工序例如研磨,磨光和抛光被用来提高表面光洁度。
图1(a)显示的是最近一些关于钢球磨光过程的一些研究报告,通过硬质合金钢球或者滚筒进行的表面抛光过程将导致工件表面发生塑性变形,改善了工具钢的表面粗糙度,表面硬度和抗疲劳强度。
对于塑料注射模具钢PDS5最佳表面抛光参数是油脂润滑剂,硬质合金钢球,200mm/min的抛光速度,300N抛光压力以及40μm进给量的组合。
通过抛光过程表面粗糙度的提高范围通常为40%到90%之间。
Fig. 1 – (a) Schematic diagram of the ball burnishing process and (b) photo of a ball burnishing tool mounted in the spindle of a machining centre.安装好的抛光工具被广泛应用于传统模具和模具修复工厂。
p20钢材化学成分
p20钢材化学成分P20钢材是一种预硬塑料模具钢,具有优异的耐磨性、抗疲劳性和抛光性能。
其化学成分对钢材的性能有着重要的影响。
本文主要探讨了P20钢材化学成分中碳、硅、锰、磷、硫、铬、镍、钼、氮、钛、钒、钨、铜和铝等方面的影响。
1.碳(C):碳是P20钢材中的主要元素之一,其含量在0.35%-0.45%之间。
碳含量的增加可以增加钢材的硬度和强度,但过高的碳含量会导致钢材的韧性下降。
P20钢材中的碳含量通常为0.40%,以获得适当的硬度和强度。
2.硅(Si):硅是P20钢材中的有益元素之一,含量在0.75%-1.25%之间。
硅元素可以提高钢材的硬度和强度,同时对提高耐磨性和耐腐蚀性也有一定的帮助。
P20钢材中的硅含量通常为1.0%,以获得良好的力学性能和耐腐蚀性。
3.锰(Mn):锰是P20钢材中的另一种有益元素,含量在0.6%-1.1%之间。
锰元素的加入可以增加钢材的强度、硬度和耐磨性。
P20钢材中的锰含量通常为0.8%,以获得良好的力学性能和耐磨性。
4.磷(P):磷是P20钢材中的有害元素之一,含量应控制在0.03%以下。
磷元素的增加会导致钢材的脆性增加,降低其耐磨性和耐腐蚀性。
控制磷含量是保证P20钢材质量的关键之一。
5.硫(S):硫同样是P20钢材中的有害元素之一,含量也应控制在0.03%以下。
硫元素的增加会导致钢材的热脆性增加,降低其加工性能和使用寿命。
控制硫含量对于保证P20钢材的质量和寿命至关重要。
6.铬(Cr):铬是P20钢材中的一种常见元素,含量在1.0%-1.5%之间。
铬元素的加入可以提高钢材的硬度和耐磨性,同时对耐腐蚀性也有一定的改善。
P20钢材中的铬含量通常为1.2%,以获得良好的耐磨性和耐腐蚀性。
7.镍(Ni):镍是P20钢材中的一种贵重元素,含量在3.0%-5.0%之间。
镍元素的加入可以提高钢材的韧性、耐腐蚀性和高温强度。
P20钢材中的镍含量通常为4.5%,以获得良好的综合性能。
葛利兹XPM
XPM模具钢出厂状态、运用状态及钢材组织
德国葛利兹钢厂生产的XPM模具钢线材出厂状态——预硬调质,运用状态——38HRC-42HRC 或者按客户要求,XPM薄板钢材组织经金相检测为细贝氏体组织。
XPM模具钢抛光说明
德国葛利兹钢厂生产的XPM模具钢正常情况下(不加药水)光亮度可达70%。
砂纸工艺如下:1、用油石条(由粗至幼)打磨表面如下:#400 —800 —1200;2、用砂纸(由粗至幼)打磨表面如下:#1000 —1500 —2000 —3000,在#3000砂纸的基础上直接用#5钻石膏抛光便可达到A2效果。
以上工序全部做完,基本上已达镜面效果,如果发现某部分效果不理想,可按上述工序重做一次,就可得到解决了。
欧上金属销售国内外知名钢厂生产的XPM预加硬塑胶塑料模具钢,在库库存规格如下:
进口XPM预硬塑胶钢钢板厚度20mm-100mm,长宽可按客户要求,
葛利兹XPM预硬塑胶钢模块厚度100mm-1200mm,长宽可按客户要求,
XPM预加硬光亮圆钢直径:12mm-400mm,长度可按客户要求,
进口XPM模具钢圆钢直径:12mm-400mm,长度可按客户要求。
p20是什么材料
p20是什么材料
P20是什么材料。
P20是一种优质的塑料模具钢,主要用于制造大型塑料模具和压铸模具。
它具有优异的热加工性能和耐磨性,适用于生产各种塑料制品和铝合金压铸件。
P20钢材料的特性使其成为模具制造行业中备受青睐的材料之一。
首先,P20钢材料具有良好的加工性能。
在模具制造过程中,P20钢材料易于加工和成型,能够满足复杂模具的加工需求。
其可塑性和可加工性使其成为制造高精度模具的理想选择。
其次,P20钢材料具有优异的耐磨性能。
模具在使用过程中会受到较大的摩擦和压力,因此耐磨性是衡量模具材料优劣的重要指标之一。
P20钢材料经过适当的热处理后,能够获得较高的硬度和耐磨性,从而延长模具的使用寿命。
另外,P20钢材料具有良好的热稳定性。
在模具工作过程中,由于受到高温熔融塑料或金属液体的作用,模具表面会受到高温影响。
P20钢材料能够在高温环境下保持稳定的硬度和强度,不易变形和开裂,保证模具的稳定性和可靠性。
此外,P20钢材料还具有良好的抛光性能和表面处理性能。
模具制品的表面质量直接影响到最终制品的外观和质量,P20钢材料能够通过抛光和表面处理,获得光滑、平整的表面,满足高要求的制品表面质量。
综上所述,P20钢材料作为一种优质的塑料模具钢,具有良好的加工性能、耐磨性能、热稳定性和表面处理性能,适用于制造各种塑料制品和铝合金压铸件的模具。
它的优异性能使其在模具制造行业中得到广泛应用,成为众多模具制造商的首选材料之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Edit by annie-kang
模具钢材
抛光工艺
Edit by annie-kang
磨具质量、技巧
好的抛光效果
模具钢材
Edit by annie-kang
ASSAB
预 618 硬 718HH 钢 RAMAX 2
整 8407 体 S-136 ESR 硬 S-136 SUP
POLMAX
化 635 钢 ELMAX
Edit by annie-kang
抛光的步骤
第1步:旋转表面精光机进行粗磨 (Grinding):
用转速为35,000~40,000转/分、型号为 “Ruter”的旋转表面精光机或采用超声波研光 机进行表面精加工。通常去除电火花白层是 选用直径3mm的WA#400砂轮。
Edit by annie-kang
45˚ - 90˚
Edit by annie-kang
抛光技巧-时间的控制
每一道抛光过程时间都不能太长,时间越短,抛光效果就越 好。当新的磨痕完全盖过前次的磨纹后再加多25%的时间继 续研磨。如果抛光时间过长,过度的抛光会引起“桔皮纹”和 “针孔”。
不同硬度需要不同的抛光时间,“桔皮”经常发生在较软的模 具钢种上。
热处理不当对抛光的影响—过烧
原因:硬度测得HRC56-HRC58不均匀分布,基体组织中 存在过烧组织,这会造成组织中晶粒间的结合力大大下 降。可以看到裂纹也是沿晶界扩展。是热处理不当所造 成的。
Edit by annie-kang
钢材质量控制
Electrid arc furnace Stock
Edit by annie-kang
放电加工
Eroded surface (on TiAl 6 V4) Test conditions: 1 Ra = 4.3 µm, We = 40 mJ, El = Cu+ 2 Ra = 2.04 µm, We = 5 mJ, El = Cu+ Edit by annie-kang
80KG重量
75X50mm2
在抛光最后几道工序阶段,由于抛光磨砺已非常细 小,花费的时间应更短,抛光的力量应更轻。抛光压 力一般控制在100~200g/cm2。此压力往往仅为抛光工 具自身的重量,所以抛光作业只是引导工具于工件表 面移动而不需施以任何压力。
Edit by annie-kang
抛光的技巧-力量控制
VANADIS 4 VANADIS 10 ASP 23
Edit by annie-kang
塑胶模具钢
UDDEHOLM IMPAX RAMAX 2
AISI (P20) (P20) (420F)
W-STOFF NO 1.2738 1.2738 (1.2085)
ORVAR SUPREME STAVAX ESR STAVAX SUPREME POLMAX CALMAX ELMAX VANADIS 4 VANADIS 10 ASP 23
Edit by annie-kang
抛光的环境
抛光的工作环境应保持清洁: 抛光应在无风的环境中; 抛光应远离磨削和恶劣的工作区域 抛光工具不要交叉使用,每一粒度的抛光应使用独立的抛
光工具; 单独存放每一粒度的抛光工具。 在进行下一步抛光步骤时,应仔细清洗手和模具表面。 灰尘、烟雾,头皮屑和口水沫都有可能报废数个小时工作
热处理不当对抛光的影响—表面脱碳
原因:表面脱碳 解决方法: 使用真空热处理炉
良好的气氛保护
Edit by annie-kang
热处理不当对抛光的影响—过烧
微裂纹
模具材料:ASSAB S-136 ESR 模具用途:注塑模型芯 失效形式:抛光时发现裂纹
Edit by annie-kang
Ladle furnace Machining
Vacuum degassing
Uphill casting
ESR (Remelting)
Forging plant
Heat treatment
Edit by annie-kang
Inspection and testing
钢材质量控制—真空除气(VD)
PREM H13 420 MOD. 420 MOD. 420 MOD.
1.2344 (1.2083) (1.2083) (1.2083)
Edit by annie-kang
钢材成分对抛光的影响
XW-42
S-136
8407
碳化物
磷、硫、氧含量
Edit by annie-kang
钢材质量
夹杂物含量(如低硫和氧含量)的控制 夹杂物类型: A类:硫化物 B类:氧化铝 C类:硅酸盐 D类: 球状氧化物
抛光的工艺
第2步:油石配合研磨油进行研磨(Grinding): 常用的研磨工序是#180 ~ #240 ~ #320 ~
#400 ~ #600 ~ #800 ~ #1000。
Edit by annie-kang
抛光的步骤
第3步:砂纸配合研磨油进行研磨 (Grinding+Lapping) #600 ~ #800 ~ #1000 ~ #1200 ~ #1500。
各向同性 材质S,P等有害成
分降低,更加纯净
钢材质量控制—电渣重熔(ESR)
夹杂物含量
合金元素分布状况
ESR 前 ESR 后
Edit by annie-kang
Cr
ESR前
Mo ESR后
优质抛光所需要的模具的表面加工状况
表面加工状况:
1. 粗放电加工 × 2. 精放电加工 √ 3. 铣削加工 √ 4. 磨削加工 √
塑料模具钢的抛光
Edit by annie-kang
抛光
随着塑料制品日益广泛的应用,如日用品和饮料包 装容器等,外观的需要往往要求塑料模具型腔的表 面达到镜面抛光的程度。而生产光学镜片、镭射唱 片等模具对表面粗糙度要求极高,因而对抛光性的 要求也极高。提高模具表面光洁度还可以拥有其他 优点,这些优点包括: ·使塑料制品易于脱模 ·减小局部腐蚀的危险 ·减少由于骤然高温或疲劳而产生断裂和开裂的危 险 因而抛光在塑料模具制作过程中是很重要的一道工 序。
A1 #1
Edit by annie-kang
Ra 0.016µ A0
Ra 0.032µ Ra 0.008µ
镜面抛光的等级
抛光镜面的等级
Ra=0.01μm --- 人肉眼观察极限
ISO标准:
– ISO#1 Ra=0.008μm为镜面 1μm钻石膏
– ISO#2 Ra=0.016μm
3μm钻石膏
Edit by annie-kang
抛光的步骤
第4步:研磨棒(软)配合钻石膏进行研磨 (Lapping) 推荐工序是9µm (#1800) ~ 6µm (#3000) ~ 3µm (#8000)。
Edit by annie-kang
抛光的步骤
第5步:羊毛毡配合抛光膏进行抛光 (Polishing)。 采用羊毛毡加不同粗细的钻石膏继续进行 抛光:1µm (#14000) ~ ½μm (#60000) ~ ¼µm (#100000)。
Lapping:在确保整形效果的前提下,同时降低模具表面 粗糙度。
Polishing:进一步降低粗糙度,提高表面光洁度。
磨具
磨具
磨具
工件
Grinding 研磨
Edit by annie-kang
工件
Lapping 研光
工件
Polishing 抛光
抛光的工艺
抛光基本五步曲: 1. 旋转表面精光机进行粗磨; 2. 油石配合研磨油进行研磨; 3. 砂纸配合研磨油进行研磨; 4. 研磨棒(软)配合钻石膏进行研磨; 5. 羊毛毡配合钻石膏进行抛光。
Edit by annie-kang
抛光技巧
Edit by annie-kang
抛光技巧
Edit by annie-kang
抛光的技巧-力量控制
举例说明
小磨砺 45 = 0.45(kg / mm2) 10×10
大磨砺 80 = 0.021(kg / mm2) 75× 50
45KG重量
10X10mm2
Edit by annie-kang
抛光磨具-油石
电火花油石(适合去除电火花痕迹)
红宝油石(适合加工尖角、直边)
蓝宝油石(适合加工半硬态钢材)
Edit by annie-kang
硫磺油石(适合加工整体硬化钢材)
抛光磨具—砂纸
砂粒比油石更加细腻且均质 主要用于研光(Lapping)阶段,砂粒在 纸与抛光表面相对运动,确保实现有效 整形并提高抛光表面光洁度。
Edit by annie-kang
抛光磨具-木棒
木棒的选择: 硬木适合对较软模具材
料的抛光 软木适合对高硬度模具
材料的抛光; 对于球形,建议使用软
木; 而对于直边和尖角,建
议使用硬木,如樱桃木。
Edit by annie-kang
抛光磨具-研磨膏
优质的研磨膏砂粒硬度要有8000HV以上。含砂量 高,并且砂粒分布要严格细致均匀。
为了更好地控制力度,可以采取以下组合形式:
磷青铜
棒
胶着的硬木
用刀刻成曲线 使木棒能够有弹性
这种棒所具有的柔韧灵活性有助于控制压力而确保在模具表 面不会产生过大的抛光压力。
Edit by annie-kang
抛光的技巧-方向选择
当改变砂纸粒度时,抛光的方向必须有45º~ 90º 的改 变,以除去先前粒度工序所留下的抛光划痕,这必 须用肉眼或者放大镜仔细的检查。
Edit by annie-kang
抛光等级之衡量——平均粗糙度Ra